Изобретение относится к промышленному машиностроению и может быть использовано в схемах торцешлифовальных станков для повышения производительности обработки плоских поверхностей торцом круга и стойкости инструмента.
Известно устройство для абразивной обработки плоских поверхностей [1], содержащее множество блоков из нескольких чашечных шлифовальных кругов-сателлитов, установленных на осях с шестернями, обкатывающих неподвижное зубчатое колесо, установленное на корпусе устройства.
Наиболее близким к данному изобретению является устройство для абразивной обработки плоских поверхностей [2], содержащее блок из четырех чашечных шлифовальных кругов-сателлитов, установленных на осях с шестернями, обкатывающих неподвижное зубчатое колесо водила. Данный блок установлен во вращающемся корпусе, с закрепленным шлифовальным кругом.
Недостатком этого устройства является засаливание рабочих поверхностей шлифовальных кругов при обработке.
Целью изобретения является повышение производительности и обеспечение долговременной обработки деталей без засаливания рабочих поверхностей.
Поставленная цель достигается за счет того, что устройство снабжено шарнирно-рычажным механизмом непрерывного изменения скорости резания и увеличенным до шести числом кругов-сателлитов. Дополнительное повышение производительности может осуществляться за счет установки кругов-сателлитов чашечно-конической формы. Большее повышение производительности может осуществляться за счет установки рабочих поверхностей внешнего шлифовального круга и кругов-сателлитов в различных параллельных плоскостях.
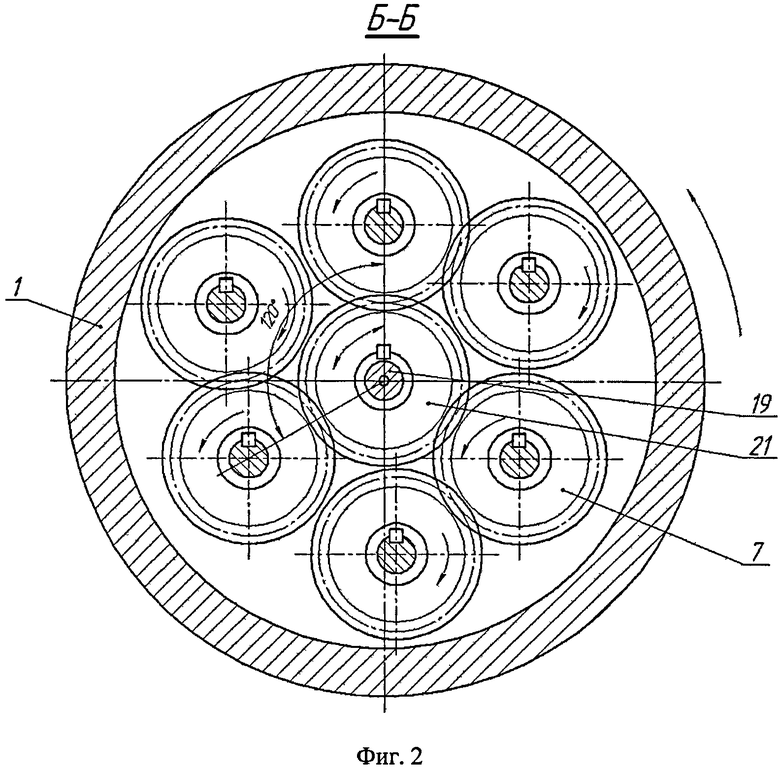
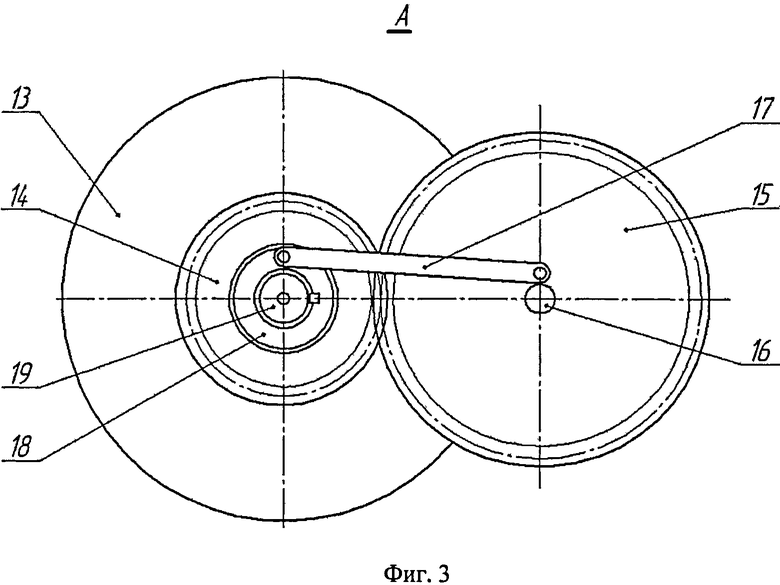
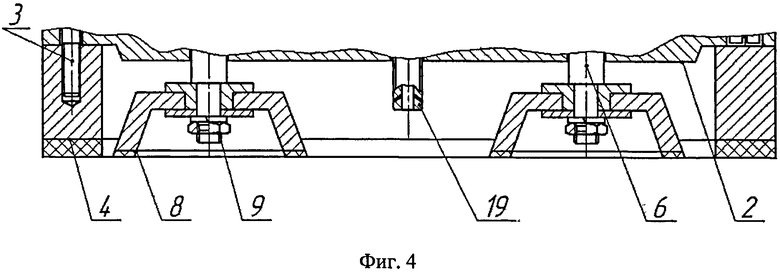
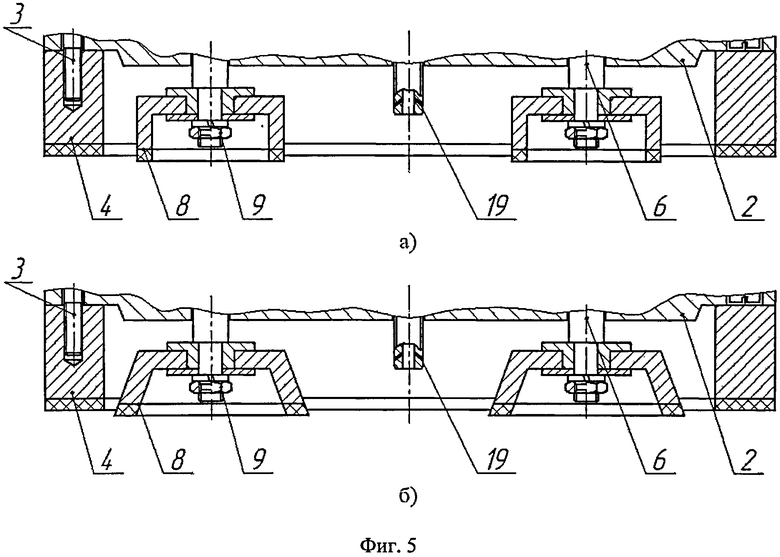
На фиг.1 схематично изображено устройство для торцевого планетарного шлифования, обеспечивающее обработку с переменной скоростью резания, вид сбоку; на фиг.2 - то же, вид снизу; на фиг.3 - то же, вид сверху; на фиг.4 - устройство с чашечно-коническими кругами-сателлитами, на фиг.5 - устройство со шлифовальными кругами чашечно-цилиндрической (а) и чашечно-конической (б) форм, установленными с внешним кругом в параллельных плоскостях.
Устройство состоит из корпуса 1, прикрепленного к нему через водило 2 посредством винтов 3 внешнего шлифовального круга 4. В водиле 2 через подшипники 5 установлены оси 6 с шестернями 7, а также внутренними абразивными чашечно-цилиндрическими кругами-сателлитами 8, закрепленными гайками 9. Корпус 1 установлен в консоли станка 10 посредством подшипников 11 и 12. Также на корпусе закреплен шкив ременной передачи 13, в котором установлена ведущая шестерня механизма изменения скорости резания 14, соединенная с ведомой шестерней механизма изменения скорости резания 15, установленной на опоре 16. Через водило 17 ведомая шестерня соединена со шкивом 18, закрепленным на оси 19. Последняя установлена через подшипники 20 в корпусе 1. На оси 19 установлено опорное зубчатое колесо 21, находящееся в зацеплении с тремя шестернями 7.
Устройство работает следующим образом.
Корпус 1, вращаясь от ременного привода через шкив 13, приводит во вращение внешний шлифовальный круг 4 и водило 2, которое, в свою очередь, заставляет три внутренних шестерни 7 обкатываться вокруг опорного зубчатого колеса. Три внешних шестерни 7, находясь в зацеплении с внутренними, будут совершать вращение в противоположную сторону с большей скоростью. Зубчатое колесо 14, вращаясь вместе со шкивом 13, приводит во вращение колесо 15. За счет меньшего числа зубьев на ведущем колесе, чем на ведомом, правая часть водила 17 будет совершать вращательное движение, а левая часть - колебательное и передавать колебания на ось 19 через шкив 18. Ранее неподвижное опорное колесо 21 теперь будет совершать крутильные колебания, передавая их на шестерни 7, и тем самым влиять на мгновенную скорость резания кругами-сателлитами 8. Необходимыми условиями изменения мгновенной скорости резания являются 1) большее число зубьев шестерни 15, чем 14; 2) большее расстояние от центра зубчатого колеса 14 до посадочных мест водила 17, чем аналогичное расстояние на колесе 15. Изменяя передаточное отношение зубчатых колес 14 и 15, можно получить различные по периоду крутильные колебания, что повлияет на период колебаний изменения мгновенной скорости резания кругов-сателлитов 8, а изменяя расстояние от центра зубчатых колес 14 и 15 до посадочных мест водила 17, а также саму длину водила (при необходимости), можно получить различные по амплитуде крутильные колебания. Ось 19 может быть выполнена полой, а на конце иметь не менее 2-х наклонных концентричных отверстий для подвода СОЖ в зону резания.
Для повышения производительности можно установить круги-сателлиты 8 чашечно-конической формы, что увеличит площадь детали, обрабатываемую каждым кругом. Также можно установить круги-сателлиты 8 таким образом, чтобы их рабочая поверхность находилась в параллельной (более близкой к детали) плоскости относительно рабочей поверхности внешнего круга 4, что обеспечит двухступенчатую обработку сначала внешним кругом, затем сателлитами.
Обоснованием существенности отличий заявляемого технического решения от известных является использование шарнирно-рычажного механизма для непрерывного изменения скорости резания шлифовальными кругами-сателлитами. Такое изменение позволит достигнуть положительного эффекта уменьшения засаливания шлифовальных кругов за счет следующего [3]: переменная скорость резания вызовет изменение сил фрикционного взаимодействия в зоне резания. Коэффициент трения, зависящий от скорости взаимного перемещения контактирующих тел, будет также изменяться. В этом случае линия режущей кромки из «статической» превращается в «динамическую» (меняется ее расположение по отношению к поверхности абразивного зерна). Геометрическое расположение благоприятных для создания наростов на абразивном зерне зон нулевых касательных напряжений и зон максимальных локальных температур будет постоянно изменяться. Частота и амплитуда изменения скорости резания по времени будет влиять на эффективность ликвидации застойных зон. Касательные напряжения, возникающие в подобных зонах, не дают образовывать стабильные связи ковалентного и ионного типа, с которых и начинается процесс засаливания инструмента.
Литература
1. Патент Франции на изобретение №2160236 А7 / Unite avec une pluralite de tetes de travail, pour des machines a lisser et similaires / Данелли Д. №72.40254; Заявл. 8.11.1972; Опубл. 28.05.1973.
2. Патент РФ на изобретение №2220039 / Устройство для абразивной обработки плоских поверхностей / Свитковский Ф.Ю., Иванова Т.Н., Варламов П.М., Кузнецов А.Ю., Люпа Д.С. №2002105414/02; Заявл. 28.02.2002; Опубл. 27.12.2003.
3. Мальцев П.Н. Кинетические особенности резания абразивными зернами с переменной скоростью. / П.Н.Мальцев, И.П.Никифоров // Молодежная мысль в науке - инновационный потенциал будущего: Материалы XI областной научно-практической конференции молодых ученых. - Псков. - Издательство ППИ. - 2010. - С.121-125.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2176586C1 |
| СПОСОБ ПЛОСКОГО ТОРЦОВОГО ПЛАНЕТАРНОГО ШЛИФОВАНИЯ | 2009 |
|
RU2421318C9 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2002 |
|
RU2220039C2 |
| ШЛИФОВАЛЬНОЕ УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ КРУГА ДЛЯ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 1999 |
|
RU2146995C1 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ | 1999 |
|
RU2147977C1 |
| УСТРОЙСТВО КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА ДЛЯ ПРЕРЫВИСТОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 1999 |
|
RU2147978C1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ПРОВОЛОКИ ПРИ ЕЕ ПЕРЕМАТЫВАНИИ С ОДНОГО БУНТА НА ДРУГОЙ | 1939 |
|
SU63489A1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА | 2008 |
|
RU2385214C1 |
| ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ ДЛЯ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 1999 |
|
RU2147268C1 |
| ПРЕРЫВИСТЫЙ АЛМАЗНО-АБРАЗИВНЫЙ КРУГ ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2002 |
|
RU2230634C1 |
Изобретение относится к машиностроению и может быть использовано в торцешлифовальных станках. Устройство содержит установленный в консоли станка с возможностью вращения от привода корпус с закрепленным на нем внешним шлифовальным кругом, чашечные шлифовальные круги-сателлиты, установленные в корпусе и закрепленные на осях с шестернями, находящимися в зацеплении с опорным зубчатым колесом. Предусмотрен механизм непрерывного изменения скорости резания, ведущая шестерня которого связана с приводом корпуса, а ведомая - установлена на опоре консоли станка и выполнена с водилом, соединенным со шкивом, закрепленным на упомянутом опорном зубчатом колесе. В результате повышается производительность обработки плоских поверхностей торцом круга и стойкость инструмента. 2 з.п. ф-лы, 5 ил.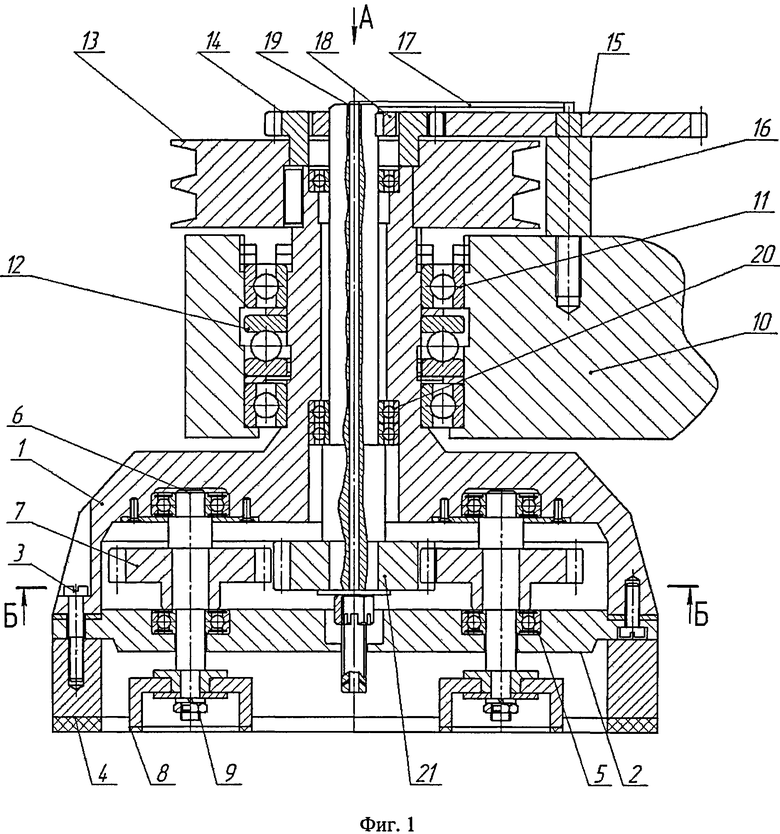
1. Устройство для абразивной обработки плоских поверхностей, содержащее установленный в консоли станка с возможностью вращения от привода корпус с закрепленным на нем внешним шлифовальным кругом, чашечные шлифовальные круги-сателлиты, установленные в корпусе и закрепленные на осях с шестернями, находящимися в зацеплении с опорным зубчатым колесом, отличающееся тем, что оно снабжено механизмом непрерывного изменения скорости резания, ведущая шестерня которого связана с приводом корпуса, а ведомая - установлена на опоре консоли станка и выполнена с водилом, соединенным со шкивом, закрепленным на упомянутом опорном зубчатом колесе.
2. Устройство по п.1, отличающееся тем, что чашечные шлифовальные круги-сателлиты установлены в количестве, равном шести, и выполнены коническими.
3. Устройство по п.1 или 2, отличающееся тем, что рабочие поверхности внешнего шлифовального круга и шлифовальных кругов-сателлитов расположены в различных параллельных плоскостях.
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2002 |
|
RU2220039C2 |
| Планетарная шлифовальная головка | 1976 |
|
SU558782A1 |
| ПЛАНЕТАРНАЯ ГОЛОВКА ДЛЯ ШЛИФОВАНИЯ | 2003 |
|
RU2254976C2 |
| RU 2000107169 А, 20.12.2001 | |||
| Фазорегулятор | 1980 |
|
SU920957A1 |
| . | |||

