Предшествующий уровень техники и сущность изобретения
В двухвалковой литейной машине расплавленный металл вводится между парой литейных валков, имеющих внутреннее охлаждение и вращающихся в противоположных направлениях таким образом, что металлические оболочки затвердевают на поверхностях движущихся валков и сводятся вместе в зазоре между ними, чтобы изготовить отвержденное изделие в виде полосы, выпускаемое вниз из зазора между литейными валками. Термин «зазор» используется в данном документе для указания на общую область, в которой литейные валки взаимно сближены наибольшим образом. Расплавленный металл выливается из литейного ковша через систему доставки металла, содержащую разливочный желоб и литейное сопло, расположенное над зазором, чтобы образовать ванну для литья из расплавленного металла, поддерживаемую на поверхностях литейных валков выше зазора и вытянутую вдоль длины зазора. Эта ванна для литья обычно ограничена огнеупорными боковыми пластинами или перегородками, поддерживаемыми с зацеплением с возможностью скольжения с торцевыми поверхностями валков, таким образом, чтобы загородить оба конца ванны для литья с предотвращением вытекания. Литая полоса обычно направляется к валковый узел для горячей прокатки, где полоса в нагретом состоянии обжимается на 10% или более.
В определенных видах применения стали желательны перлитные стали со средним и высоким содержанием углерода, например, для обандаживания или обвязки лентой, и определенные виды применения, такие как ленты для стен конструкций, требующие высокой прочности и регулируемой ударной вязкости. Перлит обычно предоставляет увеличенную прочность при уменьшенной ударной вязкости. Ранее перлитные микроструктуры получали горячей прокаткой с применением среды для медленного охлаждения с образованием высокоуглеродистой стальной полосы, имеющей толщины более чем примерно 3,0 миллиметра. Получение более тонких полос, например от 1,0 до 1,5 миллиметра, требует несколько циклов холодной прокатки и отжига, которые укрупняют или даже устраняют перлит, снижая прочность стали.
Раскрыта горячекатаная стальная полоса, изготовленная посредством стадий, включающих:
сборку валковой литейной машины с внутренним охлаждением литейных валков, которые позиционированы латерально с образованием зазора между ними, и формирование ванны для литья расплавленной стали, поддерживаемой на литейных валках выше зазора и ограниченной боковыми перегородками, прилегающими к концам литейных валков, при этом расплавленная сталь имеет такой состав, что горячекатаная тонкая литая полоса, изготовленная из расплавленной стали, имеет состав, включающий по массе от более чем 0,25% и до 1,1% углерода, между 0,4 и 2,0% марганца, между 0,05 и 0,50% кремния, менее чем 0,01% алюминия,
вращение литейных валков в противоположных направлениях для отверждения металлических оболочек на литейных валках, когда литейные валки перемещаются через ванну для литья, и
формирование стальной полосы из металлических оболочек, перемещающихся вниз через зазор между литейными валками,
горячую прокатку стальной полосы таким образом, что механические свойства при обжатии 10% и 35% находятся в пределах 10% для предела текучести, предела прочности на разрыв и общего относительного удлинения и
смотку горячекатаной стальной полосы в рулон при температуре между 550 и 750°C, чтобы предоставить в основном микроструктуру, содержащую перлит.
Микроструктура горячекатаной стальной полосы, смотаной в рулон, может также содержать бейнит и игольчатый феррит.
В качестве альтернативы, стадия горячей прокатки может быть такой, что механические свойства при обжатии 15% и 35% находятся в пределах 10% для предела текучести, предела прочности на разрыв и общего относительного удлинения. В другом альтернативном варианте механические свойства могут быть в пределах 10% на протяжении интервала обжатия от 15% до 35% для предела текучести, предела прочности на разрыв и общего относительного удлинения. В качестве альтернативы, механические свойства могут быть в пределах 10% на протяжении интервала обжатия от 10% до 35% для предела текучести, предела прочности на разрыв и общего относительного удлинения.
Отливка из расплавленной стали может иметь содержание свободного кислорода между 5 и 50 млн-1 или содержание между 25 и 45 млн-1. Общее содержание кислорода может составлять более чем 20 и обычно менее чем 100 млн-1.
Расплавленная сталь может иметь такой состав, что содержание марганца в составе горячекатаной стальной полосы находится между 0,9 и 1,3% по массе. В качестве альтернативы или в дополнение к этому, расплавленная сталь может иметь такой состав, что содержание ниобия в составе горячекатаной стальной полосы находится между примерно 0,01% и 0,2%. В качестве альтернативы или в дополнение к этому, состав расплавленной стали может быть таким, что состав горячекатаной стальной полосы может включать по меньшей мере один элемент, выбранный из группы, состоящей из молибдена при содержании между примерно 0,05% и примерно 0,50%, ванадия при содержании между примерно 0,01% и примерно 0,20% и их смеси. Горячекатаная стальная полоса может иметь предел прочности на разрыв по меньшей мере 800 МПа после горячей прокатки с величинами обжатия 15% и 35%.
Стадии изготовления горячекатаной стальной полосы могут включать нанесение на горячекатаную стальную полосу покрытия погружением в горячий раствор для создания покрытия из цинка или цинкового сплава.
В качестве альтернативы, горячекатаная стальная полоса может быть изготовлена посредством стадий, включающих:
сборку валковой литейной машины с внутренним охлаждением литейных валков, которые позиционированы латерально с образованием зазора между ними, и формирование ванны для литья расплавленной стали, поддерживаемой на литейных валках выше зазора и ограниченной боковыми перегородками, прилегающими к концам литейных валков, при этом расплавленная сталь имеет такой состав, что горячекатаная тонкая литая полоса, изготовленная из расплавленной стали, имеет состав, включающий по массе от более чем 0,25% и до 1,1% углерода, между 0,5 и 2,0% марганца, между 0,05 и 0,50% кремния, менее чем 0,01% алюминия,
вращение литейных валков в противоположных направлениях, чтобы отвердить металлические оболочки на литейных валках, когда литейные валки перемещаются через ванну для литья,
формирование стальной полосы из металлических оболочек, перемещающихся вниз через зазор между литейными валками,
горячую прокатку стальной полосы таким образом, что механические свойства при обжатии 10% и 35% находятся в пределах 10% для предела текучести, предела прочности на разрыв и общего относительного удлинения; и
смотку горячекатаной стальной полосы в рулон при температуре между 200 и 550°C, чтобы предоставить в основном микроструктуру, содержащую бейнит, мартенсит, и игольчатый феррит.
Микроструктура смотанной полосы горячекатаной стали может иметь менее чем 5% полигонального феррита.
В качестве альтернативы, стадия горячей прокатки может быть такой, что механические свойства при обжатии 15% и 35% находятся в пределах 10% для предела текучести, предела прочности на разрыв и общего относительного удлинения. В еще одном альтернативном варианте механические свойства могут быть в пределах 10% на протяжении интервала обжатия от 15% до 35% для предела текучести, предела прочности на разрыв и общего относительного удлинения. В качестве альтернативы, механические свойства могут быть в пределах 10% на протяжении интервала обжатия от 10% до 35% для предела текучести, предела прочности на разрыв и общего относительного удлинения.
Отливка из расплавленной стали может иметь содержание свободного кислорода между 5 и 50 млн-1 или содержание между 25 и 45 млн-1. Общее содержание кислорода может составлять более 20 и обычно менее чем 100 млн-1.
Расплавленная сталь может иметь такой состав, что содержание марганца в составе горячекатаной стальной полосы находится между 0,9 и 1,3% по массе. В качестве альтернативы или в дополнение к этому, расплавленная сталь может иметь такой состав, что содержание ниобия в составе горячекатаной стальной полосы находится между примерно 0,01% и 0,2%. В качестве альтернативы или в дополнение к этому, состав расплавленной стали может быть таким, что состав горячекатаной стальной полосы может включать по меньшей мере один элемент, выбранный из группы, состоящей из молибдена при содержании между примерно 0,05% и примерно 0,50%, ванадия при содержании между примерно 0,01% и примерно 0,20% и их смеси. Горячекатаная стальная полоса может иметь предел прочности на разрыв по меньшей мере 1100 МПа после горячей прокатки с величинами обжатия 15% и 35%. В качестве альтернативы, горячекатаная стальная полоса может иметь предел прочности на разрыв между примерно 1100 и 1700 МПа после горячей прокатки с величинами обжатия 15% и 35%.
Стадии изготовления горячекатаной стальной полосы могут включать нанесение на горячекатаную стальную полосу покрытия погружением в горячий раствор для создания покрытия из цинка или цинкового сплава.
Краткое описание чертежей
Данное изобретение описывается, кроме того, посредством примера при ссылке на сопроводительные чертежи, среди которых:
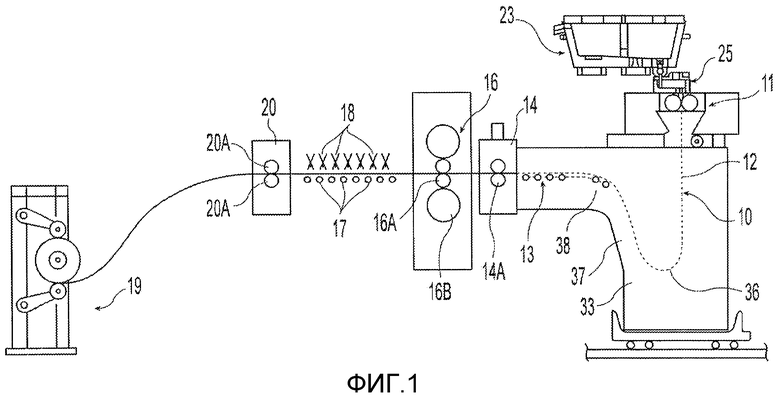
Фиг. 1 иллюстрирует установку для литья полосы, содержащую расположенные последовательно в линии валковый узел для горячей прокатки и намоточный узел;
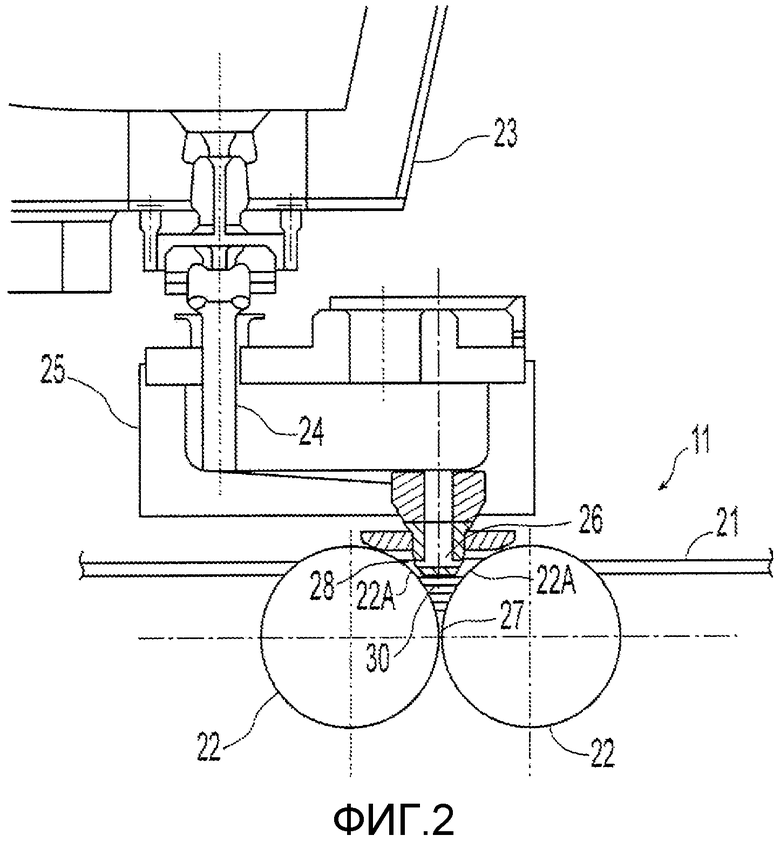
Фиг. 2 иллюстрирует детали двухвалковой литейной машины для литья полосы;
Фиг. 3A представляет собой оптическую микрофотографию сравнительной стали с 0,19% углерода, смотанной в рулон при 600°C после горячей прокатки с обжатием 18%;
Фиг. 3B представляет собой оптическую микрофотографию сравнительной стали с 0,19% углерода, смотанной в рулон при 600°C после горячей прокатки с обжатием 38%;
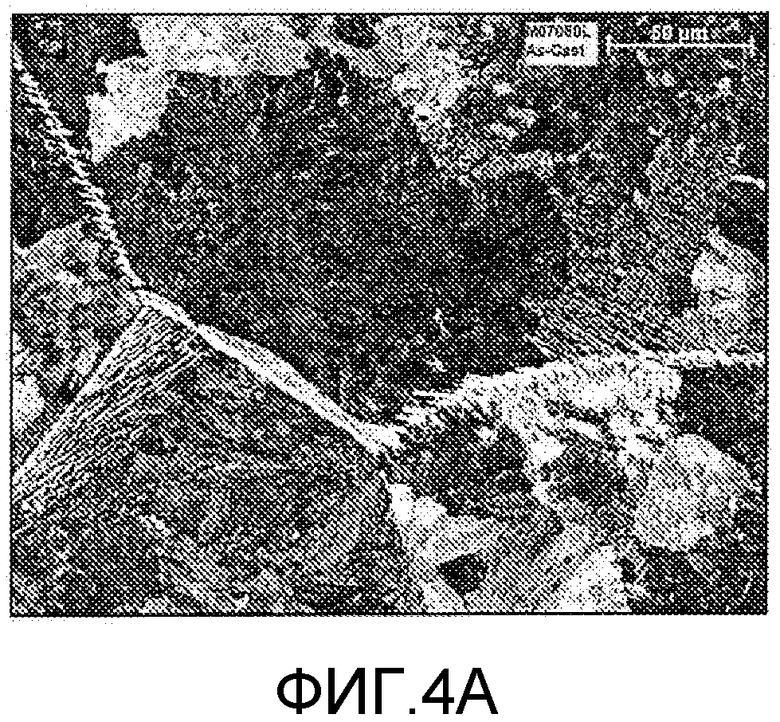
Фиг. 4A представляет собой оптическую микрофотографию стали с 0,46% углерода, показывающей микроструктуру, включающую феррит на межзеренных границах и тонкопластинчатый перлит;
Фиг. 4B представляет собой оптическую микрофотографию стали с 0,46% углерода, показывающую внутрикристаллитный игольчатый феррит;
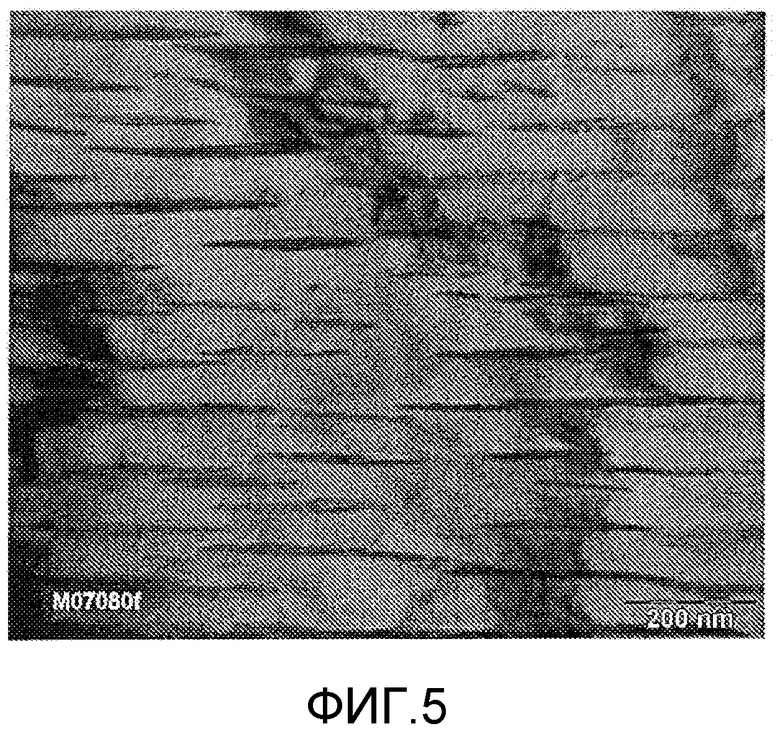
Фиг. 5 представляет собой электронно-микроскопическое изображение тонкой фольги из стали с 0,46% углерода, показывающую тонкопластинчатую структуру;
Фиг. 6 представляет собой график, показывающий влияние количества углерода на предел прочности на разрыв, предел текучести и относительное удлинение для опытных образцов между 0,3 и 0,4% углерода;
Фиг. 7 представляет собой график, показывающий влияние обжатия при горячей прокатке на предел прочности на разрыв, предел текучести и относительное удлинение при обжатии между примерно 15 и 23%, и
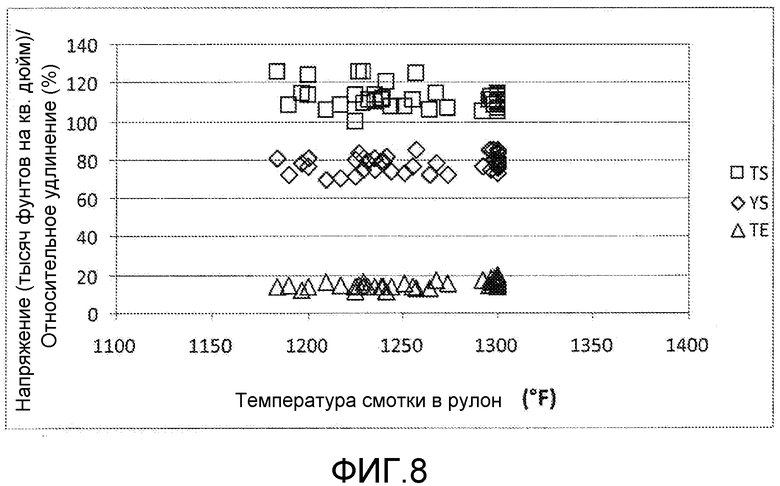
Фиг. 8 представляет собой график, показывающий влияние температуры смотки в рулон на предел прочности на разрыв, предел текучести, и относительное удлинение для температур смотки в рулон между примерно 1180 и 1300°F (примерно 640 и 700°C)
Подробное описание чертежей
Фиг. 1 иллюстрирует последовательно расположенные части литейной машины для непрерывного литья стальной полосы. Фиг. 1 и 2 иллюстрируют двухвалковую литейную машину 11, которая непрерывным образом изготавливает литую стальную полосу 12, проходящую по транзитному пути 10 через направляющий столик 13 к тянущему валковому узлу 14, имеющему тянущие валки 14A. Сразу после выведения из тянущего валкового узла 14 полоса поступает в валковый узел 16 для горячей прокатки, имеющий пару обжимных валков 16A и поддерживающие валки 16B, где литая полоса подвергается горячей прокатке для уменьшения толщины до желательной величины. Горячекатаная полоса поступает на выпускной столик 17, где полоса может быть охлаждена посредством конвекции и контакта с водой, подаваемой водяными соплами 18 (или другим подходящим средством) и посредством излучения. Прокатанная и охлажденная полоса затем проходит через тянущий валковый узел 20, содержащий пару тянущих валков 20A, и затем в намоточный узел 19. Конечное охлаждение литой полосы выполняется после смотки в рулон.
Как показано на Фиг. 2, двухвалковая литейная машина 11 содержит основную раму 21, которая поддерживает пару литейных валков 22, позиционированных в поперечном направлении, которые имеют поверхности 22A для литья. Расплавленный металл подается во время выполнения операции литья из литейного ковша (не показан) в разливочный желоб 23, через огнеупорную защитную трубу 24 в распределитель или подвижный разливочный желоб 25 и затем из распределителя 25 через сопло 26 для подачи металла между литейными валками 22 выше зазора 27. Расплавленный металл, подаваемый между литейными валками 22, образует ванну 30 для литья выше зазора. Ванна 30 для литья ограничена на концах литейных валков парой боковых перегородок или пластин 28, которые прижимаются к концам литейных валков парой толкателей (не показаны), включающих гидравлические цилиндры (не показаны), соединенные с держателями боковых пластин. Верхняя поверхность ванны 30 для литья (обычно называемую уровнем «мениска»), как правило, поднимается выше нижнего конца подающего сопла, так что нижний конец подающего сопла погружен в ванну 30 для литья. Литейные валки 22 охлаждаются внутри водой, так что оболочки затвердевают на участках поверхностей движущихся валков, когда они проходят через ванну для литья и сводятся вместе в зазоре 27 между валками, образуя литую полосу 12, которая выпускается вниз из зазора между литейными валками.
Двухвалковая литейная машина может быть такого вида, который проиллюстрирован и описан довольно подробно в описаниях изобретения в патентах США № 5184668, 5277243 или 5488988 или заявке на патент США 12/050987. Ссылка может быть сделана на указанные описания патентов в отношении соответствующих деталей конструкции двухвалковой литейной машины, подходящей для применения в варианте осуществления данного изобретения, и раскрытие изобретения в описаниях патентов включено в данный документ посредством перекрестной ссылки.
В общих чертах, в состав горячекатаной стальной полосы по данному изобретению входит более чем 0,25% углерода и вплоть до примерно 1,1% углерода, чтобы предоставлять желательную прочность и микроструктуру, имеющую толщину менее чем 3,0 мм и, может быть, менее чем 2,5 мм. В качестве альтернативы, стальная полоса может иметь толщину в интервале от 0,9 до 2,0 мм и, может быть, в интервале 1,0-1,5 мм. Уровни содержания углерода для стальной полосы могут находиться в интервале 0,30-0,60% в определенных видах применения. Такие продукты в виде стальных полос с высоким содержанием углерода получают без нескольких отжигов и холодных прокаток, требующихся для прежних составов стали, чтобы достигнуть таких же свойств, хотя для стали по данному изобретению может быть желательна дополнительная обработка для определенных видов применения.
Нами найдено, что сталь с более чем 0,25% углерода проявляет более широкий температурный интервал двухфазной зоны для жидкости в твердых оболочках при литье тонких полос, чем в случае простых низкоуглеродистых сталей. Более широкий интервал температур двухфазной зоны может требовать модификаций валков для литья для увеличения теплопередачи, также как и в отношении формы валка. Состав плавок, исследованных в работе, относящейся к данному изобретению, можно видеть в таблице 1.

Состав стали K включал содержание свободного кислорода 35,2 млн-1 и находился в интервалах от 5 до 50 млн-1 или между 25 и 45 млн-1. Общее содержание кислорода составляло более чем 20 и обычно менее чем 100 млн-1. Состав сравнительной стали с 0,19% углерода имел содержание свободного кислорода 37,6 млн-1.
Состав сравнительной стали с 0,19% углерода представлен в таблице 1. Микроструктуры, полученные для сравнительной стали с 0,19% углерода, были сложными и показаны для сравнения на Фиг. 3A и 3B. В основном микроструктура являлась игольчатым ферритом с небольшой долью феррита на межзеренных границах и некоторым количеством очень тонкого перлита. Объемная доля феррита выше на Фиг. 3B, отражая более высокую степень горячего обжатия.
Механические свойства при растяжении стали с 0,46% углерода для горячекатаной стальной полосы по данному изобретению представлены в таблице 2, при прочности после литья (1,81 мм толщиной) и после прокатки (1,26 мм толщиной). Были зарегистрированы пределы прочности на разрыв, превышающие 800 МПа. Некоторые примеры микроструктуры, полученной сразу после горячей прокатки, показаны на Фиг. 4A и 4B. Примеры стали с 0,46% углерода, показанные на Фиг. 4A и 4B и в таблице 2, были обработаны без водяного охлаждения, применяемого в секции ускоренного охлаждения выпускного столика (т.е. полоса охлаждается на воздухе).
Микроструктуры, показанные на Фиг. 4A и 4B, содержат очень небольшой полигональный феррит, как в сравнительной стали. Микроструктура включает тонкие прерывистые сетки феррита на межзеренных границах, часто связанные с очень тонкими иголками феррита с видманштеттовой структурой. Высокий уровень закаливаемости, придаваемый этим содержанием углерода, и малая разница между температурами A3 и A1 ограничивали рост феррита. В основном конечная микроструктура содержит перлит с очень тонкими пластинчатыми зазорами, идентифицированными применением просвечивающего электронного микроскопа, как показано на Фиг. 5. Измеренные значения межпластинчатых зазоров находились в интервале ~50-150 нм. В дополнение к перлиту присутствовал межзеренный игольчатый феррит, имеющий тонкую линзовидную структуру.
Горячекатаная стальная полоса может быть смотана при температуре между примерно 550 и 750°C, чтобы предоставить в основном микроструктуру, содержащую перлит, наряду с бейнитом и игольчатым ферритом в данной микроструктуре. В качестве альтернативы, горячекатаная стальная полоса может быть смотана при температуре между примерно 200 и 550°C, чтобы предоставить в основном микроструктуру, содержащую бейнит, мартенсит и игольчатый феррит, с содержанием менее чем 5% полигонального феррита в микроструктуре.
Состав горячекатаной стали может включать по массе от более чем 0,25% и до 1,1% углерода, между 0,4 и 2,0% марганца, между 0,05 и 0,50% кремния, менее чем 0,01% алюминия. Содержание марганца может находиться между 0,4 и 2,0% по массе или между 0,4 и 0,7%, или между 0,6 и 0,9%, или между 0,7 и 1,0% по массе. В дополнение к этому, отливка из расплавленной стали может иметь содержание свободного кислорода между 5 и 50 млн-1 или между 25 и 45 млн-1. Общее содержание кислорода может составлять 20 млн-1 и обычно менее чем 100 млн-1.
Примеры стали по данному изобретению, которые были приготовлены при температурах смотки в рулон между примерно 640 и 710°C и содержании углерода между примерно 0,3 и 0,4%, показаны на Фиг. 6-8. На Фиг. 6 представлены предел прочности на разрыв (TS), предел текучести (YS) и общее относительное удлинение (TE) при разных уровнях содержания углерода между 0,3 и 0,4%.
Влияние горячего обжатия на предел текучести, предел прочности на разрыв и общее относительное удлинение в высокоуглеродистой стали по данному изобретению приводит к таким свойствам стали, когда предел прочности на разрыв, предел текучести и общее относительное удлинение являются относительно стабильными при разных уровнях горячего обжатия, как показано на Фиг. 7. В прежних продуктах из такой стали обычно имело место уменьшение предела текучести и предела прочности на разрыв с увеличением степени горячего обжатия. В противоположность этому, влияние разной степени горячего обжатия на предел текучести, предел прочности на разрыв и общее относительное удлинение существенно уменьшены в продуктах из стали по данному изобретению. Как показано на Фиг. 7, высокоуглеродистая сталь по данному изобретению является сравнительно стабильной в отношении степени обжатия при горячей прокатке для величин обжатия вплоть до по меньшей мере 25%. В качестве альтернативы, высокоуглеродистая сталь по данному изобретению является сравнительно стабильной в отношении степени обжатия при горячей прокатке для величин обжатия вплоть до по меньшей мере 35%. Механические свойства при обжатии 10% и 35% находятся в пределах 10% для предела текучести, предела прочности на разрыв и общего относительного удлинения. В качестве альтернативы, механические свойства находятся в пределах 10% на протяжении интервала обжатия от 10% до 35% для предела текучести, предела прочности на разрыв и общего относительного удлинения. В еще одном альтернативном варианте механические свойства при обжатии 15% и 35% находятся в пределах 10% для предела текучести, предела прочности на разрыв и общего относительного удлинения. В качестве альтернативы, механические свойства находятся в пределах 10% на протяжении интервала обжатия от 15% до 35% для предела текучести, предела прочности на разрыв и общего относительного удлинения.
Как показано на Фиг. 8, предел прочности на разрыв, предел текучести и общее относительное удлинение являются относительно стабильными при разных температурах смотки в рулон между примерно 640 и 710°C (1180 и 1300°F). В качестве альтернативы, высокоуглеродистая сталь по данному изобретению является сравнительно стабильной при температуре смотки в рулон между примерно 550 и 750°C.
Расплавленная сталь может иметь такой состав, что горячекатаная сталь имеет содержание ниобия между примерно 0,01 и 0,2%. Состав может в качестве альтернативы или в дополнение к этому включать по меньшей мере один элемент, выбранный из группы, состоящей из молибдена при содержании между примерно 0,05% и примерно 0,50%, ванадия при содержании между примерно 0,01% и примерно 0,20% и их смеси.
Наряду с тем, что изобретение было проиллюстрировано и подробно описано посредством чертежей и приведенного выше описания, их следует рассматривать как иллюстративные и неограничивающие по своему характеру, и понятно, что были показаны и описаны лишь иллюстративные варианты осуществления, и что все изменения и модификации, которые находятся в пределах отклонения объема изобретения, описанного представленной далее формулой изобретения, подлежат охране. Дополнительные особенности данного изобретения будут очевидны специалистам в данной области при рассмотрении этого описания. Модификации могут быть сделаны без отклонения от сущности и объема данного изобретения.




Изобретение относится к металлургии. Горячекатаная стальная полоса, изготовленная литьем посредством двухвалковой машины и последующей горячей прокатки, содержит, по массе, более 0,25% и до 1,1% углерода, между 0,40 и 2,0% марганца, между 0,05 и 0,50% кремния, менее чем 0,01% алюминия. Механические свойства полосы при обжатии 10% и 35% находятся в пределах 10% для предела текучести, предела прочности на разрыв и общего относительного удлинения. Смотку горячекатаной стальной полосы в рулон осуществляют при температуре между 550 и 750°C, чтобы обеспечить микроструктуру, содержащую перлит, бейнит и игольчатый феррит, а также может содержать менее чем 5% полигонального феррита. Содержание свободного кислорода в расплавленной стали для литья полосы находится между 5 и 50 млн-1 или между 25 и 45 млн-1. Обеспечивается получение тонких полос с высокими прочностными характеристиками. 4 н. и 40 з.п. ф-лы, 8 ил.
1. Горячекатаная стальная полоса, изготовленная литьем посредством двухвалковой машины и последующей горячей прокатки, характеризующаяся тем, что она содержит по массе углерод более 0,25% и до 1,1%, марганец от 0,5 до 2,0%, кремний от 0,05 до 0,5%, алюминий менее 0,01% и имеет микроструктуру, которая содержит перлит, бейнит и игольчатый феррит, причем механические свойства полосы при обжатии 10% и 35% находятся в пределах 10% для предела текучести, предела прочности на разрыв и общего относительного удлинения.
2. Горячекатаная стальная полоса по п.1, в которой механические свойства при обжатии 15% и 35% находятся в пределах 10% для предела текучести, предела прочности на разрыв и общего относительного удлинения.
3. Горячекатаная стальная полоса по п.1, которая имеет содержание свободного кислорода в расплавленной стали для изготовления горячекатаной стальной полосы между 5 и 50 млн-1.
4. Горячекатаная стальная полоса по п.1, которая имеет содержание свободного кислорода в расплавленной стали для изготовления горячекатаной стальной полосы между 25 и 45 млн-1.
5. Горячекатаная стальная полоса по п.1, которая имеет толщину менее чем 2,5 мм.
6. Горячекатаная стальная полоса по п.1, в которой содержание марганца находится между 0,6 и 1,0% по массе.
7. Горячекатаная стальная полоса по п.1, в которой содержание ниобия находится между 0,01 и 0,2% по массе.
8. Горячекатаная стальная полоса по п.1, в которой содержится по меньшей мере один элемент, выбранный из группы, состоящей из молибдена от 0,05% до примерно 0,50%, ванадия от 0,01% до примерно 0,20% или их комбинации.
9. Горячекатаная стальная полоса по п.1, имеющая покрытие из цинка или цинкового сплава, полученное погружением в горячий раствор.
10. Горячекатаная стальная полоса по п.1, имеющая предел прочности на разрыв по меньшей мере 800 МПа после горячей прокатки с величинами обжатия 15% и 35%.
11. Горячекатаная стальная полоса, изготовленная литьем посредством двухвалковой машины и последующей горячей прокатки, характеризующаяся тем, что она содержит по массе углерод от 0,25 и до 1,1%, марганец от 0,5 до 2,0%, кремний от 0,05 до 0,5%, алюминий менее 0,01% и имеет микроструктуру, которая содержит бейнит, мартенсит, игольчатый феррит и менее чем 5% полигонального феррита, причем механические свойства полосы при обжатии 10% и 35% находятся в пределах 10% для предела текучести, предела прочности на разрыв и общего относительного удлинения.
12. Горячекатаная стальная полоса по п.11, в которой механические свойства при обжатии 15% и 35% находятся в пределах 10% для предела текучести, предела прочности на разрыв и общего относительного удлинения.
13. Горячекатаная стальная полоса по п.11, которая имеет содержание свободного кислорода в расплавленной стали для изготовления горячекатаной стальной полосы между 5 и 50 млн-1.
14. Горячекатаная стальная полоса по п.11, которая имеет содержание свободного кислорода в расплавленной стали для изготовления горячекатаной стальной полосы между 25 и 45 млн-1.
15. Горячекатаная стальная полоса по п.11, которая имеет толщину менее чем 2,5 мм.
16. Горячекатаная стальная полоса по п.11, в которой содержание марганца находится между 0,6 и 1,0% по массе.
17. Горячекатаная стальная полоса по п.11, в которой содержание ниобия находится между 0,01 и 0,2% по массе.
18. Горячекатаная стальная полоса по п.11, в которой содержится по меньшей мере один элемент, выбранный из группы, состоящей из молибдена от 0,05% до примерно 0,50%, ванадия от 0,01% до примерно 0,20% или их комбинации.
19. Горячекатаная стальная полоса по п.11, имеющая покрытие из цинка или цинкового сплава, полученное погружением в горячий раствор.
20. Горячекатаная стальная полоса по п.11, имеющая предел прочности на разрыв по меньшей мере 800 МПа после горячей прокатки с величинами обжатия 15% и 35%.
21. Горячекатаная стальная полоса по п.11, имеющая предел прочности на разрыв между 1100 и 1400 МПа после горячей прокатки с величинами обжатия 15% и 35%.
22. Горячекатаная стальная полоса по п.11, имеющая предел прочности на разрыв между 1400 и 1700 МПа после горячей прокатки с величинами обжатия 15% и 35%.
23. Способ изготовления горячекатаной стальной полосы, включающий следующие стадии:
сборку валковой литейной машины с внутренним охлаждением литейных валков, которые позиционированы латерально с образованием зазора между ними, и формирование ванны для литья расплавленной стали, поддерживаемой на литейных валках выше зазора и ограниченной боковыми перегородками, прилегающими к концам литейных валков, при этом расплавленная сталь имеет такой состав, что горячекатаная тонкая литая полоса, изготовленная из расплавленной стали, имеет состав, содержащий по массе от более чем 0,25% и до 1,1% углерода, между 0,5 и 2,0% марганца, между 0,05 и 0,50% кремния, менее чем 0,01% алюминия,
вращение литейных валков в противоположных направлениях для затвердевания металлических оболочек на литейных валках, когда литейные валки перемещаются через ванну для литья,
формирование стальной полосы из металлических оболочек, перемещающихся вниз через зазор между литейными валками,
горячую прокатку стальной полосы таким образом, что механические свойства при обжатии 10% и 35% находятся в пределах 10% для предела текучести, предела прочности на разрыв и общего относительного удлинения, и
смотку горячекатаной стальной полосы в рулон при температуре между 550 и 750°C, чтобы предоставить в основном микроструктуру, содержащую перлит, наряду с бейнитом и игольчатым ферритом в данной микроструктуре.
24. Способ по п.23, в котором горячую прокатку стальной полосы осуществляют таким образом, что механические свойства при обжатии 15% и 35% находятся в пределах 10% для предела текучести, предела прочности на разрыв и общего относительного удлинения.
25. Способ по п.23, в котором расплавленная сталь имеет содержание свободного кислорода между 5 и 50 млн-1.
26. Способ по п.23, в котором расплавленная сталь имеет содержание свободного кислорода между 25 и 45 млн-1.
27. Способ по п.23, в котором стальная полоса имеет толщину менее чем 2,5 мм.
28. Способ по п.23, в котором расплавленная сталь имеет такой состав, что содержание марганца в горячекатаной стальной полосе составляет между 0,6 и 1,0% по массе.
29. Способ по п.23, в котором расплавленная сталь имеет такой состав, что содержание ниобия в горячекатаной стальной полосе составляет между 0,01 и 0,2% по массе.
30. Способ по п.23, в котором расплавленная сталь имеет такой состав, что горячекатаная стальная полоса включает по меньшей мере один элемент, выбранный из группы, состоящей из молибдена при содержании между 0,05 и 0,50%, ванадия при содержании между 0,01 и 0,20% и их смеси.
31. Способ по п.23, который включает стадию нанесения на горячекатаную стальную полосу покрытия из цинка или цинкового сплава погружением в горячий раствор.
32. Способ по п.23, в котором полоса имеет предел прочности на разрыв по меньшей мере 800 МПа после горячей прокатки с величинами обжатия 15% и 35%.
33. Способ изготовления горячекатаной стальной полосы, включающий следующие стадии:
сборку валковой литейной машины с внутренним охлаждением литейных валков, которые позиционированы латерально с образованием зазора между ними, и формирование ванны для литья расплавленной стали, поддерживаемой на литейных валках выше зазора и ограниченной боковыми перегородками, прилегающими к концам литейных валков, при этом расплавленная сталь имеет такой состав, что горячекатаная тонкая литая полоса, изготовленная из расплавленной стали, имеет состав, содержащий по массе от более чем 0,25% и до 1,1% углерода, между 0,5 и 2,0% марганца, между 0,05 и 0,50% кремния, менее чем 0,01% алюминия,
вращение литейных валков в противоположных направлениях для затвердевания металлических оболочек на литейных валках, когда литейные валки перемещаются через ванну для литья,
формирование стальной полосы из металлических оболочек, перемещающихся вниз через зазор между литейными валками,
горячую прокатку стальной полосы таким образом, что механические свойства при обжатии 10% и 35% находятся в пределах 10% для предела текучести, предела прочности на разрыв и общего относительного удлинения и
смотку горячекатаной стальной полосы в рулон при температуре между примерно 200 и 550°C для обеспечения в основном микроструктуры, содержащей бейнит, мартенсит и игольчатый феррит и имеющей менее чем 5% полигонального феррита.
34. Способ по п.33, в котором горячую прокатку стальной полосы осуществляют таким образом, что механические свойства при обжатии 15% и 35% находятся в пределах 10% для предела текучести, предела прочности на разрыв и общего относительного удлинения.
35. Способ по п.33, в котором расплавленная сталь имеет содержание свободного кислорода между 5 и 50 млн-1.
36. Способ по п.33, в котором расплавленная сталь имеет содержание свободного кислорода между 25 и 45 млн-1.
37. Способ по п.33, в котором стальная полоса имеет толщину менее чем 2,5 мм.
38. Способ по п.33, в котором расплавленная сталь имеет такой состав, что содержание марганца в горячекатаной стальной полосе составляет между 0,6 и 1,0% по массе.
39. Способ по п.33, в котором расплавленная сталь имеет такой состав, что содержание ниобия в горячекатаной стальной полосе составляет между 0,01 и 0,2% по массе.
40. Способ по п.33, в котором расплавленная сталь имеет такой состав, что горячекатаная стальная полоса включает по меньшей мере один элемент, выбранный из группы, состоящей из молибдена при содержании между 0,05 и 0,50%, ванадия при содержании между 0,01 и 0,20% и их смеси.
41. Способ по п.33, который включает стадию нанесения на горячекатаную стальную полосу покрытия из цинка или цинкового сплава погружением в горячий раствор.
42. Способ по п.33, в котором полоса имеет предел прочности на разрыв по меньшей мере 800 МПа после горячей прокатки с величинами обжатия 15 и 35%.
43. Способ по п.33, в котором полоса имеет предел прочности на разрыв между примерно 1100 и 1400 МПа после горячей прокатки с величинами обжатия 15 и 35%.
44. Способ по п.33, в котором полоса имеет предел прочности на разрыв между примерно 1400 и 1700 МПа после горячей прокатки с величинами обжатия 15 и 35%.
| Устройство для автоматического управления глубиннонасосной установкой нефтяной скважины | 1979 |
|
SU875003A1 |
| Метчик | 1976 |
|
SU874289A2 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ПОЛОСЫ И ТОНКАЯ СТАЛЬНАЯ ПОЛОСА, ПОЛУЧЕННАЯ ЭТИМ СПОСОБОМ | 2002 |
|
RU2297900C2 |

