Способ объемной штамповки на механическом прессе
Изобретение относится к технологии объемной штамповки на механических прессах.
Известен способ точной горячей штамповки, при котором измеряют температуру заготовки и штампа, сравнивают их с эталонными значениями, корректируют величину закрытой высоты пресса, после чего заготовку деформируют [1].
Недостаток известного способа в том, что кроме температуры не учитываются остальные факторы, влияющие на точность штамповки по высоте, например отклонение объема заготовки.
Изобретение направлено на повышение точности высоты штампованной поковки.
Это достигается тем, что способ объемной штамповки на механическом прессе включает регулировку закрытой высоты пресса, деформирование расположенной на нижней половине штампа заготовки, при этом величину закрытой высоты пресса устанавливают менее закрытой высоты штампа, а после достижения требуемой высоты поковки уменьшают жесткость кинематической цепи пресса.
На фиг. 1 показан пример схемы объемной штамповки указанным способом в момент достижения требуемой высоты поковки.
Штамповку осуществляют следующим образом. Кинематическая цепь пресса содержит расположенный в ползуне 1 предохранитель от перегрузки, на плунжере 2 которого установлена опора 3 шатуна 4. Для компенсации увеличения высоты поковки в результате упругой деформации пресса под нагрузкой механизмом регулировки закрытой высоты устанавливают закрытую высоту пресса менее закрытой высоты штампа. Далее, располагают заготовку на нижней половине штампа и деформируют ее верхней половиной штампа до контакта верхней и нижней половин штампа, что соответствует закрытой высоте штампа и требуемой высоте расположенной в нем поковки. Далее, плунжер 2 буртиком открывает клапан 5, что уменьшает жесткость пресса и дает ему возможность пройти крайнее положение без заклинивания. Дальнейшее перемещение элементов кинематической цепи пресса через крайнее нижнее положение происходит за счет их упругой деформации и упругой деформации жидкости в предохранителе от перегрузки.
Источники информации
1. А.с. СССР №2499496, М. кл. 3 B30B 15/14. Способ точной горячей штамповки.
| название | год | авторы | номер документа |
|---|---|---|---|
| КРИВОШИПНЫЙ ПРЕСС | 2005 |
|
RU2308376C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2496595C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2494831C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2509620C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2004 |
|
RU2275271C1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК С ЦЕНТРАЛЬНЫМ ОТВЕРСТИЕМ | 2004 |
|
RU2275272C2 |
| ШТАМП ДЛЯ ЗАКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 2010 |
|
RU2447966C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК С БОКОВЫМ ОТРОСТКОМ | 2007 |
|
RU2344898C2 |
| Способ изготовления турбинных и компрессорных лопаток | 1984 |
|
SU1181772A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при объемной штамповке на механических прессах. Устанавливают величину закрытой высоты пресса менее закрытой высоты штампа. Заготовку, расположенную на нижней половине штампа, деформируют верхней половиной штампа. После достижения требуемой высоты поковки уменьшают жесткость кинематической цепи пресса. В результате обеспечивается повышение точности высоты штампованной поковки. 1 ил.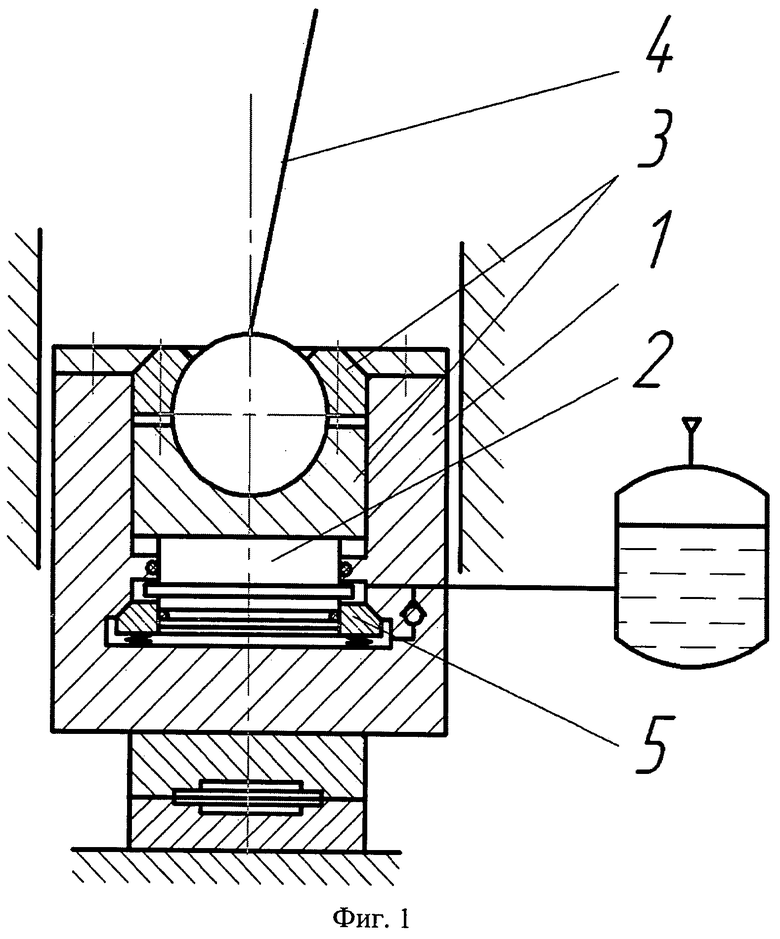
Способ объемной штамповки на механическом прессе, включающий установку закрытой высоты пресса и деформирование заготовки, расположенной на нижней половине штампа, его верхней половиной, с получением поковки, отличающийся тем, что величину закрытой высоты пресса устанавливают менее закрытой высоты штампа, а после достижения требуемой высоты поковки уменьшают жесткость кинематической цепи пресса.
| Способ точной горячей штамповки | 1977 |
|
SU656878A1 |
| ПРЕСС ДЛЯ ТОЧНОЙ ШТАМПОВКИ | 0 |
|
SU391771A1 |
| Штамп напряженной конструкции | 1979 |
|
SU967619A1 |
| ТЕЛЕЖКА ДЛЯ ПЕРЕМЕЩЕНИЯ ПРОДОЛГОВАТЫХ ИЗДЕЛИЙ | 0 |
|
SU294765A1 |
| US 7343770 B2, 18.03.2008 | |||

