Изобретение относится к области металлургических продуктов, предназначенных для эксплуатации морских нефтяных скважин. В частности, оно относится к стальной проволоке, которая может быть использована в качестве армирующих или структурных элементов или сооружений для глубоководных работ, таких как гибкий морской трубопровод.
Известно, что первое требование, предъявляемое к этому типу проволоки в дополнение к повышенным механическим свойствам (в частности, предел прочности на разрыв), состоит в хорошей стойкости к водородному охрупчиванию в серосодержащей кислой среде, в частности к H2S, присутствующему в транспортируемых жидкостях и углеводородах.
Следует отметить, что эта стойкость является предметом NACE (Национальная ассоциация инженеров-коррозионистов) и API (Американский нефтяной институт) стандартов, в частности:
- NACE стандарт ТМ 0284 по стойкости водородиндуцированному растрескиванию (HIC) в морской воде, насыщенной кислым H2S;
- NACE стандарт ТМ 0177 по стойкости к сульфидному коррозионному растрескиванию под напряжением (SSCC) в кислой среде. Профилированная проволока в рассматриваемом в изобретении использовании должна отвечать более сложным условиям эксплуатации (большая глубина);
- и API стандарт 17J (технические условия для несвязанных гибких труб) для оценки HIC и SSCC на основе стресс-тестов в кислой среде.
Эта профилированная проволока может иметь круглое сечение, полученное простым волочением катанки большего диаметра. Она также может после волочения, прокатки или волочения с последующей прокаткой быть плющенной проволокой или с U-, Z-, Т-образным сечением и др. так, чтобы проволоки можно было пригонять друг к другу или скреплять с друг с другом для образования каркасной арматуры.
Сегодня коммерческое предложение стальной проволоки NACE качества для морского использования лежит преимущественно в области низколегированной стали, с конечным, после закалки и отпуска, пределом прочности на разрыв (Rm) около 900 МПа.
Как известно, для изготовления этой профилированной проволоки обычно используется марганцево-углеродистая сталь с 0,15-0,80 мас.% С, с исходной ферритно-перлитной структурой. Обычно, после формовки исходной круглой катанки применяется термическая обработка подходящей длительности для получения требуемой твердости. Именно этот уровень твердости соответствует допустимым критериям для применения. Например, ISO 15156 предусматривает, что эти сорта Мп сталей обладают подходящим сопротивлением разрушению в среде H2S для использования в качестве "профилированной проволоки", если твердость проволоки менее или равна 22 HRC.
Однако профилированная проволока, полученная обычными способами, не способна выдерживать относительно тяжелые условия кислотности, встречающиеся на большой глубине, которые предусмотрены стандартом NACE ТМ 0177 с раствором А (pH 2,7-4), в связи с присутствием значительного количества H2S в транспортируемом углеводороде, а тем более, если указанные уровни твердости выше 28 HRC (более 900 МПа).
Кроме того, это служит причиной, по которой документ PCT/FR 91/00328, опубликованный в 1991 году, описывает термомеханический способ изготовления профилированной проволоки перлитно-ферритной структуры с содержанием 0,25 - 0,8% углерода и соответствующего NACE ТМ 0177 и ТМ 0284 стандартам с раствором В (рН 4,8-5,4), в которой за счет конечного отжига для снижения механического напряжения нагартовкой металла снижен механический предел прочности на разрыв (Rm) до около 850 МПа.
Документ FR-B-2731371, опубликованный в 1996 году, также относится к изготовлению профилированной проволоки из углеродистой стали для армирования морских гибких труб, прочность которых в кислой среде с H2S должна быть на высоком уровне, что следует из общих знаний о влиянии микроструктуры стали на ее устойчивость к водородному охрупчиванию. Профилированная проволока, предложенная в этом документе, в которой содержится 0,05-0,8% С и 0,4-1,5% Мп, претерпевает после формовки волочение или (волочение-прокатка) закалку с последующей конечной дрессировкой. Полученная структура металла по существу является бейнитом-мартенситом. Таким образом, будет получаться профилированная проволока, готовая к использованию, с повышенными механическими свойствами, то есть Rm близким к 1050 МПа (т.е. в стали после закалки и отжига для достижения твердости на уровне 35 HRC, но реально достижимым в промышленности около 820 МПа), которые очевидно могут выходить далеко за пределы, рекомендованные стандартом ISO 15156, и устойчивостью к очень кислой среде (pH 3). Следует отметить, что в отсутствие конечного отжига может быть получена проволока с более высокой твердостью, даже с повышенными механическими характеристиками, но с явно более низкой химической устойчивостью к кислой среде.
На самом деле, понятно, что такие характеристики очень высокого уровня, предусмотренные для такой проволоки, должны быть реализованы в ограниченном числе вариантов использования. В соответствии с требованиями NACE прочность в соответствии с вышеуказанным стандартом API 17J при парциальном давлении 0,1 бар H2S с pH 3,5-5 действительно была бы достаточной для соответствия основным требованиям, в то время как профилированная проволока, изготовленная способом вышеуказанного документа можно сказать имеет избыточную прочность, поскольку они соответствуют повышенным требованиям стандартов ТМ 0177 и ТМ 0284, определенных для раствора А с pH около 3.
Более того, оказывается, что обычная профилированная проволока на рынке перлито-ферритной структуры без окончательной термообработки в основном не может соответствовать даже умеренным требованиям NACE.
Кроме того, морские гибкие трубы должны эксплуатироваться при возрастающей глубине погружения, сейчас существует большой спрос даже на пару сотен МПа более высокую прочность для достижения прочности порядка около 1300 МПа или более, без ухудшения качества NACE, в то же время следует помнить, водородная охрупчиваемость и механические характеристики являются противоположными свойствами: улучшение одного делается за счет другого и наоборот.
Кроме того, рынок ограничивает рост цен, что соответственно затрудняет обычное решение путем использования благородных легирующих элементов, таких как хром, ниобий и т.д., или путем использования длительных или многократных операций, что дорого, в частности, если они проводятся при высокой температуре.
В этой связи следует отметить, в частности, раскрытие JP 59001631 1984 (DATA BASE WPI Week 198407 Thomsom Scientific, London, GB; AN 1984-039733), который предлагает конечную и длительную восстановительную термообработку профилированной проволоки отжигом длительностью несколько часов.
Кроме того, способ, описанный в ЕР 1063313 А1, требует очень высокой степени нагартовки, около 85%, для достижения требуемого конечного диаметра проволоки волочением.
Также следует принять во внимание ЕР 1273670, относящийся к изготовлению стальных болтов, раскрытие которого подчеркивает возможное преимущество в коррозионной стойкости под нагрузкой перлитных болтов.
Изобретение предлагает достичь оптимальный баланс между требуемой хорошей стойкостью к водородному охрупчиванию во влажных условиях использования профилированной проволоки и ее повышенной механической прочностью в рамках промышленного изготовления, что позволит поставлять на рынок проволоку с привлекательными экономическими условиями.
Для этого создано изобретение, которое относится к профилированной проволоке из низколегированной углеродистой стали с высокими механическими характеристиками и стойкостью к водородному охрупчиванию, предназначенной для использования в качестве компонента гибких труб для подводных нефтяных скважин, характеризующейся тем, что она имеет следующий химический состав, выраженный в массовых процентах от общей массы, при переработке металла в жидком состоянии:
0,75≤С%≤0,95,
0,30≤Mn%≤0,85,
с Cr≤0,4%, V≤0,16%, Si≤1,40% и предпочтительно ≥0,15% и необязательно не более 0,06% А1, не более 0,1% Ni и не более 0,1% Cu, остальное железо и неизбежные примеси, и тем, что исходную катанку подвергают горячей прокатке в аустенитном диапазоне выше 900°C и затем охлаждению до комнатной температуры, до диаметра 5-30 мм, профилированную проволоку получают, сначала подвергая указанную исходную катанку термомеханической обработке на двух последовательных и расположенных в определенном порядке этапах, а именно изотермической закалке (обычно патентирование в расплавленном свинце), которая дает однородную перлитную микроструктуру, с последующей операцией холодного механического превращения (волочение, прокатка+волочение) с общей степенью нагартовки между 50 и около 80% максимум (и, если возможно, предпочтительно около 60%), чтобы придать ей окончательную форму, и тем, что полученную таким образом профилированную проволоку подвергают непродолжительной (предпочтительно менее одной минуты) восстановительной термообработке при температуре ниже Acl стали, из которой она изготовлена (предпочтительно 410-710°C), что обеспечивает требуемые конечные механические свойства.
Изобретение, которое было определено выше, основано на трех элементах: состав стали марки, обработка, применение, и может рассматриваться как оптимизация знаний, полученных заявителем в области металлургии стальной проволоки, используемой на больших морских глубинах.
Более подробно, эти три элемента могут быть детализированы следующим образом:
- простой состав стали, то есть марганцево-углеродистая (с содержанием С менее 0,75%) сталь, в противоположность к обычно используемому значительно более низкому содержанию углерода, без добавления упрочняющих элементов, но предпочтительно с легированием элементами дисперсоидами, такими как ванадий и хром, чтобы получить однородное распределение мелкодисперсных карбидов во всей матрице металла;
- эту сталь получают из горячекатаной катанки, охлажденной затем до комнатной температуры (т.е. с обычной ферритно-перлитной структурой, получаемой из аустенита при горячей прокатке), диаметр (5-30 мм) которой снижен по сравнению с обычной практикой. Этот признак позволит осуществить конечное превращение в профилированную проволоку, готовую для использования, операциями мягкого механического формования, т.е. без значительной нагартовки, которая может создать области неоднородности, при этом оператор, отвечающий за производственный процесс, должен настроить параметры работы (настройка рабочих параметров, выбор волочильной доски и калибр валка), чтобы ограничить местную нагартовку внутри проволоки.
Микроструктурой, которую следует создать изотермической закалкой, является перлит. Перлит, который легко получить в промышленном масштабе, обеспечит гомогенную насколько возможно металлургическую структуру по всей массе полученной проволоки, и будет в состоянии выдержать деформации, применяемые при волочении и/или прокатке.
- эта проволока представляет собой проволоку плоской формы или формы, включающей плоские части, или профилированной формы, предназначенной для подводных нефтяных скважин, чтобы формировать намотку, кольцевую или дуговую арматуру в структуре гибких и других труб. Как известно, профилированная стальная проволока располагается в трубопроводах между двумя слоями экструдированных полимеров, в зоне, называемой "кольцевой". В настоящее время известны физико-химические условия, преобладающие в этой зоне при использовании гибкой трубы. Они зависят от природы потока в трубопроводе (нефть и газ) и структуры различных слоев трубопровода. В частности, pH потока выше, чем считалось ранее в 1990/2000 годы (в среднем скорее около 5,5-4). Таким образом, цель изобретения состоит в поиске новых менее жестких условий, обеспечиваемых в кольцевой зоне, что позволяет использовать профилированную проволоку с более высокой механической прочностью.
Иными словами, сегодня качество NACE может быть совершенно обоснованно установлено при менее строгих результатах испытаний, чем результаты, предусмотренные стандартом API (заявителю пришлось адаптировать условия испытаний по сравнению со стандартом API, в частности pH, в соответствии с требованиями). Например, качество NACE может быть присвоено стальной проволоке, выдержавшей без повреждений или внутренних трещин в течение месяца при постоянной нагрузке 90% от Re в водном растворе с pH 5 - 6,5 и барботировании газа, содержащего CO2 и несколько миллибар H2S.
Изобретение, другие аспекты и преимущества будут лучше понятны из следующего описания, приведенного в виде примера.
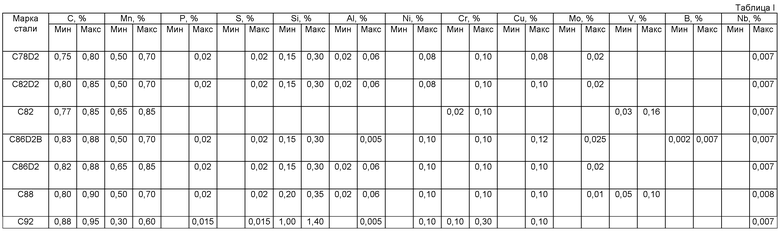
В таблице I на последней странице описания показано семь примеров стали с химической композицией в соответствии с изобретением, марки которых показаны в первом столбце в соответствии с системой обозначений заявителя.
Подробно рассмотрим пример композиции стали, обозначенной С88 (предпоследняя строка таблицы I), состав которой соответствует следующему массовому содержанию: С 0,861%, Mn 0,644%, P 0,012%, S 0,003%, Si 0,303%, Al 0,47%, Ni 0,015%, Cr 0,032%, Cu 0,006%, Mo 0,003% и V 0,065%.
Из круглой катанки диаметром 12 мм с этой композицией изготавливают конечную проволоку, готовую к использованию, в форме, включающей плоскую часть 9 мм × 4 мм следующими последовательными операциями.
Во-первых, следует отметить, что в соответствии с изобретением диаметр катанки не должен превышать 30 мм, так чтобы не было необходимости в нагартовке средней части проволоки в существенной степени во время последующего волочения, выполняемого с общей степенью нагартовки, не превышающей 80% максимально, для достижения требуемого конечного диаметра проволоки, готовой к использованию.
Катанка является стальной проволокой горячекатаной в ее аустенитном диапазоне (обычно выше 900°С), которую затем быстро охлаждают от температуры прокатки до температуры намотки рулона, с окончанием охлаждения до комнатной температуры в месте хранения в ожидании доставки потребителю.
После доставки потребителю эту исходную катанку разматывают из рулонов, сначала подвергают изотермической закалке от температуры окружающей среды. Обычно закалка будет состоять в патентировании при постоянной температуре около 520-600°C при пропускании через ванну с расплавленным свинцом и охлаждении. Операция патентировання придает стальной проволоке перлитную микроструктуру, которая будут сохраняться до конца с возможными следами феррита, но без бейнита и мартенсита.
Затем проводят волочение круглой или уже плоской проволоки "мягким" путем, то есть для того чтобы свести к минимуму уровень внутреннего напряжения, формируемого нагартовкой металла. Причина этого заключается в ограничении повреждений внутренней микроструктуры, которые создают благоприятные участки для преимущественного накопления водорода. Затем может быть проведена холодная прокатка проволоки для достижения конечного размера при условии, что общая степень нагартовки (волочение+прокатка) составляет от 50 до 80% максимум, и, если возможно, предпочтительно около 60%.
Rm промежуточной проволоки, полученной таким образом, составляет 1900 МПа.
Остается провести смягчающую термообработку для облегчения последующего формования и придания ей стойкости к водородному охрупчиванию, ухудшаемой нагартовкой. Для этой цели простая восстановительная термообработка, т.е. термообработка при температуре ниже значения Acl (410-710°C для всех использованных марок стали) и длительностью менее одной минуты, даст требуемое конечное Rm, точное значение которого, конечно, зависит от условий восстановительной обработки.
В таблице II ниже приведены конечные механические свойства, полученные для профилированной проволоки, для которой проведена быстрая восстановительная термообработка при следующих рабочих условиях, обозначенных строками А-Е: выдерживание в течение 5 секунд при температуре ниже температуры Acl изучаемой марки стали, которая приведена во второй колонке таблицы, перед быстрым охлаждением водой.
Другие столбцы представляют, соответственно, средний наибольший предел прочности на разрыв Rm, средний предел упругости Re, средний коэффициент удлинения до разрыва А% обработанной проволоки термомеханическими операциями и отношение Re/Rm.
Следует отметить, как можно было бы ожидать, Rm, как и Re, закономерно уменьшается при повышении температуры восстановления (строки А-Е). Отношение Re/Rm остается постоянным, и средний коэффициент удлинения А% увеличивается в ту же сторону.
Испытания NACE на HIC (водородиндуцированное растрескивание) и SSC (сульфидное коррозионное растрескивание под напряжением) проводят с полученной проволокой после этих различных восстанавливающих термообработок. Данные представлены в таблице III ниже.
Можно видеть, что все проанализированные образцы проходят испытание: после ультразвуковой проверки не обнаруживаются внутренние трещины типа вздутия, что указывало бы на коррозию водородным охрупчиванием.
Конечно, изобретение не ограничивается вышеописанными примерами, но распространяется на многие варианты и эквиваленты, насколько позволяет прилагаемая формула изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ХОЛОДНОКАТАНАЯ ПРОВОЛОКА ИЗ СТАЛИ С ВЫСОКОЙ УСТАЛОСТНОЙ ПРОЧНОСТЬЮ И С ВЫСОКИМ СОПРОТИВЛЕНИЕМ ВОДОРОДНОМУ ОХРУПЧИВАНИЮ И УСИЛЕННЫЕ ЕЮ ГИБКИЕ ТРУБОПРОВОДЫ | 2014 |
|
RU2662178C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ПРОВОЛОКИ, СТОЙКОЙ К КОРРОЗИИ В ПРИСУТСТВИИ H*002S, ПРОВОЛОКА И ГИБКИЙ ЭЛЕМЕНТ | 1991 |
|
RU2087554C1 |
| ВЫСОКОПРОЧНАЯ СТАЛЬНАЯ ПРОВОЛОКА | 2016 |
|
RU2695847C2 |
| МАРТЕНСИТНО-ФЕРРИТНАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ, ИЗГОТОВЛЕННЫЙ ПРОДУКТ И СПОСОБЫ ИХ ПРИМЕНЕНИЯ | 2015 |
|
RU2696513C2 |
| МЕТАЛЛИЧЕСКАЯ ПРОВОЛОКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2096496C1 |
| СПОСОБ ПОЛУЧЕНИЯ АРМАТУРНОЙ ПРОВОЛОКИ ИЗ ВЫСОКОУГЛЕРОДИСТОЙ СТАЛИ | 2012 |
|
RU2496888C1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОЛЕГИРОВАННОГО ХЛАДОСТОЙКОГО СВАРИВАЕМОГО ЛИСТОВОГО ПРОКАТА ПОВЫШЕННОЙ КОРРОЗИОННОЙ СТОЙКОСТИ | 2014 |
|
RU2569619C1 |
| СТАЛЬ ДЛЯ ЦЕПЕЙ ГОРНОДОБЫВАЮЩЕГО ОБОРУДОВАНИЯ И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2021 |
|
RU2801655C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОГО ЭЛЕМЕНТА И СТАЛЬНОЙ ДЕТАЛИ | 2021 |
|
RU2822646C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ПРОВОЛОКИ | 2011 |
|
RU2604542C2 |
Изобретение относится к производству профилированной проволоки из низколегированной углеродистой стали, предназначенной для использования в качестве компонента в гибких трубах для морской нефтедобычи. Для обеспечения требуемых механических характеристик проволока выполнена из стали, содержащей, в мас.%: 0,75≤С≤0,95, 0,30≤Mn≤0,85, Cr≤0,4, V≤0,16, Si≤1,40 и предпочтительно >0,15 и необязательно не более 0,06 Аl, не более 0,1% Ni, не более 0,1 Cu, остальное железо и неизбежные примеси, полученной при переработке металла в жидком состоянии. Проволоку изготавливают из горячекатаной и охлажденной до комнатной температуры катанки диаметром 5-30 мм, которую подвергают термомеханической обработке на двух последовательных этапах, а именно изотермической закалке для обеспечения однородной перлитной микроструктуры и последующему холодному волочению с общей степенью обжатия 50-80% для придания ей окончательной формы. Проволоку подвергают восстановительной кратковременной термообработке, выполняемой ниже Acl, предпочтительно 410-710°C. 2 н. и 1 з.п. ф-лы, 3 табл.
1.Способ получения профилированной проволоки из низколегированной углеродистой стали с повышенными механическими характеристиками и стойкостью к водородному охрупчиванию, предназначенной для использования в качестве компонента гибких труб для морских нефтяных скважин, включающий получение при переработке металла в жидком состоянии стали, содержащей в мас.%:
0,75 ≤ С ≤ 0,95
0,30 ≤ Mn ≤ 0,85
Cr ≤ 0,4
V ≤ 0,16
Si ≤ 1,40 и
предпочтительно ≥0,15 и
необязательно не более 0,06% Al
Ni не более 0,1
Cu не более 0,1
железо и
неизбежные примеси - остальное,
горячую прокатку стали в аустенитном диапазоне выше 900°C с получением катанки диаметром 5-30 мм, охлаждение её до комнатной температуры, термомеханическую обработку катанки последовательно в два этапа, при этом на первом этапе проводят изотермическую закалку путем патентирования с обеспечением однородной перлитной микроструктуры катанки, а на втором этапе ведут холодное волочение катанки с общей степенью деформации между 50 и максимум около 80% для придания ей окончательной формы проволоки, термообработку проволоки при температуре 410-710°C в течение не более одной минуты с получением требуемых конечных механических характеристик.
2. Способ по п.1, отличающийся тем, что изотермическую закалку путем патентирования осуществляют в расплавленном свинце.
3. Профилированная проволока из низколегированной углеродистой стали с повышенными механическими характеристиками и стойкостью к водородному охрупчиванию, предназначенная для использования в качестве компонента гибких труб для морских нефтяных скважин, характеризующаяся тем, что она получена способом по п.1 или 2.
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ПРОВОЛОКИ, СТОЙКОЙ К КОРРОЗИИ В ПРИСУТСТВИИ H*002S, ПРОВОЛОКА И ГИБКИЙ ЭЛЕМЕНТ | 1991 |
|
RU2087554C1 |
| Кусторез-измельчитель | 1982 |
|
SU1063313A1 |
| СПОСОБ ПРОИЗВОДСТВА ПОДКАТА ДЛЯ ХОЛОДНОДЕФОРМИРОВАННОЙ АРМАТУРЫ | 2008 |
|
RU2360979C1 |
| СПОСОБ ПРОИЗВОДСТВА АРМАТУРНОГО ПРОКАТА ПЕРИОДИЧЕСКОГО ПРОФИЛЯ ДЛЯ АРМИРОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ | 2009 |
|
RU2389804C1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |

