Область техники
[0001] Настоящее изобретение относится к листу анизотропной электротехнической стали и способу его изготовления, и, в частности, к листу анизотропной электротехнической стали, который демонстрирует превосходные характеристики магнитных потерь из-за контролируемых свойств поверхности листа кремнистой стали, который является основным стальным листом, и к способу его изготовления. Приоритет испрашивается по заявке на патент Японии № 2019-5396, поданной 16 января 2019 года, и заявке на патент Японии № 2019-5398, поданной 16 января 2019 года, содержание которых включено в настоящий документ по ссылке.
Предпосылки изобретения
[0002] Лист анизотропной электротехнической стали содержит лист кремнистой стали в качестве основного стального листа и представляет собой магнитомягкий материал, который в основном используется в качестве материала железного сердечника трансформатора. Требуется, чтобы листы анизотропной электротехнической стали демонстрировали превосходные магнитные свойства. В частности, требуется, чтобы демонстрировались превосходные характеристики магнитных потерь.
[0003] Магнитные потери означают потери энергии, которые происходят при взаимном преобразовании электрической энергии и магнитной энергии. Меньшее значение магнитных потерь является более предпочтительным. Магнитные потери можно грубо разделить на две составляющие потерь: потери на гистерезис и потери на вихревые токи. В дополнение, потери на вихревые токи можно разделить на потери на классические вихревые токи и потери на аномальные вихревые токи.
[0004] Например, предпринимались попытки увеличения электрического сопротивления листа кремнистой стали, уменьшения толщины листа кремнистой стали и изолирования листа кремнистой стали покрытием с целью уменьшить потери на классические вихревые токи. В дополнение, предпринимались попытки уменьшения размеров зерен листа кремнистой стали, уменьшения магнитных доменов листа кремнистой стали и приложения натяжения к листу кремнистой стали с целью уменьшить потери на аномальные вихревых токов. В дополнение, предпринимались попытки удаления примесей в листе кремнистой стали и контроля кристаллографической ориентации листа кремнистой стали с целью уменьшить потери на гистерезис.
[0005] В дополнение, предпринимались попытки придания гладкости поверхности листа кремнистой стали с целью уменьшения потерь на гистерезис. Когда поверхность листа кремнистой стали имеет нерегулярности, они затрудняют движение стенок доменов и появление намагничивания становится менее вероятным. Поэтому предпринимались попытки уменьшения потерь энергии из-за движения стенок доменов посредством уменьшения шероховатости поверхности листа кремнистой стали.
[0006] Например, патентный документ 1 раскрывает лист анизотропной электротехнической стали, в котором превосходные характеристики магнитных потерь получены посредством сглаживания поверхности стального листа. В патентном документе 1 описывается, что, когда поверхность стального листа полируется до зеркального блеска химическим полированием или электролитическим полированием, магнитные потери значительно уменьшаются.
[0007] Патентный документ 2 раскрывает лист анизотропной электротехнической стали, в котором шероховатость поверхности Ra стального листа контролируется так, что она составляет 0,4 мкм или меньше. В патентном документе 2 описывается, что, когда шероховатость поверхности Ra составляет 0,4 мкм или меньше, получаются очень низкие магнитные потери.
[0008] Патентный документ 3 раскрывает лист анизотропной электротехнической стали, в котором шероховатость поверхности Ra стального листа в направлении, перпендикулярном направлению прокатки, контролируется так, что она составляет 0,15-0,45 мкм. В патентном документе 3 описывается, что, когда шероховатость поверхности в перпендикулярном направлению прокатки направлении больше 0,45 мкм, эффект улучшения магнитных потерь в сильном магнитном поле ослабевает.
[0009] Патентный документ 4 и патентный документ 5 раскрывают листы изотропной электротехнической стали, в которых шероховатость поверхности Ra контролируется так, что она составляет 0,2 мкм или меньше, когда пороговая длина волны лc равна 20 мкм. В патентном документе 4 и патентном документе 5 описывается, что для уменьшения магнитных потерь необходимо устранить волнистость на длинноволновой стороне от пороговой длины волны, оценить мелкие нерегулярности и уменьшить количество этих мелких нерегулярностей.
Список цитирования
[Патентные документы]
[0010] Патентный документ 1: Рассмотренная заявка на патент Японии, вторая публикация № S52-024499
Патентный документ 2: Нерассмотренная заявка на патент Японии, первая публикация № H05-311453
Патентный документ 3: Нерассмотренная заявка на патент Японии, первая публикация № 2018-062682
Патентный документ 4: Нерассмотренная заявка на патент Японии, первая публикация № 2016-47942
Патентный документ 5: Нерассмотренная заявка на патент Японии, первая публикация № 2016-47943
Сущность изобретения
Проблемы, решаемые изобретением
[0011] Авторы изобретения провели исследования и в результате выяснили, что, как и в аналогах, даже если шероховатость поверхности Ra листа кремнистой стали контролируется так, что она составляет, например, 0,40 мкм или меньше, или шероховатость поверхности Ra контролируется так, что она составляет 0,2 мкм или меньше при условиях пороговой длины волны лc 20 мкм, характеристики магнитных потерь не всегда улучшаются в достаточной степени и стабильно.
[0012] Кроме того, в патентном документе 4 и патентном документе 5 для улучшения характеристик магнитных потерь листа изотропной электротехнической стали свойства поверхности листа кремнистой стали регулируют посредством холодной прокатки. Однако, в листе анизотропной электротехнической стали, в отличие от листа изотропной электротехнической стали, после холодной прокатки осуществляется обезуглероживающий отжиг, наносится сепаратор отжига, осуществляется окончательный отжиг и дополнительно осуществляется рафинирующий отжиг при высокой температуре в течение длительного времени. Поэтому в листе анизотропной электротехнической стали трудно поддерживать регулируемые холодной прокаткой свойства поверхности вплоть до окончания последнего процесса, в отличие от листа изотропной электротехнической стали. В целом, сведения о листах изотропной электротехнической стали нельзя просто применить к листу анизотропной электротехнической стали.
[0013] Авторы изобретения считают недостаточным контроль поверхности листов анизотропной электротехнической стали в аналогах и как новую перспективу постулируют, что для оптимального улучшения характеристик магнитных потерь листа анизотропной электротехнической стали было бы необходимо контролировать свойства поверхности листа кремнистой стали.
[0014] То есть задача настоящего изобретения состоит в том, чтобы предложить лист анизотропной электротехнической стали, который демонстрирует превосходные характеристики магнитных потерь из-за оптимального контроля свойств поверхности листа кремнистой стали, который является основным стальным листом, и способ его изготовления.
Средства решения проблемы
[0015] Объем настоящего изобретения заключается в следующем.
[0016] (1) Лист анизотропной электротехнической стали согласно аспекту настоящего изобретения включает лист кремнистой стали в качестве основного стального листа, и когда среднее значение амплитуд в диапазоне длин волн 20-100 мкм среди частотных составляющих, полученных при проведении анализа Фурье на измеренной кривой сечения, параллельного направлению по ширине листа кремнистой стали, обозначено как ave-AMPC100, ave-AMPC100 составляет 0,0001-0,050 мкм.
(2) В листе анизотропной электротехнической стали по пункту (1) ave-AMPC100 может составлять 0,0001-0,025 мкм.
(3) В листе анизотропной электротехнической стали по пункту (1) или (2), когда максимальное значение амплитуд в диапазоне длин волн 20-100 мкм среди частотных составляющих, полученных при проведении анализа Фурье на измеренной кривой сечения, параллельного направлению по ширине листа кремнистой стали, обозначено как max-AMPC100, а максимальное значение амплитуд в диапазоне длин волн 20-100 мкм среди частотных составляющих, полученных при проведении анализа Фурье на измеренной кривой сечения, параллельного направлению прокатки листа кремнистой стали, обозначено как max-AMPL100, max-DIV100, которое представляет собой значение, полученное делением max-AMPC100 на max-AMPL100, может составлять 1,5-6,0.
(4) В листе анизотропной электротехнической стали по любому из пунктов (1)-(3), когда среднее значение амплитуд в диапазоне длин волн 20-50 мкм среди частотных составляющих, полученных при проведении анализа Фурье, обозначено как ave-AMPC50, ave-AMPC50 может составлять 0,0001-0,035.
(5) В листе анизотропной электротехнической стали по пункту (4), когда максимальное значение амплитуд в диапазоне длин волн 20-50 мкм среди частотных составляющих, полученных при проведении анализа Фурье на измеренной кривой сечения, параллельного направлению по ширине листа кремнистой стали, обозначено как max-AMPC50, а максимальное значение амплитуд в диапазоне длин волн 20-50 мкм среди частотных составляющих, полученных при проведении анализа Фурье на измеренной кривой сечения, параллельного направлению прокатки листа кремнистой стали, обозначено как max-AMPL50, max-DIV50, которое представляет собой значение, полученное делением max-AMPC50 на max-AMPL50, может составлять 1,5-5,0.
(6) В листе анизотропной электротехнической стали по пункту (4) или (5) ave-AMPC50 может составлять 0,0001-0,020 мкм.
(7) В листе анизотропной электротехнической стали по любому из пунктов (1)-(6) лист кремнистой стали может содержать в качестве химических компонентов, в мас.%, Si: 0,8% или больше и 7,0% или меньше, Mn: 0 или больше и 1,00% или меньше, Cr: 0 или больше и 0,30% или меньше, Cu: 0 или больше и 0,40% или меньше, P: 0 или больше и 0,50% или меньше, Sn: 0 или больше и 0,30% или меньше, Sb: 0 или больше и 0,30% или меньше, Ni: 0 или больше и 1,00% или меньше, B: 0 или больше и 0,008% или меньше, V: 0 или больше и 0,15% или меньше, Nb: 0 или больше и 0,2% или меньше, Mo: 0 или больше и 0,10% или меньше, Ti: 0 или больше и 0,015% или меньше, Bi: 0 или больше и 0,010% или меньше, Al: 0 или больше и 0,005% или меньше, C: 0 или больше и 0,005% или меньше, N: 0 или больше и 0,005% или меньше, S: 0 или больше и 0,005% или меньше, и Se: 0 или больше и 0,005% или меньше, а остальное составляют Fe и примеси.
(8) В листе анизотропной электротехнической стали по любому из пунктов (1)-(7) лист кремнистой стали может иметь текстуру, развитую в ориентации {110}<001>.
(9) Лист анизотропной электротехнической стали по любому из пунктов (1)-(8) может дополнительно включать промежуточный слой, расположенный в контакте с листом кремнистой стали, и этот промежуточный слой может представлять собой пленку оксида кремния.
(10) Лист анизотропной электротехнической стали по пункту (9) может дополнительно включать изоляционное покрытие, расположенное в контакте с промежуточным слоем, и это изоляционное покрытие может представлять собой покрытие на основе фосфорной кислоты.
(11) Лист анизотропной электротехнической стали по пункту (9) может дополнительно включать изоляционное покрытие, расположенное в контакте с промежуточным слоем, и это изоляционное покрытие представляет собой покрытие на основе бората алюминия.
(12) Способ изготовления листа анизотропной электротехнической стали по любому из пунктов (1)-(11), включающий изготовление листа анизотропной электротехнической стали с использованием листа кремнистой стали в качестве основы.
Эффекты изобретения
[0017] Согласно рассмотренным выше аспектам настоящего изобретения, можно предложить лист анизотропной электротехнической стали, который демонстрирует превосходные характеристики магнитных потерь из-за оптимального контроля свойств поверхности листа кремнистой стали, который представляет собой основной стальной лист, и способ его изготовления.
Краткое описание чертежей
[0018] Фиг.1 показывает график, иллюстрирующий зависимость амплитуды от длины волны при анализе Фурье измеренной кривой сечения, параллельного направлению по ширине листа кремнистой стали, относительно листа анизотропной электротехнической стали согласно одному из вариантов осуществления настоящего изобретения и обычного листа анизотропной электротехнической стали.
Фиг.2 - полученное под микроскопом изображение, показывающее пример структуры магнитных доменов листа анизотропной электротехнической стали.
Фиг.3 показывает график, иллюстрирующий зависимость амплитуды от длины волны при анализе Фурье измеренной кривой сечения, параллельного направлению по ширине листа и направлению прокатки листа кремнистой стали, относительно листа анизотропной электротехнической стали согласно этому же варианту осуществления.
Вариант(ы) осуществления изобретения
[0019] Ниже будут подробно описаны предпочтительные варианты осуществления настоящего изобретения. Однако настоящее изобретение не ограничено только конфигурацией, описанной в настоящем варианте осуществления, и может различными способами модифицироваться без отклонения от сущности настоящего изобретения. В дополнение, значения нижних пределов и значения верхних пределов включаются в указанные ниже ограничивающие диапазоны численных значений. Численные значения, указанные с «больше» или «меньше», не включаются в эти диапазоны численных значений. “%”, указывающий количество соответствующих элементов, означает массовый процент («мас.%»).
[Первый вариант осуществления]
[0020] В настоящем варианте осуществления, в отличие от аналогов, состояние поверхности листа кремнистой стали, который представляет собой основной стальной лист или, иначе говоря, стальной лист-основу листа анизотропной электротехнической стали, контролируется точно и оптимально. Конкретнее, свойства поверхности листа кремнистой стали контролируются в направлении по ширине листа (направлении C) в диапазоне длин волн 20-100 мкм.
[0021] Например, внутри трансформатора лист анизотропной электротехнической стали намагничивается переменным током. Таким образом, когда происходит взаимное преобразование электрической энергии и магнитной энергии в листе анизотропной электротехнической стали, направление намагничивания меняется на обратное в основном в направлении прокатки (направлении L) в соответствии с циклом переменного тока (AC).
[0022] Когда направление намагничивания меняется на обратное в направлении прокатки, в листе анизотропной электротехнической стали стенка домена движется туда и обратно в основном в направлении по ширине листа в соответствии с циклом AC. Поэтому авторы изобретения считают, что, во-первых, предпочтительно контролировать фактор, который ингибирует движение стенок доменов в направлении по ширине листа.
[0023] В дополнение, когда стенка домена движется туда и обратно в направлении по ширине листа в соответствии с циклом AC, с учетом размера магнитного домена в листе анизотропной электротехнической стали, расстояние движения стенок доменов оценивается на уровне примерно 20-100 мкм. Фиг.2 показывает микроскопическое изображение примеров структуры магнитных доменов листа анизотропной электротехнической стали. Как показано на Фиг.2, лист анизотропной электротехнической стали в принципе имеет полосчатую структуру магнитных доменов, параллельную направлению прокатки (направлению L). В листе анизотропной электротехнической стали ширина магнитного домена в направлении по ширине листа (направлении C), как правило, составляет примерно 20-100 мкм. Поэтому авторы изобретения считают, что, во-вторых, предпочтительно контролировать фактор, который ингибирует движение стенок доменов в области 20-100 мкм.
[0024] Лист анизотропной электротехнической стали по настоящему варианту осуществления получен на основе вышеуказанных обнаруженных данных. В настоящем варианте осуществления, среди частотных составляющих, полученных при проведении анализа Фурье на измеренной кривой сечения, параллельного направлению по ширине листа кремнистой стали (основного стального листа), контролируется амплитуда в диапазоне длин волн 20-100 мкм.
[0025] Конкретнее, когда среднее значение амплитуд в диапазоне длин волн 20-100 мкм среди частотных составляющих, полученных при проведении анализа Фурье, обозначено как ave-AMPC100, ave-AMPC100 контролируется так, что оно составляет 0,050 мкм или меньше. Когда ave-AMPC100 составляет 0,050 мкм или меньше, движение стенок доменов не затрудняется неровностью поверхности, и стенки доменов могут двигаться подходящим образом в направлении по ширине листа. Как результат, магнитные потери могут подходящим образом уменьшаться. Для дополнительного облегчения движения стенок доменов, ave-AMPC100 предпочтительно составляет 0,040 мкм или меньше, более предпочтительно 0,030 мкм или меньше, еще более предпочтительно 0,025 мкм или меньше, а наиболее предпочтительно 0,020 мкм или меньше.
[0026] Поскольку меньшее значение ave-AMPC100 является более предпочтительным, нижний предел ave-AMPC100 конкретно не ограничен. Однако, поскольку в промышленности непросто контролировать ave-AMPC100 так, чтобы оно было меньше 0,0001 мкм, ave-AMPC100 может составлять 0,0001 мкм или больше.
[0027] В дополнение, является предпочтительным контролировать значение ave-AMPC100, а затем контролировать амплитуду в диапазоне длин волн 20-50 мкм. Поскольку ave-AMPC100 представляет собой среднее значение амплитуд в диапазоне длин волн 20-100 мкм, это значение имеет тенденцию легче поддаваться влиянию амплитуды с большой длины волны в диапазоне 20-100 мкм. Следовательно, в дополнение к контролю ave-AMPC100, также контролируют амплитуду в диапазоне длин волн 20-50 мкм, и таким образом, свойства поверхности листа кремнистой стали могут контролироваться более подходящим образом.
[0028] Конкретнее, когда среднее значение амплитуд в диапазоне длин волн 20-50 мкм среди частотных составляющих, полученных при проведении анализа Фурье, обозначено как ave-AMPC50, ave-AMPC50 контролируется так, что оно составляет 0,035 мкм или меньше. Когда ave-AMPC50 составляет 0,035 мкм или меньше, поскольку стенки доменов могут легче двигаться в направлении по ширине листа, магнитные потери могут уменьшаться подходящим образом. Ave-AMPC50 предпочтительно составляет 0,030 мкм или меньше, более предпочтительно 0,025 мкм или меньше, еще более предпочтительно 0,020 мкм или меньше, а наиболее предпочтительно 0,015 мкм или меньше.
[0029] Поскольку меньшее значение ave-AMPC50 является более предпочтительным, нижний предел ave-AMPC50 конкретно не ограничен. Однако, поскольку в промышленности непросто контролировать ave-AMPC50 так, чтобы оно было меньше 0,0001 мкм, ave-AMPC50 может составлять 0,0001 мкм или больше.
[0030] Фиг.1 показывает график, полученный, когда измеренные кривые сечения, параллельного направлению по ширине листа кремнистой стали (основного стального листа), подвергаются анализу Фурье и строится график зависимости амплитуды от длины волны. Как показано на Фиг.1, в листе кремнистой стали обычного листа анизотропной электротехнической стали амплитуда имеет малое значение в диапазоне длин волн 20 мкм или меньше, но амплитуда имеет большое значение в диапазоне длин волн больше 20 мкм. Конкретнее, в листе кремнистой стали обычного листа анизотропной электротехнической стали среднее значение амплитуды составляет 0,02 мкм в диапазоне длин волн 1-20 мкм, но среднее значение амплитуды составляет 0,25 мкм в диапазоне длин волн 20-100 мкм. То есть, даже если свойства поверхности контролируются микроскопически в области длин волн 20 мкм или меньше, совершенно понятно, что свойства поверхности не контролируются в области длин волн 20-100 мкм, которая важна для движения стенок доменов в листе анизотропной электротехнической стали. С другой стороны, как показано на Фиг.1, в листе кремнистой стали листа анизотропной электротехнической стали по настоящему варианту осуществления амплитуда в диапазоне длин волн 20-100 мкм имеет малое значение. С другой стороны, в листе кремнистой стали обычного листа анизотропной электротехнической стали амплитуда в диапазоне длин волн 20-100 мкм имеет большое значение.
[0031] Значения ave-AMPC100 и ave-AMPC50 можно измерять, например, следующим способом.
[0032] Когда на листе кремнистой стали нет покрытия, свойства поверхности листа кремнистой стали можно оценивать непосредственно, а когда на листе кремнистой стали имеется покрытие, свойства поверхности листа кремнистой стали можно оценивать после удаления покрытия. Например, лист анизотропной электротехнической стали с покрытием можно погружать в высокотемпературный щелочной раствор. Конкретнее, осуществляют погружение в водный раствор гидроксида натрия, содержащий NaOH: 20 мас.%+H2O: 80 мас.%, при 80°C в течение 20 минут, а затем осуществляют промывку водой и сушку, и таким образом можно удалить покрытие (промежуточный слой и изоляционное покрытие) на листе кремнистой стали. При этом время погружения в водный раствор гидроксида натрия можно изменять в соответствии с толщиной покрытия на листе кремнистой стали.
[0033] Относительно свойств поверхности листа кремнистой стали, в приборе для измерения шероховатости поверхности контактного типа радиус кончика контактной иглы обычно составляет примерно микрон (мкм), и мелкие особенности формы поверхности детектировать нельзя. Поэтому предпочтительно использовать прибор для измерения шероховатости поверхности неконтактного типа. Например, можно использовать прибор для измерения шероховатости поверхности типа лазера (VK-9700 коммерчески доступный от Keyence Corporation).
[0034] Сначала получают измеренную кривую сечения в направлении по ширине листа кремнистой стали с использованием прибора для измерения шероховатости поверхности неконтактного типа. При получении этой измеренной кривой сечения длина одного измерения составляет 500 мкм или больше, а общая длина измерения составляет 5 мм или больше. Пространственное разрешение в направлении измерения (направлении по ширине листа кремнистой стали) составляет 0,2 мкм или меньше. Измеренную кривую сечения подвергают анализу Фурье без применения фильтра низких частот или высоких частот к измеренной кривой сечения, то есть без вырезания конкретной частотной составляющей из измеренной кривой сечения.
[0035] Среди частотных составляющих, полученных при проведении анализа Фурье на измеренной кривой сечения, получают среднее значение амплитуд в диапазоне длин волн 20-100 мкм. Среднее значение амплитуд обозначают как ave-AMPC100. Подобным же образом, среди частотных составляющих, полученных при проведении анализа Фурье на измеренной кривой сечения, получают среднее значение амплитуд в диапазоне длин волн 20-50 мкм. Среднее значение амплитуд обозначают как ave-AMPC50. При этом рассмотренные выше измерение и анализ могут быть проведены в пяти или более местоположениях, с изменением местоположений измерения, и могут быть получены их средние значения.
[0036] В настоящем варианте осуществления контролируется ave-AMPC100, и при необходимости, контролируется ave-AMPC50 для улучшения характеристик магнитных потерь. Способ контроля этих значений ave-AMPC100 и ave-AMPC50 будет описан ниже.
[0037] В дополнение, в листе анизотропной электротехнической стали по настоящему варианту осуществления иные конфигурации, кроме вышеуказанных свойств поверхности, конкретно не ограничены. Однако предпочтительно, чтобы лист анизотропной электротехнической стали по настоящему варианту осуществления имел следующие технические признаки.
[0038] В настоящем варианте осуществления является предпочтительным, чтобы лист кремнистой стали содержал основной элемент в качестве химического компонента и, при необходимости, содержал выбранные элементы, а остальное составляют Fe и примеси.
[0039] В настоящем варианте осуществления лист кремнистой стали может содержать Si как основной элемент (главный легирующий элемент).
Si: 0,8% или больше и 7,0% или меньше
[0040] Si (кремний) - это элемент, являющийся химическим компонентом листа кремнистой стали, и эффективен для повышения электрического сопротивления и уменьшения магнитных потерь. Когда содержание Si больше 7,0%, материал может легко растрескиваться в ходе холодной прокатки и может быть труднопрокатываемым. С другой стороны, когда содержание Si меньше 0,8%, электрическое сопротивление может стать малым и могут возрасти магнитные потери в продукте. Поэтому Si может содержаться в диапазоне 0,8% или больше и 7,0% или меньше. Нижний предел содержания Si предпочтительно составляет 2,0%, более предпочтительно 2,5%, а еще более предпочтительно 2,8%. Верхний предел содержания Si предпочтительно составляет 5,0%, а более предпочтительно 3,5%.
[0041] В настоящем варианте осуществления лист кремнистой стали может содержать примеси. При этом «примеси» - это те, что примешиваются из применяемых в качестве сырья руды или металлолома при промышленном производстве стали или из производственной окружающей среды, и тому подобные.
[0042] В дополнение, в настоящем варианте осуществления, лист кремнистой стали может содержать выбранные элементы в дополнение к вышеуказанным основному элементу и примесям. Например, вместо некоторой части Fe из вышеуказанного остального, в качестве выбранных элементов могут содержаться Mn, Cr, Cu, P, Sn, Sb, Ni, B, V, Nb, Mo, Ti, Bi, Al, C, N, S и Se. Эти выбранные элементы могут содержаться в соответствии с назначением. Поэтому нет необходимости ограничивать значение нижнего предела этих выбранных элементов, и значение нижнего предела может составлять 0%. В дополнение, если эти выбранные элементы содержатся как примеси, указанные выше эффекты не ухудшаются.
Mn: 0 или больше и 1,00% или меньше
[0043] Mn (марганец), подобно Si, представляет собой элемент, который является эффективным для увеличения электрического сопротивления и уменьшения магнитных потерь. В дополнение, Mn связывается с S или Se и действует как ингибитор. Поэтому Mn может содержаться в диапазоне 1,00% или меньше. Нижний предел содержания Mn предпочтительно составляет 0,05%, более предпочтительно 0,08%, а еще более предпочтительно 0,09%. Верхний предел содержания Mn предпочтительно составляет 0,50%, а более предпочтительно 0,20%.
Cr: 0 или больше и 0,30% или меньше
[0044] Cr (хром), подобно Si, представляет собой элемент, который является эффективным для увеличения электрического сопротивления и уменьшения магнитных потерь. Поэтому Cr может содержаться в диапазоне 0,30% или меньше. Нижний предел содержания Cr предпочтительно составляет 0,02%, а более предпочтительно 0,05%. Верхний предел содержания Cr предпочтительно составляет 0,20%, а более предпочтительно 0,12%.
Cu: 0 или больше и 0,40% или меньше
[0045] Cu (медь) также представляет собой элемент, который является эффективным для увеличения электрического сопротивления и уменьшения магнитных потерь. Поэтому Cu может содержаться в диапазоне 0,40% или меньше. Когда содержание Cu больше 0,40%, эффект уменьшения магнитных потерь насыщается, и в ходе горячей прокатки может вызываться дефект поверхности, такой как «медная плена». Нижний предел содержания Cu предпочтительно составляет 0,05%, а более предпочтительно 0,10%. Верхний предел содержания Cu предпочтительно составляет 0,30%, а более предпочтительно 0,20%.
P: 0 или больше и 0,50% или меньше
[0046] P (фосфор) также представляет собой элемент, который является эффективным для увеличения электрического сопротивления и уменьшения магнитных потерь. Поэтому P может содержаться в диапазоне 0,50% или меньше. Когда содержание P больше 0,50%, может возникнуть проблема прокатываемости листа кремнистой стали. Нижний предел содержания P предпочтительно составляет 0,005%, а более предпочтительно 0,01%. Верхний предел содержания P предпочтительно составляет 0,20%, а более предпочтительно 0,15%.
Sn: 0 или больше и 0,30% или меньше
Sb: 0 или больше и 0,30% или меньше
[0047] Sn (олово) и Sb (сурьма) представляют собой элементы, которые являются эффективными для стабилизации вторичной рекристаллизации и развития ориентации {110}<001>. Поэтому Sn может содержаться в диапазоне 0,30% или меньше, и Sb может содержаться в диапазоне 0,30% или меньше. Когда содержание Sn или Sb больше 0,30%, это может негативно повлиять на магнитные свойства. Нижний предел содержания Sn предпочтительно составляет 0,02%, а более предпочтительно 0,05%. Верхний предел содержания Sn предпочтительно составляет 0,15%, а более предпочтительно 0,10%. Нижний предел содержания Sb предпочтительно составляет 0,01%, а более предпочтительно 0,03%. Верхний предел содержания Sb предпочтительно составляет 0,15%, а более предпочтительно 0,10%.
Ni: 0 или больше и 1,00% или меньше
[0048] Ni (никель) также представляет собой элемент, который является эффективным для увеличения электрического сопротивления и уменьшения магнитных потерь. В дополнение, Ni – это элемент, который является эффективным для контроля металлической структуры горячей полосы и улучшения магнитных свойств. Поэтому Ni может содержаться в диапазоне 1,00% или меньше. Когда содержание Ni больше 1,00%, вторичная рекристаллизация может стать нестабильной. Нижний предел содержания Ni предпочтительно составляет 0,01%, а более предпочтительно 0,02%. Верхний предел содержания Ni предпочтительно составляет 0,20%, а более предпочтительно 0,10%.
B: 0 или больше и 0,008% или меньше
[0049] B (бор) представляет собой элемент, который является эффективным для проявления ингибиторного действия в виде BN. Поэтому B может содержаться в диапазоне 0,008% или меньше. Когда содержание B больше 0,008%, это может негативно повлиять на магнитные свойства. Нижний предел содержания B предпочтительно составляет 0,0005%, а более предпочтительно 0,001%. Верхний предел содержания B предпочтительно составляет 0,005%, а более предпочтительно 0,003%.
V: 0 или больше и 0,15% или меньше
Nb: 0 или больше и 0,2% или меньше
Ti: 0 или больше и 0,015% или меньше
[0050] V (ванадий), Nb (ниобий) и Ti (титан) представляют собой элементы, эффективные при связывании с N или C и функционирующие как ингибитор. Поэтому V может содержаться в диапазоне 0,15% или меньше, Nb может содержаться в диапазоне 0,2% или меньше, а Ti может содержаться в диапазоне 0,015% или меньше. Когда эти элементы остаются в конечном продукте (листе электротехнической стали) и содержание V больше 0,15%, содержание Nb больше 0,2% или содержание Ti больше 0,015%, могут ухудшаться магнитные свойства. Нижний предел содержания V предпочтительно составляет 0,002%, а более предпочтительно 0,01%. Верхний предел содержания V предпочтительно составляет 0,10%, а более предпочтительно 0,05%. Нижний предел содержания Nb предпочтительно составляет 0,005%, а более предпочтительно 0,02%. Верхний предел содержания Nb предпочтительно составляет 0,1%, а более предпочтительно 0,08%. Нижний предел содержания Ti предпочтительно составляет 0,002%, а более предпочтительно 0,004%. Верхний предел содержания Ti предпочтительно составляет 0,010%, а более предпочтительно 0,008%.
Mo: 0 или больше и 0,10% или меньше
[0051] Mo (молибден) также представляет собой элемент, который является эффективным для увеличения электрического сопротивления и уменьшения магнитных потерь. Поэтому Mo может содержаться в диапазоне 0,10% или меньше. Когда содержание Mo больше 0,10%, может возникнуть проблема прокатываемости листа стали. Нижний предел содержания Mo предпочтительно составляет 0,005%, а более предпочтительно 0,01%. Верхний предел содержания Mo предпочтительно составляет 0,08%, а более предпочтительно 0,05%.
Bi: 0 или больше и 0,010% или меньше
[0052] Bi (висмут) представляет собой элемент, который является эффективным для стабилизации выделений, таких как сульфид, и улучшения функции как ингибитора. Поэтому Bi может содержаться в диапазоне 0,010% или меньше. Когда содержание Bi больше 0,010%, это может негативно повлиять на магнитные свойства. Нижний предел содержания Bi предпочтительно составляет 0,001%, а более предпочтительно 0,002%. Верхний предел содержания Bi предпочтительно составляет 0,008%, а более предпочтительно 0,006%.
Al: 0 или больше и 0,005% или меньше
[0053] Al (алюминий) представляет собой элемент, эффективный при связывании с N и проявляющий ингибиторное действие. Поэтому перед окончательным отжигом, например, Al может содержаться в диапазоне 0,01-0,065% на стадии сляба. Однако, если Al остается в качестве примеси в конечном продукте (листе электротехнической стали) и содержание Al больше 0,005%, это может негативно повлиять на магнитные свойства. Поэтому содержание Al в конечном продукте предпочтительно составляет 0,005% или меньше. Верхний предел содержания Al в конечном продукте предпочтительно составляет 0,004%, а более предпочтительно 0,003%. При этом содержание Al в конечном продукте соответствует примесям, нижний предел конкретно не ограничен, и меньшее содержание является более предпочтительным. Однако, поскольку в промышленности непросто контролировать содержание Al в конечном продукте так, чтобы оно было равно 0%, нижний предел содержания Al в конечном продукте может составлять 0,0005%. При этом содержание Al указывает на количество кислоторастворимого Al.
C: 0 или больше и 0,005% или меньше,
N: 0 или больше и 0,005% или меньше
[0054] C (углерод) представляет собой элемент, который является эффективным для регулировки текстуры первичной рекристаллизации и улучшения магнитных свойств. В дополнение, N (азот) представляет собой элемент, эффективный при связывании с Al, B или т.п. и проявляющий ингибиторное действие. Поэтому, перед обезуглероживающим отжигом, C может содержаться в диапазоне 0,02-0,10%, например, на стадии сляба. В дополнение, перед окончательным отжигом, N может содержаться в диапазоне 0,01-0,05%, например, на стадии после азотирующего отжига. Однако, когда эти элементы остаются в качестве примесей в конечном продукте и содержание каждого из C и N больше 0,005%, это может негативно повлиять на магнитные свойства. Поэтому содержание C или N в конечном продукте предпочтительно составляет 0,005% или меньше. Содержание C или N в конечном продукте более предпочтительно составляет 0,004% или меньше, а еще более предпочтительно 0,003% или меньше. В дополнение, общее количество C и N в конечном продукте предпочтительно составляет 0,005% или меньше. При этом C и N в конечном продукте являются примесями и их содержание конкретно не ограничено, и меньшее содержание является более предпочтительным. Однако, в промышленности непросто контролировать содержания C или N в конечном продукте так, чтобы оно было равно 0%, и содержание C или N в конечном продукте может составлять 0,0005% или больше.
S: 0 или больше и 0,005% или меньше,
Se: 0 или больше и 0,005% или меньше
[0055] S (сера) и Se (селен) представляют собой элементы, эффективные при связывании с Mn или т.п. и проявляющие ингибиторное действие. Поэтому, перед окончательным отжигом, S и Se могут содержаться в диапазоне 0,005-0,050% каждый, например, на стадии сляба. Однако, когда эти элементы остаются в качестве примесей в конечном продукте и содержание каждого S и Se больше 0,005%, это может негативно повлиять на магнитные свойства. Поэтому содержание S или Se в конечном продукте предпочтительно составляет 0,005% или меньше. Содержание S или Se в конечном продукте предпочтительно составляет 0,004% или меньше, а более предпочтительно 0,003% или меньше. В дополнение, общее содержание S и Se в конечном продукте предпочтительно составляет 0,005% или меньше. При этом S и Se в конечном продукте являются примесями и их содержание конкретно не ограничено, и меньшее содержание является более предпочтительным. Однако, в промышленности непросто контролировать содержания S или Se в конечном продукте так, чтобы оно составляло 0%, и содержание S или Se в конечном продукте может составлять 0,0005% или больше.
[0056] В настоящем варианте осуществления лист кремнистой стали может содержать в качестве выбранных элементов, в мас.%, по меньшей мере один элемент, выбранный из группы, состоящей из Mn: 0,05% или больше и 1,00% или меньше, Cr: 0,02% или больше и 0,30% или меньше, Cu: 0,05% или больше и 0,40% или меньше, P: 0,005% или больше и 0,50% или меньше, Sn: 0,02% или больше и 0,30% или меньше, Sb: 0,01% или больше и 0,30% или меньше, Ni: 0,01% или больше и 1,00% или меньше, B: 0,0005% или больше и 0,008% или меньше, V: 0,002% или больше и 0,15% или меньше, Nb: 0,005% или больше и 0,2% или меньше, Mo: 0,005% или больше и 0,10% или меньше, Ti: 0,002% или больше и 0,015% или меньше, и Bi: 0,001% или больше и 0,010% или меньше.
[0057] Химические компоненты листа кремнистой стали, описанные выше, могут быть измерены обычным методом анализа. Например, компонент стали можно измерять с использованием атомно-эмиссионной спектрометрии с индуктивно связанной плазмой (ICP-AES). При этом C и S можно измерять с использованием метода поглощения в инфракрасном спектре после сжигания, N можно измерять с использованием метода теплопроводности при плавлении в инертном газе, а O можно измерять с использованием метода недисперсионного поглощения в инфракрасном спектре при плавлении в инертном газе.
[0058] В дополнение, является предпочтительным, чтобы лист кремнистой стали листа анизотропной электротехнической стали по настоящему варианту осуществления имел текстуру, развитую в ориентации {110}<001>. Ориентация {110}<001> означает кристаллографическую ориентацию (ориентировку Госса), в которой плоскости {110} выставлены параллельно поверхности стального листа, а оси <100> выставлены в направлении прокатки. Когда лист кремнистой стали контролируется в ориентировке Госса, магнитные свойства предпочтительно улучшаются.
[0059] Текстура описанного выше листа кремнистой стали может быть измерена обычным методом анализа. Например, ее можно измерять с помощью дифракции рентгеновского излучения (метод Лауэ). Метод Лауэ представляет собой метод вертикального облучения пучком рентгеновского излучения стального листа и анализа пятен дифракции проходящего или отраженного излучения. При проведении анализа пятен дифракции можно идентифицировать кристаллографическую ориентацию того местоположения, которое облучают пучком рентгеновского излучения. Когда пятна дифракции анализируют во множестве местоположений, изменяя при этом положение облучения, можно измерить распределение кристаллографических ориентаций в каждом положении облучения. Метод Лауэ – это метод, пригодный для измерения кристаллографической ориентации структуры металла, содержащей крупные кристаллические зерна.
[0060] В дополнение, лист анизотропной электротехнической стали по настоящему варианту осуществления может иметь промежуточный слой, расположенный в контакте с листом кремнистой стали, или может иметь изоляционное покрытие, расположенное в контакте с промежуточным слоем.
[0061] Промежуточный слой представляет собой пленку оксида кремния и содержит оксид кремния в качестве главного компонента, и имеет толщину пленки 2 нм или больше и 500 нм или меньше. Промежуточный слой простирается непрерывно по поверхности листа кремнистой стали. Когда промежуточный слой формируется между листом кремнистой стали и изоляционным покрытием, адгезия между листом кремнистой стали и изоляционным покрытием улучшается, и можно прикладывать напряжение к листу кремнистой стали. В настоящем варианте осуществления промежуточный слой не является форстеритовым покрытием, но предпочтительно является промежуточным слоем (пленкой оксида кремния), главным образом содержащим(ей) оксид кремния.
[0062] Промежуточный слой формируется посредством нагрева листа кремнистой стали, в котором формирование форстеритового покрытия ограничено в ходе окончательного отжига или форстеритовое покрытие удалено после окончательного отжига в газовой атмосфере, которая доводится до заданной степени окисления (PH2O/PH2). В настоящем варианте осуществления промежуточный слой предпочтительно является окисленным снаружи слоем, образовавшимся посредством внешнего окисления.
[0063] При этом внешнее окисление представляет собой окисление, которое происходит в газовой атмосфере с низкой степенью окисления, и означает окисление в такой форме, при которой легирующий элемент (Si) в стальном листе диффундирует к поверхности стального листа и затем на поверхности стального листа образуется оксид в форме пленки. С другой стороны, внутреннее окисление представляет собой окисление, которое происходит в газовой атмосфере с относительно высокой степенью окисления, и означает окисление в форме, при которой легирующий элемент в стальном листе почти не диффундирует к поверхности, присутствующий в атмосфере кислород диффундирует в стальной лист, а затем диспергируется в форме островков в стальном листе, и образуется оксид.
[0064] Промежуточный слой содержит кремнезем (оксид кремния) в качестве главного компонента. Промежуточный слой может содержать оксиды легирующих элементов, содержащихся в листе кремнистой стали, в дополнение к оксиду кремния. То есть он может содержать любой оксид Fe, Mn, Cr, Cu, Sn, Sb, Ni, V, Nb, Mo, Ti, Bi и Al или их сложный оксид. В дополнение, он может содержать зерна металла, такого как Fe. В дополнение, могут содержаться примеси, при условии, что эффекты не ухудшаются.
[0065] Средняя толщина промежуточного слоя предпочтительно составляет 2 нм или больше и 500 нм или меньше. Когда средняя толщина меньше 2 нм или больше 500 нм, это не является предпочтительным, поскольку уменьшается адгезия между листом кремнистой стали и изоляционным покрытием, и нельзя приложить достаточное напряжение к листу кремнистой стали, и магнитные потери увеличиваются. Нижний предел средней толщины пленки промежуточного слоя предпочтительно составляет 5 нм. Верхний предел средней толщины пленки промежуточного слоя предпочтительно составляет 300 нм, более предпочтительно 100 нм, а еще более предпочтительно 50 нм.
[0066] Кристаллическая структура промежуточного слоя конкретно не ограничена. Однако фаза матрицы промежуточного слоя предпочтительно является аморфной. Когда фаза матрицы промежуточного слоя является аморфной, адгезия между листом кремнистой стали и изоляционным покрытием может быть предпочтительно улучшена.
[0067] В дополнение, изоляционное покрытие, расположенное в контакте с промежуточным слоем, предпочтительно представляет собой покрытие на основе фосфорной кислоты или покрытие на основе бората алюминия.
[0068] Когда изоляционное покрытие представляет собой покрытие на основе фосфорной кислоты, это покрытие на основе фосфорной кислоты предпочтительно содержит сложный оксид фосфора-кремния (сложный оксид, содержащий фосфор и кремний) и имеет толщину пленки 0,1 мкм или больше и 10 мкм или меньше. Покрытие на основе фосфорной кислоты простирается непрерывно по поверхности промежуточного слоя. Когда формируется покрытие на основе фосфорной кислоты, расположенное в контакте с промежуточным слоем, можно дополнительно прикладывать натяжение к листу кремнистой стали и подходящим образом уменьшать магнитные потери.
[0069] Покрытие на основе фосфорной кислоты может содержать оксид легирующих элементов, содержащихся в листе кремнистой стали, в дополнение к сложному оксиду фосфора-кремния. То есть оно может содержать любой оксид Fe, Mn, Cr, Cu, Sn, Sb, Ni, V, Nb, Mo, Ti, Bi и Al или их сложный оксид. В дополнение, оно может содержать зерна металла, такого как Fe. В дополнение, могут содержаться примеси, при условии, что эффекты не ухудшаются.
[0070] Средняя толщина покрытия на основе фосфорной кислоты предпочтительно составляет 0,1 мкм или больше и 10 мкм или меньше. Верхний предел средней толщины покрытия на основе фосфорной кислоты предпочтительно составляет 5 мкм, а более предпочтительно 3 мкм. Нижний предел средней толщины покрытия на основе фосфорной кислоты предпочтительно составляет 0,5 мкм, а более предпочтительно 1 мкм.
[0071] Кристаллическая структура покрытия на основе фосфорной кислоты конкретно не ограничена. Однако фаза матрицы покрытия на основе фосфорной кислоты предпочтительно является аморфной. Когда фаза матрицы покрытия на основе фосфорной кислоты является аморфной, адгезия между листом кремнистой стали и покрытием на основе фосфорной кислоты может быть подходящим образом улучшена.
[0072] В дополнение, когда изоляционное покрытие представляет собой покрытие на основе бората алюминия, это покрытие на основе бората алюминия предпочтительно содержит оксид алюминия-бора и имеет толщину пленки больше 0,5 мкм и 8 мкм или меньше. Покрытие на основе бората алюминия простирается непрерывно по поверхности промежуточного слоя. Когда формируется покрытие на основе бората алюминия, расположенное в контакте с промежуточным слоем, можно дополнительно прикладывать натяжение к листу кремнистой стали и подходящим образом уменьшать магнитные потери. Например, покрытие на основе бората алюминия может прикладывать к листу кремнистой стали в 1,5-2 раза большее натяжение, чем покрытие на основе фосфорной кислоты.
[0073] Покрытие на основе бората алюминия может содержать кристаллический Al18B4O33, Al4B2O9, оксид алюминия или оксид бора в дополнение к оксиду алюминия-бора. В дополнение, оно может содержать зерна металла, такого как Fe, или оксид. В дополнение, могут содержаться примеси, при условии, что эффекты не ухудшаются.
[0074] Средняя толщина покрытия на основе бората алюминия предпочтительно составляет более 0,5 мкм и 8 мкм или меньше. Верхний предел средней толщины покрытия на основе бората алюминия предпочтительно составляет 6 мкм, а более предпочтительно 4 мкм. Нижний предел средней толщины покрытия на основе бората алюминия предпочтительно составляет 1 мкм, а более предпочтительно 2 мкм.
[0075] Кристаллическая структура покрытия на основе бората алюминия конкретно не ограничена. Однако фаза матрицы покрытия на основе бората алюминия предпочтительно является аморфной. Когда фаза матрицы покрытия на основе бората алюминия является аморфной, адгезия между листом кремнистой стали и покрытием на основе бората алюминия может быть подходящим образом улучшена.
[0076] Структуру покрытия рассмотренного выше листа анизотропной электротехнической стали можно наблюдать, например, с помощью следующего способа.
[0077] Образец для исследования вырезают из листа анизотропной электротехнической стали и наблюдают структуру слоев образца для исследования с помощью сканирующего электронного микроскопа (SEM) или просвечивающего электронного микроскопа (TEM). Например, слой с толщиной 300 нм или больше можно наблюдать с помощью SEM, а слой с толщиной меньше 300 нм можно наблюдать с помощью TEM.
[0078] Конкретнее, сначала вырезают образец для исследования так, что направление резания является параллельным направлению по толщине листа (конкретнее, образец для исследования вырезают так, что поверхность среза параллельна направлению по толщине листа и перпендикулярна направлению прокатки), и структуру сечения поверхности среза наблюдают с помощью SEM при таком увеличении, при котором каждый слой находится в наблюдаемом поле зрения. Например, при наблюдении на композиционном изображении в обратно-рассеянных электронах (изображении COMPO), можно выяснить число слоев, составляющих структуру сечения. Например, на изображении COMPO лист кремнистой стали может идентифицироваться как светлый цвет, промежуточный слой может идентифицироваться как темный цвет, а изоляционное покрытие (покрытие на основе бората алюминия или покрытие на основе фосфорной кислоты) может идентифицироваться как нейтральный цвет.
[0079] Для описания каждого слоя в структуре сечения с использованием энергодисперсионной рентгеновской спектроскопии (SEM-EDS) осуществляют линейный анализ в направлении по толщине листа и осуществляют количественный анализ химических компонентов каждого слоя. Элементами, подлежащими количественному анализу, являются 6 элементов: Fe, P, Si, O, Mg, и Al. Используемое при этом устройство конкретно не ограничено, но в настоящем варианте осуществления можно использовать, например, SEM (NB5000, коммерчески доступный от Hitachi High-Technologies Corporation), EDS (XFlash(r) 6|30, коммерчески доступный от Bruker AXS) и программное обеспечение для анализа EDS (ESPRIT1.9, коммерчески доступное от Bruker AXS).
[0080] Исходя из результатов наблюдения изображений COMPO и результатов количественного анализа SEM-EDS, описанных выше, если имеется слоистая область, присутствующая в самом глубоком положении в направлении по толщине листа, которая представляет собой область, в которой содержание Fe составляет 80 атомных % или больше и содержание O составляет меньше 30 атомных %, исключая шум при измерении, и соответствующий этой области линейный сегмент (толщина) на линии сканирования в случае линейного анализа составляет 300 нм или больше, то эта область определяется как лист кремнистой стали, а область за исключением листа кремнистой стали определяется как промежуточный слой и изоляционное покрытие (покрытие на основе бората алюминия или покрытие на основе фосфорной кислоты).
[0081] Относительно области за исключением указанного выше листа кремнистой стали, исходя из результатов наблюдения изображений COMPO и результатов количественного анализа SEM-EDS, если имеется область, в которой содержание Fe составляет меньше 80 атомных %, содержание P составляет 5 атомных % или больше и содержание O составляет 30 атомных % или больше, исключая шум при измерении, и соответствующий этой области линейный сегмент (толщина) на линии сканирования в случае линейного анализа составляет 300 нм или больше, то эта область определяется как покрытие на основе фосфорной кислоты. При этом, в дополнение к рассмотренным выше трем элементам, которые являются определяющими элементами для описания покрытия на основе фосфорной кислоты, покрытие на основе фосфорной кислоты может содержать алюминий, магний, никель, марганец или т.п., происходящие из фосфата. В дополнение, также может содержаться кремний, происходящий из коллоидного диоксида кремния, и т.п. При этом, в настоящем варианте осуществления, покрытие на основе фосфорной кислоты может быть не предусмотрено.
[0082] Относительно области, за исключением указанных выше листа кремнистой стали и покрытия на основе фосфорной кислоты, исходя из результатов наблюдения изображений COMPO и результатов количественного анализа SEM-EDS, если имеется область, в которой содержание Fe составляет меньше 80 атомных %, содержание P составляет меньше 5 атомных %, содержание Si составляет меньше 20 атомных %, содержание O составляет 20 атомных % или больше и содержание Al составляет 10 атомных % или больше, исключая шум при измерении, и соответствующий этой области линейный сегмент (толщина) на линии сканирования в случае линейного анализа составляет 300 нм или больше, то эта область определяется как покрытие на основе бората алюминия. При этом, в дополнение к пяти элементам, которые являются определяющими элементами для описания покрытия на основе бората алюминия, покрытие на основе бората алюминия содержит бор. Однако может оказаться сложным точно проанализировать количество бора посредством количественного EDS-анализа из-за влияния углерода и т.п. Поэтому, при необходимости, может осуществляться качественный EDS-анализ для того, чтобы определить, содержит ли покрытие на основе бората алюминия бор. При этом, в настоящем варианте осуществления, покрытие на основе бората алюминия может быть не предусмотрено.
[0083] Когда определяется область, соответствующая покрытию на основе фосфорной кислоты или покрытию на основе бората алюминия, выделения, включения, пустоты и т.п., содержащиеся в каждом покрытии, не включаются в цели определения, и область, которая удовлетворяет рассмотренным выше результатам количественного анализа как фаза матрицы, определяется как покрытие на основе фосфорной кислоты или покрытие на основе бората алюминия. Например, исходя из изображений COMPO или результатов линейного анализа, если подтверждается, что выделения, включения, пустоты и т.п. присутствуют на линии сканирования в случае линейного анализа, эта область не включается в целевую, и определение осуществляют по результатов количественного анализа как фазу матрицы. При этом выделения, включения и пустоты можно отличит от фазы матрицы по контрасту на изображениях COMPO, а также можно отличит от фазы матрицы по встречаемости составляющих элементов в результатах количественного анализа. При этом, когда описывается покрытие на основе фосфорной кислоты или покрытие на основе бората алюминия, предпочтительно осуществлять описание в том положении на линии сканирования в случае линейного анализа, в котором выделения, включения и пустоты не включаются.
[0084] Если имеется область, за исключением указанных выше листа кремнистой стали и изоляционного покрытия (покрытия на основе бората алюминия или покрытия на основе фосфорной кислоты), и соответствующий этой области линейный сегмент (толщина) на линии сканирования в случае линейного анализа составляет 300 нм или больше, то эта область определяется как промежуточный слой. При этом, в настоящем варианте осуществления, промежуточный слой может быть не предусмотрен.
[0085] Промежуточный слой может удовлетворять, в качестве общего среднего, среднему содержанию Fe меньше 80 атомных %, среднему содержанию P меньше 5 атомных %, среднему содержанию Si 20 атомных % или больше и среднему содержанию O 30 атомных % или больше. В дополнение, если промежуточный слой представляет собой не форстеритовое покрытие, а пленку оксида кремния, главным образом содержащую оксид кремния, среднее содержание Mg в промежуточном слое может составлять меньше 20 атомных %. При этом результаты количественного анализа промежуточного слоя представляют собой результаты количественного анализа как фазы матрицы, которые не включают результаты анализа выделений, включений, пустот и т.п., содержащихся в промежуточном слое. При этом, когда описывается промежуточный слой, предпочтительно осуществлять описание в том положении на линии сканирования в случае линейного анализа, в котором не включены выделения, включения и пустоты.
[0086] Описание каждого слоя и измерение толщины с использованием указанных выше наблюдения изображений COMPO и количественного анализа SEM-EDS осуществляют в пяти или более местоположениях с различными наблюдаемыми полями зрения. Для толщины каждого слоя, полученной в пяти или более местоположениях в целом, получают среднее значение из значений за исключением максимального значения и минимального значения, и это среднее значение используют как среднюю толщину каждого слоя. Однако для толщины промежуточного слоя, толщины измеряют в местоположениях, которые можно определить как область внешнего окисления, а не область внутреннего окисления, наблюдая при этом морфологию, и получают среднее значение толщин.
[0087] При этом, если имеется слой, в котором линейный сегмент (толщина) на линии сканирования в случае линейного анализа меньше 300 нм в по меньшей мере одном наблюдаемом поле зрения в описанных выше пяти или более местоположениях, то соответствующий слой наблюдают подробно с помощью TEM, и соответствующий слой описывают и измеряют его толщину с использованием TEM.
[0088] Образец для исследования, содержащий слой, подлежащий подробному наблюдению с использованием TEM, вырезают посредством обработки сфокусированным ионным пучком (FIB) так, что направление резания параллельно направлению по толщине листа (конкретнее, образец для исследования вырезают так, что поверхность разреза параллельна направлению по толщине листа и перпендикулярна направлению прокатки), и структуру сечения поверхности разреза наблюдают (светлопольное изображение) с помощью сканирующего TEM (STEM) при таком увеличении, при котором соответствующий слой находится в пределах наблюдаемого поля зрения. Когда не каждый слой находится в пределах наблюдаемого поля зрения, структуру сечения наблюдают на множестве непрерывных полей зрения.
[0089] Для того чтобы описать каждый слой в структуре сечения, используя TEM-EDS, осуществляют линейный анализ в направлении по толщине листа и осуществляют количественный анализ химических компонентов каждого слоя. Элементами, подлежащими количественному анализу, являются 6 элементов: Fe, P, Si, O, Mg и Al. Используемое при этом устройство конкретно не ограничено, но в настоящем варианте осуществления, например, можно использовать TEM (JEM-2100F, коммерчески доступный от JEOL Ltd.), EDS (JED-2300T, коммерчески доступный от JEOL Ltd.) и программное обеспечение для анализа EDS (AnalysisStation, коммерчески доступное от JEOL Ltd.).
[0090] Исходя из результатов наблюдения светлопольных изображений, полученных с помощью TEM, и результатов количественного анализа, полученных с помощью TEM-EDS, описанных выше, каждый слой описывают и измеряют толщину каждого слоя. Метод описания каждого слоя и метод измерения толщины каждого слоя с использованием TEM можно осуществлять согласно рассмотренному выше методу с использованием SEM.
[0091] При этом, когда толщина каждого слоя, описанная с использованием TEM, составляет 5 нм или меньше, предпочтительно использовать TEM, имеющий функцию корректировки сферической аберрации с учетом пространственного разрешения. В дополнение, когда толщина каждого слоя составляет 5 нм или меньше, осуществляют точечный анализ в направлении по толщине листа, например, с интервалами 2 нм или меньше, измеряют линейный сегмент (толщину) каждого слоя, и этот линейный сегмент можно использовать как толщину каждого слоя. Например, при использовании TEM, имеющего функцию корректировки сферической аберрации, анализ EDS можно осуществлять с пространственным разрешением примерно 0,2 нм.
[0092] При этом, в результатах количественного анализа химических компонентов покрытия на основе фосфорной кислоты, описанного вышеуказанным методом, если содержание Fe составляет меньше 80 атомных %, содержание P составляет 5 атомных % или больше и содержание O составляет 30 атомных % или больше, определяют, что покрытие на основе фосфорной кислоты главным содержит сложный оксид фосфора-кремния.
[0093] Подобным же образом, в результатах количественного анализа химических компонентов покрытия на основе бората алюминия, описанного вышеуказанным методом, если содержание Fe меньше 80 атомных %, содержание P меньше 5 атомных %, содержание Si меньше 20 атомных %, содержание O составляет 20 атомных % или больше и содержание Al составляет 10 атомных % или больше, и бор детектируется с помощью качественного анализа, определяют, что покрытие на основе бората алюминия главным образом содержит оксид алюминия-бора.
[0094] Подобным же образом, в результатах количественного анализа химических компонентов промежуточного слоя, описанного вышеуказанным методом, если среднее содержание Fe меньше 80 атомных %, среднее содержание P меньше 5 атомных %, среднее содержание Si составляет 20 атомных % или больше, среднее содержание O составляет 30 атомных % или больше и среднее содержание Mg меньше 20 атомных %, определяют, что промежуточный слой главным образом содержит оксид кремния.
[0095] В следующем далее способе определяют, содержит ли покрытие на основе бората алюминия оксид алюминия, Al18B4O33, Al4B2O9, оксид бора или т.п. Вырезают образец из листа анизотропной электротехнической стали и, при необходимости, осуществляют полировку так, что поверхность, параллельная поверхности листа, становится поверхностью измерения, покрытие на основе бората алюминия экспонируют и осуществляют рентгено-дифракционное измерение. Например, дифракция рентгеновского излучения может осуществляться с использованием излучения CoKб (Kб1) в качестве падающего рентгеновского излучения. На основе рентгенодифрактограмм идентифицируют, имеется ли оксид алюминия, Al18B4O33, Al4B2O9, оксид бора или т.п.
[0096] Рассмотренную выше идентификацию можно осуществить с использованием файла дифракции на порошке (PDF) Международного центра дифракционных данных (ICDD). Идентификацию оксида алюминия можно осуществить на основе PDF № 00-047-1770 или 00-056-1186. Идентификацию Al18B4O33 можно осуществить на основе PDF № 00-029-0009, 00-053-1233 или 00-032-0003. Идентификацию Al4B2O9 можно осуществить на основе PDF № 00-029-0010. Идентификацию оксида бора можно осуществить на основе PDF № 00-044-1085, 00-024-0160 или 00-006-0634.
[0097] Далее будет описан способ изготовления листа анизотропной электротехнической стали по настоящему варианту осуществления.
[0098] При этом способ изготовления листа анизотропной электротехнической стали по настоящему варианту осуществления не ограничен следующим способом. Следующий способ изготовления представляет собой один из примеров изготовления листа анизотропной электротехнической стали по настоящему варианту осуществления.
[0099] Например, способ изготовления листа анизотропной электротехнической стали включает процесс литья, процесс нагрева, процесс горячей прокатки, процесс отжига в состоянии горячей полосы, процесс травления горячей полосы, процесс холодной прокатки, процесс обезуглероживающего отжига, процесс азотирования, процесс нанесения сепаратора отжига, процесс окончательного отжига, процесс обработки поверхности, процесс формирования промежуточного слоя, процесс формирования изоляционного покрытия и процесс управления магнитными доменами.
[0100] Поскольку лист анизотропной электротехнической стали по настоящему варианту осуществления имеет свойства поверхности листа кремнистой стали в качестве основы, среди вышеуказанных процессов изготовления листа анизотропной электротехнической стали особенно предпочтительно контролировать четыре процесса: процесс холодной прокатки, процесс обезуглероживающего отжига, процесс окончательного отжига и процесс обработки поверхности, которые влияют на свойства поверхности листа кремнистой стали. Ниже будет описан предпочтительный способ изготовления по порядку, начиная с процесса литья.
Процесс литья
[0101] В процессе литья сталь, содержащая указанные выше химические компоненты, может плавиться в конвертерной печи, электропечи или т.п., и расплавленную сталь можно использовать для получения сляба. Сляб можно получить посредством способа непрерывного литья, или же можно получить слиток с использованием расплавленной стали, а слиток может прокатать на блюминге с получением сляба. В дополнение, сляб можно получить другим способом. Толщина сляба конкретно не ограничена и составляет, например, 150-350 мм. Толщина сляба предпочтительно составляет 220-280 мм. В качестве сляба можно использовать так называемый тонкий сляб с толщиной 10-70 мм.
Процесс нагрева
[0102] В процессе нагрева сляб может помещаться в хорошо известную нагревательную печь или в хорошо известную печь для выдержки и нагреваться. В качестве одного из способов нагрева сляба, сляб можно нагревать при 1280°C или ниже. Когда температура нагрева сляба установлена на 1280°C или ниже, можно избежать различных проблем (необходимость в специальной нагревательной печи, большое количество расплавленной окалины и тому подобное), возникающих, например, когда нагрев осуществляют при температуре выше 1280°C. Значение нижнего предела температуры нагрева сляба конкретно не ограничено. Когда температура нагрева является слишком низкой, горячая прокатка может стать сложной и производительность может уменьшиться. Поэтому температура нагрева может быть установлена в диапазоне 1280°C или ниже с учетом производительности. Предпочтительный нижний предел температуры нагрева сляба составляет 1100°C. Предпочтительный верхний предел температуры нагрева сляба составляет 1250°C.
[0103] В дополнение, в качестве другого способа нагрева сляба, сляб может нагреваться при температуре 1320°C или выше. Когда нагрев осуществляют при высокой температуре 1320°C или выше, AlN и Mn (S, Se) растворяются и образуют мелкодисперсные выделения в последующем процессе, и вторичная рекристаллизация может проявляться стабильно. При этом сам процесс нагрева сляба может быть исключен, и горячая прокатка может начинаться после литья и до понижения температуры сляба.
Процесс горячей прокатки
[0104] В процесс горячей прокатки сляб может подвергаться горячей прокатке с использованием стана горячей прокатки. Стан горячей прокатки содержит, например, стан черновой прокатки и стан чистовой прокатки, расположенный после стана черновой прокатки. Нагретую сталь прокатывают на стане черновой прокатки, а затем дополнительно прокатывают на стане чистовой прокатки с получением горячекатаного стального листа. Конечная температура (температура стального листа на выходной стороне клети чистовой прокатки, которая последней прокатывает стальной лист на стане чистовой прокатки) в процессе горячей прокатки может составлять 700-1150°C.
Процесс отжига в состоянии горячей полосы
[0105] В процессе отжига в состоянии горячей полосы горячекатаный стальной лист может отжигаться (отжиг в состоянии горячей полосы). При отжиге в состоянии горячей полосы неоднородная структура, возникающая в ходе горячей прокатки, делается как можно более однородной. Условия отжига конкретно не ограничены, если только неоднородная структура, возникающая в ходе горячей прокатки, может быть сделана однородной. Например, горячекатаный стальной лист отжигают при условиях температуры выдержки 750-1200°C и времени выдержки 30-600 секунд. При этом не всегда необходимо осуществлять отжиг в состоянии горячей полосы, и определение того, осуществлять ли процесс отжига в состоянии горячей полосы, может зависеть от требуемых характеристик получаемого в конечном счете листа анизотропной электротехнической стали и от себестоимости производства. В дополнение к тому, что структура становится однородной, для осуществления контроля образования мелкодисперсных выделений ингибитора AlN и контроля углерода в твердом растворе и вторичных фаз, может осуществляться двухстадийный отжиг, быстрое охлаждение после отжига и т.п. известным способом.
Процесс травления горячей полосы
[0106] В процессе травления горячей полосы может осуществляться травление для удаления окалины, образовавшейся на поверхности горячекатаного стального листа. Условия травления в ходе травления горячей полосы конкретно не ограничены, и травление можно осуществлять при известных условиях.
Процесс холодной прокатки
[0107] В процессе холодной прокатки горячекатаный стальной лист может подвергаться холодной прокатке один или два или более раза с промежуточным отжигом между ними. Степень обжатия при чистовой холодной прокатке в ходе холодной прокатки (совокупная степень обжатия при холодной прокатке без промежуточного отжига или совокупная степень обжатия при холодной прокатке после осуществления промежуточного отжига) предпочтительно составляет 80% или больше, а более предпочтительно 90% или больше. В дополнение, степень обжатия при чистовой холодной прокатке в ходе холодной прокатки предпочтительно составляет 95% или меньше. При этом степень обжатия при чистовой холодной прокатке (%) определяется следующим образом: степень обжатия при холодной прокатке (%)=(1-толщина стального листа после чистовой холодной прокатки/толщина стального листа до чистовой холодной прокатки)Ч100.
[0108] В настоящем варианте осуществления, из свойств поверхности прокатного валка при последнем проходе (чистовая клеть) при холодной прокатке, среднее арифметическое Ra составляет 0,40 мкм или меньше, а более предпочтительно среднее значение ave-AMPC100 амплитуд в диапазоне длин волн 20-100 мкм среди частотных составляющих, полученных при проведении анализа Фурье, составляет 0,050 мкм или меньше, а обжатие при последнем проходе (чистовая клеть) предпочтительно составляет 10% или больше. Когда прокатный валок в последнем проходе более гладкий и обжатие в последнем проходе большее, в итоге становится проще контролировать гладкость поверхности листа кремнистой стали. Когда вышеуказанные условия удовлетворяются при холодной прокатке и удовлетворяются условия контроля при постобработке, ave-AMPC100 и т.п. листа кремнистой стали можно контролировать подходящим образом.
Процесс обезуглероживающего отжига
[0109] В процессе обезуглероживающего отжига холоднокатаный стальной лист может отжигаться в обезуглероживающей атмосфере. Посредством обезуглероживающего отжига присутствующий в стальном листе углерод удаляется, а также происходит первичная рекристаллизация. При обезуглероживающем отжиге степень окисления (PH2O/PH2) в атмосфере отжига (атмосфере в печи) может составлять 0,01-0,15, температура выдержки может составлять 750-900°C, а время выдержки может составлять 10-600 секунд.
[0110] В настоящем варианте осуществления контролируют описанные выше условия обезуглероживающего отжига и контролируют количество кислорода на поверхности обезуглероженного и отожженного листа так, что оно составляет 1 г/м2 или меньше. Например, когда степень окисления является высокой, находясь в указанном выше диапазоне, температура выдержки понижают в указанном выше диапазоне или сокращают время выдержки в указанном выше диапазоне, и количество кислорода на поверхности стального листа может составлять 1 г/м2 или меньше. В дополнение, например, когда температура выдержки является высокой, находясь в указанном выше диапазоне, понижают степень окисления в указанном выше диапазоне или сокращают время выдержки в указанном выше диапазоне, и количество кислорода на поверхности листа стали может составлять 1 г/м2 или меньше. При этом, даже если после обезуглероживающего отжига осуществляют травление с использованием серной кислоты, соляной кислоты или т.п., совсем не просто контролировать количество кислорода на поверхности обезуглероженного и отожженного листа так, чтобы оно составляло 1 г/м2 или меньше. Является предпочтительным контролировать количество кислорода на поверхности обезуглероженного и отожженного листа посредством управления описанными выше условиями обезуглероживающего отжига,.
[0111] Количество кислорода на поверхности обезуглероженного и отожженного листа предпочтительно составляет 0,8 г/м2 или меньше. Когда количество кислорода является меньшим, в итоге становится проще контролировать гладкость поверхности листа кремнистой стали. Когда вышеуказанные условия удовлетворяются в процессе обезуглероживающего отжига и удовлетворяются условия контроля при предобработке (в предшествующем процессе) и постобработке (в последующем процессе), ave-AMPC100 и т.п. листа кремнистой стали можно контролировать подходящим образом.
Процесс азотирования
[0112] В процессе азотирования обезуглероженный и отожженный лист может отжигаться и азотироваться в атмосфере, содержащей аммиак. Эта азотирующая обработка может продолжаться непосредственно после обезуглероживающего отжига без понижения температуры стального листа после обезуглероживающего отжига до комнатной температуры. Когда осуществляется азотирующая обработка, поскольку в стали образуются мелкодисперсные ингибиторы, такие как AlN и (Al,Si)N, вторичная рекристаллизация может проявляться стабильно.
[0113] Условия обработки азотированием конкретно не ограничены, но предпочтительно осуществлять азотирование так, чтобы содержание азота в стали повышалось на 0,003% или больше после азотирования, чем до него. Приращение содержания азота до и после азотирования предпочтительно составляет 0,005% или больше, а более предпочтительно 0,007% или больше. Когда приращение азота до и после азотирования составляет больше 0,030%, эффект доводится до максимума. Поэтому азотирование может осуществляться так, что приращение азота составляет 0,030% или меньше.
Процесс нанесения сепаратора отжига
[0114] В процессе нанесения сепаратора отжига на поверхность обезуглероженного и отожженного листа наносят сепаратор отжига, содержащий Al2O3 и MgO, и нанесенный сепаратор отжига может сушиться. Сепаратор отжига может наноситься на поверхность стального листа посредством нанесения водной суспензии, электростатического нанесения или тому подобного.
[0115] Когда сепаратор отжига главным образом содержит MgO и количество Al2O3 мало, на стальном листе в ходе окончательного отжига образуется форстеритовое покрытие. С другой стороны, когда сепаратор отжига главным образом содержит Al2O3 и количество MgO мало, на стальном листе образуется муллит (3Al2O3·2SiO2). Поскольку эти форстерит и муллит затрудняют движение стенок доменов, характеристики магнитных потерь листа анизотропной электротехнической стали ухудшаются.
[0116] Если используется сепаратор отжига, содержащий Al2O3 и MgO в предпочтительном соотношении, можно получить стальной лист, имеющий гладкую поверхность, без образования форстерита или муллита в ходе окончательного отжига. Например, сепаратор отжига может содержать 5-50% MgO/(MgO+Al2O3), что является массовым соотношением MgO и Al2O3, и 1,5 мас.% или меньше гидратной воды.
Процесс окончательного отжига
[0117] В процессе окончательного отжига холоднокатаный стальной лист, на который нанесен сепаратор отжига, может подвергаться окончательному отжигу. Когда осуществляется окончательный отжиг, происходит вторичная рекристаллизация, и накапливается кристаллографическая ориентация стального листа в ориентации {110}<001>. В процедуре нагрева окончательного отжига, когда атмосфера отжига (атмосфера в печи) содержит водород для стабильного осуществления вторичной рекристаллизации, степень окисления (PH2O/PH2) установлена на 0,0001-0,2, а в случае атмосферы, содержащей инертный газ и не содержащей водорода, точка росы может составлять 0°C или ниже.
[0118] В настоящем варианте осуществления, что касается условий высокотемпературной выдержки для окончательного отжига, в атмосфере, содержащей 50 объемных % или больше водорода, температура выдержки составляет 1100-1250°C. В дополнение, когда температура выдержки составляет 1100-1150°C, время выдержки составляет 30 часов или больше. В дополнение, когда температура выдержки выше, чем 1150-1250°C, время выдержки составляет 10 часов или больше. Когда температура выдержки выше или время выдержки больше, в итоге становится проще контролировать гладкость поверхности листа кремнистой стали. Однако, когда температура выдержки выше 1250°C, оборудование становится дорогостоящим. Когда удовлетворяются вышеуказанные условия в процессе окончательного отжига и удовлетворяются условия контроля при предобработке и постобработке, ave-AMPC100 и т.п. у листа кремнистой стали можно контролировать подходящим образом.
[0119] При этом, при окончательном отжиге, элементы, такие как Al, N, S и Se, содержащиеся в составе стали в холоднокатаном листе стали, высвобождаются и стальной лист рафинируется.
Процесс обработки поверхности
[0120] В процесс обработки поверхности стальной лист после окончательного отжига (окончательно отожженный стальной лист) может быть протравлен, а затем промыт водой. Обработку травлением и промывкой водой осуществляют для удаления избыточного сепаратора отжига, который не прореагировал со сталью, с поверхности стального листа, и свойства поверхности стального листа можно контролировать подходящим образом. При этом стальной лист после процесса обработки поверхности представляет собой лист кремнистой стали в качестве основы листа анизотропной электротехнической стали.
[0121] В настоящем варианте осуществления, относительно условий травления для обработки поверхности, предпочтительно используется раствор, содержащий общее количество менее 20 мас.% одного или двух или более из серной кислоты, соляной кислоты, фосфорной кислоты, азотной кислоты, хлорноватой кислоты, водного раствора оксида хрома, сульфата хрома, перманганата, пероксосерной кислоты и пероксофосфата. Более предпочтительно – 10 мас.% или меньше. Используя этот раствор, травление осуществляют при условиях высокой температуры и короткого времени. Конкретнее, травление осуществляют, когда температура раствора установлена на 50-80°C и время погружения установлено на 1-30 секунд. Когда травление осуществляется при таких условиях, избыток сепаратор отжига на поверхности листа стали можно эффективно удалять и свойства поверхности стального листа можно контролировать подходящим образом. В указанном выше диапазоне, когда концентрация кислоты ниже, температура жидкости ниже, время погружения короче, ямки травления, формируемые на поверхности стального листа, ограничены, и в итоге становится проще контролировать гладкость поверхности листа кремнистой стали. Когда удовлетворяются вышеуказанные условия в процессе обработки поверхности и удовлетворяются условия контроля при предобработке, ave-AMPC100 и т.п. листа кремнистой стали можно контролировать подходящим образом. При этом условия промывки водой при обработке поверхности конкретно не ограничены, и промывка может осуществляться при известных условиях.
[0122] В настоящем варианте осуществления можно изготовить лист анизотропной электротехнической стали, содержащий в качестве основы полученный выше лист кремнистой стали. Конкретнее, лист анизотропной электротехнической стали можно изготавливать, используя в качестве основы лист кремнистой стали, в котором среднее значение амплитуд в диапазоне длин волн 20-100 мкм среди частотных составляющих, полученных при проведении анализа Фурье на измеренной кривой сечения, параллельного направлению по ширине листа, составляет 0,0001-0,050 мкм. Предпочтительно, на поверхности листа кремнистой стали можно формировать промежуточный слой и изоляционное покрытие, используя вышеуказанный лист кремнистой стали в качестве основы для изготовления листа анизотропной электротехнической стали.
Процесс формирования промежуточного слоя
[0123] В процессе формирования промежуточного слоя вышеуказанный лист кремнистой стали можно выдерживать в газовой атмосфере, которая содержит водород и имеет степень окисления (PH2O/PH2), которая регулируется на уровне 0,00008-0,012, в диапазоне температур 600°C или выше и 1150°C или ниже в течение 10 секунд или больше и 100 секунд или меньше. Согласно этой термической обработке, на поверхности листа кремнистой стали формируется промежуточный слой как окисленный снаружи слой.
Процесс формирования изоляционного покрытия
[0124] В процессе формирования изоляционного покрытия на листе кремнистой стали, на котором сформирован промежуточный слой, может формироваться изоляционное покрытие (покрытие на основе фосфорной кислоты или покрытие на основе бората алюминия).
[0125] При формировании покрытия на основе фосфорной кислоты наносят и прокаливают композицию для формирования покрытия на основе фосфорной кислоты, содержащую смесь коллоидного диоксида кремния, фосфата, такого как фосфат металла, и воду. Композиция для формирования покрытия на основе фосфорной кислоты может содержать 25-75 мас.% фосфата и 75-25 мас.% коллоидного диоксида кремния в терминах безводных соединений. Фосфат может представлять собой соль алюминия, соль магния, соль никеля, соль марганца или т.п. и фосфорной кислоты. Покрытие на основе фосфорной кислоты формируют посредством прокаливания композиции для формирования покрытия на основе фосфорной кислоты при 350-600°C, а затем нагрева при температуре от 800 до 1000°C. В ходе такой термической обработки, при необходимости, могут контролироваться степень окисления и точка росы и т.п. атмосферы.
[0126] При формировании покрытия на основе бората алюминия наносят и прокаливают композицию для формирования покрытия на основе бората алюминия, содержащую золь оксида алюминия (алюмозоль) и борную кислоту. Композиция для формирования покрытия на основе бората алюминия может иметь композиционное соотношение между алюмозолем и борной кислотой, которое составляет 1,25-1,81 по атомному отношению (Al/B) между алюминием и борной кислотой. Покрытие на основе бората алюминия формируют путем проведения нагрева с температурой выдержки 750-1350°C и временем выдержки 10-100 секунд. В ходе такой термической обработки, при необходимости, могут контролироваться степень окисления, точка росы атмосферы и т.п. атмосферы.
Процесс управления магнитными доменами
[0127] В процессе управления магнитными доменами можно осуществлять обработку для измельчения магнитных доменов листа кремнистой стали. Когда прикладывается неразрушающая деформация напряжения в направлении, пересекающем направление прокатки листа кремнистой стали, или формируется физическая канавка, магнитные домены листа кремнистой стали могут измельчаться. Например, деформация напряжения может прикладываться посредством облучения лазерным лучом, облучения электронным пучком или тому подобного. Канавка может создаваться механическим методом, например, зубчатым колесом, химическим методом, таким как травление, или термическим методом, таким как облучение лазером.
[0128] Когда к листу кремнистой стали для измельчения магнитных доменов прикладывается неразрушающая деформация напряжения, предпочтительно управлять магнитными доменами после процесса формирования изоляционного покрытия. С другой стороны, когда в листе кремнистой стали для измельчения магнитных доменов формируется физическая канавка, предпочтительно управлять магнитными доменами между процессом холодной прокатки и процессом обезуглероживающего отжига, между процессом обезуглероживающего отжига (процессом азотирования) и процессом нанесения сепаратора отжига, между процессом формирования промежуточного слоя и процессом формирования изоляционного покрытия или после процесса формирования изоляционного покрытия.
[0129] Как описано выше, в настоящем варианте осуществления, когда контролируются условия для четырех процессов, включая процесс холодной прокатки, процесс обезуглероживающего отжига, процесс окончательного отжига и процесс обработки поверхности, можно контролировать свойства поверхности листа кремнистой стали. Поскольку каждое из условий для этих четырех процессов представляет собой условие контроля для управления свойствами поверхности листа кремнистой стали, недостаточно удовлетворить только одно условие. Если только эти условия не контролируются одновременно и все вместе, ave-AMPC100 листа кремнистой стали невозможно соблюсти.
[Второй вариант осуществления]
[0130] В листе анизотропной электротехнической стали по настоящему варианту осуществления, в дополнение к оптимальному управлению свойствами поверхности листа кремнистой стали в направлении по ширине листа (направлении C), также оптимально управляют свойствами поверхности листа кремнистой стали в направлении прокатки (направлении L).
[0131] Например, когда внутри трансформатора направление намагничивания соответствует направлению легкого намагничивания листа анизотропной электротехнической стали, магнитные потери можно уменьшить. Однако, например, поскольку в 3-фазном трансформаторе с шихтованным сердечником направления намагничивания в T-образной части магнитопровода ортогональны друг другу, даже если используют лист анизотропной электротехнической стали, имеющий превосходные магнитные свойства только в одном направлении, магнитные потери нельзя уменьшить так, как ожидается. Следовательно, в частности, в T-образной части магнитопровода необходимо улучшить магнитные свойства листа кремнистой стали в направлении по ширине листа в дополнение к направлению прокатки, которое является направлением легкого намагничивания листа кремнистой стали.
[0132] Поэтому в листе анизотропной электротехнической стали по настоящему варианту осуществления, в дополнение к направлению по ширине листа (направлению C) листа кремнистой стали, свойства поверхности контролируются в диапазоне длин волн 20-100 мкм также и в направлении прокатки (направлении L) листа кремнистой стали.
[0133] Конкретнее, когда максимальное значение амплитуд в диапазоне длин волн 20-100 мкм среди частотных составляющих, полученных при проведении анализа Фурье на измеренной кривой сечения, параллельного направлению по ширине листа кремнистой стали, обозначено как max-AMPC100, а максимальное значение амплитуд в диапазоне длин волн 20-100 мкм среди частотных составляющих, полученных при проведении анализа Фурье на измеренной кривой сечения, параллельного направлению прокатки листа кремнистой стали, обозначено как max-AMPL100, max-DIV100, которое представляет собой значение, полученное делением max-AMPC100 на max-AMPL100, контролируется так, что оно составляет 1,5-6,0.
[0134] При этом, в настоящем варианте осуществления, подобно первому варианту осуществления, обязательным требованием является контроль ave-AMPC100, которое соответствует свойствам поверхности листа кремнистой стали в направлении по ширине листа. Затем, также контролируются свойства поверхности в направлении прокатки. Поэтому значение max-DIV100 повышается по мере того, как значение max-AMPL100 в направлении прокатки уменьшается относительно значения max-AMPC100 в направлении по ширине листа. Когда max-DIV100 составляет 1,5 или больше, можно определить, что свойства поверхности контролируются в достаточной степени не только в направлении по ширине листа, но и в направлении прокатки. Значение max-DIV100 предпочтительно составляет 2,0 или больше, а более предпочтительно 3,0 или больше.
[0135] С другой стороны, верхний предел max-DIV100 конкретно не ограничен. Однако, в промышленности непросто контролировать свойства поверхности в направлении прокатки так, чтобы контролировались свойства поверхности листа кремнистой стали в направлении по ширине листа, и тогда max-DIV100 больше 6,0. Поэтому max-DIV100 может составлять 6,0 или меньше.
[0136] В дополнение, когда максимальное значение амплитуд в диапазоне длин волн 20-50 мкм среди частотных составляющих, полученных при проведении анализа Фурье на измеренной кривой сечения, параллельного направлению по ширине листа кремнистой стали, обозначено как max-AMPC50, а максимальное значение амплитуд в диапазоне длин волн 20-50 мкм среди частотных составляющих, полученных при проведении анализа Фурье на измеренной кривой сечения, параллельного направлению прокатки листа кремнистой стали, обозначено как max-AMPL50, max-DIV50, которое представляет собой значение, полученное делением max-AMPC50 на max-AMPL50, контролируется так, что оно составляет 1,5-5,0.
[0137] Для подходящего контроля свойств поверхности в направлении прокатки относительно направления по ширине листа, max-DIV50 предпочтительно составляет 2,0 или больше, а более предпочтительно 3,0 или больше. С другой стороны, верхний предел max-DIV50 конкретно не ограничен. Однако, в промышленности непросто контролировать свойства поверхности в направлении прокатки так, что контролируются свойства поверхности листа кремнистой стали в направлении по ширине листа и max-DIV50 составляет больше 5,0. Поэтому max-DIV50 может составлять 5,0 или меньше.
[0138] Фиг.3 показывает график, иллюстрирующий зависимость амплитуды от длины волны при анализе Фурье измеренной кривой сечения, параллельного направлению по ширине листа и направлению прокатки листа кремнистой стали (основного стального листа), в отношении листа анизотропной электротехнической стали согласно тому же варианту осуществления. Как правило, в прокатанном стальном листе сложнее контролировать свойства поверхности в направлении по ширине листа, чем в направлении прокатки. В первом варианте осуществления контролируют свойства поверхности листа кремнистой стали в направлении по ширине листа. Однако в настоящем варианте осуществления также контролируют свойства поверхности листа кремнистой стали в направлении прокатки в дополнение к направлению по ширине листа. То есть, как показано на Фиг.3, относительно диапазона длин волн 20-100 мкм, амплитуда в направлении по ширине листа оптимизируется, а затем уменьшается амплитуда в направлении прокатки.
[0139] Например, ave-AMPC100, max-AMPC100, max-AMPL100, ave-AMPC50, max-AMPC50 и max-AMPL50 можно измерить с помощью следующего метода таким же образом, как в методе измерения в первом варианте осуществления.
[0140] Когда на листе кремнистой стали нет покрытия, свойства поверхности листа кремнистой стали можно оценивать непосредственно, а когда на листе кремнистой стали имеется покрытие, свойства поверхности листа кремнистой стали можно оценивать после удаления покрытия. Например, лист анизотропной электротехнической стали с покрытием можно погружать в щелочной раствор при высокой температуре. Конкретнее, осуществляют погружение в водный раствор гидроксида натрия, содержащий NaOH: 20 мас.%+H2O: 80 мас.%, при 80°C в течение 20 минут, а затем осуществляют промывку водой и сушку, и таким образом можно удалить покрытие (промежуточный слой и изоляционное покрытие) на листе кремнистой стали. При этом время погружения в водный раствор гидроксида натрия может изменяться в соответствии с толщиной покрытия на листе кремнистой стали.
[0141] Относительно свойств поверхности листа кремнистой стали, в приборе для измерения шероховатости поверхности контактного типа радиус кончика контактной иглы обычно составляет примерно микрон (мкм), и форму мелких особенностей поверхности определить нельзя. Поэтому предпочтительно использовать прибор для измерения шероховатости поверхности неконтактного типа. Например, можно использовать прибор для измерения шероховатости поверхности типа лазера (VK-9700, коммерчески доступный от Keyence Corporation).
[0142] Сначала получают измеренные кривые сечения в направлении по ширине листа и в направлении прокатки листа кремнистой стали с использованием прибора для измерения шероховатости поверхности неконтактного типа. Когда получают эти измеренные кривые сечения, длина одного измерения составляет 500 мкм или больше, а общая длина измерения составляет 5 мм или больше. Пространственное разрешение в направлении измерения (направлении по ширине листа кремнистой стали) составляет 0,2 мкм или меньше. Измеренные кривые сечения подвергают анализу Фурье без применения фильтра низких частот или высоких частот к измеренным кривым сечения, то есть, без вырезания конкретной частотной составляющей из измеренных кривых сечения.
[0143] Среди частотных составляющих, полученных при проведении анализа Фурье на измеренной кривой сечения, получают среднее значение и максимальное значение амплитуд в диапазоне длин волн 20-100 мкм. Среднее значение амплитуд в направлении по ширине листа обозначают как ave-AMPC100, максимальное значение амплитуд в направлении по ширине листа обозначают как max-AMPC100, а максимальное значение амплитуд в направлении прокатки обозначают как max-AMPL100. Подобным же образом, среди частотных составляющих, полученных при проведении анализа Фурье на измеренной кривой сечения, получают среднее значение и максимальное значение амплитуд в диапазоне длин волн 20-50 мкм. Среднее значение амплитуд в направлении по ширине листа обозначают как ave-AMPC50, максимальное значение амплитуд в направлении по ширине листа обозначают как max-AMPC50, а максимальное значение амплитуд в направлении прокатки обозначают как max-AMPL50. При этом вышеуказанные измерение и анализ можно осуществлять в пяти или более местоположениях, при этом меняя местоположения измерений, и можно получить их среднее значение.
[0144] В дополнение, max-DIV100 получают делением max-AMPC100 на max-AMPL100, полученное выше. Подобным же образом, max-DIV50 получают делением max-AMPC50 на max-AMPL50, полученное выше.
[0145] В настоящем варианте осуществления контролируется ave-AMPC100, а затем контролируется max-DIV100 для улучшения характеристик магнитных потерь. В дополнение, при необходимости, контролируется ave-AMPC50, а затем контролируется max-DIV50 для подходящего улучшения характеристик магнитных потерь. Метод контроля этих значений ave-AMPC100 и max-DIV100 будет описан ниже.
[0146] В дополнение, в листе анизотропной электротехнической стали по настоящему варианту осуществления иные конфигурации, чем рассмотренные выше свойства поверхности, конкретно не ограничены, как и в первом варианте осуществления, и их описания будут здесь опущены.
[0147] Далее будет описан способ изготовления листа анизотропной электротехнической стали по настоящему варианту осуществления.
[0148] При этом способ изготовления листа анизотропной электротехнической стали по настоящему варианту осуществления не ограничен следующим способом. Следующий способ изготовления представляет собой один из примеров изготовления листа анизотропной электротехнической стали по настоящему варианту осуществления.
[0149] Например, способ изготовления листа анизотропной электротехнической стали включает процесс литья, процесс нагрева, процесс горячей прокатки, процесс отжига в состоянии горячей полосы, процесс травления горячей полосы, процесс холодной прокатки, процесс обезуглероживающего отжига, процесс азотирования, процесс нанесения сепаратора отжига, процесс окончательного отжига, процесс обработки поверхности, процесс формирования промежуточного слоя, процесс формирования изоляционного покрытия и процесс управления магнитными доменами. Однако, поскольку процесс литья, процесс нагрева, процесс горячей прокатки, процесс отжига в состоянии горячей полосы, процесс травления горячей полосы, процесс азотирования, процесс нанесения сепаратора отжига, процесс окончательного отжига, процесс формирования промежуточного слоя, процесс формирования изоляционного покрытия и процесс управления магнитными доменами являются такими же, как и в первом варианте осуществления, их описания будут здесь опущены.
Процесс холодной прокатки
[0150] В процессе холодной прокатки согласно настоящему варианту осуществления, как и в первом варианте осуществления, степень обжатия при чистовой холодной прокатке в ходе холодной прокатки (совокупная степень обжатия при холодной прокатке без промежуточного отжига или совокупная степень обжатия при холодной прокатке после осуществления промежуточного отжига) предпочтительно составляет 80% или больше, а более предпочтительно 90% или больше. В дополнение, степень обжатия при чистовой холодной прокатке в ходе холодной прокатки предпочтительно составляет 95% или меньше.
[0151] В настоящем варианте осуществления, из свойств поверхности прокатного валка при последнем проходе (чистовая клеть) при холодной прокатке, среднее арифметическое Ra составляет 0,40 мкм или меньше, а более предпочтительно, среднее значение ave-AMPC100 амплитуд в диапазоне длин волн 20-100 мкм среди частотных составляющих, полученных при проведении анализа Фурье, составляет 0,050 мкм или меньше, и обжатие при последнем проходе (чистовая клеть) при холодной прокатке предпочтительно составляет 15% или больше. Когда прокатный валок в чистовом проходе более гладкий и обжатие в чистовом проходе большее, в итоге становится проще контролировать гладкость поверхности листа кремнистой стали. Когда удовлетворяются вышеуказанные условия при холодной прокатке и удовлетворяются условия контроля при постобработке, ave-AMPC100, max-DIV100 и т.п. листа кремнистой стали можно контролировать подходящим образом.
Процесс обезуглероживающего отжига
[0152] Такие же условия, как в первом варианте осуществления, можно использовать в качестве условий степени окисления, температуры выдержки и времени выдержки процесса обезуглероживающего отжига по настоящему варианту осуществления.
[0153] В дополнение, в настоящем варианте осуществления, контролируют описанные выше условия обезуглероживающего отжига и контролируют количество кислорода на поверхности обезуглероженного и отожженного листа так, что оно составляет 0,95 г/м2 или меньше. Например, когда степень окисления является высокой в указанном выше диапазоне, температуру выдержки понижают в указанном выше диапазоне или сокращают время выдержки в указанном выше диапазоне, и количество кислорода на поверхности стального листа может составлять 0,95 г/м2 или меньше. В дополнение, например, когда температура выдержки является высокой в указанном выше диапазоне, степень окисления понижают в указанном выше диапазоне, или сокращают время выдержки в указанном выше диапазоне, и количество кислорода на поверхности стального листа может составлять 0,95 г/м2 или меньше. При этом, даже если после обезуглероживающего отжига осуществляется травление с использованием серной кислоты, соляной кислоты или т.п., непросто контролировать количество кислорода на поверхности обезуглероженного и отожженного листа так, чтобы оно составляло 0,95 г/м2 или меньше. Предпочтительно контролировать количество кислорода на поверхности обезуглероженного и отожженного листа посредством управления описанными выше условиями обезуглероживающего отжига.
[0154] Количество кислорода на поверхности обезуглероженного и отожженного листа предпочтительно составляет 0,75 г/м2 или меньше. Когда количество кислорода меньше, в итоге становится проще контролировать гладкость поверхности листа кремнистой стали. Когда удовлетворяются вышеуказанные условия в процессе обезуглероживающего отжига и удовлетворяются условия контроля при предобработке и постобработке, ave-AMPC100, max-DIV100 и т.п. листа кремнистой стали можно контролировать подходящим образом.
Процесс обработки поверхности
[0155] В настоящем варианте осуществления, что касается условий травления для обработки поверхности, то предпочтительно используется раствор, содержащий общее количество от 0 до менее 10 мас.% одного или двух или более из серной кислоты, соляной кислоты, фосфорной кислоты, азотной кислоты, хлорноватой кислоты, водного раствора оксида хрома, сульфата хрома, перманганата, пероксосерной кислоты и пероксофосфата. Используя этот раствор, осуществляют травление при условиях высокой температуры и короткого времени. Конкретнее, травление осуществляют, когда температура раствора установлена на 50-80°C и время погружения установлено на 1-30 секунд. Когда травление осуществляется при таких условиях, избыток сепаратора отжига на поверхности листа стали может удаляться эффективно и свойства поверхности листа стали можно контролировать подходящим образом. В указанном выше диапазоне, когда концентрация кислоты ниже, температура жидкости ниже и время погружения меньше, формирование ямок травления на поверхности листа стали ограничено, и в итоге становится проще контролировать гладкость поверхности листа кремнистой стали. Когда удовлетворяются вышеуказанные условия в процесс обработки поверхности и удовлетворяются условия контроля при предобработке, ave-AMPC100, max-DIV100 и т.п. листа кремнистой стали можно контролировать подходящим образом. При этом условия промывки водой при обработке поверхности конкретно не ограничены, и промывка может осуществляться при известных условиях.
[0156] В дополнение, помимо рассмотренной выше обработки травлением и промывкой водой, свойства поверхности листа стали можно контролировать с использованием щеточного валка. Например, в ходе зачистки щеткой, в качестве абразивного материала используют SiC с размером абразивных зерен от 100-ого до 500-ого, уменьшение при обработке щеточным валком составляет от 1,0 мм до 5,0 мм, и скорость вращения щетки составляет 500-1500 об/мин. В частности, когда желательно контролировать свойства поверхности листа кремнистой стали в направлении по ширине листа, зачистку щеткой можно осуществлять так, что ось вращения расположена в направлении прокатки. С другой стороны, когда желательно контролировать свойства поверхности листа кремнистой стали в направлении прокатки, зачистку щеткой можно осуществлять так, что ось вращения располагается в направлении по ширине листа. Для одновременного контроля свойств поверхности в направлении по ширине листа и в направлении прокатки, зачистку щеткой можно осуществлять так, что ось вращения располагается как в направлении по ширине листа, так и в направлении прокатки. Когда зачистку щеткой осуществляют так, что ось вращения располагается в направлении по ширине листа (направление, ортогональное направлению прокатки), max-DIV100 листа кремнистой стали можно контролировать подходящим образом
[0157] Когда вышеуказанные условия удовлетворяются в процессе обработки поверхности и удовлетворяются условия контроля при предобработке, можно подходящим образом контролировать ave-AMPC100, max-DIV100 и т.п. листа кремнистой стали. При этом условия промывки водой при обработке поверхности конкретно не ограничены, и промывку можно осуществлять при известных условиях.
[0158] В настоящем варианте осуществления можно изготавливать лист анизотропной электротехнической стали, содержащий в качестве основы полученный выше лист кремнистой стали. Конкретнее, лист анизотропной электротехнической стали можно изготавливать, используя в качестве основы лист кремнистой стали, имеющий ave-AMPC100 0,0001-0,050 мкм и max-DIV100 1,5-6,0. Предпочтительно, на поверхности листа кремнистой стали может формировать промежуточный слой и изоляционное покрытие, используя вышеуказанный лист кремнистой стали в качестве основы для изготовления листа анизотропной электротехнической стали.
[0159] В настоящем варианте осуществления, когда условия вышеуказанных процессов контролируются, можно контролировать свойства поверхности листа кремнистой стали. Поскольку каждое из условий этих процессов представляет собой условие контроля для управления свойствами поверхности листа кремнистой стали, недостаточно удовлетворять только одному условию. Если только эти условия не контролируются одновременно и все вместе, ave-AMPC100, max-DIV100 и т.п. листа кремнистой стали нельзя соблюсти одновременно.
Пример 1
[0160] Далее эффекты одного аспекта настоящего изобретения будут описаны более подробно со ссылками на примеры, но условия в примерах представляют собой один пример условий, используемый для подтверждения осуществимости и эффектов настоящего изобретения, и настоящее изобретение не ограничено этим одним примером условий. В настоящем изобретении можно использовать различные условия без отклонения от сущности настоящего изобретения и при условии, что может быть решена задача настоящего изобретения.
[0161] Расплавленную сталь, имеющую отрегулированные компоненты стали, отливали с получением сляба. Сляб нагревали при 1150°C, подвергали горячей прокатке с получением листа толщиной 2,6 мм, подвергали отжигу в состоянии горячей полосы в две стадии при 1120°C+900°C, закаливали после отжига в состоянии горячей полосы, травили, подвергали холодной прокатке с получением листа толщиной 0,23 мм, обезуглероживали и отжигали, и азотировали и отжигали так, что приращение азота составляло 0,020%, и наносили сепаратор отжига, содержавший Al2O3 и MgO, осуществляли окончательный отжиг, а затем осуществляли обработку поверхности посредством травления и промывки водой.
[0162] В качестве условий изготовления, подробные условия процесса холодной прокатки, процесса обезуглероживающего отжига, процесса окончательного отжига и процесса обработки поверхности показаны в Таблицах 1-3. В процессе холодной прокатки, что касается чистового прохода (чистовая клеть) холодной прокатки, то изменяли обжатие и шероховатость валка Ra. В процессе обезуглероживающего отжига изменяли степень окисления (PH2O/PH2) атмосферы, температуру выдержки и время выдержки, и контролировали количество кислорода на поверхности обезуглероженного и отожженного листа. При этом в тесте № 20 степень окисления атмосферы составляла 0,15, но температура выдержки составляла 880°C, а время выдержки составляло 550 секунд, и поэтому количество кислорода на поверхности обезуглероженного и отожженного листа нельзя было проконтролировать так, чтобы оно составляло 1 г/м2 или меньше. В тесте № 17 травление осуществляли, используя серную кислоту, непосредственно после процесса обезуглероживающего отжига, но количество кислорода на поверхности обезуглероженного и отожженного листа нельзя было проконтролировать так, чтобы оно составляло 1 г/м2 или меньше.
[0163] В дополнение, в процессе окончательного отжига использовали атмосферу, содержавшую 50 объемных % или больше водорода, и время выдержки изменяли в соответствии с температурой выдержки. В процессе обработки поверхности изменяли концентрацию кислоты, температуру жидкости и время погружения во время обработки травлением. При этом в тесте № 23 осуществляли только промывку водой без осуществления обработки травлением.
[0164] В качестве результатов изготовления, химические компоненты листов кремнистой стали и свойства поверхности листов кремнистой стали показаны в Таблицах 4-9. При этом химические компоненты и свойства поверхности листов кремнистой стали определяли на основе вышеуказанного метода.
[0165] В таблицах «-» в химическом составе листа кремнистой стали указывает на то, что легирующий элемент не намеренно добавлялся или что его содержание ниже детектируемого при измерении нижнего предела. В таблицах подчеркнутые значения указывают на то, что они находятся вне объема настоящего изобретения. При этом все листы кремнистой стали не имели форстеритового покрытия и имели текстуру, развитую в ориентации {110}<001>.
[0166] Используя полученный лист кремнистой стали в качестве основы, на поверхности листа кремнистой стали формировали промежуточный слой и формировали изоляционное покрытие, и осуществляли управление магнитными доменами с получением листа анизотропной электротехнической стали, и оценивали характеристики магнитных потерь. При этом промежуточный слой формировали посредством осуществления термической обработки в атмосфере, имеющей степень окисления (PH2O/PH2) 0,0012, при 850°C в течение 30 секунд. Эти промежуточные слои главным образом содержали оксид кремния и имели среднюю толщину 25 нм.
[0167] В дополнение, в тестах №№ 1-10 и тестах №№ 21-30 в качестве изоляционного покрытия формировали покрытие на основе фосфорной кислоты. Покрытие на основе фосфорной кислоты формировали посредством нанесения композиции для формирования покрытия на основе фосфорной кислоты, содержащей смесь коллоидного диоксида кремния, фосфатной соли алюминия или фосфатной соли магния и воды, и осуществления термической обработки при обычных условиях. Эти покрытия на основе фосфорной кислоты главным образом содержали сложный оксид фосфора-кремния и имели среднюю толщину 2 мкм.
[0168] В дополнение, в тестах №№ 11-20 и тестах №№ 31-42 в качестве изоляционного покрытия формировали покрытие на основе бората алюминия. Покрытие на основе бората алюминия формировали посредством нанесения композиции для формирования покрытия на основе бората алюминия, содержащей алюмозоль и борную кислоту, и осуществления термической обработки при обычных условиях. Эти покрытия на основе бората алюминия главным образом содержали оксид алюминия-бора и имели среднюю толщину 2 мкм.
[0169] В дополнение, на всех листах анизотропной электротехнической стали, после формирования изоляционного покрытия, выполняли облучение лазерным лучом и прикладывали неразрушающую деформацию напряжения для измельчения магнитных доменов.
[0170] Магнитные потери оценивали с помощью тестера отдельных листов (SST). Из полученного листа анизотропной электротехнической стали брали образец с шириной 60 мм и длиной 300 мм так, что длинная сторона образца для исследований располагалась в направлении прокатки, и измеряли W17/50 (удельные магнитные потери при намагничивании стального листа с индукцией магнитного поля 1,7 Тл при 50 Гц). Когда W17/50 составляли 0,68 Вт/кг или меньше, определяли, что магнитные потери являются благоприятными.
[0171] Как показано в Таблицах 1-9, поскольку в примерах по изобретению свойства поверхности листов кремнистой стали контролировали подходящим образом, характеристики магнитных потерь листов анизотропной электротехнической стали были превосходными. С другой стороны, поскольку в сравнительных примерах свойства поверхности листов кремнистой стали не контролировали подходящим образом, характеристики магнитных потерь листов анизотропной электротехнической стали не удовлетворялись. При этом, хотя это не показано в таблицах, например, в тесте № 5, в направлении по ширине листа кремнистой стали, шероховатость поверхности Ra составляла 0,4 мкм или меньше, когда пороговая длина волны лc была 800 мкм, и шероховатость поверхности Ra составляла 0,2 мкм или меньше, когда пороговая длина волны лc была 20 мкм, но ave-AMPC100 составляло больше 0,050 мкм. В дополнение, в тесте № 39 и тесте № 40, в направлении по ширине листа кремнистой стали, шероховатость поверхности Ra также составляла 0,03 мкм, когда пороговая длина волны лc была 250 мкм, но в тесте № 39 ave-AMPC100 составляло 0,020 мкм или меньше, а в тесте № 40 ave-AMPC100 составляло больше 0,020 мкм.
[0172] [Таблица 1]
[0173] [Таблица 2]
[0174] [Таблица 3]
[0175] [Таблица 4]
[0176] [Таблица 5]
[0177] [Таблица 6]
[0178] [Таблица 7]
[0179] [Таблица 8]
[0180] [Таблица 9]
Пример 2
[0181] Расплавленную сталь, содержащую отрегулированные компоненты стали, отливали с получением сляба. Сляб нагревали при 1150°C, подвергали горячей прокатке с получением листа толщиной 2,6 мм, подвергали отжигу в состоянии горячей полосы в две стадии при 1120°C+900°C, закаливали после отжига в состоянии горячей полосы, травили, подвергали холодной прокатке с получением листа толщиной 0,23 мм, обезуглероживали и отжигали, и азотировали и отжигали так, что приращение азота составляло 0,020%, и наносили сепаратор отжига, содержавший Al2O3 и MgO, осуществляли окончательный отжиг, а затем осуществляли обработку поверхности с осуществлением по меньшей мере одного из травления, промывки водой и зачистки щеткой.
[0182] В качестве условий изготовления, подробные условия процесса холодной прокатки, процесса обезуглероживающего отжига, процесса окончательного отжига и процесса обработки поверхности показаны в Таблицах 10-13. В процессе холодной прокатки, относительно чистового прохода (чистовая клеть) холодной прокатки, изменяли обжатие и шероховатость валка Ra. В процессе обезуглероживающего отжига изменяли степень окисления (PH2O/PH2) атмосферы, температуру выдержки и время выдержки, и контролировали количество кислорода на поверхности обезуглероженного и отожженного листа. При этом в тесте № 2-22 травление осуществляли, используя серную кислоту, непосредственно после процесса обезуглероживающего отжига, но количество кислорода на поверхности обезуглероженного и отожженного листа нельзя было проконтролировать так, чтобы оно составляло 1 г/м2 или меньше.
[0183] В дополнение, в процессе окончательного отжига использовали атмосферу, содержавшую 50 объемных % или больше водорода, и время выдержки изменяли в соответствии с температурой выдержки. В процессе обработки поверхности изменяли концентрацию кислоты, температуру жидкости и время погружения в ходе обработки травлением. При этом в тесте № 2-43 осуществляли промывку водой и зачистку щеткой без осуществления обработки травлением.
[0184] В качестве результатов изготовления, химические компоненты листов кремнистой стали и свойства поверхности листов кремнистой стали показаны в Таблицах 14-21. При этом химические компоненты и свойства поверхности листов кремнистой стали определяли на основе вышеуказанного метода.
[0185] В Таблицах «-» в химическом составе листа кремнистой стали указывает на то, что легирующий элемент не намеренно добавлялся или что его содержание ниже детектируемого при измерении нижнего предела. В таблицах подчеркнутые значения указывают на то, что они находятся вне объема настоящего изобретения. При этом все листы кремнистой стали не имели форстеритового покрытия и имели текстуру, развитую в ориентации {110}<001>.
[0186] Используя полученный лист кремнистой стали в качестве основы, на поверхности листа кремнистой стали формировали промежуточный слой и формировали изоляционное покрытие, и осуществляли управление магнитными доменами с получением листа анизотропной электротехнической стали, и оценивали характеристики магнитных потерь. При этом промежуточный слой формировали посредством осуществления термической обработки в атмосфере, имеющей степень окисления (PH2O/PH2) 0,0012, при 850°C в течение 30 секунд. Эти промежуточные слои главным образом содержали оксид кремния и имели среднюю толщину 25 нм.
[0187] В дополнение, в тестах №№ с 2-1 по 2-15 и в тестах №№ с 2-31 по 2-40 в качестве изоляционного покрытия формировали покрытие на основе фосфорной кислоты. Покрытие на основе фосфорной кислоты формировали посредством нанесения композиции для формирования покрытия на основе фосфорной кислоты, содержавшей смесь коллоидного диоксида кремния, фосфатной соли алюминия или фосфатной соли магния и воды, и осуществления термической обработки при обычных условиях. Эти покрытия на основе фосфорной кислоты главным образом содержали сложный оксид фосфора-кремния и имели среднюю толщину 2 мкм.
[0188] В дополнение, в тестах №№ с 2-16 по 2-30 и в тестах №№ с 2-41 по 2-55 в качестве изоляционного покрытия формировали покрытие на основе бората алюминия. Покрытие на основе бората алюминия формировали посредством нанесения композиции для формирования покрытия на основе бората алюминия, содержавшей алюмозоль и борную кислоту, и осуществления термической обработки при обычных условиях. Эти покрытия на основе бората алюминия содержали главным образом оксид алюминия-бора и имели среднюю толщину 2 мкм.
[0189] В дополнение, на всех листах анизотропной электротехнической стали, после формирования изоляционного покрытия, осуществляли облучение лазерным лучом и прикладывали неразрушающую деформацию напряжения для измельчения магнитных доменов.
[0190] Магнитные потери оценивали с помощью тестера отдельных листов (SST). Из полученного листа анизотропной электротехнической стали брали образец шириной 60 мм и длиной 300 мм так, что длинная сторона образца для исследования располагалась в направлении прокатки и в направлении по ширине листа, измеряли W17/50 (удельные магнитные потери при намагничивании стального листа с индукцией магнитного поля 1,7 Тл при 50 Гц) с использованием образца для исследования в направлении прокатки, и измеряли W6/50 (удельные магнитные потери при намагничивании стального листа с индукцией магнитного поля 0,6 Тл при 50 Гц) с использованием образца для исследования в направлении по ширине листа. Когда магнитные потери W17/50 в направлении прокатки составляли 0,68 Вт/кг или меньше и магнитные потери W6/50 в направлении по ширине листа составляли 0,80 Вт/кг или меньше, определяли, что магнитные потери являются благоприятными.
[0191] Как показано в Таблицах 10-21, поскольку в примерах по изобретению свойства поверхности листов кремнистой стали контролировали подходящим образом, характеристики магнитных потерь листов анизотропной электротехнической стали были превосходными. С другой стороны, поскольку в сравнительных примерах свойства поверхности листов кремнистой стали не контролировали подходящим образом, характеристики магнитных потерь листов анизотропной электротехнической стали не удовлетворялись. При этом, хотя это и не показано в таблицах, например, в тесте № 2-3, в направлении по ширине листа кремнистой стали, шероховатость поверхности Ra составляла 0,4 мкм или меньше, когда пороговая длина волны лc была 800 мкм, и шероховатость поверхности Ra составляла 0,2 мкм или меньше, когда пороговая длина волны лc была 20 мкм, но ave-AMPC100 составляло больше 0,050 мкм. В дополнение, в тесте № 2-54 и тесте № 2-55, в направлении по ширине листа кремнистой стали, шероховатость поверхности Ra также составляла 0,03 мкм, когда пороговая длина волны лc была 250 мкм, но в тесте № 2-54 ave-AMPC100 составляло 0,020 мкм или меньше, а в тесте № 2-55 ave-AMPC100 составляло больше 0,020 мкм.
[0192] [Таблица 10]
мас.%
/ Не проводили
[0193] [Таблица 11]
мас.%
/ Не проводили
кислота
[0194] [Таблица 12]
°C
мас.%
/ Не проводили
кислота
кислота
кислота
кислота
кислота
кислота
кислота
кислота
кислота
кислота
кислота
кислота
кислота
кислота
[0195] [Таблица 13]
часов
мас.%
/ Не проводили
кислота
кислота
кислота
кислота
кислота
кислота
кислота
кислота
кислота
кислота
кислота
[0196] [Таблица 14]
[0197] [Таблица 15]
[0198] [Таблица 16]
[0199] [Таблица 17]
[0200] [Таблица 18]
[0201] [Таблица 19]
[0202] [Таблица 20]
[0203] [Таблица 21]
Промышленная применимость
[0204] Согласно вышеуказанным аспектам настоящего изобретения, когда свойства поверхности листа кремнистой стали в качестве основы контролируются оптимально, можно предложить лист анизотропной электротехнической стали, который демонстрирует превосходные характеристики магнитных потерь, и предложить способ его изготовления. Поэтому настоящее изобретение обладает высокой промышленной применимостью.
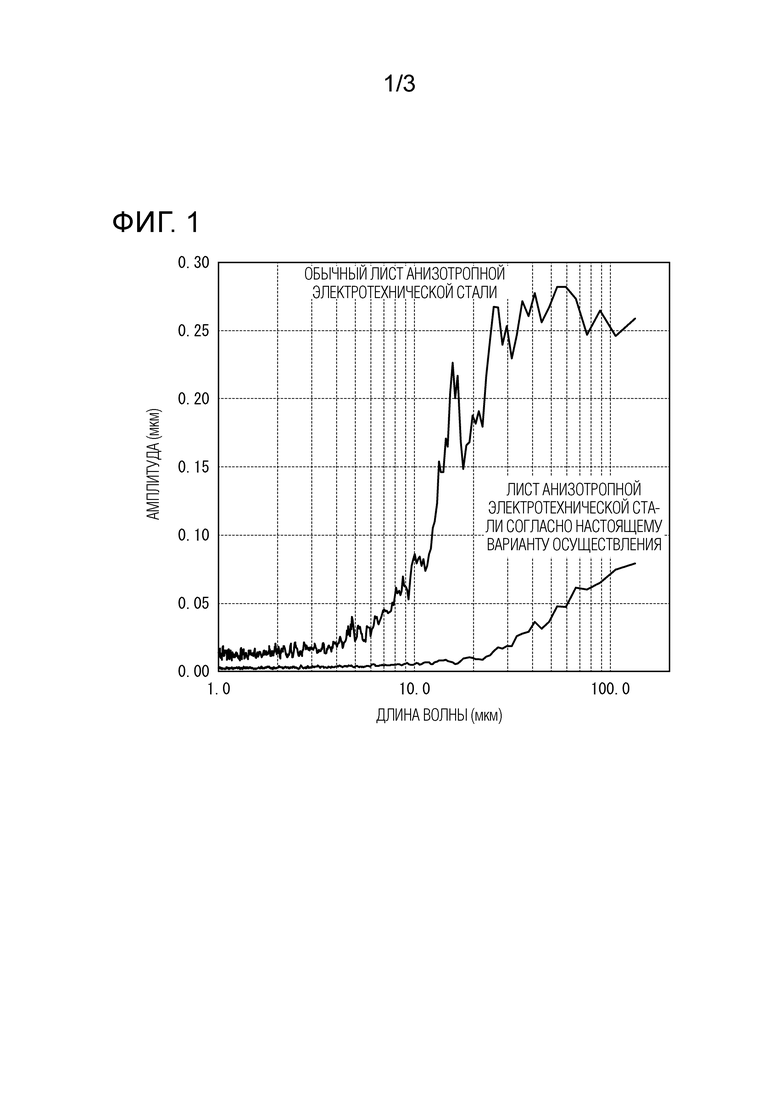
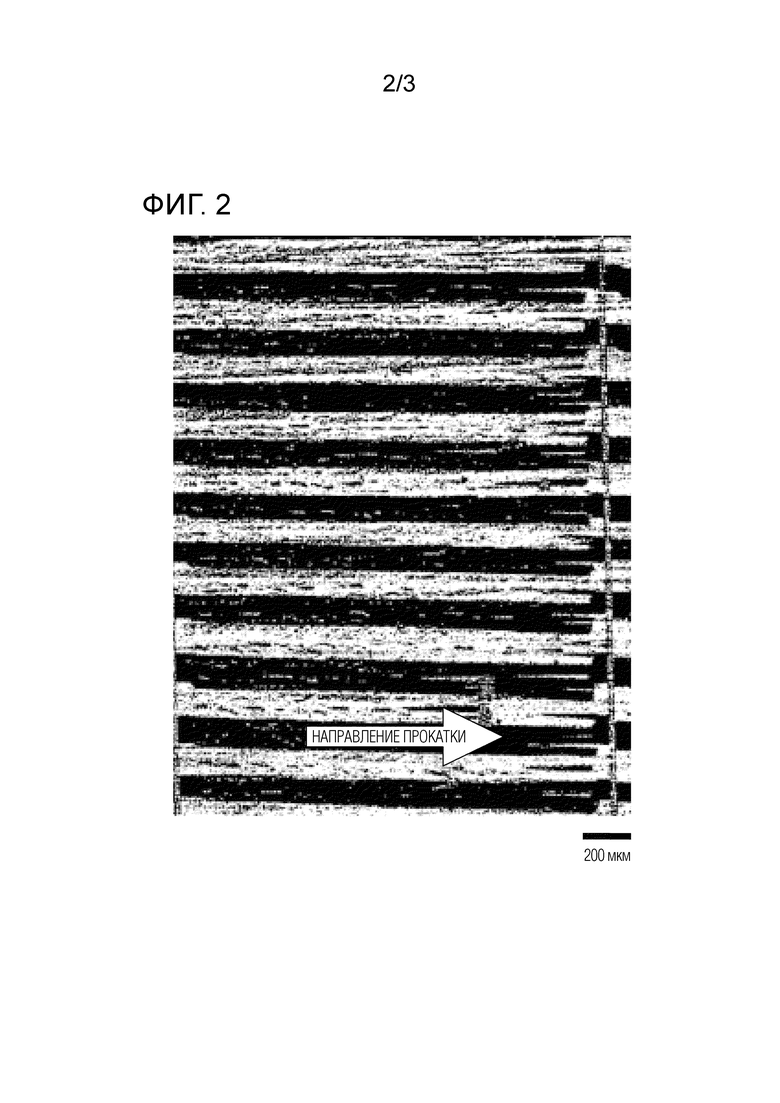
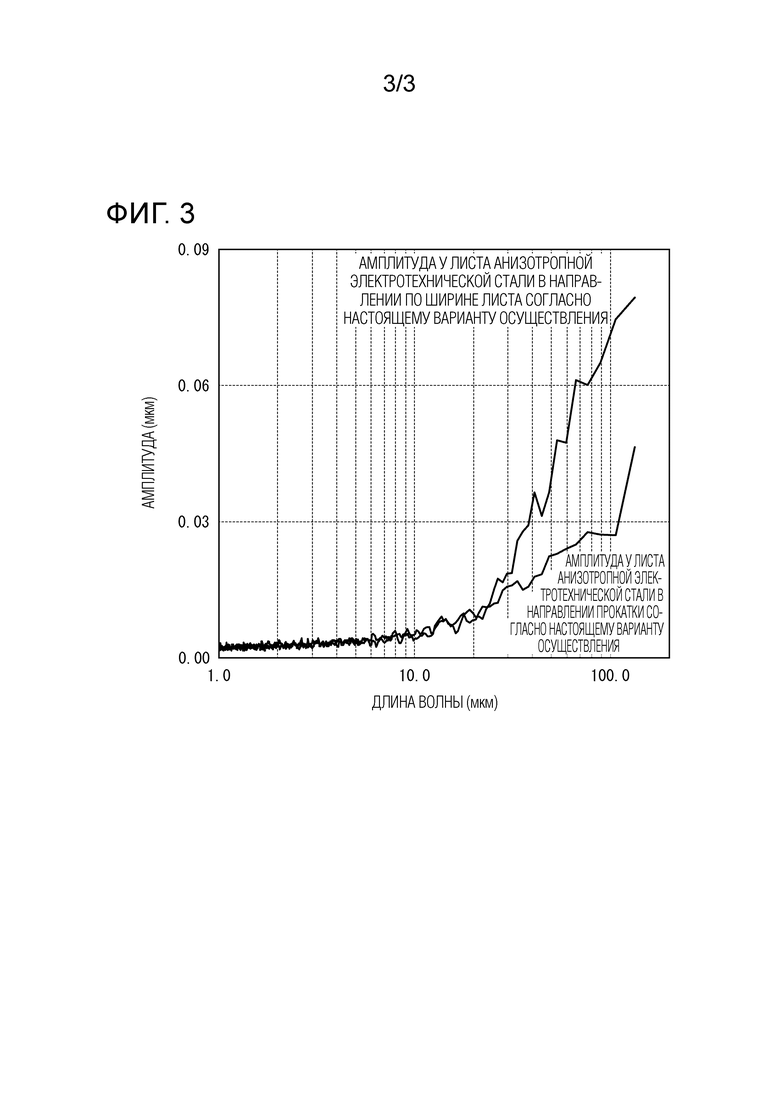
Изобретение относится к области металлургии, а именно к изготовлению листа анизотропной электротехнической стали, используемого в качестве материала для железных сердечников трансформаторов. Для изготовления основного листа кремнистой стали стальной сляб нагревают до температуры 1280°C или ниже и осуществляют горячую прокатку с получением горячекатаного стального листа, который подвергают отжигу в горячем состоянии. Проводят холодную прокатку горячекатаного стального листа один или два или более раза с промежуточным отжигом между ними с получением холоднокатаного стального листа, который подвергают обезуглероживающему отжигу и азотированию в процессе азотирующего отжига. В процессе холодной прокатки степень обжатия при чистовой холодной прокатке составляет 80% или больше, шероховатость Ra прокатного валка при последнем проходе составляет 0,40 мкм или меньше, а обжатие при последнем проходе составляет 10% или больше. Наносят на поверхность обезуглероженного и отожженного листа сепаратор отжига, содержащий Al2O3 и MgO и проводят окончательный отжиг с последующей обработкой поверхности путем удаления избыточного сепаратора отжига с поверхности окончательно отожженного стального листа с получением основного листа кремнистой стали, который используют для изготовления листа анизотропной электротехнической стали. В процессе окончательного отжига степень окисления составляет 0,0001-0,2, когда атмосфера отжига содержит водород, или точка росы составляет 0°C или ниже, когда атмосфера отжига состоит из инертного газа без водорода. В процессе обработки поверхности используют раствор, содержащий менее 20 мас.% в сумме одного или двух или более из серной кислоты, соляной кислоты, фосфорной кислоты, азотной кислоты, хлорноватой кислоты, водного раствора оксида хрома, сульфата хрома, перманганата, пероксосерной кислоты и пероксофосфата, при этом устанавливают температуру раствора на 50-80°C, а время погружения устанавливают на 1-30 секунд. Изготавливаемые листы обладают превосходными магнитными характеристиками. 2 н. и 10 з.п. ф-лы, 3 ил., 21 табл., 2 пр.
1. Лист анизотропной электротехнической стали, содержащий лист кремнистой стали в качестве основного стального листа,
причем, когда среднее значение амплитуд в диапазоне длин волн 20-100 мкм среди частотных составляющих, полученных при проведении анализа Фурье на измеренной кривой сечения, параллельного направлению по ширине листа кремнистой стали, обозначено как ave-AMPC100, ave-AMPC100 составляет 0,0001-0,050 мкм.
2. Лист анизотропной электротехнической стали по п.1, причем ave-AMPC100 составляет 0,0001-0,025 мкм.
3. Лист анизотропной электротехнической стали по п.1 или 2, причем, когда максимальное значение амплитуд в диапазоне длин волн 20-100 мкм среди частотных составляющих, полученных при проведении анализа Фурье на измеренной кривой сечения, параллельного направлению по ширине листа кремнистой стали, обозначено как max-AMPC100, а максимальное значение амплитуд в диапазоне длин волн 20-100 мкм среди частотных составляющих, полученных при проведении анализа Фурье на измеренной кривой сечения, параллельного направлению прокатки листа кремнистой стали, обозначено как max-AMPL100, max-DIV100, которое представляет собой значение, полученное делением max-AMPC100 на max-AMPL100, составляет 1,5-6,0.
4. Лист анизотропной электротехнической стали по любому из пп.1-3, причем, когда среднее значение амплитуд в диапазоне длин волн 20-50 мкм среди частотных составляющих, полученных при проведении анализа Фурье, обозначено как ave-AMPC50, ave-AMPC50 составляет 0,0001-0,035.
5. Лист анизотропной электротехнической стали по п.4, причем, когда максимальное значение амплитуд в диапазоне длин волн 20-50 мкм среди частотных составляющих, полученных при проведении анализа Фурье на измеренной кривой сечения, параллельного направлению по ширине листа кремнистой стали, обозначено как max-AMPC50, а максимальное значение амплитуд в диапазоне длин волн 20-50 мкм среди частотных составляющих, полученных при проведении анализа Фурье на измеренной кривой сечения, параллельного направлению прокатки листа кремнистой стали, обозначено как max-AMPL50, max-DIV50, которое представляет собой значение, полученное делением max-AMPC50 на max-AMPL50, составляет 1,5-5,0.
6. Лист анизотропной электротехнической стали по п.4 или 5, причем ave-AMPC50 составляет 0,0001-0,020 мкм.
7. Лист анизотропной электротехнической стали по любому из пп.1-6, причем лист кремнистой стали содержит в качестве химических компонентов, мас.%:
Si: 0,8% или больше и 7,0% или меньше,
Mn: 0 или больше и 1,00% или меньше,
Cr: 0 или больше и 0,30% или меньше,
Cu: 0 или больше и 0,40% или меньше,
P: 0 или больше и 0,50% или меньше,
Sn: 0 или больше и 0,30% или меньше,
Sb: 0 или больше и 0,30% или меньше,
Ni: 0 или больше и 1,00% или меньше,
B: 0 или больше и 0,008% или меньше,
V: 0 или больше и 0,15% или меньше,
Nb: 0 или больше и 0,2% или меньше,
Mo: 0 или больше и 0,10% или меньше,
Ti: 0 или больше и 0,015% или меньше,
Bi: 0 или больше и 0,010% или меньше,
Al: 0 или больше и 0,005% или меньше,
C: 0 или больше и 0,005% или меньше,
N: 0 или больше и 0,005% или меньше,
S: 0 или больше и 0,005% или меньше и
Se: 0 или больше и 0,005% или меньше,
а остальное составляют Fe и примеси.
8. Лист анизотропной электротехнической стали по любому из пп.1-7, причем лист кремнистой стали имеет текстуру, развитую в ориентации {110}<001>.
9. Лист анизотропной электротехнической стали по любому из пп.1-8, дополнительно содержащий промежуточный слой, расположенный в контакте с листом кремнистой стали, причем промежуточный слой является пленкой оксида кремния.
10. Лист анизотропной электротехнической стали по п.9, дополнительно содержащий изоляционное покрытие, расположенное в контакте с промежуточным слоем, причем изоляционное покрытие является покрытием на основе фосфорной кислоты.
11. Лист анизотропной электротехнической стали по п.9, дополнительно содержащий изоляционное покрытие, расположенное в контакте с промежуточным слоем, причем изоляционное покрытие является покрытием на основе бората алюминия.
12. Способ изготовления листа анизотропной электротехнической стали по любому из пп.1-11, включающий:
процесс горячей прокатки сляба, нагретого до 1280°C или ниже, с получением горячекатаного стального листа;
процесс отжига горячекатаного стального листа в состоянии горячей полосы;
процесс холодной прокатки горячекатаного стального листа после процесса отжига в состоянии горячей полосы холодной прокаткой один или два или более раза с промежуточным отжигом между ними с получением холоднокатаного стального листа;
процесс обезуглероживающего отжига холоднокатаного стального листа с получением обезуглероженного и отожженного листа;
процесс азотирования азотирующим отжигом обезуглероженного и отожженного листа;
процесс нанесения сепаратора отжига, содержащего Al2O3 и MgO, на поверхность обезуглероженного и отожженного листа;
процесс окончательного отжига обезуглероженного и отожженного листа после нанесения сепаратора отжига с получением окончательно отожженного стального листа;
процесс обработки поверхности с удалением избыточного сепаратора отжига с поверхности окончательно отожженного стального листа с получением листа кремнистой стали; и
процесс изготовления листа анизотропной электротехнической стали с использованием листа кремнистой стали в качестве основы,
при этом в процессе холодной прокатки
степень обжатия при чистовой холодной прокатке составляет 80% или больше,
шероховатость Ra прокатного валка при последнем проходе составляет 0,40 мкм или меньше, а
обжатие при последнем проходе составляет 10% или больше,
при этом в процессе окончательного отжига
степень окисления составляет 0,0001-0,2, когда атмосфера отжига содержит водород, или точка росы составляет 0°C или ниже, когда атмосфера отжига состоит из инертного газа без водорода,
что касается условий высокотемпературной выдержки в атмосфере, содержащей 50 об.% или больше водорода, температура выдержки составляет 1100-1250°C,
когда температура выдержки составляет 1100-1150°C, время выдержки составляет 30 часов или больше, а когда температура выдержки выше чем 1150-1250°C, время выдержки составляет 10 часов или больше, и
при этом в процессе обработки поверхности
используют раствор, содержащий общее количество менее 20 мас.% одного или двух или более из серной кислоты, соляной кислоты, фосфорной кислоты, азотной кислоты, хлорноватой кислоты, водного раствора оксида хрома, сульфата хрома, перманганата, пероксосерной кислоты и пероксофосфата,
устанавливают температуру раствора на 50-80°C, и
устанавливают время погружения на 1-30 секунд.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ЭЛЕКТРОТЕХНИЧЕСКАЯ ЛИСТОВАЯ СТАЛЬ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2605725C2 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| WO 2018207873 A1, 15.11.2018. | |||

