Область техники, к которой относится изобретение
Настоящее изобретение относится к нетекстурированной электротехнической листовой стали и, в частности, к нетекстурированной электротехнической листовой стали с высокой прочностью и превосходными усталостными свойствами и, кроме того, превосходными магнитными свойствами, которые соответственно используются в компонентах, которые подвергаются высоким напряжениям, обычно, приводные двигатели для турбогенераторов, электромобили и гибридные транспортные средства или роторы высокоскоростных вращающихся устройств, например, серводвигатели для роботов, станков и т.п. и к способу его изготовления. Кроме того, настоящее изобретение относится к вышеописанной нетекстурированной электротехнической листовой стали, обладающей более низкой ценой по сравнению со сталью известного уровня техники.
Известный уровень техники
Последние достижения в области систем привода обеспечили возможность регулировки частоты привода источников питания, предлагается все больше и больше двигателей с переменной скоростью, обеспечивающие высокую скорость вращения на частотах выше промышленной частоты. В таких двигателях, обеспечивающих высокую скорость вращения, центробежная сила, действующая на вращающиеся тела, пропорциональна радиусу вращения и растет пропорционально квадрату скорости вращения. Соответственно, в частности, материалы ротора для средне- и крупногабаритных высокоскоростных двигателей требуют высокой прочности.
Кроме того, в IPM (внутренний постоянный магний)-типа в инверторах прямого тока управляющих двигателей, которые стали шире использоваться в качестве двигателей в гибридных транспортных средствах, таких как приводные двигатели или двигатели компрессора, напряжение концентрируется на части между канавками встраиваемых магнитов ротора и внешней окружности ротора, или на узкой части моста шириной несколько миллиметров между канавками для встраиваемых магнитов. Поскольку размер двигателей может быть снижен при увеличении скорости вращения, существует растущая потребность в увеличении скорости вращения двигателя, например, в приводных двигателях для гибридных автомобилей с ограничением пространства и веса. Таким образом, высокопрочные материалы преимущественно используются в качестве основных материалов для использования в роторах высокоскоростных двигателей.
С другой стороны, поскольку вращающееся оборудование, такое как двигатели и генераторы, использует электромагнитные явления, основные материалы железных сердечников вращающегося оборудования также должны иметь отличные магнитные свойства. В частности, для роторов высокоскоростных двигателей необходимы низкие потери в железе при высокой частоте; потери в железе при высокой частоте могли бы привести к повышению внутренней температуры за счет вихревого тока, индуцированного высокочастотным магнитным потоком, что приводит к тепловому размагничиванию встроенных постоянных магнитов, снижая КПД двигателя, и так далее. Таким образом, существует потребность в такой электротехнической листовой стали в качестве материала роторов, которая обладает высокой прочностью и с превосходными магнитными свойствами.
Механизмы упрочнения стали включают твердорастворное упрочнение, дисперсионное упрочнение; измельчение кристаллического зерна, деформационное упрочнение и так далее. На сегодняшний день был рассмотрен и предложен ряд высокопрочных нетекстурированных электротехнических листовых сталей, соответствующих требованиям, сталей для роторов высокоскоростных двигателей.
В качестве примера использования твердорастворного упрочнения, например, JP 60-238421 A (PTL 1) предлагается способ повышения прочности стали добавлением элементов, таких как Ti, W, Mo, Mn, Ni, Co или Al в сталь в первую очередь для увеличения содержания Si от 3,5% до 7,0% и, кроме того, достижения твердорастворного упрочнения. Кроме того, в дополнение к вышеописанным способам упрочнения, JP 62-112723 A (PTL 2) предлагает способ улучшения магнитных свойств, контролем размера кристаллического зерна в диапазоне от 0,01 мм до 5,0 мм управлением конечного отжига.
Однако когда эти способы применяются в промышленном производстве, чаще могут случаться неисправности, такие как излом листа на линии прокатки после горячей прокатки, что может привести к снижению выхода и остановке при необходимости производственной линии. Возникновение излома листа может быть снижено, если холодную прокатку проводят в теплых условиях при температуре листа несколько сотен градусов Цельсия, в этом случае, однако, управление технологическим процессом будет затруднено, например, при настройке установки для теплой прокатки, жесткими ограничениями производства и так далее.
Кроме того, в качестве способа, использующего выделение карбонитридов, JP 06-330255 A (PTL 3) предлагается способ, который использует эффекты дисперсионного упрочнения и измельчения кристаллического зерна, обеспечиваемые карбонитридами в стали, стали с содержанием Si от 2,0% до 4,0%, C в диапазоне 0,05% или менее, и одного или двух из Nb, Zr, Ti и V в диапазоне 0,1<(Nb+Zr)/8(C+N)<1,0 и 0,4<(Ti+V)/4(C+N)<4,0.
Аналогично JP 02-008346 A (PTL 4) предлагает способ, в котором в дополнение к признакам, описанным в PTL 3, добавляют Ni и Mn в суммарном количестве от 0,3% до 10% к стали для твердорастворного упрочнения и дополнительно добавляют к стали Nb, Zr, Ti и V в том же соотношении, как описано в PTL 3, обеспечивая тем самым баланс высокой прочности с магнитными свойствами.
Однако если эти способы применяются для получения высокой прочности, возникают проблемы, которые не только неизбежно вызывают ухудшение магнитных свойств, но и делают полученные продукты чувствительными к дефектам поверхности, таким как плена, вызываемых выделениями, внутренним дефектам и т.д., приводящим к снижению качества продукции, и, кроме того, тенденции к снижению выхода продукта вследствие удаления дефектов и проблемы с изломом в процессе производства стального листа, а в результате приводит к увеличению стоимости. Кроме того, способ, описанный в PTL 4, приведет к еще большему увеличению стоимости, потому что он включает добавление дорогих элементов для твердорастворного упрочнения, таких как Ni.
Кроме того, в качестве способа использования деформационного упрочнения JP 2005-113185 A (PTL 5) предлагает способ для повышения прочности стали с содержанием Si в диапазоне от 0,2% до 3,5%, позволяя приданной микроструктуре оставаться в материале стали. В частности, PTL 5 раскрывает средства, которые позволяют не проводить термическую обработку после холодной прокатки, или, если ее проводят, выдерживать материал стали при 750°C в течение не более 30 секунд, предпочтительно при 700°C или ниже, более предпочтительно при 650°C или ниже, 600°C или ниже, 550°C или ниже, и 500°C или ниже. PTL 5 раскрывает фактические результаты, указывающие, что доля приданной микроструктуры составляет 5% с отжигом при 750°C в течение 30 секунд, 20% с отжигом при 700°C в течение 30 секунд и 50% с отжигом при 600°C в течение 30 секунд. В этом случае существует проблема, что такие низкие температуры отжига приводят к недостаточной коррекции формы прокатываемой полосы. Проблема неправильной формы стальных листов заключается в том, что она может привести к более низкому коэффициенту заполнения пакета шихтованного сердечника при изготовлении пакетированного сердечника двигателя, неоднородному распределению напряжений в роторе с высокой скоростью и так далее. Существует еще одна проблема, состоящая в том, что отношение обработанного зерна к рекристаллизованному зерну значительно меняется в зависимости от композиции стали и температуры отжига, что затрудняет получение стабильных свойств. Кроме того, нетекстурированную электротехническую листовую сталь обычно подвергают окончательному отжигу с использованием печи непрерывного отжига, в которой обычно поддерживается атмосфера, содержащая, по меньшей мере, несколько процентов водорода для снижения окисления поверхности стального листа. При проведении низкотемпературного отжига при температурах ниже 700°C в таком устройстве непрерывного отжига возникнут значительные эксплуатационные ограничения, такие как необходимость в длительных изменениях настройки температуры печи, замены атмосферы в печи для предотвращения взрыва водорода и так далее.
В свете вышеуказанного известного уровня техники авторы настоящего изобретения предложили в JP 2007-186790 A (PTL 6) высокопрочную электротехническую листовую сталь с балансом способности к коррекции формы стального листа с возможностью упрочнения нерекристаллизованной микроструктуры во время окончательного отжига, которую получают достаточным и избыточным добавлением Ti по отношению к С и N в кремнистой стали с пониженным содержанием С и N и тем самым повышением температуры рекристаллизации кремнистой стали. Проблема этого способа состоит еще в том, что он может увеличить стоимость сплава из-за относительно высокого содержания Ti, приводящего к изменению механических свойств из-за оставшейся рекристаллизованной микроструктуры и так далее.
Список цитированной литературы
Патентная литература
PTL 1: JP 60-238421 A
PTL 2: JP 62-112723 A
PTL 3: JP 6-330255 A
PTL 4: JP 2-008346 A
PTL 5: JP 2005-113185 A
PTL 6: JP 2007-186790 A
Краткое изложение существа изобретения
Техническая проблема, решаемая изобретением
Как описано выше, были сделаны некоторые предложения по созданию высокопрочной нетекстурированной электротехнической листовой стали. Однако, в предложениях, существующих на сегодняшний день, отсутствует возможность изготовления электротехнической листовой стали стабильным способом в промышленном масштабе с хорошим выходом и с низкой стоимостью с использованием обычных средств для получения, например высокопрочной нетекстурированной электротехнической листовой стали, которая имеет хорошие магнитные свойства в дополнение к высокому пределу прочности при растяжении и высокой усталостной прочности и, кроме того, удовлетворяющей требованиям к качеству стального листа, таким как те, которые относятся к поверхностным дефектам, внутренним дефектам, форме листа или тому подобное. В частности, высокопрочные листовые электротехнические стали, которые до сих пор были использованы для роторов высокоскоростных двигателей, приводят к ситуации, когда получаемые роторы неизбежно будут выделять тепло из-за их магнитных свойств, то есть имеют высокие потери в железе при высокой частоте, что создает ограничения технических норм при проектировании двигателей.
Таким образом, целью настоящего изобретения является создание высокопрочной нетекстурированной электротехнической листовой стали по низкой цене с превосходными магнитными свойствами и качеством стального листа и способа ее изготовления. В частности, целью настоящего изобретения является способ изготовления такой нетекстурированной электротехнической листовой стали стабильным способом в промышленном масштабе, и к тому же по низкой цене, предел прочности при растяжении которой составляет 650 МПа или более, желательно 700 МПа или более, и с хорошими низкими потерями в железе при высокой частоте так, что, например, стальной материал с толщиной листа 0,35 мм имеет значение W10/400, равное 40 Вт/кг или менее, желательно 35 Вт/кг или менее.
Пути решения проблемы
Авторы настоящего изобретения провели интенсивные исследования с высокопрочной электротехнической листовой сталью, которая может достичь вышеописанных целей и способов ее изготовления. В результате, авторы настоящего изобретения показали, что количество и отношение Ti и C, которые добавляются к стали, связаны с балансом между прочностными свойствами и магнитными свойствами электротехнической листовой стали, и что высокопрочная электротехническая листовая сталь с превосходными свойствами может быть изготовлена в стабильном режиме и при низких затратах за счет оптимизации количества выделения карбидов Ti.
То есть настоящее изобретение основывается на следующих данных:
(A) Рост кристаллического зерна электротехнической листовой стали в процессе окончательного отжига может быть ингибирован наличием относительно небольшого количества карбидов титана, причем может быть достигнуто упрочнение снижением размера кристаллического зерна.
(B) наличие избытка карбидов Ti не вносит вклад в эффективное ингибирование роста кристаллического зерна, а скорее имеет побочные эффекты, такие как появление большего числа поверхностных и внутренних дефектов, ухудшение качества листовой стали, способствующее возникновению излома и так далее. В этом смысле поверхностные дефекты, такие как плена, и внутренние дефекты значительно снижены контролем количества Ti, добавляемого к стали в соответствующем диапазоне.
С другой стороны, нитриды Ti формируются при более высоких температурах, чем карбиды Ti. Таким образом, они менее эффективны для ингибирования роста кристаллического зерна и не пригодны для контроля снижения размера кристаллического зерна, что является целью настоящего изобретения. Таким образом, для ингибирования роста кристаллического зерна контролем количества карбидов Ti желательно стабильно снижать содержание N. Это полностью отличается от обычных подходов, использующих дисперсионное упрочнение, где имеется аналогичное влияние С и N.
(C) В листовой стали с уменьшенным кристаллическим зерном раствор С не только повышает предел прочности при растяжении, но также улучшает усталостные свойства, существенно необходимые для материала ротора, вращающегося с высокой скоростью.
(D) Основными компонентами сплава, который обычно добавляют с целью снижения потерь в железе за счет увеличения электрического сопротивления электротехнической листовой стали, являются Si, Al и Mn. Эти три замещающих элемента сплава также обладают эффектом твердорастворного упрочнения стали. Соответственно, баланс между высокой прочностью и низкими потерями в железе эффективно обеспечивается на основе твердорастворного упрочнения этими элементами. Однако существует ограничение на добавление этих элементов, поскольку чрезмерное добавление приводит к охрупчиванию стали и создает трудности в изготовлении стали. Добавки на основе Si желательны для удовлетворения требования в твердорастворном упрочнении, снижении потерь в железе и производительности наиболее эффективным способом.
На основании полученных результатов авторы настоящего изобретения установили, что правильно сбалансированное использование твердорастворного упрочнения с использованием замещающих элементов сплава, состоящих в основном из Si, уменьшение кристаллического зерна карбидами Ti и твердорастворное упрочнением промежуточным элементом С, может дать нетекстурированную электротехническую листовую сталь, которая обладает высокой прочностью, отличными усталостными свойствами в условиях использования, и, кроме того, отличными магнитными свойствами и качеством листовой стали, по существу, без дополнительных ограничений на изготовление листовой стали или дополнительных стадий в обычном способе изготовления нетекстурированной электротехнической листовой стали, и также нашли способ, необходимый для ее изготовления. В результате авторы настоящего изобретения завершили настоящее изобретение.
С учетом этого, основными признаками настоящего изобретения являются следующие.
(i) Нетекстурированная электротехническая листовая сталь, включающая, в % масс.:
Si: 5,0% или менее;
Mn: 2,0% или менее;
Al: 2,0% или менее; и
P: 0,05% или менее,
в диапазоне, удовлетворяющем формуле (1), и стальной лист, дополнительно включающий, в % масс.:
C: 0,008% или более, но 0.040% или менее;
N: 0,003% или менее; и
Ti: 0,04% или менее,
в диапазоне, удовлетворяющем формуле (2), остальное Fe и случайные примеси:

где Ti∗=Ti-3,4[N%], и
[Si%], [Mn%], [Al%], [P%], [C%] и [N%] представляют содержание (% масс.) указанных элементов соответственно.
(ii) Нетекстурированная электротехническая листовая сталь в соответствии с вышеуказанным (i), в которой содержание Si, Mn, Al и P составляет, в % масс.:
Si: более 3,5%, но не более 5,0%,
Mn: 0,3% или менее,
Al: 0,1% или менее, и
P: 0,05% или менее.
(iii) Нетекстурированная электротехническая листовая сталь в соответствии с вышеуказанными (i) или (ii), дополнительно включающая, в % масс., по меньшей мере, один из следующих:
Sb: 0,0005% или более, но 0,1% или менее;
Sn: 0,0005% или более, но 0,1% или менее;
B: 0,0005% или более, но 0,01% или менее;
Ca: 0,001% или более, но 0,01% или менее;
РЗМ: 0,001% или более, но 0,01% или менее;
Co: 0,05% или более, но 5% или менее;
Ni: 0,05% или более, но 5% или менее; и
Cu: 0,2% или более, но 4% или менее.
(iv) Способ изготовления нетекстурированной электротехнической листовой стали, включающий:
выдержку стального сляба при температуре 1000°C-1200°C, причем стальной сляб включает, в % масс:
Si: 5,0% или менее,
Mn: 2,0% или менее,
Al: 2,0% или менее, и
P: 0,05% или менее,
в диапазоне, удовлетворяющем формуле (1), и дополнительно включает, в % масс.:
C: 0,008% или более, но 0,040% или менее,
N: 0,003% или менее, и
Ti: 0,04% или менее,
в диапазоне, удовлетворяющем формуле (2);
последующую горячую прокатку стального сляба для получения горячекатаного стального материала;
затем холодную прокатку или теплую прокатку стального материала за один или два, или большее число проходов с выполняемым между ними промежуточным отжигом, до конечной толщины листа; и
окончательный отжиг стального материала, причем до окончательного отжига стальной материал подвергают, по меньшей мере, однократной термической обработке, при которой стальной материал выдерживают при температуре 800°C или выше, и 950°C или ниже в течение 30 секунд или более, и затем окончательному отжигу при 700°C или выше 850°C или ниже, где формулы (1) и (2):

где Ti∗=Ti-3,4[N%].
(v) Способ изготовления нетекстурированной электротехнической листовой стали в соответствии с вышеуказанным (iv), где содержание Si, Mn, Al и P составляет, в % масс.:
Si: более 3,5%, но не более 5,0%,
Mn: 0,3% или менее,
Al: 0,1% или менее, и
P: 0,05% или менее.
(vi) Способ изготовления нетекстурированной электротехнической листовой стали в соответствии с вышеуказанными (iv) или (v), где стальной сляб дополнительно включает, в % масс., по меньшей мере, один элемент из следующих:
Sb: 0,0005% или более, но 0,1% или менее;
Sn: 0,0005% или более, но 0,1% или менее;
B: 0,0005% или более, но 0,01% или менее;
Ca: 0,001% или более, но 0,01% или менее;
РЗМ: 0,001% или более, но 0,01% или менее;
Co: 0,05% или более, но 5% или менее;
Ni: 0,05% или более, но 5% или менее; и
Cu: 0,2% или более, но 4% или менее.
Положительный эффект изобретения
В соответствии с настоящим изобретением может быть изготовлена нетекстурированная электротехническая листовая сталь с превосходными и механическими и магнитными свойствами, необходимыми для материала ротора высокоскоростного двигателя, и с отличным качеством стального листа в плане плены, формы листа и так далее. Настоящее изобретение также обеспечивает стабильное производство такой нетекстурированной электротехнической листовой стали с высоким выходом, без значительного увеличения стоимости или введения жестких ограничений на изготовление или необходимости в дополнительных стадиях, по сравнению с обычным производством нетекстурированной электротехнической листовой стали. Таким образом, настоящее изобретение применимо в области двигателей, таких как приводные двигатели электромобилей и гибридных транспортных средств или серводвигатели роботов и станков, где спрос на более высокие скорости вращения будет расти в будущем. Таким образом, настоящее изобретение имеет высокое промышленное значение и вносит значительный вклад в промышленность.
Краткое описание чертежей
Настоящее изобретение дополнительно будет описано ниже со ссылкой на прилагаемые чертежи, на которых:
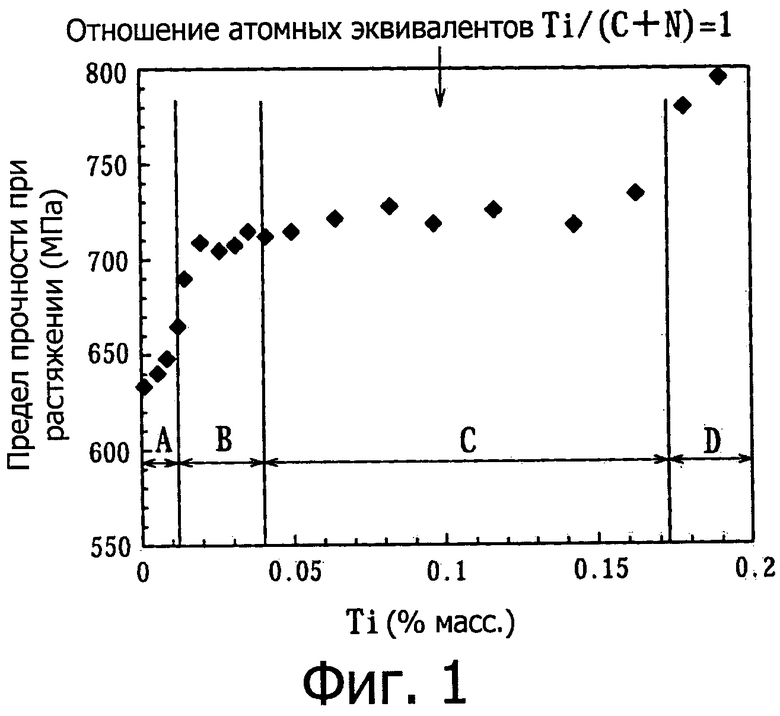
фиг.1 представляет график, иллюстрирующий взаимосвязь между содержанием Ti и пределом прочности при растяжении;
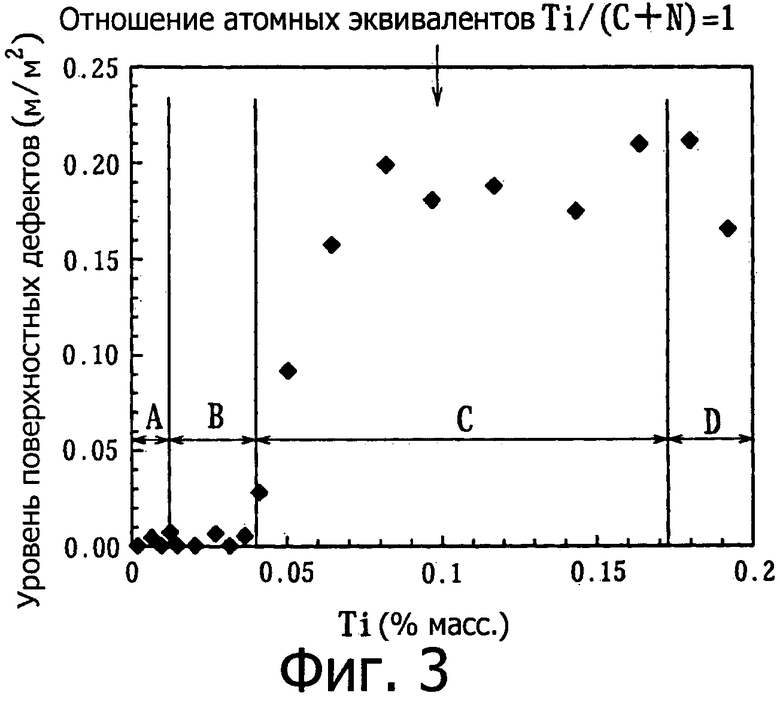
фиг.2 представляет график, иллюстрирующий зависимость между содержанием Ti и потерями в железе; и
фиг.3 представляет график, иллюстрирующий зависимость между содержанием Ti и долей поверхностных дефектов.
Осуществление изобретения
Экспериментальные результаты, лежащие в основе настоящего изобретения, будут подробно описаны ниже.
Авторы настоящего изобретения подробно исследовали как Ti, который является основным элементом, формирующим карбонитриды, влияет на качество стального листа относительно упрочнения выделением, рекристаллизации, поведения при росте зерна, плен и так далее. В результате было обнаружено, что Ti по-разному влияет, в частности, при добавлении, так чтобы в результате содержание Ti было равно или меньше общего содержания углерода и азота в атомных долях, и имеет оптимальный диапазон добавления для удовлетворения требований высокого уровня высокой прочности, а также магнитных свойств и качества стального листа. Основные экспериментальные результаты будут описаны ниже. Процент ″%″ каждой компоненты стали представляет ″% масс″, если не указано иное.
<Эксперимент 1>
Образцы стали с композицией стали, в основном состоящей из кремния (Si): от 4,0% до 4,1%, марганца (Mn): от 0,03% до 0,05%, алюминия (Al): 0,001% или менее, фосфора (P): от 0,007% до 0,009% и серы (S): от 0,001% до 0,002%, включающей по существу постоянное количество углерода (C): от 0,024% до 0,026% и азота (N): от 0,001% до 0,002% и различные количества титана (Ti) в диапазоне от 0,001% до 0,36%, были получены плавкой стали в вакуумной плавильной печи. Эти образцы стали нагревали до 1100°C и затем подвергали горячей прокатке до толщины 2,1 мм соответственно. Затем образцы стали подвергали отжигу в зоне горячих состояний при 900°C в течение 90 секунд и далее холодной прокатке до толщины 0,35 мм, после чего определяли наличие поверхностных дефектов стального листа (доля плен на единицу площади). Далее образцы стали подвергают окончательному отжигу при 800°C в течение 30 секунд и оценивают их механические свойства (с помощью JIS №5 на образцах для испытания на растяжение, вырезанных параллельно направлению прокатки) и магнитные свойства (используя образцы для теста Эпштейна, вырезанные в направлении прокатки и в поперечном направлении, измерением потерь в железе W10/400 с плотностью магнитного потока 1,0 Тл и частотой 400 Гц). Результаты исследования предела прочности при растяжении, магнитных свойств и появление поверхностных дефектов представлены на фиг.1, 2 и 3 в зависимости от содержания Ti, соответственно.
Во-первых, как показано на фиг.1, предел прочности при растяжении увеличивается при добавлении Ti. Однако было обнаружено, что этот эффект менее выражен в диапазоне содержания Ti, обозначенного ″A″ (диапазон A) на фиг.1, где содержание Ti меньше, в то время как стабильное улучшение прочности наблюдается в диапазоне содержания Ti, обозначенного ″B″ (Диапазон В) на фигуре. Кроме того, даже дальнейшее улучшение прочности достигается в диапазоне, обозначенном "C" (диапазон C) на фигуре, где содержание Ti выше. При изучении структуры стали в этих диапазонах было установлено, что в диапазоне B структура стали включают однородную микроструктуру с размером кристаллического зерна 10 мкм или менее, тогда как в диапазоне A она включает рост кристаллического зерна до значения более, чем в диапазоне B, в частности, смешанный размер зерна микроструктуры с частичным ростом зерна. С другой стороны, в диапазоне C структура стали становится многофазной, состоящей из нерекристаллизованного зерна и рекристаллизованного зерна.
Фиг.2 иллюстрирует взаимосвязь между содержанием Ti и W10/400 потерями в железе. Хотя хорошие свойства потерь в железе получены в диапазоне А с наименьшими потерями в железе, как показано на фиг.1, диапазон А показывает более низкий уровень прочности. С другой стороны, хотя высокопрочные материалы получены в диапазонах C и D на фиг.2, потери в железе также высокие в этих диапазонах. В противоположность этому, диапазон В предлагает материалы, которые имеют потери в железе почти такие же хорошие, как и в диапазоне A, тогда как результаты по пределу текучести сопоставимы с результатами, полученными в диапазоне C.
С другой стороны, как показано на фиг.3, доля дефектов поверхности начинает увеличиваться, когда содержание Ti превышает 0,04%, и продолжает расти примерно до точки, в которой отношение эквивалентов элементов Ti к C и N равно 1, где по существу достигнут постоянный процент возникновения дефектов поверхности. Полагая постоянным содержание C и N, количество выделений карбонитрида титана продолжает возрастать приблизительно до точки, в которой это отношение эквивалентов элементов равно 1, и затем остается постоянным. Таким образом, считается, что количество выделений карбонитрида титана связано с количеством возникновения дефектов поверхности. Эти результаты показали, что регулировкой содержания Ti в диапазоне В становится возможен баланс высокой прочности и низких потерь в железе, при одновременном снижении дефектов поверхности, которые могли бы привести к снижению выхода, и проблемой излома и непосредственно связаны с увеличением производственных затрат. То есть, предпочтительно, чтобы Ti содержался в количестве 0,04% или менее с точки зрения снижения дефектов поверхности, при условии, что его достаточно для формирования определенного количества карбонитридов Ti.
Кроме того, в результате дальнейших исследований, проведенных с теми же компонентами, за исключением вышеописанной стали и содержания азота и с меняющимся содержанием N, также было установлено, что нижний предел содержания Ti, при котором может быть получена высокая прочность, возрастает с увеличением содержания N. Однако дальнейшие исследования показали, что необходимо соответствие соотношению 0,008≤Ti∗ (где Ti∗=Ti-3,4[N%]). Исходя из этого, считается, что поскольку карбиды Ti вносят большой вклад в повышение прочности, в то время как нитриды Ti участвуют в меньшей степени, контроль содержания карбидов Ti является более важным.
Эти результаты показали, что регулированием содержания Ti на уровне диапазона В становится возможным сбалансировать высокую прочность и низкие потери в железе, при одновременном снижении дефектов поверхности, которые могли бы привести к снижению выхода и проблеме излома листа и непосредственно связаны с увеличением производственных затрат.
<Эксперимент 2>
Затем, чтобы исследовать детали влияния карбонитридов Ti, образцы стали с композицией, представленной в таблице 1, были получены выплавкой стали в вакуумной плавильной печи для получения стальных листов, каждый из которых имеет толщину 0,35 мм, по той же методике, что и в эксперименте 1. Содержание C и N в образцах стали изменялось с помощью образца стали ″a″ с малым содержанием углерода и азота для сравнения. Образцы стали ″c″ и ″d″ включают C и N, так что их общее содержание находится в пределах заданного диапазона. Доля дефектов поверхности, потери в железе и предел прочности при растяжении полученных образцов показаны в таблице 2. Тогда как образцы стали ″b″, ″c″ и ″d″ показывают увеличение прочности по отношению к образцу стали ″а″, при сравнении образцов стали ″c″ и ″d″, по существу с тем же общим количеством углерода и азота для оценки влияния добавления C и N, можно видеть, что образец стали ″c″ с более низким содержанием N имеет большую прочность. При изучении микроструктуры, было установлено, что образцы стали, перечисленные в порядке убывания размера кристаллического зерна a>d>b>c, также представляют порядок убывания предела прочности при растяжении.
Дополнительно исследуют усталостные свойства этих образцов. Испытания проводились в режиме напряжение относительно напряжения с коэффициентом асимметрии цикла напряжений 0,1 при частоте 20 Гц, где предел усталостной прочности определен как напряжение, которое позволяет образцу выдержать 10 миллионов циклов амплитуды напряжения. Эти результаты также показаны в таблице 2. Хотя наблюдается тенденция, заключающаяся в том, что материалы с более высоким пределом предел прочности при растяжении TS обладают более высоким пределом усталостной прочности FS, коэффициент прочности FS/TS отличается для различных материалов. В этом случае образец стали ″c″ дает наилучший результат. С другой стороны, образец стали ″d″ не настолько улучшает предел усталостной прочности при его высоком пределе прочности при растяжении. С учетом этих обстоятельств и в результате детальных исследований микроструктуры образца стали ″d″ установлено, что значительная часть выделений, предположительно выделений TiN с размером зерна более 5 мкм, распределены в микроструктуре и эти выделения участвуют в возникновении усталостного разрушения. Следует отметить, что азот вступает в реакцию с титаном при относительно высоких температурах от 1100°C или выше и имеет тенденцию к выделению по-видимому в виде TiN. Таким образом, предполагается, что TiN способствует возникновению усталостного разрушения и является менее эффективным по сравнению с карбидами Ti в ингибировании роста кристаллического зерна, что является одной из целей настоящего изобретения.
С другой стороны, при сравнении образцов стали ″b″ и ″c″ также было установлено, что образец стали ″c″ дает более хорошие результаты по пределу прочности при растяжении и пределу усталостной прочности и, в частности, характеризуется относительно высоким пределом усталостной прочности и высоким коэффициентом прочности FS/TS. Поскольку содержание Ti и N в образцах стали ″b″ и ″c″ по существу одинаковое, у них аналогичное поведение при выделении нитридов Ti и карбидов Ti. Таким образом, считается, что различие между ними связано с разницей в количестве растворенного углерода. Соответственно предполагают, что наличие растворенного углерода снижает возникновение и распространение трещин и повышает предел усталостной прочности путем блокировки дислокации, вызываемых при повторяющихся циклах напряжения, например, присутствующих в испытаниях на усталость. Таким образом, также важно обеспечить формирование растворенного углерода.
На основании вышеописанных экспериментальных результатов, авторы настоящего изобретения выполнили дальнейшие исследования того, как эти факторы, включая карбиды Ti, нитриды Ti и растворенный углерод, при добавлении относительно небольшого количества Ti, влияют на структуру стали, качество поверхности стального листа, а также механические свойства и магнитные свойства стальных листов. В результате изобретатели определили правила, полностью применимые к этим факторам, и завершили настоящее изобретение.
Настоящее изобретение будет подробно описано далее в отношении каждого из требований. Во-первых, описаны основания для ограничения основных компонентов стали. Сталь согласно настоящему изобретению включает Si: 5,0% или менее, Mn: 2,0% или менее, Al: 2,0% или менее, P: 0,05% или менее в диапазоне, удовлетворяющем формуле (I):

Целью настоящего изобретения является создание электротехнической листовой стали с высокой прочностью и превосходными магнитными свойствами с низкими затратами. Для этого необходимо достичь твердорастворного упрочнения выше определенного уровня посредством вышеописанных четырех основных компонентов сплава. Таким образом, важно определить содержание четырех основных компонентов сплава, как описано ниже, и добавить эти компоненты в сталь так, чтобы общее количество этих компонентов сплава находилось в пределах диапазона, удовлетворяющего вышеприведенной формуле (1), с учетом индивидуального вклада в твердорастворное упрочнение. То есть, если формула (1) дает результат менее 300, прочность полученного материала является недостаточной, а если формула (1) дает в результате более 430, возникает больше проблем с растрескиванием листа во время изготовления стального листа, что приводит к ухудшению производительности и значительному увеличению стоимости изготовления.
Далее описаны основания для ограничения содержания каждого из четырех основных компонентов сплава.
Si≤5,0%
Кремний (Si) обычно используется в качестве раскислителя и одного из основных элементов, включенных в нетекстурированную электротехническую листовую сталь, которые увеличивают электрическое сопротивления стали для снижения потерь в железе. Кроме того, Si обладает высокой способностью к твердорастворному упрочнению. То есть Si является элементом, который обязательно добавлен к нетекстурированной электротехнической листовой стали, поскольку он способен обеспечить высокий предел прочности при растяжении, высокую усталостную прочность и низкие потери в железе наиболее сбалансированным образом по сравнению с другими элементами, вызывающими твердорастворное упрочнение, такими как Mn, Al или Ni, которые добавляют в нетекстурированную электротехническую листовую сталь. Для этого преимущественное содержание Si в стали составляет 3,0% или более, более предпочтительно более 3,5%. Однако выше 5,0%, ухудшение ударной прочности становится выраженным, что требует сложного контроля во время проходки листа и процесса прокатки, что приводит к снижению производительности. Поэтому верхний предел содержания Si должен быть 5,0% или меньше.
Mn≤2,0%
Марганец (Mn) является эффективным для улучшения свойств красноломкости и также увеличивает электрическое сопротивление стали для снижения потерь в железе и повышения прочности стали твердорастворным упрочнением. Таким образом, содержание Mn в стали предпочтительно составляет 0,01% или более. Однако добавление Mn является менее эффективным для повышения прочности стали по сравнению с Si и его чрезмерное добавление приводит к охрупчиванию полученной стали. Таким образом, содержание Mn составляет 2,0% или менее.
Al≤2,0%
Алюминий (Al) является элементом, который обычно используется в качестве сильного раскислителя для улучшения стали. Кроме того, как и в случае с Si и Mn, Al также увеличивает электрическое сопротивление стали для снижения потерь в железе и повышения прочности стали твердорастворным упрочнением. Таким образом, содержание в стали Al предпочтительно составляет 0,0001% или более. Однако добавление Al является менее эффективным для повышения прочности стали, по сравнению с Si, и его чрезмерное добавление приводит к охрупчиванию полученной стали. Поэтому содержание Al составляет 2,0% или менее.
P≤0,05%
Фосфор (P) является чрезвычайно эффективным для повышения прочности стали, поскольку он обладает высокой способностью твердорастворного упрочнения даже при добавлении в относительно небольших количествах. Таким образом, содержание в стали P предпочтительно составляет 0,005% или более. Однако чрезмерное добавление P приводит к охрупчиванию стали из-за сегрегации, что приводит к межкристаллитным трещинам или уменьшению способности к прокатке. Поэтому содержание P ограничено 0,05% или менее.
Кроме того, среди этих основных элементов сплава Si, Mn, Al и P, разработка сплава на основе Si является преимущественной для осуществления баланса твердорастворное упрочнение/низкие потери в железе и наиболее эффективной производительности. То есть предпочтительно содержание Si в стали составляет более 3,5% для оптимизации баланса свойств нетекстурированной электротехнической листовой стали, причем содержание остальных трех элементов предпочтительно регулируют следующим образом: Mn: 0,3% или менее, Al: 0,1% или менее, P: 0,05% или менее. Основания для ограничения верхнего предела описаны выше.
Кроме того, в настоящем изобретении C, N и Ti также являются важными элементами. Это связано с их важностью для ингибирования роста кристаллического зерна в процессе отжига стального листа с использованием соответствующего количества мелкодисперсных карбидов титана и приобретения способности усиления измельчения кристаллического зерна. Для этого необходимо содержание C: от 0,008% или более до 0,040% или менее, N: 0,003% или менее и Ti: 0,04% или менее в стали в диапазоне, удовлетворяющем формуле (2):

где Ti∗=Ti-3,4[N%].
0,008%≤С≤0,040%
Углерод (C) должен присутствовать в стали в количестве 0,008% или более. Содержание углерода менее 0,008% затрудняет обеспечение стабильного выделения мелкодисперсных карбидов Ti и приводит к недостаточному количеству растворенного C, и в этом случае дальнейшее улучшение усталостной прочности невозможно. С другой стороны, избыточное добавление C приводит к ухудшению магнитных свойств, при этом оно становится фактором, ответственным за увеличение стоимости, из-за получения более выраженного деформационного упрочнения при холодной прокатке и повреждения листа, наращивания циклов прокатки из-за увеличения нагрузки при прокатке, и так далее. Поэтому верхний предел С ограничивается 0,04%.
N≤0,003%
Азот (N) образует нитриды Ti, которые, однако, образуются при более высоких температурах, чем карбиды титана. Таким образом, N менее эффективен для ингибирования роста кристаллического зерна, а не очень эффективен для измельчения кристаллического зерна. Наоборот, N иногда вызывает побочные эффекты, такие как возникновение усталостного разрушения. Таким образом, содержание N ограничено 0,003% или менее. Кроме того, без ограничения нижний предел предпочтительно составляет около 0,0005% для обеспечения способности к дегазации при выплавке стали и во избежание ухудшения производительности из-за длительности переработки.
Ti≤0,04%
Контроль карбидов титана (Ti) имеет большое значение в настоящем изобретении. Ti при высоких температурах имеет тенденцию к образованию нитридов, а не карбидов. Таким образом, необходимо контролировать количество образующихся карбидов Ti. Если количество Ti, который способен образовывать карбиды, обозначить как Ti∗, то Ti∗ представляет содержание Ti минус атомный эквивалент N, а именно:
Ti∗=Ti-3,4[N%]
Для того чтобы добавленный Ti выделялся в виде карбидов титана для повышения прочности стали, наряду с ингибированием роста кристаллического зерна для предотвращения увеличения потерь в железе, необходимо использовать надлежащее количество C и соответствовало Ti∗≥0,008. С другой стороны, если содержание Ti возрастает по отношению к содержанию C, происходит уменьшение количества растворенного C, в этом случае дальнейшее улучшение усталостной прочности более не является возможным. Таким образом, также одновременно необходимо соответствие Ti∗<1,2[C%].
Кроме того, если содержание Ti превышает 0,04%, как описано выше со ссылкой на фиг.3, будет возникать больше дефектов поверхности и качество стального листа и выход будет снижены, что приводит к увеличению стоимости. Поэтому верхний предел содержания Ti составляет 0,04%.
Настоящее изобретение также может включать элементы, отличные от вышеуказанных элементов без ущерба для эффекта настоящего изобретения. Например, настоящее изобретение может включать: сурьму (Sb) и олово (Sn), каждый из которых обладает эффектом улучшения магнитных свойств стали, в диапазоне 0,0005%-0,1%; бор (B), который обладает эффектом повышения прочности границ зерна стали в диапазоне 0,0005%-0,01%; Ca и РЗМ, каждый из которых обладает эффектом контроля форм оксидов и сульфидов и улучшения магнитных свойств стали в диапазоне 0,001%-0,01%, Co и Ni, каждый из которых обладает эффектом улучшения плотности магнитного потока стали в диапазоне 0,05%-5% и Cu, которая, как полагают, обеспечивает дисперсионное упрочнение в диапазоне 0,2%-4%.
Основания для ограничения способа изготовления согласно настоящему изобретению будут описаны ниже.
В настоящем изобретении процесс изготовления от выплавки стали до холодной прокатки может быть выполнен соответствующими способами, как правило, используемыми для изготовления обычной нетекстурированной электротехнической листовой стали. Например, сталь, изготовленная выплавкой стали и улучшения с помощью заданных компонентов в конвертере или электрической печи, может быть подвергнута непрерывному литью или блюмингу после отливки слитка для получения стальных слябов, которые в свою очередь могут быть подвергнуты стадиям способа, включая горячую прокатку, необязательный отжиг в зоне горячих состояний, холодную прокатку, окончательный отжиг, нанесение изолирующего покрытия и отжиг и так далее для изготовления стальных листов. На этих стадиях условия для надлежащего контроля состояния выделений будут описаны ниже. Следует отметить, что отжиг в зоне горячих состояний необязательно может быть проведен после горячей прокатки, и что холодная прокатка может быть выполнена за один или два или большее число проходов с промежуточным отжигом между ними.
Стальные слябы, состоящие из вышеуказанных химических композиций, должны быть подвергнуты горячей прокатки при температуре нагрева сляба 1000°C-1200°C. То есть, если температура нагрева сляба ниже 1000°C, то невозможно достичь эффекта ингибирования роста кристаллического зерна в процессе окончательного отжига в достаточной степени из-за выделения и роста карбидов Ti в процессе нагрева сляба. Кроме того, температура нагрева сляба выше 1200°C не только невыгодна с точки зрения затрат, но также приводит к деформации сляба, благодаря снижению прочности при высокой температуре, что препятствует, например, извлечению стального сляба из нагревательной печи, что приводит к снижению эксплуатационных качеств. Таким образом, температура нагрева сляба должна быть в пределах 1000°C-1200°C. Кроме того, горячая прокатка не ограничивается конкретным типом и может быть выполнена в условиях, например, горячей прокатки с конечной температурой в диапазоне 700°C - 950°C и температуре намотки 750°C или ниже.
Затем полученные горячекатаные стальные материалы подвергают необязательному отжигу в зоне горячих состояний и холодной прокатке или теплой прокатке в один или два, или большее число проходов с промежуточным отжигом между ними до достижения конечной толщины листа перед окончательным отжигом. Перед окончательным отжигом важно подвергнуть стальные материалы термической обработке, по меньшей мере, однократной, при которой стальные материалы выдерживают при температуре 800°C или выше и 950°C или ниже в течение 30 секунд или более. Эта термическая обработка может обеспечить выделение карбидов титана в микроструктурах до окончательного отжига и тем самым подавлять рост кристаллического зерна в процессе окончательного отжига
Если вышеописанную термообработку проводят при температуре ниже 800°C, в результате выделения могут быть недостаточными, в то время как выше 950°C эффект ингибирования роста кристаллического зерна в процессе окончательного отжига будет недостаточным за счет роста выделений.
Кроме того, вышеуказанную термическую обработку предпочтительно осуществляют в комбинации с отжигом в зоне горячих состояний или с промежуточным отжигом перед окончательным отжигом.
Последующий окончательный отжиг может быть проведен при 700°C или выше и 850°C или ниже, чтобы таким образом контролировать микроструктуру рекристаллизованного зерна в однородном и мелкодисперсном состоянии, с образованием листовой электротехнической стали с высокой прочностью и превосходными магнитными свойствами. Если конечный отжиг проводят при температуре ниже 700°C, получаемая рекристаллизация является недостаточной, в то время как при температуре выше 850°C, кристаллическое зерно имеет тенденцию к росту даже при применении признаков настоящего изобретения, в результате чего снижается прочность продуктов. После этого окончательного отжига, стальные материалы подвергают процессам нанесения на них изоляционного покрытия и отжига для получения конечного продукта.
Пример 1
Стальные образцы, с композицией, представленной в таблице 3, получают выплавкой стали в вакуумной плавильной печи, нагретой до 1100°C, и затем подвергают горячей прокатке до толщины 2,1 мм. Затем образцы подвергают отжигу в зоне горячих состояний при 900°C в течение 90 секунд и затем холодной прокатке, которая должна быть завершена при толщине 0,35 мм. В этот момент проводят оценку возникновения дефектов поверхности стального листа, используя размер плены на единицу площади для сравнения. Затем образцы подвергают окончательному отжигу в течение 30 секунд при двух различных условиях 750°C и 800°C соответственно. Затем из листовой стали, полученной таким способом, вырезают образцы параллельно направлению прокатки для испытания на растяжение и испытания на усталость. Кроме того, магнитные свойства оценивают на основе потерь в железе с плотностью магнитного потока 1,0 Тл и частотой 400 Гц тестом Эпштейна, для образцов, которые вырезают в направлении прокатки и в поперечном направлении, соответственно. Результаты оценки показаны в таблице 4.
Из таблицы 4 видно, что у образца стали №1, значение Ti∗ которой не входит в объем притязаний настоящего изобретения, свойства существенно зависят от температуры окончательного отжига, что представляет собой проблему с точки зрения контроля качества. С другой стороны у образцов стали, включающей соответствующее количество Ti, разность в свойствах в зависимости от температуры окончательного отжига меньше, что стабильно дает высокий предел прочности при растяжении. Однако по сравнению с образцами стали №2 и 3 с композицией стали в пределах диапазона, определенного настоящим изобретением, образцы стали №4, 5 и 6, с содержанием Ti, в каждом случае выходящим за рамки настоящего изобретения, демонстрируют не очень высокий предел усталостной прочности для их высокого предела прочности при растяжении и с плохими магнитными свойствами и количеством плены.
Пример 2
Образцы стали с композициями, показанными в таблице 5, получают выплавкой стали в вакуумной плавильной печи, нагретой до 1050°C, и затем подвергают горячей прокатке до толщины 2,1 мм. Затем образцы подвергают отжигу в области горячих состояний при 850°C в течение 120 секунд и затем холодной прокатке до конечной толщины 0,35 мм. В этот момент проводят оценку наличия дефектов поверхности стального листа, используя размер плены на единицу площади для сравнения. Затем образцы стали подвергают окончательному отжигу при 800°C в течение 30 секунд. Затем из листовой стали, полученной таким способом, вырезают образцы параллельно направлению прокатки для испытания на растяжение и испытания на усталость. Кроме того, магнитные свойства оценивают на основе потерь в железе с плотностью магнитного потока 1,0 Тл и частотой 400 Гц тестом Эпштейна, для образцов, которые вырезают в направлении прокатки и в поперечном направлении, соответственно. Результаты показаны в таблице 6. Кроме того, образец стали №18, который не удовлетворяет соотношению формулы (1), представленной в настоящем изобретении, претерпевает излом при холодной прокатке, поэтому далее не оценивается.
Как можно видеть из таблицы 6, каждый из стальных листов согласно настоящему изобретению имеет меньше плены, хорошие потери в железе и высокий предел прочности при растяжении, а также высокий предел усталостной прочности.
Изобретение относится к области металлургии, а именно к изготовлению нетекстурированной электротехнической листовой стали, используемой при изготовлении деталей, подвергающихся высоким напряжениям. Сталь содержит, в мас.%: C: 0,008 или более и 0,040 или менее, Si: 5,0 или менее, Mn: 2,0 или менее, Al: 2,0 или менее, P: 0,05 или менее, N: 0,003 или менее, Ti: 0,04 или менее, Fe и неизбежные примеси - остальное. Содержания входящих в сталь компонентов удовлетворяют выражениям (1) и (2):  ,
,
 , где Ti∗=Ti-3,4[N%]. Сталь обладает высокими магнитными и механическими свойствами, низкой ценой, а также высоким качеством изготавливаемого стального листа. 2 н. и 4 з.п. ф-лы, 3 ил., 6 табл., 2 пр.
, где Ti∗=Ti-3,4[N%]. Сталь обладает высокими магнитными и механическими свойствами, низкой ценой, а также высоким качеством изготавливаемого стального листа. 2 н. и 4 з.п. ф-лы, 3 ил., 6 табл., 2 пр.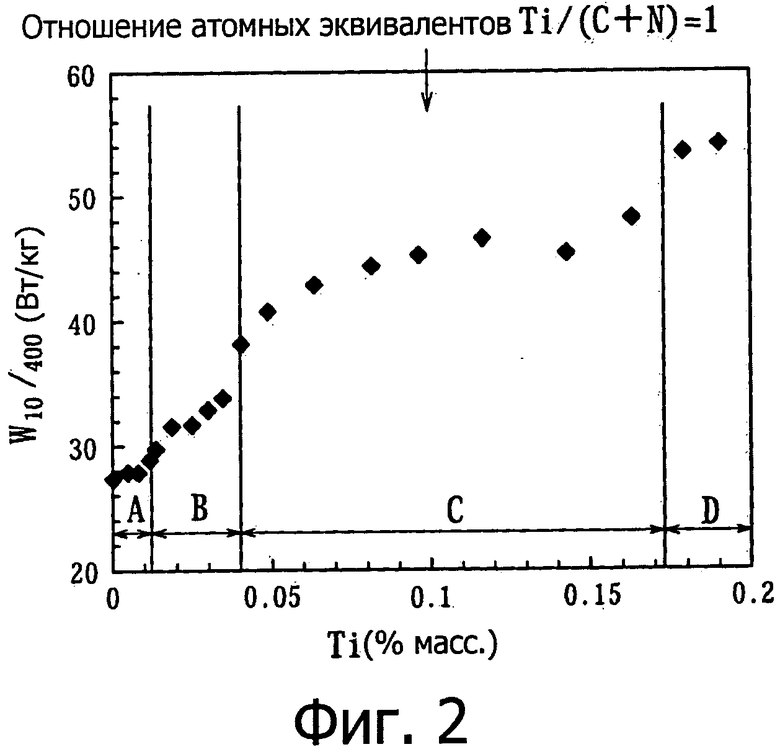
1. Нетекстурированная электротехническая листовая сталь, содержащая, в мас.%:
Si: 5,0 или менее
Mn: 2,0 или менее
Al: 2,0 или менее и
P: 0,05 или менее,
в диапазоне, удовлетворяющем выражению (1):

и дополнительно включающая, в мас.%:
C: 0,008 - 0,040
N: 0,003 или менее и
Ti: 0,04 или менее,
в диапазоне, удовлетворяющем выражению (2),
 ,
,
где Ti*=Ti-3,4[N%],
Fe и случайные примеси - остальное.
2. Нетекстурированная электротехническая листовая сталь по п.1, в которой содержание Si, Mn, Al и P составляет, в мас.%:
Si: более 3,5 и не более 5,0
Mn: 0,3 или менее
Al: 0,1 или менее и
P: 0,05 или менее.
3. Нетекстурированная электротехническая листовая сталь по п.1 или 2, которая дополнительно содержит по меньшей мере один элемент, в мас.%:
Sb: 0,0005 - 0,1
Sn: 0,0005 - 0,1
B: 0,0005 - 0,01
Ca: 0,001 - 0,01
РЗМ: 0,001 - 0,01
Co: 0,05 - 5
Ni: 0,05 - 5 и
Cu: 0,2 - 4.
4. Способ изготовления нетекстурированной электротехнической листовой стали, включающий выдержку стального сляба при температуре 1000°C-1200°C, причем стальной сляб содержит, в мас.%:
Si: 5,0 или менее
Mn: 2,0 или менее
Al: 2,0 или менее и
P: 0,05 или менее,
в диапазоне, удовлетворяющем выражению (1):
и дополнительно содержит, в мас.%:
C: 0,008 - 0,040
N: 0,003 или менее и
Ti: 0,04 или менее,
в диапазоне, удовлетворяющем выражению (2):
,
где Ti*=Ti-3,4[N%];
и последующую горячую прокатку стального сляба для получения горячекатаного стального материала;
затем холодную прокатку стального материала или теплую прокатку в один или два, или большее число проходов с промежуточным отжигом между ними до конечной толщины листа; и
окончательный отжиг стального материала при 700°C или выше и 850°C или ниже, при этом до окончательного отжига стальной материал подвергают термической обработке, по меньшей мере однократной, при которой стальной материал выдерживают при температуре 800°C или выше и 950°C или ниже в течение 30 секунд или более.
5. Способ изготовления нетекстурированной электротехнической листовой стали по п.4, в котором содержание Si, Mn, Al и P в стали составляет, в мас.%:
Si: более 3,5 но не более 5,0
Mn: 0,3 или менее
Al: 0,1 или менее и
P: 0,05 или менее.
6. Способ изготовления нетекстурированной электротехнической листовой стали по п.4 или 5, в котором стальной сляб дополнительно содержит по меньшей мере один элемент, в мас.%:
Sb: 0,0005 - 0,1
Sn: 0,0005 - 0,1
B: 0,0005 - 0,01
Ca: 0,001 - 0,01
РЗМ: 0,001 - 0,01
Co: 0,05 - 5
Ni: 0,05 - 5 и
Cu: 0,2 - 4.
| ЛИСТ ВЫСОКОПРОЧНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2006 |
|
RU2398894C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОКАТАНОЙ ЛЕНТЫ ИЛИ ЛИСТА И СТАЛЬНОЙ ЛИСТ | 1990 |
|
RU2018542C1 |
| ЛИСТ ИЗ НЕОРИЕНТИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ, ПРЕВОСХОДНЫЙ ПО ПОТЕРЯМ В СЕРДЕЧНИКЕ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2311479C2 |
| НЕТЕКСТУРИРОВАННЫЙ ЭЛЕКТРОТЕХНИЧЕСКИЙ СТАЛЬНОЙ ЛИСТ, УЛУЧШЕННЫЙ ПО ПОТЕРЯМ В СЕРДЕЧНИКЕ | 2005 |
|
RU2362829C2 |
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |

