1
Изобретение относится к ремонтному производству, а именно к спосо(.бам восстановления изношенных деталей.
Известен способ восстановления изношенных шестерен деформированием, по которому на нерабочей части шестерни выдавливают углубления, тем самым перемещая выдавленный металл в места износа l ,
Недостатком известного способа является невозможность восстановле-ния шестерен, не имеющих запаса металла для компенсации их износа.
Наиболее близким техническим решением является способ восстановления изношенных шестерен путем наплавки на поверхность шестерни материала, компенсирукяцего ее износ, и последующего деформирования 2 .
Однако восстанавливаемые зубья из-за неоднородности структуры материала не очень прочны.
Целью изобретения является повышение прочности зубьев шестернк.
Для достижения этой цели компенскрукиций износ материал наплавляют на нерабочую пове)хность шестерни и при деформировании воздействуют им на основной материал шестерни.
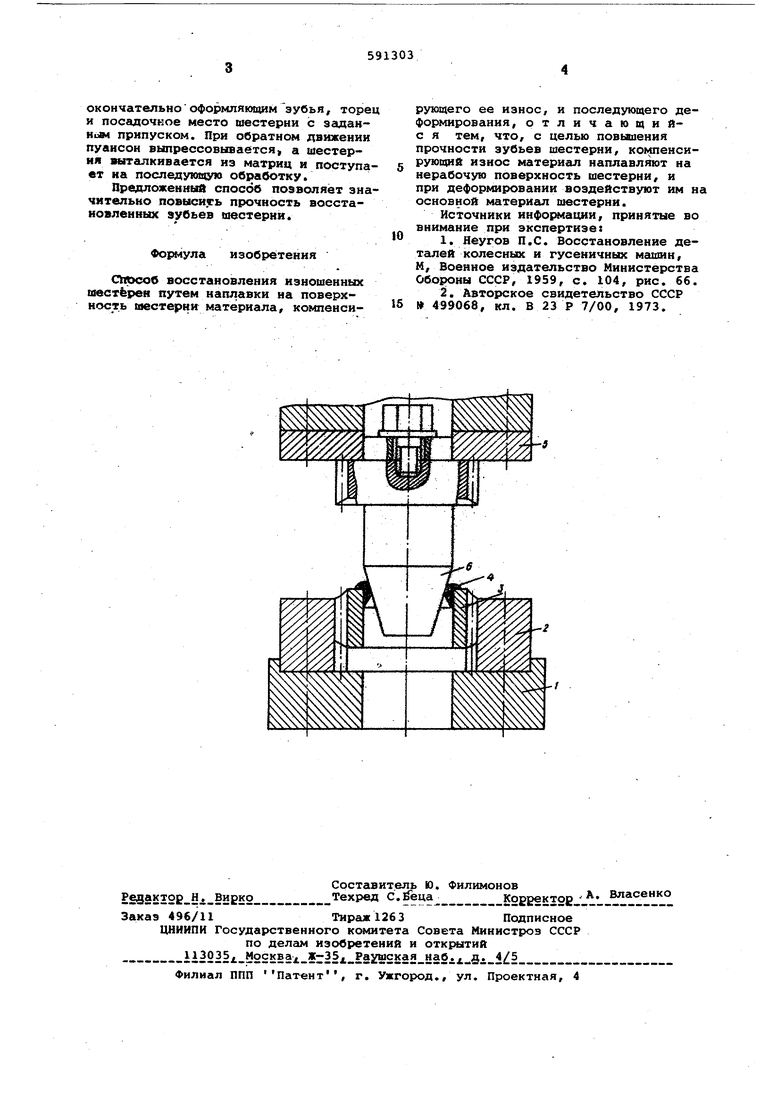
Чертеж иллюстрирует способ.
На плиту 1 устанавливают матрицу 2 с зубьями, повторяю1цими с заданным припуском профиль зубьев восстанавливаемой шестерни 3. На нерабочую поверхность последней наплавляют металл 4. На верхней плите 5 крепится пуансон 6, выполненный с деформирующим конусом, калибрующей посадочное место шестерничастью и зубчатым хвостовиком для оформления торцев шестерни.
Пример. На нерабочую часть шестерни под слоем флюса АН-348А наплавляют компенсирующий износ материал, представляющий собой проволоку из материала ЗОХГСЛ. Затем восстанавливаемую шестерню нагревают в соляной ванне до 1100-1150°С, и устанавливают в матрицу.
При движении вниз пуансон деформирующим конусом вдавливает наплавленный металл в тело шестерни, перемещая тем самым основной металл на изношенные участки. Одновременно шестерня впрессовывается в матрицу, а калибрующая часть пуансона входит в посадочное место шестерни. Пол.юе впрессовывание шестерни в матрицу осуществляется зубчатьвл хвостовиком,
окончательнооформлякздим зубья, торец и посадочное место шестерни с заданием припуском. При обратном движении пуансон выпрессовьшается а шестерня «ыталкивается иэ матриц и поступает на последующую обработку.
Предложенный способ позволяет значительно повысить прочность восстановленных зубьев шестерни.
Формула изобретения
СМособ восстановления изношенных шестерен путем наплавки на поверхность |дестерЕ1и материала, компенсирующего ее износ, и последующего деформирования, отличающийс я тем, что, с целью повышения прочности зубьев шестерни, коъ енсирующий износ материал наплавляют на нерабочую поверхность шестерни, и при деформировании воздействуют им н основной материгш шестерни.
Источники инфо{(ации, принятые во внимание при экспертизеs
1.Неугов П.С. Восстановление деТсшей колесных и гусеничных машин, М, Военное издательство Министерства Обороны СССР, 1959, с. 104, рис. 66.
2.Авторское свидетельство СССР №499068, кл. В 23 Р 7/00, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления шестерен | 1988 |
|
SU1648711A1 |
| Способ восстановления изношенных зубчатых колес | 1979 |
|
SU874249A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СТУПИЦЫ С ФЛАНЦЕМ | 1997 |
|
RU2115532C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ДЛИННОМЕРНЫХ ШЛИЦЕВЫХ ВАЛОВ С ХВОСТОВИКОМ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 1998 |
|
RU2132762C1 |
| Способ восстановления зубчатых колес | 1991 |
|
SU1803298A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННОГО КРЕСТОВОГО НОЖА | 2013 |
|
RU2533236C1 |
| Способ восстановления деталей | 1970 |
|
SU1049226A1 |
| Способ восстановления зубчатых венцов колес | 1985 |
|
SU1449302A1 |
| ШТАМП ДЛЯ ВОССТАНОВЛЕНИЯ КРЕСТОВЫХ НОЖЕЙ | 1996 |
|
RU2103139C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННОЙ ЗУБЧАТОЙ ЧАСТИ КРУПНОГАБАРИТНОЙ ШЕСТЕРНИ | 2010 |
|
RU2463148C2 |
