сплошного кольцевого шва на торцевую поверхность подложки зубьев, вместо прерывистой наплавки с двух сторон зубчатого венца; разгрузке зубьев от изгибающих усилий; образованию более равномерного припуска по длине зубьев.
Кроме того, при восстановлении расходуется меньшее количество наплавочного материала, так как часть компенсирующего износ металла перемещается из подложки зубчатого венца.
У заявляемого способа появляются свойства, не совпадающие со свойствами известных решений, а именно - исключение возможности продольного изгиба зубьев для колес с широким зубчатым венцом.
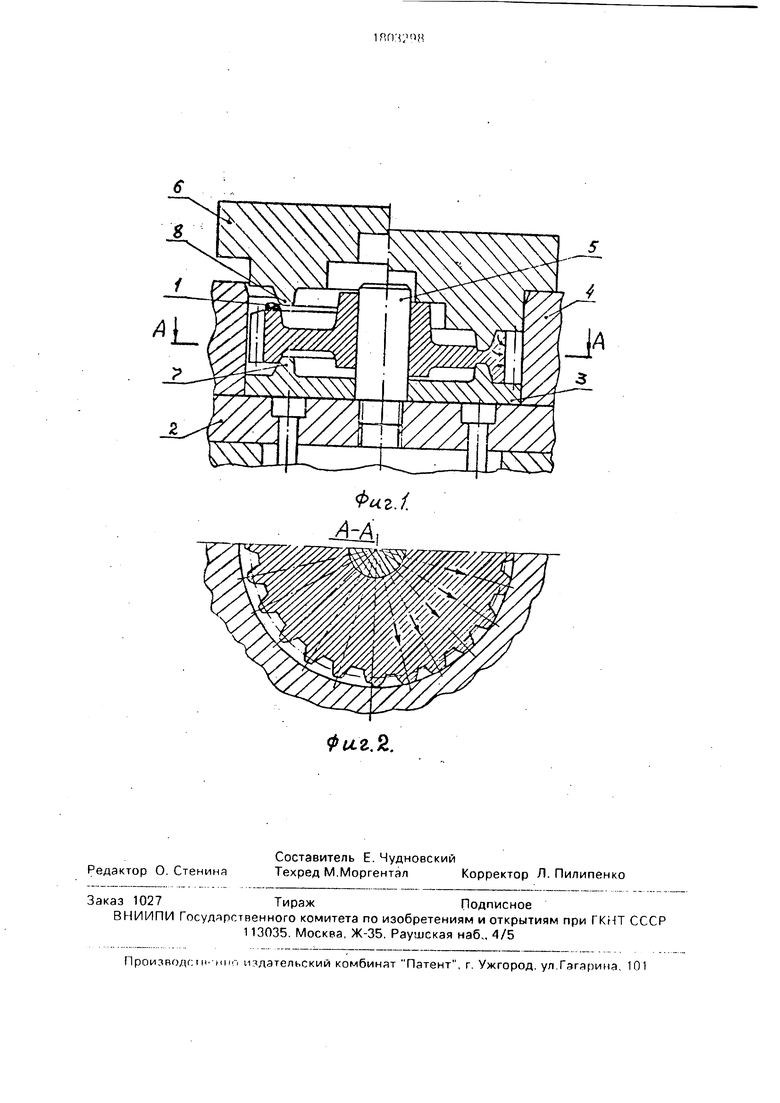
На фиг.1 представлена схема, поясняющая предлагаемый способ и показаны этапы формообразования; на фиг.2 дан разрез А-А на фиг.1.
На поверхность подложки зубчатого венца со стороны изношенных торцев зубьев наплавляют материал 1 кольцевым швом. Затем зубчатый венец нагревают до температуры пластической деформации в индукторе среднечастотной установки и укладывают в беззубчатый штамп. Штамп состоит из корпуса, в котором на подкладке установлена выталкивающая часть 3 матрицы. К корпусу прикреплена кольцевая вставка 4. Восстанавливаемое колесо центрируется на пальце 5. При движении пуансона 6 вниз наплавленный металл вдавливается в тело подложки зубчатого венца. Одновременно кольцевыми выступами 7 и 8 матрицы и пуансона деформируется вся подложка зубчатого венца с перемещением металла в тело зубьев. Зубчатый венец колеса при штамповке имеет ограничение по наружному диаметру, вследствие чего происходит утолщение зубьев (фиг.2), При подъеме пуансона вверх восстанавливаемая деталь поднимается вверх выталкивателем пресса.
Пример. Шестерня 52-1701110-31 коробки передач автомобиля ГАЗ-53 при капитальном ремонте автомобиля имеет среднеарифметическое значение износа по толщине зубьев 0,4 мм, то торцам зубьев 1,5 мм, отверстие ощутимых износов не имеет.
Шестерня, подлежащая восртановле- нию, в очищенном виде подается на наплавочный участок. На наплавочном станке У- 653 наносится кольцевой шов на поверхность подложки зубчатого венца. Наплавка производится проволокой 1.6 НпЗОХГСА
ГОСТ 10543-82 под слоем флюса АН-348А ГОСТ 9087-81.
Затем зубчатый венец нагревают в индукторе среднечастотной установки до температуры пластической деформации и
опрессовывают в штампе пресса. При этом наплавленный материал и кольцевые выступы матрицы и пуансона перемещают металл из подложки в тело зубчатого венца, образовывая припуски по всем поверхностям
зубьев. Отожженная шестерня после прошивки базового отверстия подвергается точению, зубофрезерованию, зубозакругле- нию и шевингованию. После механической обработки шестерня проходит цементацию
(нитроцементацию), закалку и низкий отпуск. Для обеспечения требуемой точности по нормам кинематической точности, плавности и контакта термообработанная шестерня повергается зубохонингованию.
Предлагаемый способ позволяет повысить производительность и качество восста- новления благодаря нанесению компенсирующего износ материала в виде сплошного кольцевого шва вместо прерывистого, разгрузке зубьев от изгибающих усилий и образованию более равномерного припуска на боковых поверхностях зубьев по их длине. Восстановление производится на универсальном оборудовании с применением стандартного режущего инструмента.
Формула изобретения Способ восстановления зубчатых колес, включающий наплавку на поверхность колеса, компенсирующего износ материала, его пластическое деформирование в беззубчатом штампе, отжиг, прошивку отверстия, механическую и последующую термическую обработку, отличающийся тем, что, с
целью повышения производительности и качества восстановления, наплавку осуществляют на торцевую поверхность, примыкающую к основанию зубчатого венца в виде непрерывного валика, а при пластическом деформировании наплавленный и основной металл зубчатого венца перемещают в тело зубьев.
фиг.&.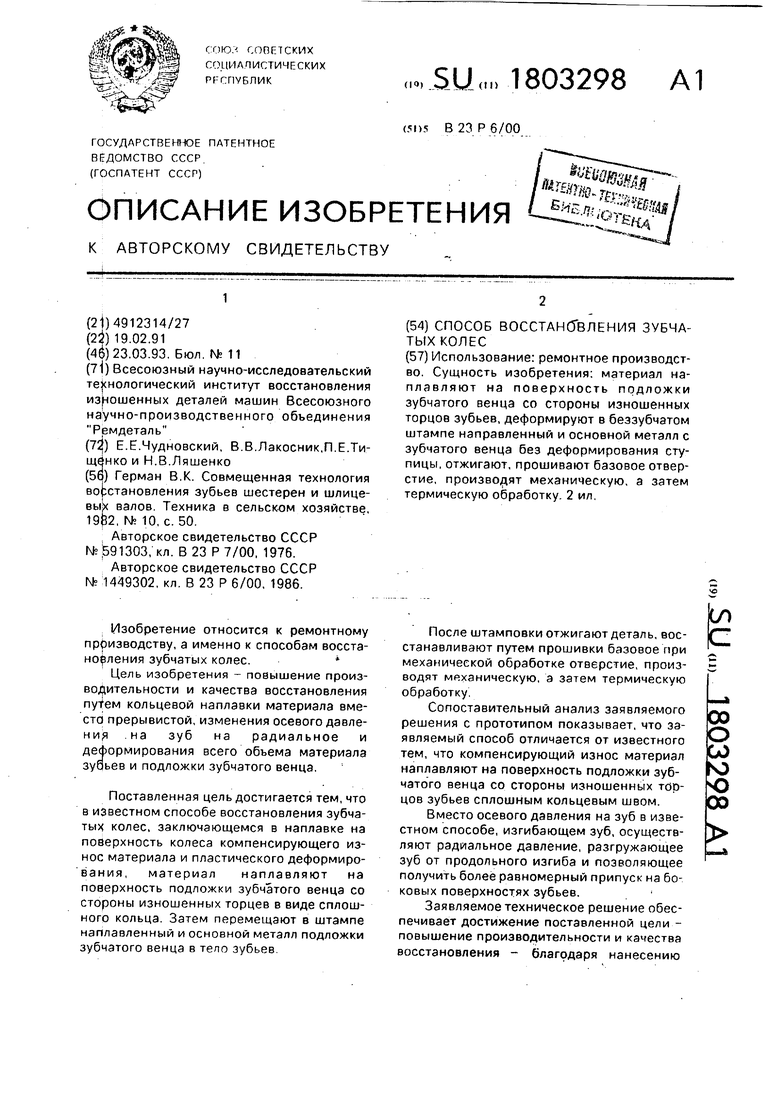
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления зубчатых венцов колес | 1985 |
|
SU1449302A1 |
| Штамп для восстановления зубчатых колес | 1986 |
|
SU1425019A1 |
| Способ восстановления шестерен | 1988 |
|
SU1648711A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЗУБЧАТЫХ ПЕРЕДАЧ | 2001 |
|
RU2213650C2 |
| Способ восстановления зубьев шестерен | 1975 |
|
SU568529A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СТУПИЦЫ С ФЛАНЦЕМ | 1997 |
|
RU2115532C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННОГО КРЕСТОВОГО НОЖА | 2013 |
|
RU2533236C1 |
| Способ восстановления изношенных зубчатых колес | 1979 |
|
SU874249A1 |
| Устройство для наплавки торцов зубьев шестерен | 1986 |
|
SU1388221A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ДЛИННОМЕРНЫХ ШЛИЦЕВЫХ ВАЛОВ С ХВОСТОВИКОМ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 1998 |
|
RU2132762C1 |