Изобретение относится к области производства изделий из полимерных композиционных энергетических материалов. В научно-технической литературе имеется обширная информация об используемых пресс-инструментах, в которых прессование осуществляется методами глухого и проходного прессования с использованием обогреваемых матрицы и пуансона.
Известный пресс-инструмент для проходного прессования содержит примыкающую к объемному дозатору, расположенному под окном загрузочного бункера с пиротехническим составом и соосную пуансону, матрицу. Формующий участок канала матрицы сужается до диаметра калибрующего участка [1]. Пресс-инструмент применяется для прессования порошковых энергосодержащих материалов, преимущественно таблеток из пиротехнических композиций.
Пресс-форма с обогреваемыми матрицей и пуансоном применяется для изготовления изделий из полимерных материалов, например тормозных накладок, содержит верхнюю и нижнюю плиты, обогреваемую составную матрицу, содержащую вкладыш и обойму, обогреваемый пуансон, направляющие втулки и колонки [2].
Недостатком конструкции данной пресс-формы является прямой контакт обогревающего элемента с пресс-формой, что является опасным при производстве энергонасыщенных материалов.
Наиболее близким техническим решением (прототипом) является блок для горячего прессования для изготовления сгорающих изделий, содержащий формующую матрицу, обогреваемую рубашку, входной и выходной патрубки пара [3].
Целью изобретения является разработка конструкции пресс-инструмента, позволяющая уменьшить время и расход теплоагента на ее обогрев, обеспечить равномерность обогрева всей поверхности, унифицировать рубашку для ее применимости с формующей матрицей любой формы в пределах геометрических размеров, повысить простоту сборки.
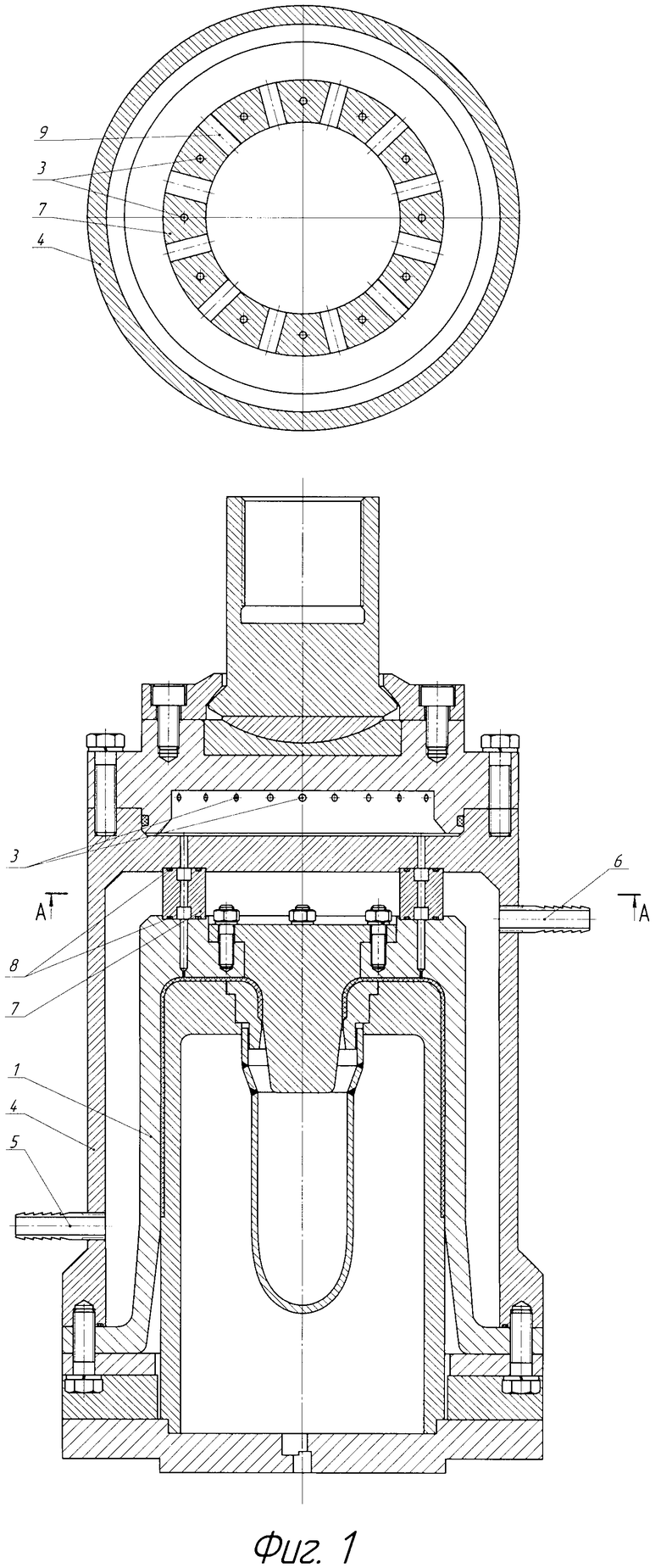
Цель достигается за счет того, что в пресс-инструменте (фиг. 1) для изготовления сгорающих изделий, включающем формующую матрицу (поз. 1), выходные каналы (поз. 3), обогреваемую рубашку (поз. 4), входной и выходной патрубок (поз. 5, 6), полость рубашки пресс-инструмента находится между внутренней стенкой рубашки (поз. 4) и внешней стенкой формующей матрицы (поз. 1). Пар подается через входной патрубок (поз. 5) под давлением 294,3-392,4 кПа (3,0-4,0 атм) с температурой 135±5°С, поступает во внутреннюю полость рубашки, обогревая стенки матрицы до температуры 120±5°С, выходит из рубашки через выходной патрубок (поз. 6) и поступает в гидрозатвор, где пар охлаждается и конденсируется. Время обогрева матрицы до рабочей температуры составляет от 10 до 14 минут в зависимости от температуры и давления подаваемого исходного пара. Расход пара на обогрев матрицы от комнатной температуры (20°С) составляет 420÷480·10-6 м3/с. Обогрев и герметизация осуществляются через перфорированное герметизирующее кольцо (поз. 7), имеющее в качестве уплотнителей резиновые кольца (поз. 8). Обогрев верхней части осуществляется через сквозные отверстия (поз. 9) перфорированного кольца. Для обеспечения безопасности процесса прессования при возникновении различных нестационарных ситуаций предусмотрены 20 выходных каналов (поз. 3) диаметром 4 мм для выхода газообразных продуктов в атмосферу.
Увеличение давления подаваемого пара во внутреннюю полость рубашки ведет к неравномерному обогреву формующей матрицы, а уменьшение давления приводит к более длительному процессу обогрева матрицы. Подавать пар с температурой более 140°С и менее 130°С невозможно, так как это связано с характеристиками перегретого пара, получаемого при переводе воды в газообразное состояние. Практическая осуществимость предлагаемого изобретения и достигаемый технический результат подтверждается примерами конкретного получения ЖСК, представленными в таблице.
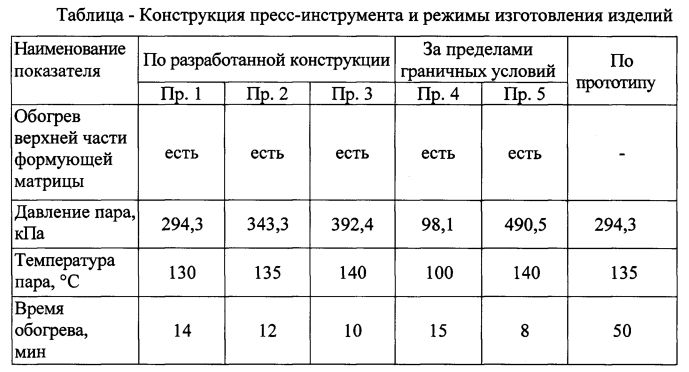
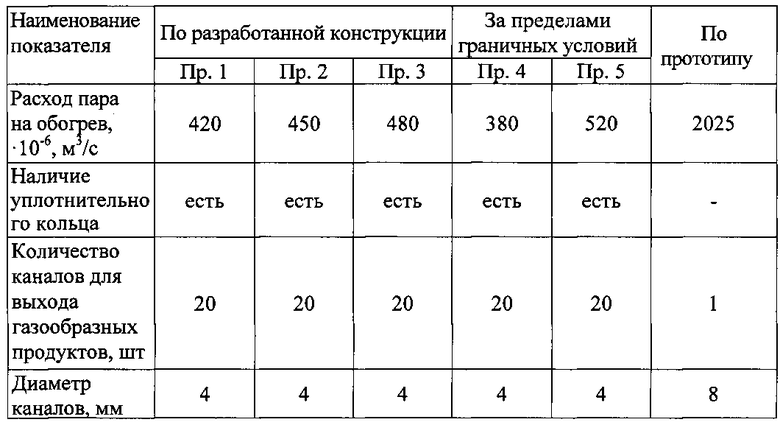
Из приведенных данных видно, что изменение типа рубашки позволяет сократить время на обогрев пресс-инструмента в 3,5-5 раз (с 50 мин до 10-14 мин), соответственно сократить расход пара до 5 раз. Наличие выходных каналов в количестве 20 шт. и диаметром 4 мм позволяет безопасно вести процесс прессования (у прототипа имеется только один выходной канал с диаметром 8 мм). Обеспечивается равномерный обогрев всей поверхности матрицы.
Источники информации
1. Патент РФ №2529329 (В30В 11/22, B22F 3/20). Пресс-инструмент для проходного прессования порошковых материалов / Архангельский В.Ю., Вареных Н.М.
2. Патент РФ №94028244 (В29С 43/36, В29С 43/42). Пресс-форма для изготовления изделий из полимерных материалов / Шмелева В.Г., Киселев М.А., Кузьминых А.Г.
3. Патент US 5052780 A, 05.11.1991.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОБОГРЕВАЕМЫЙ ПУАНСОН ДЛЯ ИЗГОТОВЛЕНИЯ СГОРАЮЩИХ ИЗДЕЛИЙ | 2015 |
|
RU2617507C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНОЙ ПЛИТКИ НА ОСНОВЕ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2007 |
|
RU2337006C1 |
| Способ производства изделий из полимерных отходов экструзионно-прокатно-формовочным методом и установка для его осуществления | 2021 |
|
RU2782067C2 |
| СПОСОБ ФОРМОВАНИЯ ИЗДЕЛИЯ СТУПЕНЧАТОЙ ФОРМЫ ИЗ ТРУБЧАТОЙ ЗАГОТОВКИ ЦЕЛЛЮЛОЗНО-ПИРОКСИЛИНОВОГО ПОЛОТНА, ПРОПИТАННОГО ТРОТИЛОМ, И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2126321C1 |
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2017 |
|
RU2656468C1 |
| Устройство для прессования абразивных сегментов | 1978 |
|
SU967857A1 |
| ШНЕКОВЫЙ СУБЛИМАТОР | 2022 |
|
RU2814171C1 |
| УСТАНОВКА ДЛЯ ПРИГОТОВЛЕНИЯ БАЛЛИСТИТНОГО ПОРОХА | 2010 |
|
RU2434831C1 |
| СПОСОБ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИТНЫХ МАТЕРИАЛОВ МЕТОДОМ ВОЗДУШНОГО ФОРМОВАНИЯ С ПРИМЕНЕНИЕМ В КАЧЕСТВЕ ПУАНСОНА НАДУВНОЙ КАМЕРЫ ИЗ ЖИДКОЙ РЕЗИНЫ | 2019 |
|
RU2730335C1 |
| Пресс-форма для изготовления слоистых изделий | 1977 |
|
SU637269A1 |
Изобретение относится к области производства полимерных композиционных энергетических материалов. Пресс-инструмент включает формующую матрицу, выходные каналы, обогреваемую рубашку, полость рубашки находится между внутренней стенкой рубашки и внешней стенкой формующей матрицы. Пар подается через входной патрубок под давлением 294,3-392,4 кПа (3,0-4,0 атм) с температурой 135±5°С, поступает во внутреннюю полость рубашки, обогревая стенки матрицы до температуры 120±5°С, выходит из рубашки через выходной патрубок и поступает в гидрозатвор, где пар охлаждается и конденсируется. Время обогрева матрицы до рабочей температуры составляет от 10 до 14 минут в зависимости от температуры и давления подаваемого исходного пара. Расход пара на обогрев матрицы от комнатной температуры составляет 420÷480·10-6 м3/с. Обогрев и герметизация осуществляются через перфорированное герметизирующее кольцо, имеющее в качестве уплотнителей резиновые кольца. Обогрев верхней части осуществляется через сквозные отверстия перфорированного кольца. Для обеспечения безопасности процесса прессования при возникновении различных нестационарных ситуаций предусмотрены 20 выходных каналов диаметром 4 мм для выхода газообразных продуктов в атмосферу. Технический результат: уменьшение времени и расхода теплоагента на ее обогрев, равномерность обогрева всей поверхности. 1 табл., 1 ил.
Пресс-инструмент для изготовления сгорающих изделий, включающий формующую матрицу, обогреваемую рубашку, входной и выходной патрубки пара, отличающийся тем, что содержит перфорированное герметизирующее кольцо, имеющее сквозные отверстия для обогрева верхней части матрицы и уплотняющие резиновые кольца, выходные каналы для выхода газообразных продуктов в атмосферу в количестве 20 шт. диаметром 4 мм, при этом полость рубашки расположена между внутренней стенкой рубашки и внешней стенкой формующей матрицы.
| US 5062780 A, 05.11.1991 | |||
| Инструмент для обратного прессования | 1980 |
|
SU897361A1 |
| Установка для ротационного формования изделий из пластмасс | 1990 |
|
SU1736721A1 |
| ПРЕСС-ИНСТРУМЕНТ ДЛЯ ПРОХОДНОГО ПРЕССОВАНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2013 |
|
RU2529329C1 |
| JP 2010274500 A, 09.12.2010. | |||

