Изобретение относится к технологическим процессам, связанным с нанесением изоляции на внутренние поверхности трубопроводов, и может быть использовано преимущественно для бестраншейного ремонта труб большого диаметра - от 1,2 м.
Известен способ, включающий предварительную очистку поверхности, нанесение эмали на внутреннюю поверхность трубы и сушку, при осуществлении которого сначала трубу прогревают и сушат путем продувки через нее воздуха температурой t=+40÷80°C, затем производят очистку внутренней поверхности абразивоструйным методом до устранения загрязнений и получения шероховатости не менее RZ 40, после этого удаляют пыль продувкой воздухом и затем наносят не менее двух слоев эмали, причем каждый слой выполняют толщиной мокрого слоя 90÷180 мкм, а сушат каждый слой эмали путем продувки со скоростью 2-8 м/с через трубу воздуха температурой t=+15÷25°C в течение не менее 3 ч, при этом интервал между нанесением слоев должен составлять не более 24 ч [RU 2430294, С1, F16L 58/02, C23D 5/02, 27.09.2011].
Недостатком способа является его сложность, что ограничивает область его применения.
Известен также способ нанесения покрытия на внутреннюю поверхность трубы, характеризующийся тем, что используют устройство, в котором жидкое изоляционное покрытие, находящееся внутри цилиндрического снаряда, вращающегося при помощи электромагнитного поля, под воздействием внутреннего давления, создаваемого термостойким мешком, через сопла путем распыления наносят на внутреннюю поверхность трубы, при этом устройство содержит резервуар с изоляционным покрытием и нагревательный элемент, а также внешний цилиндрический корпус с секциями, в которых установлены электромагниты, имеющие положительный заряд, и цилиндрический снаряд в обмотке, имеющей постоянный положительный заряд, при этом цилиндрический снаряд содержит резервуар с жидким изоляционным покрытием, термостойкий мешок, расположенный вдоль цилиндрического снаряда, нагревательный элемент, который выполнен в виде тэна и расположен вдоль обечайки резервуара, баллон со сжатым воздухом, соединенный с термостойким мешком через обратный клапан, элемент питания нагревательного элемента и распределительное устройство, выполненное в виде двух сопел, параллельно расположенных друг к другу [RU 2305011, С2, В05С 7/08, B05D 7/22, 27.08.2007].
Недостатком этого способа также является его сложность, что ограничивает область его применения.
Наиболее близким по технической сущности к предложенному является способ нанесения изолирующего и защитного покрытия на внутреннюю поверхность труб большого диаметра, сущность которого состоит в нанесении на очищенную поверхность распыляемого структурного полимера (полиуретана) и наложении на него твердых тонких листов поливинилхлорида (ПВХ), которые устанавливают встык с последующей заделкой швов между ними [Материалы семинара «Внедрение инновационных технологий в современной промышленности. Антикоррозионная защита. Газовая хроматография». Омск, 30.10.2009 [http://www.novie-reshenia.ru/newsolutions/13/23].
Подобные покрытия предназначены для восстановления старых и защиты новых сооружений из любых материалов: бетона, металла, кирпича, чугуна.
Однако наиболее близкое техническое решение обладает и весьма существенным недостатком, связанным с относительно узкой областью его применения, поскольку полученное в результате его использования изолирующее и защитное покрытие обладает относительно низкой герметичностью, прочностью и защищенностью от инфильтраций и протечек, т.к. участки задела швов непосредственно подвергаются воздействию протекающей в трубопроводе, как правило, агрессивной жидкости. Это ограничивает область применения известного способа и позволяет использовать его только для защиты трубопроводов ограниченного использования с относительно небольшим хозяйственно-экономическим значением.
Задачей, на решение которой направлено предложенное изобретение, является создание способа, который обладает более широкой областью применения и при достижении требуемого конечного результата изоляции внутренней поверхности трубопровода обеспечивает более высокие герметичность, прочность и защиту от инфильтраций и протечек.
Требуемый технический результат заключается в обеспечении более широкой области применения и получении изолирующего и защитного покрытия с более высоким уровнем герметичности, прочности и защиты от инфильтраций и протечек.
Требуемый технический результат достигается тем, что в способе, основанном в нанесении на очищенную внутреннюю поверхность участка трубопровода композитного связующего и наложении на него первого защитного слоя, выполненного в виде тонких листов композитного материала, которые устанавливают встык с последующей заделкой швов между ними, прогревом и выдержкой в прижатом состоянии к внутренней поверхности участка трубопровода на время полимеризации композитного связующего, согласно изобретению, на первый защитный слой наносят композитный связующий с последующим нанесением на него второго защитного слоя, выполненного в виде тонких листов композитного материала, которые устанавливают встык с последующей заделкой швов между ними, прогревом и выдержкой в прижатом состоянии к первому защитному слою на время полимеризации композитного связующего, нанесенного между первым и вторым защитными слоями, при этом тонкие листы композитного материала выполняют по форме внутренней поверхности участка трубопровода с продольным разрезом вдоль продольной оси участка трубопровода, который при их установке ориентируют для первого защитного слоя вдоль одной боковой стороны участка трубопровода, а для второго защитного слоя ориентируют вдоль другой, противоположной ему боковой стороны участка трубопровода, причем при заделке швов между тонкими листами композитного материала первого и второго защитных слоев одновременно заделывают и швы, соответствующие продольным разрезам в тонких листах композитного материала, а длины тонких листов композитного материала выполняют одинаковыми, кроме тонких листов композитного материала второго защитного слоя, устанавливаемых у краев участка трубопровода, длину которых выбирают равной половине длины тонких листов композитного материала.
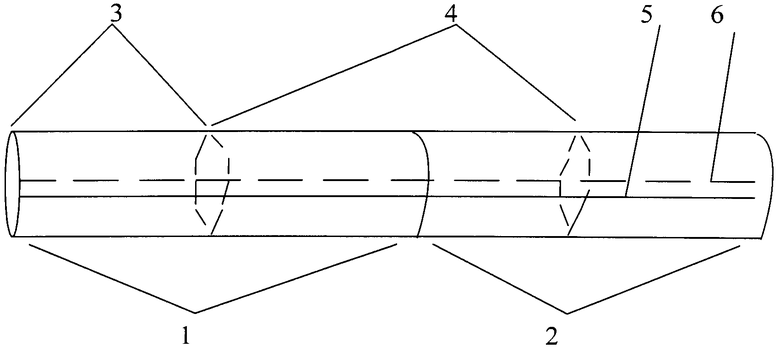
На чертеже представлена схема установки тонких листов композитного материала первого и второго защитных слоев у одного из краев участка трубопровода, например в начале участка трубопровода, которая поясняет способ и где обозначены: 1 - тонкий лист композитного материала первого защитного слоя, уложенный внутри участка трубопровода в его начале; 2 - тонкий лист композитного материала первого защитного слоя, уложенный внутри участка трубопровода за первым листом первого защитного слоя; 3 - тонкий лист композитного материала второго защитного слоя, уложенный внутри участка трубопровода в его начале; 4 - тонкий лист композитного материала второго защитного слоя, уложенный внутри участка трубопровода за первым листом второго защитного слоя; 5, 6 - продольные разрезы в тонких листах композитного материала первого и второго защитных слоев, соответственно.
Реализуется бестраншейный способ нанесения изоляции на внутреннюю поверхность трубопровода следующим образом.
Предварительно определяют участок трубопровода, внутри которого на его внутреннюю поверхность необходимо нанести изоляцию от различных воздействий в виде двух защитных слоев.
Внутреннюю поверхность трубопровода на выделенном участке очищают и определяют размер внутреннего диаметра трубопровода на очищенном участке.
Далее изготавливают тонкие листы композитного материала по форме внутренней поверхности участка трубопровода преимущественно одинаковой длины (определяемой технологическими особенности их доставки внутрь участка трубопровода), кроме тонких листов композитного материала, которые будут установлены у краев участка трубопровода во втором слое. Эти тонкие листы композитного материала следует преимущественно делать вдвое короче. Для этого может быть использован способ намотки на трубу-основу армирующего материала, пропитываемого композитным связующим. Внешний диаметр трубы-основы приблизительно равен размеру внутреннего диаметра трубопровода на его очищенном участке. После отверждения композитного связующего тонкие листы композитного материала толщиной, например, 3 мм разрезают вдоль оси трубы-основы и снимают с нее. При транспортировке к месту ремонта тонкие листы композитного материала преимущественно вкладывают друг в друга.
В качестве армирующего материала может быть использовано стекловолокно, базальтовое волокно, углеродное волокно, ткани и рубленый ровинг на их основе, а в качестве связующего эпоксидные, полиэфирные и фенолформальдегидные смолы.
На очищенную внутреннюю поверхность участка трубопровода наносят композитное связующее и накладывают на него первый защитный слой, выполненный в виде тонких листов композитного материала, последовательно от края (начала или конца) участка трубопровода. В начале первый лист 1, встык к нему второй лист 2 и так далее с последующей заделкой швов между ними и в продольных разрезах 5, прогревом и выдержкой в прижатом состоянии на время полимеризации композитного связующего. Затем на первый защитный слой наносят композитный связующий с последующим нанесением на него второго защитного слоя, выполненного в виде тонких листов композитного материала, которые устанавливают последовательно от края (начала) участка трубопровода встык первый лист 3, встык к нему второй лист 4 и так далее с последующей заделкой швов между ними и в продольных разрезах 6, прогревом и выдержкой в прижатом состоянии на время полимеризации композитного связующего. При этом, как указано выше, тонкие листы композитного материала выполняют по форме внутренней поверхности участка трубопровода с параллельным его продольной оси разрезом 5, который при установке ориентируют для первого защитного слоя вдоль одной боковой стороны участка трубопровода, а для второго защитного слоя разрез 6 ориентируют вдоль другой, противоположной ему, боковой стороны участка трубопровода.
Кроме того, длину первого от края (начала или конца) участка трубопровода тонкого листа 3 композитного материала второго защитного слоя выбирают равной половине длины первого от начала участка трубопровода тонкого листа 1 композитного материала первого защитного слоя.
Из описанного примера реализации способа следует, что продольные и поперечные швы первого и второго защитных слоев максимально разнесены в пространстве между собой и исключены случаи их совпадения. Поэтому при возможном разрушении швов на втором (внутреннем) защитном слое, который непосредственно контактирует с протекающей по трубопроводу жидкостью, не происходит воздействие на швы первого защитного слоя.
Кроме того, оба защитных слоя, между которыми нанесен слой композитного связующего, после его полимеризации образуют единый изолирующий армирующий слой, который обладает высокой прочностью и герметичностью.
Таким образом, благодаря введенным операциям в предложенном способе достигается требуемый технический результат, заключающийся в обеспечении более широкой области применения и получении изолирующего и защитного покрытия с более высоким уровнем герметичности, прочности и защиты от инфильтраций и протечек. Причем повышение уровня защищенности трубопровода достигается не только введением второго изолирующего слоя, а особой ориентацией швов между двумя слоями.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОТВОД ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2201550C2 |
| СПОСОБ БЕСТРАНШЕЙНОГО ВОССТАНОВЛЕНИЯ НАРУЖНЫХ ТРУБОПРОВОДОВ И ВОССТАНОВЛЕННЫЙ ТРУБОПРОВОД | 2017 |
|
RU2651077C1 |
| КОМПОЗИТНЫЙ БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2205330C1 |
| Способ нанесения покрытия на внутреннюю поверхность трубопровода | 2015 |
|
RU2644916C2 |
| Бестраншейный способ восстановления изношенных участков трубопровода | 2022 |
|
RU2795236C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РУКАВА ДЛЯ ЗАЩИТЫ И РЕМОНТА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА | 2019 |
|
RU2726985C1 |
| СПОСОБ МОНТАЖА ТЕПЛОИЗОЛЯЦИИ ТЕХНОЛОГИЧЕСКИХ ТРУБОПРОВОДОВ | 2012 |
|
RU2530985C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОПЛАСТИКОВОЙ СЕКЦИИ ТРУБОПРОВОДА | 2004 |
|
RU2285187C2 |
| Способ ремонта трубопровода | 2016 |
|
RU2640132C1 |
| Теплоизоляционное покрытие подземного трубопровода для монтажа в трассовых условиях | 2015 |
|
RU2622727C2 |
Бестраншейный способ нанесения изоляции на внутреннюю поверхность трубопровода, основанный на нанесении на очищенную внутреннюю поверхность участка трубопровода композитного связующего и наложении на него первого защитного слоя, выполненного в виде листов композитного материала, которые устанавливают встык друг к другу с последующей заделкой швов между ними, прогревом и выдержкой в прижатом состоянии к внутренней поверхности участка трубопровода на время полимеризации композитного связующего, отличающийся тем, что на первый защитный слой наносят композитный связующий с последующим нанесением на него второго защитного слоя, выполненного в виде листов композитного материала, которые устанавливают встык с последующей заделкой швов между ними прогревом и выдержкой в прижатом состоянии к первому защитному слою на время полимеризации композитного связующего, нанесенного между первым и вторым защитными слоями, при этом листы композитного материала выполняют по форме внутренней поверхности участка трубопровода с продольным разрезом вдоль продольной оси участка трубопровода, который при их установке ориентируют для первого защитного слоя вдоль одной боковой стороны участка трубопровода, а для второго защитного слоя ориентируют вдоль другой, противоположной ему боковой стороны участка трубопровода, причем при заделке швов между листами композитного материала первого и второго защитных слоев одновременно заделывают и швы, соответствующие продольным разрезам в листах композитного материала, а длины листов композитного материала выполняют одинаковыми кроме листов композитного материала второго защитного слоя, устанавливаемых у краев участка трубопровода, длину которых выбирают равной половине длины листов композитного материала. 1 ил.
Бестраншейный способ нанесения изоляции на внутреннюю поверхность трубопровода, основанный на нанесении на очищенную внутреннюю поверхность участка трубопровода композитного связующего и наложении на него первого защитного слоя, выполненного в виде тонких листов композитного материала, которые устанавливают встык друг к другу с последующей заделкой швов между ними прогревом и выдержкой в прижатом состоянии к внутренней поверхности участка трубопровода на время полимеризации композитного связующего, отличающийся тем, что на первый защитный слой наносят композитный связующий с последующим нанесением на него второго защитного слоя, выполненного в виде тонких листов композитного материала, которые устанавливают встык с последующей заделкой швов между ними, прогревом и выдержкой в прижатом состоянии к первому защитному слою на время полимеризации композитного связующего, нанесенного между первым и вторым защитными слоями, при этом тонкие листы композитного материала выполняют по форме внутренней поверхности участка трубопровода с продольным разрезом вдоль продольной оси участка трубопровода, который при их установке ориентируют для первого защитного слоя вдоль одной боковой стороны участка трубопровода, а для второго защитного слоя ориентируют вдоль другой, противоположной ему боковой стороны участка трубопровода, причем при заделке швов между тонкими листами композитного материала первого и второго защитных слоев одновременно заделывают и швы, соответствующие продольным разрезам в тонких листах композитного материала, а длины тонких листов композитного материала выполняют одинаковыми кроме тонких листов композитного материала второго защитного слоя, устанавливаемых у краев участка трубопровода, длину которых выбирают равной половине длины тонких листов композитного материала.
| УСТРОЙСТВО И СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБЫ | 2005 |
|
RU2305011C2 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНОЙ ЭМАЛИ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБЫ И СПОСОБ КОНТРОЛЯ КАЧЕСТВА ПОКРЫТИЯ | 2010 |
|
RU2430294C1 |
| СПОСОБ НАНЕСЕНИЯ АНТИКОРРОЗИОННОЙ ИЗОЛЯЦИИ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБОПРОВОДА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2179076C2 |
| US 20080199608 A1, 21.08.2008 | |||
| US 7736704 B2, 15.06.2010 | |||

