Изобретение относится к области металлургии и может быть использовано при производстве тонких металлических лент аморфной структуры, применяемых при изготовлении силовых трансформаторов.
В подавляющем большинстве современных машин аморфная лента изготавливается способом спиннингования расплава на полированную поверхность охлаждаемого водой валка (диска-холодильника), движущегося с линейной скоростью 25-40 м/с. Скорость охлаждения расплава на поверхности валка составляет 10°С в секунду.
Однако значительному увеличению объемов производства аморфной ленты и удовлетворению ежегодно растущего на нее спроса препятствует ряд проблем технологического характера. Так, например, высокие скорости литья, большая (как правило, более 5000 м) длина ленты затрудняют смотку ленты во время процесса литья на намоточное устройство.
В настоящее время в России и ряде других стран на практике эта заключительная операция производства аморфной ленты осуществляется вручную. После того как вся полученная за один цикл тонкая лента (толщиной 0,020…0,035 мм и шириной обычно до 50 мм) - это около 5 км ленты, сбрасывается с формующего валка литейного комплекса, она собирается на специально подготовленный пол или перемещаемый брезент. Такая технология существенно сдерживает наращивание объемов производства аморфной ленты и приводит к значительному браку из-за перегибов, заломов и обрывов ленты, что влечет за собой и ухудшение потребительских качеств такой ленты.
В Японии смотка производится не сразу после схода аморфной ленты с литейной машины. Захват ленты осуществляется со специально подготовленного пола. Большие размеры отполированного пола позволяют накопить необходимый запас ленты, не спутывая ее.
Устройство, принятое в качестве прототипа, включает источник расплавленного металла с соплом и подложку в виде диска-холодильника (далее диск), на котором осуществляется формирование аморфной ленты. Кроме того, устройство включает корпус, в котором размещены наматывающий барабан (далее барабан) с магнитным основанием, бесконечная лента на роликах, нижний натяжной из которых выполнен с магнитной поверхностью, стойка, в пазу которой расположена пружина, подпружинивающая опору оси наматывающего барабана [RU 2116159].
На вращающийся диск из печи льется расплавленный металл. Застывшая с большой скоростью тонкая полоса металла (аморфная лента) увлекается диском и втягивается между бесконечной лентой и диском по дуге окружности. На выходе из контакта бесконечной ленты и диска аморфная лента увлекается магнитной поверхностью нижнего натяжного ролика через поверхность вышеупомянутой магнитно нейтральной бесконечной ленты и втягивается в барабан с магнитным основанием, к которому притягивается и на который наматывается, образуя рулон из аморфной ленты. Барабан приводится во вращение бесконечной лентой, которая, в свою очередь, перемещается поверхностью диска. Ось барабана подпружинена, что создает необходимый натяг бесконечной ленте, обеспечивающий одинаковую скорость поверхности диска, бесконечной ленты, аморфной ленты и основания барабана. Наматываясь на основание барабана, аморфная лента увеличивает его диаметр, и подпружиненный барабан отжимается бесконечной лентой, сжимая пружину. При этом скорости поверхности основания барабана, бесконечной и аморфной лент, а также диска остаются одинаковыми.
Несмотря на очевидные достоинства устройства-прототипа в сравнении со многими известными, оно обладает недостаточной надежностью в процессе его эксплуатации. Суть в том, что в значительной мере эффективность работы устройства определяется силами трения между бесконечной лентой и диском. Учитывая, что взаимодействие происходит в условиях повышенных и нестабильных температур, меняющихся по длине бесконечной ленты, силы трения могут изменяться в широком диапазоне, что способно привести к относительному скольжению между диском и бесконечной лентой, а значит, и различной скорости перемещения их поверхностей. Одним из возможных последствий такого относительного скольжения может быть разрыв аморфной ленты и остановка всего процесса. Другим последствием может быть смятие в «гармошку» аморфной ленты в зоне контакта диска и бесконечной ленты, что также ведет к срыву производства. Другим фактором, снижающим надежность устройства-прототипа, является то, что требуется точная настройка магнитных систем основания барабана и натяжного ролика, что особенно важно при весьма высоких скоростях формирования аморфной ленты. Хотя оба они располагаются рядом, но все же на некотором расстоянии, что не дает твердой гарантии передачи конца аморфной ленты с ролика на барабан. Кроме того, система, обеспечивающая процесс намотки и включающая бесконечную ленту, натяжные ролики, наматывающий барабан, смонтированные на корпусе, конструктивно сложна и громоздка.
Таким образом, задачей изобретения является упрощение конструкции наматывающего устройства и повышение надежности его работы.
Поставленная задача решается тем, что в устройстве для намотки аморфной ленты в рулон, включающем приводной наматывающий барабан с магнитным основанием, этот барабан установлен свободно на неподвижной оси соосно с электродвигателем и его боковой диск-ограничитель со стороны электродвигателя на внешней поверхности несет размещенные периферийно и по окружности ряд постоянных магнитов, напротив которых установлены электромагниты, в свою очередь, размещенные на диске, закрепленном на торце вала электродвигателя. Устройство содержит электрическую цепь, состоящую из последовательно связанных между собой датчика измерения текущего значения диаметра рулона, блока преобразования показания датчика в пропорциональный электрический сигнал и блока управления с источником электропитания, связанного посредством скользящего контакта с общей для всех электромагнитов шиной, расположенной с обратной стороны диска, а также связанного с электромагнитом наматывающего барабана посредством скользящего контакта и шины.
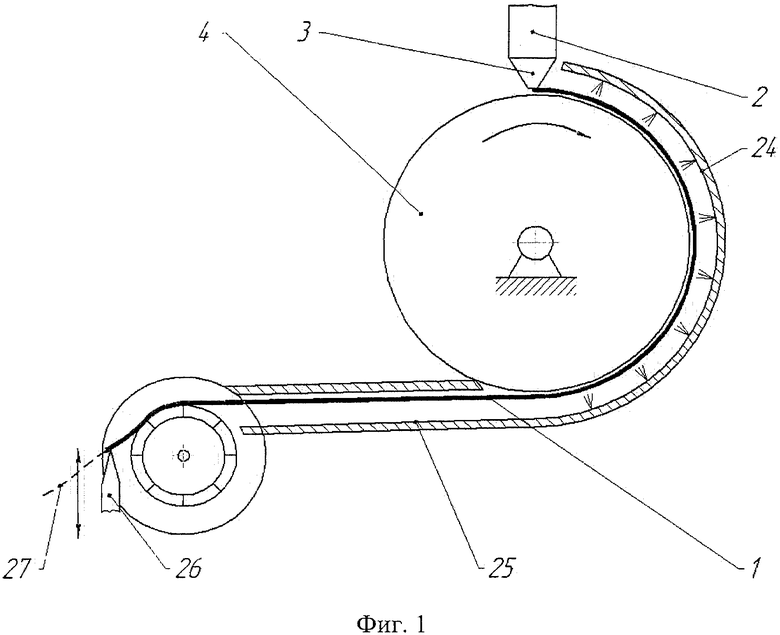
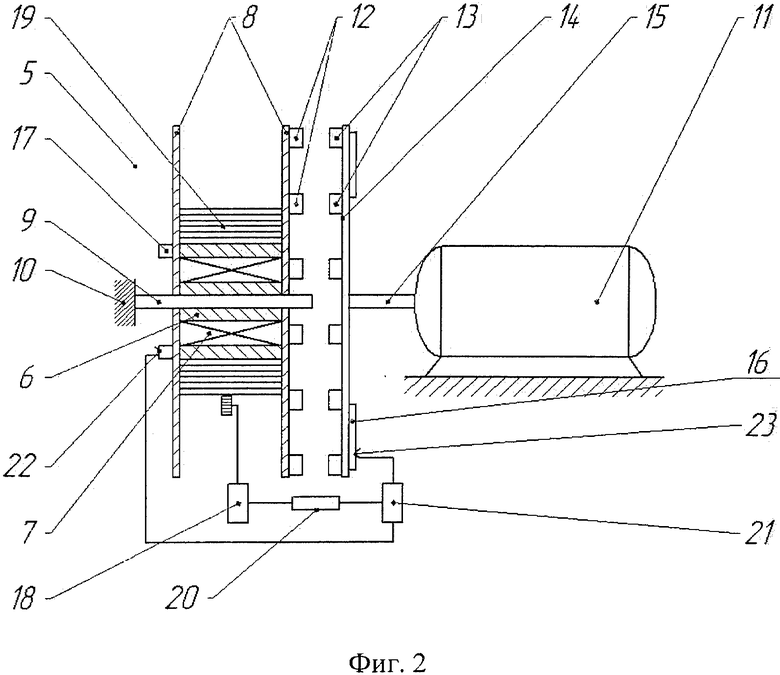
На фиг.1 дано упрощенное изображение машины для изготовления аморфной ленты. На фиг.2 дано схематическое изображение общего вида предлагаемого устройства намотки.
Машина для изготовления аморфной ленты 1 содержит печь в виде тигля 2 с расплавленным металлом, сопло 3 которого примыкает к поверхности диска-холодильника 4, вращаемого с необходимой скоростью посредством электродвигателя (не показан). Устройство для намотки входит в состав машины и содержит наматывающий барабан 5 (далее барабан), состоящий из цилиндрического основания 6, включающего электромагниты 7, равномерно распределенные по окружности. Основание 6 имеет с обоих торцов два боковых диска-ограничителя 8 (далее ограничители). Барабан 5 установлен свободно, т.е. с возможностью вращения, на неподвижной оси 9, закрепленной на корпусе 10 машины. С правой стороны от барабана 5 и соосно ему на корпусе 10 установлен электродвигатель 11 этого барабана. Ближайший к электродвигателю 11 ограничитель 8 на своей внешней стороне несет размещенные периферийно по окружности ряд постоянных магнитов 12. Напротив последних, в том же количестве, установлены электромагниты 13, смонтированные на диске 14, закрепленном на торце вала 15 электродвигателя 11. На этом же диске 14 с другой стороны закреплена общая для всех электромагнитов 13 шина 16. На другом ограничителе барабана 5 также имеется шина 17, электрически связанная с электромагнитами 7 основания 6. Устройство для намотки содержит электрическую цепь, состоящую из последовательно связанных между собой датчика 18 измерения текущего значения диаметра рулона 19 из аморфной ленты 1 (далее лента), блока 20 преобразования показаний датчика 18 в пропорциональный электрический сигнал и блока 21 управления с источником питания. Блок 21 посредством скользящих контактов 22 и 23 замкнут на шины 17 и 16 соответственно. Для обеспечения работы устройства намотки диск-холодильник 4 и барабан 5 вращаются в разные стороны и лента 1 охватывает диск-холодильник 4 на угловое расстояние около 180° градусов (фиг.1). При этом лента 1 заключена в желоб 24, установленный с незначительным по величине зазором по отношению к поверхности диска-холодильника 4. Желоб 14 заканчивается патрубком 25, смонтированным по касательной к основанию 6. Полость желоба 24 подключена к источнику сжатого воздуха (не показан). Между ограничителями 8 барабана 5 установлен с возможностью возвратно-поступательного перемещения нож 26, привод которого не показан, но он подключен к блоку управления 21. Отсекаемая дефектная часть ленты 1 показана на фиг.1 в виде пунктирной линии, обозначенной позицией 27.
Устройство работает следующим образом.
Одновременно начинают вращение диск-холодильник 4 и барабан 5, свободно установленный на оси 9. Импульс к началу вращения барабана 5 дает электродвигатель 11, который крутящий момент передает через взаимодействующие постоянные магниты 12, установленные на правом ограничителе 8, и электромагниты 13, закрепленные на диске 14. Электрический ток к электромагнитам 13 подается от источника питания в блоке 21 управления посредством скользящего контакта 23 и шины 16, размещенной на диске 14 с обратной стороны. Линейная скорость поверхности диска-холодильника 4 определяется технологией производства аморфной ленты 1. Скорость вращения барабана 5 определяется на первом этапе скоростью вращения вала 15 электродвигателя 11, которая является постоянной и подбирается таким образом, чтобы цилиндрическая поверхность основания 6 имела скорость, равную аналогичной скорости поверхности диска-холодильника 4. Чувствительный элемент в виде ролика, принадлежащий датчику 18, в этот момент соприкасается с поверхностью основания 6. Магнитное взаимодействие между магнитами 12 и электромагнитами 13 обеспечивает вращение барабана 5 без скольжения относительно друг друга упомянутых магнитных элементов. Эта стадия запуска машины определяется как холостой ход и выражается в полной готовности машины к выполнению основной задачи - изготовлению аморфной ленты. По команде управления всей машины из тигля 2 через сопло 3 расплавленный металл начинает выливаться на поверхность диска-холодильника 4, формируя аморфную ленту 1 необходимой толщины и ширины. В связи с мгновенным охлаждением расплавленный металл не успевает кристаллизоваться и его структура носит аморфный характер. Сформированная таким образом лента 1 перемещается на поверхности диска-холодильника 4 при его вращении по часовой стрелке, как это показано на фиг.1. Центробежные силы, стремящиеся оторвать ленту от поверхности диска-холодильника 4, нейтрализуются встречным усилием, создаваемым потоком сжатого воздуха в желобе 24, еще более плотно ее прижимающего к поверхности. В точке, противоположной соплу 3, лента 1 потоком воздуха увлекается в патрубок 25 и выходит наружу по касательной к основанию 6 барабана 5. Как показывает практика, начальная часть аморфной ленты является дефектной и подлежит удалению. Контрольные средства (не показаны) отслеживают сплошность аморфной ленты и с первым проявлением этого автоматически включают систему управления процессом намотки. Это означает, что одновременно подается ток в электромагниты 7 основания 6 барабана 5 и выдвигается нож 26. Магнитные силы от электромагнитов 7 резко притягивают часть ленты, находящейся над ножом 26, в направлении основания 6, способствуя отсечению дефектной части ленты, обозначенной на фиг.1 пунктирной линией 27. Оставшийся конец ленты притягивается к основанию 6 и начинает наматываться на барабан 5. В этот момент линейные скорости поверхностей диска-холодильника 4 и основания 6 барабана 5 одинаковы несмотря на разницу угловых скоростей. По мере накопления ленты в рулоне 19, т.е. увеличения его диаметра, датчик 18 это отслеживает, и сигнал с него преобразуется в блоке 20 в пропорциональный электрический сигнал, поступающий в блок 21 управления. С последнего по принятому сигналу с источника тока через скользящий контакт 23 на шину 16 подается импульс тока, уменьшающий силы магнитного взаимодействия между магнитами 12 и электромагнитами 13, что ведет к появлению скольжения между диском 14 и правым ограничителем 8, связанным с барабаном 5. Следует особо отметить, что несмотря на уменьшение сил взаимодействия крутящий момент на диске 14 всегда достаточен для преодоления суммы сопротивлений, имеющих место в системе барабан 5 и диск-холодильник 4, но величина этого момента, по мере увеличения диаметра рулона 19 снижается, хотя и находится на уровне, несколько превышающем уровень суммы сопротивлений. Другими словами, для сохранения постоянного значения технологически обусловленной линейной скорости ленты в условиях увеличения диаметра рулона, на барабане 5 необходимо уменьшение угловой скорости последнего, что достигается уменьшением крутящего момента на диске 14 за счет снижения уровня магнитного взаимодействия между постоянными магнитами 7 и электромагнитами 13 и скольжения их относительно друг друга. При этом, в любом случае, необходимо учитывать прочность ленты на растяжение и стремиться к минимальному значению растягивающей силы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АМОРФНОЙ ЛЕНТЫ | 2013 |
|
RU2536846C1 |
| Цифровой индикатор вторичных часов | 1983 |
|
SU1471170A1 |
| Устройство для намотки ленты на оправку | 1990 |
|
SU1781154A1 |
| Устройство для намотки секций рулонных конденсаторов | 1990 |
|
SU1780116A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ РАЗЖИМНОГО БАРАБАНА МОТАЛКИ | 2008 |
|
RU2431533C1 |
| Устройство намотки непрерывнолитой ленты | 1988 |
|
SU1740126A1 |
| ПЕРЕМОТОЧНАЯ МАШИНА ДЛЯ НАМОТКИ ТОНКОЛИСТОВОГО МАТЕРИАЛА НА ГИЛЬЗУ ДЛЯ РУЛОНОВ И СООТВЕТСТВУЮЩИЙ СПОСОБ НАМОТКИ | 2001 |
|
RU2237004C1 |
| МАШИНА ДЛЯ ОТРЕЗАНИЯ ПОЛОТЕН ТКАНИ ЗАДАННОЙ ДЛИНЫ | 1993 |
|
RU2062826C1 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ В РУЛОН ЛЕГКОДЕФОРМИРУЕМЫХ МАТЕРИАЛОВ | 2003 |
|
RU2230018C1 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ ПЕЧАТНОЙ ПРОДУКЦИИ | 1991 |
|
RU2071928C1 |
Изобретение относится к области металлургии. Устройство намотки аморфной ленты содержит наматывающий барабан с цилиндрическим основанием с электромагнитами, равномерно распределенными по окружности и двумя боковыми дисками-ограничителями с обоих торцов основания. Соосно барабану установлен электродвигатель, на диске которого, закрепленном на торце вала электродвигателя, установлены электромагниты и, с другой стороны, общая для всех электромагнитов шина. Напротив электромагнитов размещены постоянные магниты, установленные на внешней стороне ограничителя барабана. На другом ограничителе барабана установлена шина, связанная с электромагнитами основания барабана. Посредством скользящих контактов шины соединены с блоком управления. Вращение барабана обусловлено магнитным взаимодействием между постоянными магнитами и электромагнитами. Обеспечивается упрощение конструкции устройства и повышение надежности его работы. 2 ил.
Устройство намотки аморфной ленты в рулон, включающее приводной наматывающий барабан с электромагнитным основанием, отличающееся тем, что барабан установлен свободно на неподвижной оси соосно с электродвигателем, при этом устройство снабжено рядом постоянных магнитов, размещенных на внешней поверхности бокового диска-ограничителя наматывающего барабана со стороны электродвигателя, периферийно по окружности, электромагнитами, установленными напротив постоянных магнитов на диске, закрепленном на торце вала электродвигателя, и последовательно связанными между собой в электрическую цепь датчиком измерения текущего значения диаметра рулона, блоком преобразования показаний датчика в электрический пропорциональный сигнал и блоком управления с источником электропитания, причем блок управления связан посредством скользящих контактов с шиной, общей для всех электромагнитов, расположенной с обратной стороны диска электродвигателя, и посредством скользящих контактов и шины связан с электромагнитами основания наматывающего барабана.
| УСТРОЙСТВО ДЛЯ СМОТКИ ПОЛОСЫ | 1996 |
|
RU2116159C1 |
| Способ получения и намотки быстрозакаленной ленты и устройство для его осуществления | 1988 |
|
SU1675032A1 |
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| Способ изготовления непрерывнолитой ленты и ее смотки в рулон | 1988 |
|
SU1636116A1 |
| СПОСОБ ПРОИЗВОДСТВА АМОРФНОЙ ЛЕНТЫ | 2000 |
|
RU2191658C2 |

