сл
с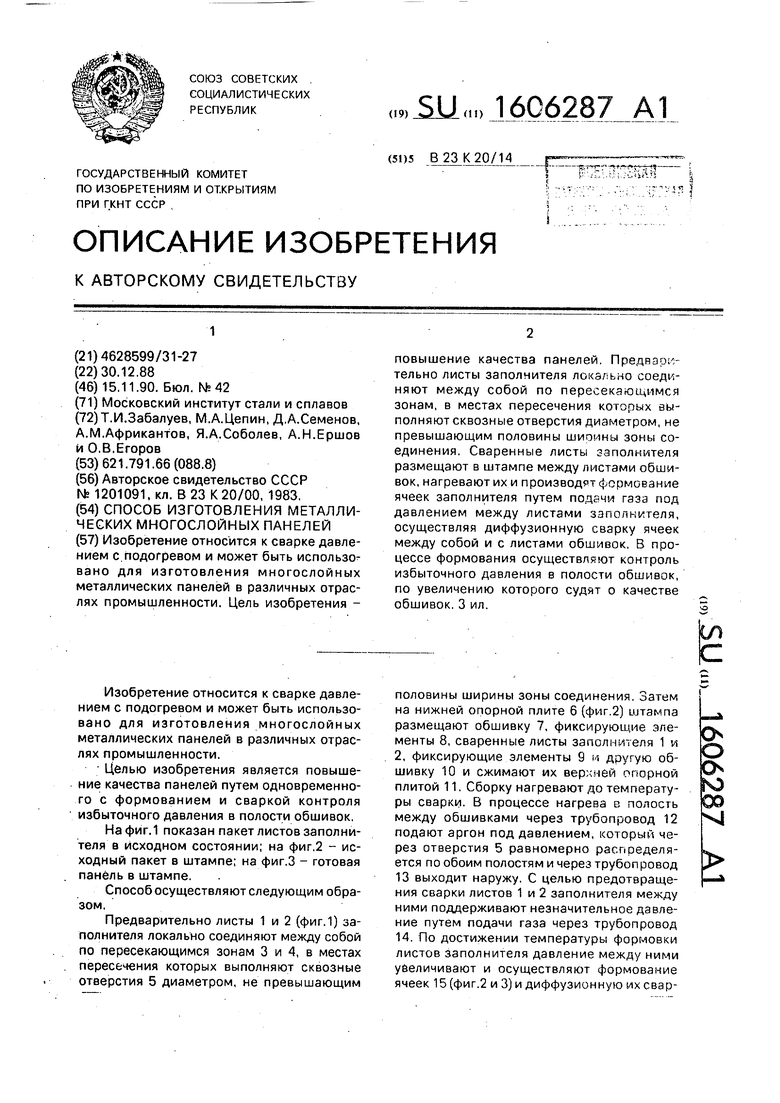
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ПАНЕЛЕЙ | 2013 |
|
RU2537980C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ | 2012 |
|
RU2509638C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ПАНЕЛЕЙ | 2013 |
|
RU2545854C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ПАНЕЛЕЙ | 2015 |
|
RU2595193C1 |
| Способ изготовления диффузионной сваркой многослойных панелей | 1986 |
|
SU1397225A1 |
| МНОГОСЛОЙНАЯ ЯЧЕИСТАЯ КОНСТРУКЦИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2440205C2 |
| Способ изготовления диффузионной сваркой многослойных цилиндрических панелей | 1986 |
|
SU1407730A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ | 2013 |
|
RU2555260C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ | 1991 |
|
RU2024375C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ | 1992 |
|
RU2048283C1 |
Изобретение относится к сварке давлением с подогревом и может быть использовано для изготовления многослойных металлических панелей в различных отраслях промышленности. Цель изобретения - повышение качества панелей. Предварительно листы заполнителя локально соединяют между собой по пересекающимся зонам, в местах пересечения которых выполняют сквозные отверстия диаметром, не превышающим половины ширины зоны соединения. Сваренные листы заполнителя размещают в штампе между листами обшивок, нагревают их и производят формование ячеек заполнителя путем подачи газа под давлением между листами заполнителя, осуществляя диффузионную сварку ячеек между собой и с листами обшивок. В процессе формования осуществляют контроль избыточного давления в полости обшивок, по увеличению которого судят о качестве обшивок. 3 ил.
Изобретение относится к сварке давлением с подогревом и может быть использовано для изготовления многослойных металлических панелей в различных отраслях промышленности.
Целью изобретения является повышение качества панелей путем одновременного с формованием и сваркой контроля избыточного давления в полости обшивок.
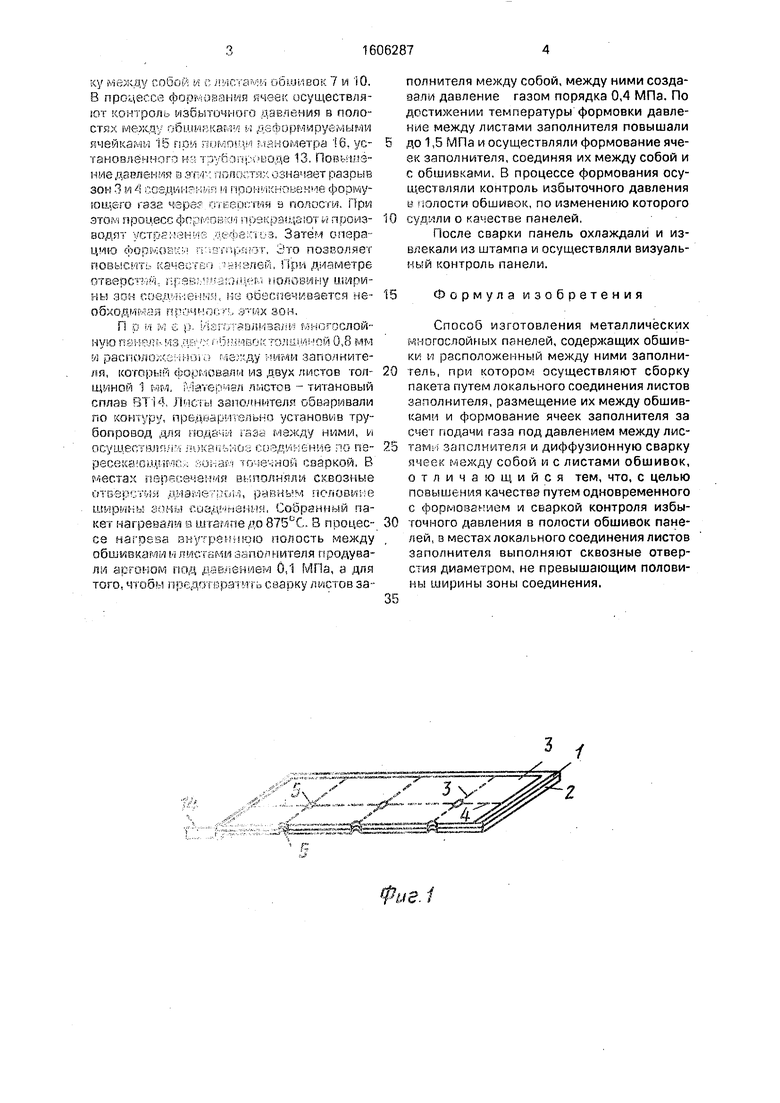
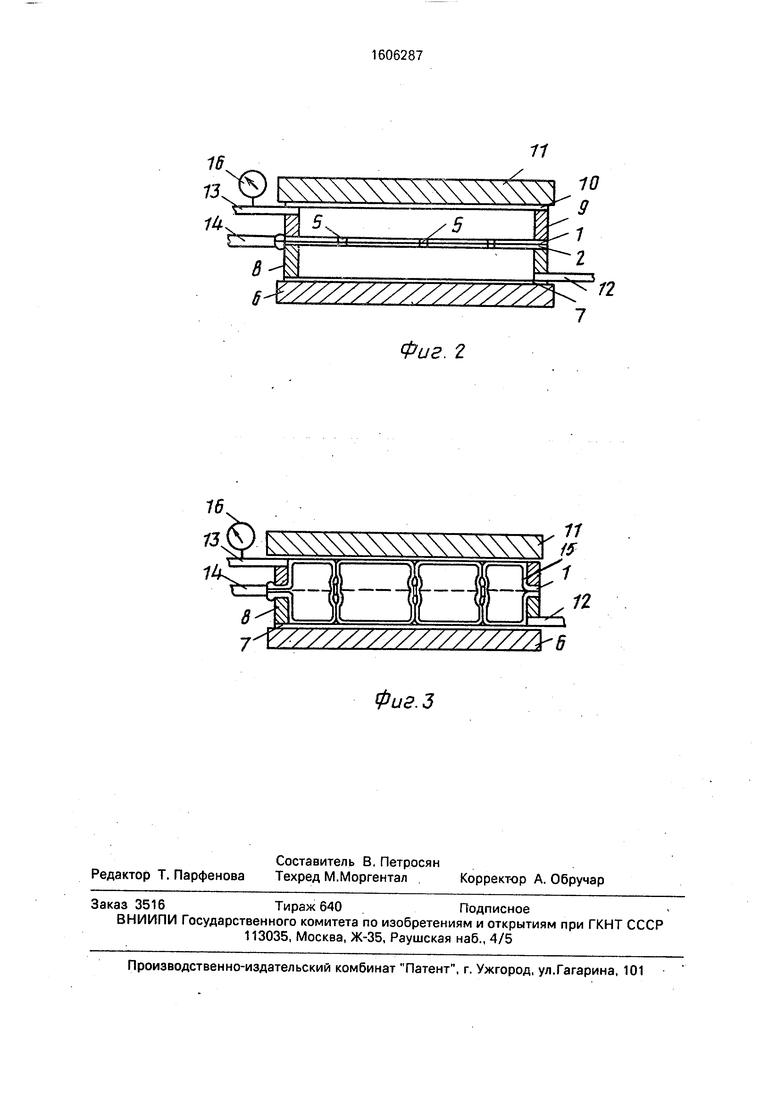
Нафиг.1 показан пакет листов заполнителя в исходном состоянии; на фиг.2 - исходный пакет в штампе; на фиг.З - готовая панель в штампе.
Способ осуществляют следующим образом.
Предварительно листы 1 и 2 (фиг.1) заполнителя локально соединяют между собой по пересекающимся зонам 3 и 4, в местах пересечения которых выполняют сквозные отверстия 5 диаметром, не превышающим
половины ширины зоны соединения. Затем на нижней опорной плите 6 (фиг.2) штампа размещают обшивку 7, фиксирующие элементы 8, сваренные листы заполнителя 1 и 2, фиксирующие элементы 9 м другую обшивку 10 и сжимают их верхней опорной плитой 11. Сборку нагревают до температуры сварки. В процессе нагрева в полость между обшивками через трубопровод 12 подают аргон под давлением, который через отверстия 5 равномерно распределяется по обоим полостям и через трубоп ровод 13 выходит наружу. С целью предотвращения сварки листов 1 и 2 заполнителя между ними поддерживают незначительное давление путем подачи газа через трубопровод 14. По достижении температуры формовки листов заполнителя давление между ними увеличивают и осуществляют формование ячеек 15(фиг.2 и 3) и диффузионную их сварО
о
о
hO 00
ху между соЬой Ь1 с листа зн оЬюивок /и 10, В процессе форр-лувангуш йчеег. осуществляют контроль мзбыточ1-1ого давления в полостях мезкду обшивкаи л ы дефорглируемыг м ячейкамг/5 15 пр.- помощи манометра 16, установленного на трубоп л воде 13, Повы шэ- ние даеленг я в з П г: nnnocTi ix означает разрыв зон3м А ссед. 1не:-; лл м про -ипК|- Овен еформу- юулего газа чере гггЕеогггия э полости. При
этом процесс фПрГ. П1;3 СраЩЗЮТ и npOi/13водят ycTpgvsaHL ie )1еф8;С 103, Затем операцию . гг;вт;м; ягот, Это позволяет noBfciCHTb качества /гйнепей, При Д14аметре отверстий, npsB i asaiiie i половину ишри- ны зон соед - Н-;еи ;я, г-ш обеспечивается ме- oOxoAMi . iaH зон,
П р 1/1 wi е р. /ssr;:/ raBi i BSj H рлногослой- ну опа1- бл - 13,ч :г : Г б , Б01СТОлиз.| 1мсй 0,8 мм W расположен йога дг;;;ду ними заполнителя, которь й формовал / из двух листов толщиной 1 кт. MaTep iSj i листов - титановый сплав FiT i4, Лмсты запо/ нителя обваривали по контуру, предвариге, установив трубопровод для подачи газа между ними, и осущестшк Л л яикв гьноз соед1 кение ло пй- ресе;(:а ОЩиис..: аонам точечной сваркой, В местах пересече -гия вь полняли сквозные uTBeper jM д лэ ег;:п:я- , равным полов лие ширины еоны соад неныя, Собранный пакет Harpesa/iM в штампе до . В процесса нагрева внутреннюю полость между обшивками W листами ззполнителя продували аргоно з под давлением 0,1 МПа, а для того, Ч1 обы предотврат.-тгь сварку листов заполнителя между собой, между ними созда- давление газом порядка 0,4 МПа. По достижении температуры формовки давление между листами заполнителя повышали
до 1,5 МПа и осуществляли формование ячеек заполнителя, соединяя их между собой и с обшивками, В процессе формования осуществляли контроль избыточного давления в полости обшивок, по изменению которого
суяД ли о качестве панелей,
После сварки панель охлаждали и извлекали из штампа и осуществляли визуальный контроль панели,
Формула изобретения
Способ изготовления металлических 11 ногослойных панелей, содержащих обшивки 11 расположенный между ними заполнитель, при котором осуществляют сборку пакета путем локального соединения листов заполнителя, размещение их между обшивками и формование ячеек заполнителя за счет подачи газа под давлением между листам-1 заполнителя и диффузионную сварку ячеек между собой и с листами обшивок, отличающийся тем, что, с целью повышения качества путем одновременного с формованием и сваркой контроля избыточного давления в полости обшивок панелей, в местах локального соединения листов заполнителя выполняют сквозные отверстия диаметром, не превышающим половины ьиирины зоны соединения.
16 13
-7 7////7//////////7/ fi
Фиг. 2
11
/
Фиг.З
| Авторское свидетельство СССР Мг 1201091 | |||
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
