ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к высокопрочному стальному листу, полученному методом горячей прокатки, подходящему для применения в качестве элемента шасси и конструктивного элемента автомобиля, рамы грузового автомобиля и тому подобного, и, в частности, к высокопрочному стальному листу, полученному методом горячей прокатки, такого типа, имеющему улучшенную однородность материала в направлении толщины листа.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Уменьшение расхода топлива автомобиля являлось важной задачей в последние годы в контексте защиты окружающей среды. В связи с этим активно вносились предложения по увеличению прочности материала для применения в качестве элемента автомобиля, такого как элемент, который может быть изготовлен относительно тонким для уменьшения массы кузова автомобиля в целом.
Традиционно в качестве материала для элемента автомобиля применяются различные типы стальных листов, полученных методом горячей прокатки, имеющих предел прочности на разрыв класса 440 МПа или класса 540 МПа. Однако в последнее время увеличивается потребность в высокопрочном стальном листе, полученном методом горячей прокатки, имеющем предел прочности на разрыв 590 МПа или более.
Примеры способа качественного упрочнения материала высокопрочного стального листа, полученного методом горячей прокатки, включают в себя 1) упрочнение стали путем структурного превращения через осаждение мартенсита, перлита, бейнита и тому подобного в ферритовой структуре и 2) упрочнение стали путем осаждения карбонитрида Ti, Nb или V. Такие способы активно практиковались и осуществлялись различные исследования их в отношении свойств (например, удлинения), необходимых для стального листа.
Например, в JP-A 11-117039 описан стальной лист, полученный методом горячей прокатки, имеющий хорошую формуемость, и способ его изготовления, где стальной прокат или необработанная сталь имеет композицию, состоящую, по массе, из 0,010-0,10% С, 0,50-1,50% Si, 0,50-2,00% Mn, 0,01-0,15% P, ≤0,005% S, 0,001-0,005% N, по меньшей мере одного из 0,005-0,03% Ti, 0,005-0,03% V, 0,01-0,06% Nb и остальное Fe с неизбежными примесями; и стальной лист, полученный методом горячей прокатки, изготавливают, выдерживая стальной прокат при 900-1300°С в течение ≤3600 сек, подвергая сталь непрерывной горячей прокатке, имея в конце прокатки температуру 780-980°С, затем, в течение 1 сек после завершения прокатки, охлаждая полученный стальной лист при скорости охлаждения (50-200)°С/сек и последовательно сворачивая стальной лист при 300-650°С. В результате может быть получена структура, состоящая из 80-97% по объему ферритовой фазы со средним диаметром частиц ≤10 мкм и остальной фазы с низкой температурой превращения, состоящей по существу из бейнитной фазы.
В JP-A 04-276024 описан способ изготовления высокопрочного стального листа, полученного методом горячей прокатки, имеющего композитную структуру из мелкодисперсной ферритовой фазы и бейнитной фазы и хорошую способность к штампованию (stretch flangeability), где способ обычно включает стадии: получение стального проката или необработанной стали, имеющей композицию, состоящую, по массе, из 0,04-0,08% С, 0,10-0,50% Si, 1,00-1,80% Mn, 0,0002-0,0010% S, 0,005-0,050% Al, 0,0010-0,0030% N и остальное Fe с неизбежными примесями; подвергание стального проката горячей прокатке со степенью обжатия 70-90% между конечной температурой и (конечной температурой +50°С), где конечная температура установлена в диапазоне от Ar3 до (Ar3 +40°С); затем немедленное охлаждение полученного стального листа до температуры в диапазоне от 620 до 680°С при скорости охлаждения (120-200)°С/сек и выдерживание или воздушное охлаждение стального листа в течение 3-7 сек; затем охлаждение стального листа до температуры в диапазоне от 400 до 450°С при скорости охлаждения (50-150)°С/сек и подвергание стального листа сворачиванию и дрессировке с коэффициентом удлинения 1,5-3,0%.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задачи, решаемые изобретением
Однако в способе, описанном в JP-A 11-117039, может происходить чрезмерное охлаждение участка поверхностного слоя, которое вызывает чрезмерную закалку этого участка, что ухудшает формуемость стального листа, поскольку охлаждение в данном способе осуществляют быстро при скорости охлаждения (50-200)°С/сек после завершения прокатки и с последующим сворачиванием стального листа.
Аналогично, в способе, описанном в JP-A 04-276024, может происходить чрезмерное охлаждение участка поверхностного слоя, которое вызывает чрезмерную закалку этого участка, что ухудшает формуемость стального листа, поскольку охлаждение в данном способе осуществляют быстро при скорости охлаждения (50-150)°С/сек перед сворачиванием стального листа.
Настоящее изобретение нацелено на решение вышеуказанных проблем предшествующего уровня техники, и его задача состоит в том, чтобы предложить высокопрочный стальной лист, полученный методом горячей прокатки, имеющий достаточно высокую прочность, т.е. предел прочности на разрыв по меньшей мере 590 МПа, и демонстрирующий как хорошую однородность материала в направлении толщины листа, так и хорошую формуемость, а также предложить эффективный способ изготовления стального листа.
Способы решения указанных задач
Для достижения описанной выше цели авторы настоящего изобретения тщательно изучали различные факторы, которые вызывают вариативность качества материала в направлении толщины стального листа в состоянии, когда поддерживалась относительно высокая прочность стального листа (по меньшей мере 590 МПа).
Класс стали 590 МПа, исследованный в настоящем изобретении, представляет собой либо сталь, упрочненную путем структурного превращения, при котором бейнит, мартенсит и тому подобное осаждали в ферритовой структуре, либо феррит-перлитную сталь, состоящую из феррита и перлита, упрочняли путем осаждения карбонитрида Ti, Nb или V, или тому подобного. Соответственно, прочность стального листа по настоящему изобретению сильно зависит от содержания бейнита и мартенсита в качестве твердых вторичных фаз или содержания осажденных карбидов, таких как TiC. Осаждение твердых вторичных фаз и карбидов осуществляют при температуре ниже точки Ar3, при которой начинается превращение феррита.
В свете этого, авторы настоящего изобретения обнаружили, что в стальном листе можно сделать осаждение твердых вторичных фаз и карбидов однородным, а изменение качества материала в толще листа очень небольшим, таким образом уменьшая различие в твердости по Виккерсу между участком поверхностного слоя и центральным участком в направлении толщины стального листа до 50 или менее, путем охлаждения стального листа в процессе охлаждения после горячей прокатки сначала быстро до точки Ar3 при средней скорости охлаждения по меньшей мере 30°С/сек и затем при скорости охлаждения менее 20°С/сек в температурном диапазоне, равном или меньшем, чем точка фазового перехода Ar3 (превращение аустенита в феррит начинается в точке Ar3); и сворачивания стального листа, охлажденного таким образом. Кроме того, авторы настоящего изобретения обнаружили, что свойство удлинения стального листа значительно улучшается, при этом сохраняется высокая прочность стального листа, т.е. предел прочности на разрыв по меньшей мере 590 МПа, путем предотвращения закалки поверхности стального листа таким образом, как описано выше.
Настоящее изобретение было выполнено на основе вышеупомянутых открытий, и его основные признаки являются следующими.
(1) Высокопрочный стальной лист, полученный методом горячей прокатки, имеющий хорошую формуемость, содержащий композицию, включающую в мас.%: С: от 0,03% до 0,15%; Si: 1,5% или менее; Mn: от 0,5% до 2,0%; Р: 0,04% или менее; S: 0,005% или менее; Al: 0,005% до 0,10%; N: 0,007% или менее и остаток в виде Fe и сопутствующих примесей, где различие в твердости по Виккерсу в стальном листе между участком поверхностного слоя и центральным участком в направлении толщины листа составляет 50 или менее, и его предел прочности на разрыв составляет по меньшей мере 590 МПа.
(2) Высокопрочный стальной лист, полученный методом горячей прокатки, имеющий хорошую формуемость, как указано в (1) выше, где композиция дополнительно включает в мас.% по меньшей мере один элемент, выбранный из Nb: от 0,005% до 0,100%; Ti: от 0,005% до 0,200% и V: от 0,005% до 0,100%.
(3) Высокопрочный стальной лист, полученный методом горячей прокатки, имеющий хорошую формуемость, как указано в (1) или (2) выше, где композиция дополнительно включает в мас.% по меньшей мере один элемент, выбранный из Cu: от 0,05% до 0,20%; Ni: от 0,05% до 0,50%; Мо: от 0,05% до 0,50%; Cr: от 0,05% до 0,50% и В: от 0,0005% до 0,0050%.
(4) Высокопрочный стальной лист, полученный методом горячей прокатки, имеющий хорошую формуемость, как указано в любом из (1)-(3) выше, где композиция дополнительно включает в мас.% Sb: от 0,001% до 0,020%.
(5) Высокопрочный стальной лист, полученный методом горячей прокатки, имеющий хорошую формуемость, как указано в любом из (1)-(4) выше, где композиция дополнительно включает в мас.% по меньшей мере один элемент, выбранный из Са: от 0,0001% до 0,0050% и REM (редкоземельные металлы): от 0,0005% до 0,0100%.
(6) Способ изготовления высокопрочного стального листа, полученного методом горячей прокатки, имеющего хорошую формуемость, как указано в любом из (1)-(5) выше, путем подвергания необработанной стали, имеющей композицию, включающую в мас.% С: от 0,03% до 0,15%; Si: 1,5% или менее; Mn: от 0,5% до 2,0%; Р: 0,04% или менее; S: 0,005% или менее; Al: от 0,005% до 0,10%; N: 0,007% или менее и остаток в виде Fe и сопутствующих примесей, последовательно нагреванию, горячей прокатке, охлаждению и сворачиванию, где способ включает следующие стадии: нагревание необработанной стали при температуре нагревания в диапазоне от 1150°С до 1350°С; осуществление горячей прокатки при конечной температуре в диапазоне от 850°С до 950°С с получением стального листа; после горячей прокатки охлаждение стального листа при средней скорости охлаждения по меньшей мере 30°С/сек до точки Ar3 и затем при средней скорости охлаждения менее 20°С/сек в температурном диапазоне между точкой Ar3 и температурой сворачивания и сворачивание охлажденного таким образом стального листа при температуре сворачивания, установленной в диапазоне от 300°С до 650°С.
(7) Способ изготовления высокопрочного стального листа, полученного методом горячей прокатки, имеющего хорошую формуемость, как указано в (6) выше, где композиция необработанной стали дополнительно включает в мас.% по меньшей мере один элемент, выбранный из Nb: от 0,005% до 0,100%; Ti: от 0,005% до 0,200% и V: от 0,005% до 0,100%.
(8) Способ изготовления высокопрочного стального листа, полученного методом горячей прокатки, имеющего хорошую формуемость, как указано в (6) или (7) выше, где композиция необработанной стали дополнительно включает в мас.% по меньшей мере один элемент, выбранный из Cu: от 0,05% до 0,20%; Ni: от 0,05% до 0,50%; Мо: от 0,05% до 0,50%; Cr: от 0,05% до 0,50% и В: от 0,0005% до 0,0050%.
(9) Способ изготовления высокопрочного стального листа, полученного методом горячей прокатки, имеющего хорошую формуемость, как указано в любом из (6)-(8) выше, где композиция необработанной стали дополнительно включает в мас.% Sb: от 0,001% до 0,020%.
(10) Способ изготовления высокопрочного стального листа, полученного методом горячей прокатки, имеющего хорошую формуемость, как указано в любом из (6)-(9) выше, где композиция необработанной стали дополнительно включает в мас.% по меньшей мере один элемент, выбранный из Са: от 0,0001% до 0,0050% и REM: от 0,0005% до 0,0100%.
Эффект изобретения
Согласно настоящему изобретению может быть легко изготовлен стальной лист, полученный методом горячей прокатки, с улучшенным свойством удлинения, при этом сохраняется его относительно высокая прочность, т.е. предел прочности на разрыв составляет по меньшей мере 590 МПа. Также может быть достигнут превосходный эффект успешного уменьшения массы транспортного средства при обеспечении безопасности и, таким образом, успешное уменьшение вредного влияния на окружающую среду путем применения высокопрочного стального листа, полученного методом горячей прокатки, по настоящему изобретению в конструктивном элементе автомобиля, раме грузового автомобиля и тому подобном.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ФОРМ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Далее настоящее изобретение будет описано подробно.
Сначала будут описаны причины, по которым композиция компонентов в стальном листе, полученном методом горячей прокатки, ограничена в настоящем изобретении вышеуказанными диапазонами. "%" в композиции компонентов в настоящем изобретении означает мас.%, если не указано иное.
С: от 0,03% до 0,15%
Углерод является элементом, который увеличивает прочность стали. Кроме того, углерод связывается с Ti, таким образом внося вклад в облегченное осаждение карбида Ti. Содержание углерода в стали должно составлять по меньшей мере 0,03% для достижения такого эффекта, как описано выше. Однако содержание углерода, превышающее 0,15%, ухудшает свариваемость стали. Соответственно, содержание углерода должно быть ограничено диапазоном от 0,03% до 0,15%, предпочтительно диапазоном от 0,07% до 0,12%.
Si: 1,5% или менее
Кремний представляет собой элемент, который существует в виде растворенного Si и вносит вклад в увеличение прочности стали. Однако содержание Si, превышающее 1,5%, значительно ухудшает поверхностные свойства стального листа, таким образом оказывая отрицательное влияние на конверсионное покрытие (химическую металлизацию) и коррозионную устойчивость стального листа. Соответственно, содержание Si должно быть ограничено 1,5% или менее, предпочтительно 1,2% или менее.
Mn: от 0,5% до 2,0%
Марганец представляет собой элемент, который существует в виде растворенного Mn для увеличения прочности стали. Содержание Mn должно составлять по меньшей мере 0,5% для достижения такого эффекта, как описано выше. Однако содержание Mn, превышающее 2,0%, способствует осевой сегрегации Mn с ухудшением формуемости стального листа. Соответственно, содержание Mn должно быть ограничено диапазоном от 0,5% до 2,0%, предпочтительно диапазоном от 1,0% до 1,8%.
Р: 0,04% или менее
Фосфор существует в виде растворенного Р и действует для увеличения прочности стали. Однако сегрегация фосфора на границах зерен, в частности границах бывших аустенитных зерен, приводит к ухудшению низкотемпературной вязкости и/или формуемости. Соответственно, предпочтительным является уменьшение содержания Р в стали, насколько это возможно. Верхний предел содержания Р в стали составляет 0,04% в настоящем изобретении. Содержание предпочтительно составляет 0,03% или менее.
S: 0,005% или менее
Сера существенно ухудшает пластичность стали при горячей прокатке, таким образом вызывая образование горячих трещин и значительно ухудшая поверхностные свойства стали. Сера практически не влияет на увеличение прочности стали и скорее образует крупнозернистый MnS в виде элемента-примеси с ухудшением пластичности стали. Эти проблемы становятся очевидными, когда содержание серы в стали превышает 0,005%. Соответственно, предпочтительно, чтобы содержание S в стали было снижено, насколько это возможно. Содержание серы предпочтительно составляет 0,002% или менее и более предпочтительно 0,001% или менее.
Al: от 0,005% до 0,10%
Алюминий действует в качестве раскислителя и является эффективным элементом для улучшения чистоты стали. Содержание Аl должно составлять по меньшей мере 0,005% для достижения такого эффекта, как описано выше. Однако избыточное содержание Аl, превышающее 0,10%, вызывает значительное увеличение содержания оксидных включений, что может вызывать пластическое течение в стальном листе. Соответственно, содержание Al в стали должно быть ограничено диапазоном от 0,005% до 0,10%, предпочтительно диапазоном от 0,03% до 0,07%.
N: 0,007% или менее
Азот связывается с элементом, образующим нитриды, таким как Ti, и осаждается в виде нитрида. В частности, N легко связывается с Ti при относительно высокой температуре и образует крупнозернистый нитрид, который имеет тенденцию действовать в качестве источника трещин. Соответственно, в настоящем изобретении предпочтительно, чтобы содержание N в стали было снижено, насколько это возможно. Содержание N в стали в настоящем изобретении должно быть ограничено до 0,007% или менее, предпочтительно до 0,005% или менее и более предпочтительно до 0,003% или менее.
Кроме основных компонентов, описанных выше, композиция высокопрочного стального листа, полученного методом горячей прокатки, по настоящему изобретению может включать в себя в мас.%, с целью дальнейшего увеличения прочности стального листа: (1) по меньшей мере один элемент, выбранный из Mb: от 0,005% до 0,100%, Ti: от 0,005% до 0,200% и V: от 0,005% до 0,100%; (2) по меньшей мере один элемент, выбранный из Cu: от 0,05% до 0,20%, Mi: от 0,05% до 0,50%, Мо: от 0,05% до 0,50%, Cr: от 0,05% до 0,50% и В: от 0,0005% до 0,0050%; (3) Sb: от 0,001% до 0,020% и/или (4) по меньшей мере один элемент, выбранный из Ca: от 0,0001% до 0,0050% и REM: от 0,0005% до 0,0100%.
Nb: от 0,005% до 0,100%
Ниобий представляет собой элемент, который способствует увеличению прочности стали благодаря образованию карбида и/или нитрида. Содержание ниобия в стали предпочтительно составляет по меньшей мере 0,005% для достаточного достижения этого эффекта. Однако содержание Nb, превышающее 0,100%, скорее ухудшает свойство удлинения стали. Соответственно, в том случае, когда стальной лист по настоящему изобретению содержит Nb, содержание Nb в стали предпочтительно ограничено диапазоном от 0,005% до 0,100%.
Ti: от 0,005% до 0,200%
Титан представляет собой элемент, который способствует увеличению прочности стали благодаря образованию карбида и/или нитрида. Содержание титана в стали предпочтительно составляет по меньшей мере 0,005% для достаточного достижения этого эффекта. Однако содержание Ti, превышающее 0,200%, скорее ухудшает свойство удлинения стали. Соответственно, в том случае, когда стальной лист по настоящему изобретению содержит Ti, содержание Ti в стали предпочтительно ограничено диапазоном от 0,005% до 0,200%.
V: от 0,005% до 0,100%
Ванадий представляет собой элемент, который способствует увеличению прочности стали благодаря образованию карбида и/или нитрида. Содержание ванадия в стали предпочтительно составляет по меньшей мере 0,005% для достаточного достижения этого эффекта. Однако содержание V, превышающее 0,100%, скорее ухудшает свойство удлинения стали. Соответственно, в том случае, когда стальной лист по настоящему изобретению содержит V, содержание V в стали предпочтительно ограничено диапазоном от 0,005% до 0,100%.
Cu: от 0,05% до 0,20%
Медь существует в виде растворенного Cu и увеличивает прочность стали. Содержание меди в стали предпочтительно составляет по меньшей мере 0,005% для достаточного достижения этого эффекта. Однако содержание Cu, превышающее 0,20%, отрицательно влияет на поверхностные свойства стали. Соответственно, в том случае, когда стальной лист по настоящему изобретению содержит Cu, содержание Cu предпочтительно ограничено диапазоном от 0,05% до 0,20%.
Ni: от 0,05% до 0,50%
Никель существует в виде растворенного Ni и увеличивает прочность стали. Содержание никеля в стали предпочтительно составляет по меньшей мере 0,05% для достаточного достижения этого эффекта. Однако содержание Ni, превышающее 0,50%, способствует образованию мартенситной фазы и ухудшает формуемость стали. Соответственно, в том случае, когда стальной лист по настоящему изобретению содержит Ni, содержание Ni предпочтительно ограничено диапазоном от 0,05% до 0,50%.
Мо: от 0,05% до 0,50%
Молибден увеличивает прочность стали путем облегчения осаждения благодаря образованию карбида и улучшения закалочной прокаливаемости, таким образом улучшая способность к штампованию и сопротивление усталости стали. Содержание молибдена предпочтительно составляет по меньшей мере 0,05% для достаточного достижения этих эффектов. Однако содержание Мо, превышающее 0,50%, способствуют образованию мартенситной фазы и таким образом ухудшает формуемость стали. Соответственно, в том случае, когда стальной лист по настоящему изобретению содержит Мо, содержание Мо предпочтительно ограничено диапазоном от 0,05% до 0,50%.
Cr: от 0,05% до 0,50%
Хром увеличивает прочность стали благодаря улучшению закалочной прокаливаемости, таким образом улучшая способность к штампованию и сопротивление усталости стали. Содержание хрома предпочтительно составляет по меньшей мере 0,05% для достаточного достижения этого эффекта. Однако содержание Cr, превышающее 0,50%, способствует образованию мартенситной фазы и таким образом ухудшает формуемость стали. Соответственно, в том случае, когда стальной лист по настоящему изобретению содержит Cr, содержание Cr предпочтительно ограничено диапазоном от 0,05% до 0,50%.
В: 0,0005% до 0,0050%
Бор представляет собой элемент, который подавляет благодаря его сегрегации на границах зерен аустенита (у) образование феррита из границ зерен и рост феррита, а также способствует увеличению прочности стали благодаря улучшению закалочной прокаливаемости. Содержание бора предпочтительно составляет по меньшей мере 0,0005% для достаточного достижения этого эффекта. Однако содержание В, превышающее 0,0050%, ухудшает формуемость стали. Соответственно, в том случае, когда стальной лист по настоящему изобретению содержит В, содержание В предпочтительно ограничено диапазоном от 0,0005% до 0,0050%.
So: от 0,001% до 0,020%
Сурьма представляет собой элемент, который имеет тенденцию избирательно двигаться к поверхностному слою стального листа, когда стальной лист нагревают для горячей прокатки, подавляет образование оксидов Si, Mn и тому подобного вблизи поверхностного слоя, улучшает поверхностные свойства стального листа и подавляет появление трещин вследствие усталости, начинающихся с поверхности стали, что вносит вклад в улучшение сопротивление усталости стального листа. Содержание сурьмы должно составлять по меньшей мере 0,001% для достаточного достижения вышеупомянутых превосходных эффектов. Однако содержание Sb, превышающее 0,020%, является экономически невыгодным, поскольку вышеупомянутые превосходные эффекты затем достигают стадии плато без дальнейшего увеличения. Соответственно, в том случае, когда стальной лист по настоящему изобретению содержит Sb, содержание Sb предпочтительно ограничено диапазоном от 0,001% до 0,020% и более предпочтительно диапазоном от 0,003% до 0,010%.
Са: от 0,0001% до 0,0050%; REM: от 0,0005% до 0,0100%
Кальций и REM представляют собой элементы, которые соответственно контролируют морфологию сульфидов, чтобы они были сферическими, для улучшения способности стали к штампованию. Стальной лист по настоящему изобретению может содержать Са и REM в соответствии с потребностями. Содержания Са и REM в стали должны составлять 0,0001% и 0,0005%, соответственно, для достижения вышеупомянутого превосходного эффекта. Однако избыточное содержание Са, превышающее 0,0050%, и избыточное содержание REM, превышающее 0,0100%, вызывают увеличение включений и тому подобного, что облегчает появление поверхностных и внутренних дефектов стального листа. Соответственно, в том случае, когда стальной лист по настоящему изобретению содержит Са и REM, содержание Са предпочтительно ограничено диапазоном от 0,0001% до 0,0050%, а содержание REM предпочтительно ограничено диапазоном от 0,0005% до 0,0100%.
Sn, Mg, Co, As, Pb, Zn, O и тому подобное в качестве примесей не вызывают особых проблем до тех пор, пока их общее содержание ограничено до 0,5% или менее.
Остаток композиции стального листа по настоящему изобретению представляет собой Fe и сопутствующие примеси. Это означает, что в объем настоящего изобретения включены вещества, содержащие такие сопутствующие примеси, как описано выше, и другие следовые элементы, если присутствие таких примесей не наносит вреда операциям и эффектам настоящего изобретения.
Различие в твердости по Виккерсу между участком поверхностного слоя и центральным участком в направлении толщины листа составляет 50 или менее.
У высокопрочного стального листа, полученного методом горячей прокатки, по настоящему изобретению, различие в твердости по Виккерсу между участком поверхностного слоя и центральным участком в направлении толщины листа обычно составляет 50 или менее, так что обеспечивается желательное свойство удлинения, при сохранении достаточно высокой прочности стального листа (предел прочности на разрыв по меньшей мере 590 МПа). В том случае, когда это различие в твердости по Виккерсу превышает 50, свойство удлинения значительно ухудшается, поскольку в этом случае способность к пластической деформации твердой части стального листа не является достаточной. Соответственно, различие в твердости по Виккерсу между участком поверхностного слоя и центральным участком в направлении толщины листа составляет 50 или менее, предпочтительно 30 или менее.
В настоящем изобретении "участок поверхностного слоя" стального листа представляет собой участок, расположенный от поверхности до глубины 0,2 мм в направлении толщины стального листа. "Центральный участок в направлении толщины листа" для стального листа означает участок, расположенный от 1/4 глубины до 3/4 глубины толщины стального листа.
Вышеупомянутая "твердость по Виккерсу" представляет собой один из критериев для представления о твердости материала и особенно критериев, определяющих твердость на вдавливание. Более конкретно, твердость по Виккерсу (HV) определяют путем вдавливания пирамидального наконечника, изготовленного из правильного четырехугольного пирамидального алмаза (угол при вершине α=136°), в поверхность материала; измерения длины d (мм) диагональной линии следа, оставленного на поверхности материала после снятия рабочей нагрузки F (N); расчета площади поверхности следа S (мм2) из d и деления рабочей нагрузки F (N) на вычисленную таким образом площадь поверхности S (мм2). Фактически HV получают согласно уравнению ниже.

Предел прочности на разрыв составляет по меньшей мере 590 МПа.
Высокопрочный стальной лист, полученный методом горячей прокатки, по настоящему изобретению обычно имеет предел прочности на разрыв по меньшей мере 590 МПа. Элемент, образованный из стального листа, может быть изготовлен относительно тонким благодаря такой высокой прочности. Соответственно, стальной лист по настоящему изобретению сможет внести значительный вклад в уменьшение массы транспортного средства, когда указанный лист будут использовать при изготовлении автомобиля или тому подобного.
Кроме того, стальной лист по настоящему изобретению может иметь пленочное покрытие, нанесенное на его поверхность. Пленочное покрытие, сформированное на поверхности стального листа, полученного методом горячей прокатки, улучшает коррозионную устойчивость стального листа. Примеры пленочного покрытия включают в себя цинковое покрытие, полученное горячим способом; отожженное покрытие, полученное методом горячего цинкования; покрытие, полученное методом электролитического цинкования в расплаве; покрытие, полученное методом электролитического нанесения сплава Zn-Ni, и тому подобное.
Далее будет описан способ изготовления стального листа, полученного методом горячей прокатки, по настоящему изобретению.
Стальной лист, полученный методом горячей прокатки, изготавливают путем получения необработанной стали, имеющей композицию, описанную выше, и подвергания необработанной стали нагреванию, горячей прокатке, охлаждению и сворачиванию в этом порядке в настоящем изобретении.
В настоящем изобретении температура нагревания необработанной стали установлена в диапазоне от 1150°С до 1350°С, и конечная температура при горячей прокатке установлена в диапазоне от 850°С до 950°С; средняя скорость охлаждения после горячей прокатки до стадии достижения точки Ar3 при охлаждении стального листа, полученного в результате горячей прокатки, установлена на уровне по меньшей мере 30°С/сек; средняя скорость охлаждения в температурном диапазоне между точкой Ar3 и температурой сворачивания при охлаждении стального листа установлена на уровне менее 20°С/сек; и температура сворачивания в процессе сворачивания после процесса охлаждения установлена в диапазоне от 300°С до 650°С.
Способ изготовления необработанной стали не требует конкретных ограничений. Применимыми являются любые традиционные способы, в которых необработанную сталь обычно изготавливают путем получения расплавленной стали, имеющей вышеуказанную композицию, с помощью слиточных способов с использованием конвертера, электрической печи или тому подобного; подвергания расплавленной стали чистовому рафинированию (внепечной обработке), предпочтительно с использованием печи для вакуумной дегазации; и получения необработанной стали, такой как сляб, методом литья, таким как непрерывное литье.
Температура нагревания необработанной стали составляет от 1150°С до 1350°С.
Температура нагревания для горячей прокатки необработанной стали установлена в диапазоне от 1150°С до 1350°С. Большинство карбид/нитридообразующих элементов, таких как Ti, существует в виде крупнозернистых карбидов и нитридов в необработанной стали (слябе). Эти крупнозернистые карбиды и нитриды должны быть однократно переведены в форму твердых растворов, так чтобы элементы можно было использовать в виде растворенного титана, мгновенного осаждения или тому подобного для увеличения прочности стального листа, полученного методом горячей прокатки. Поэтому необработанную сталь в настоящем изобретении сначала нагревают до 1150°С или выше. Однако слишком высокая температура нагревания (превышающая 1350°С) приводит к избыточному образованию окалины, таким образом ухудшая качество поверхности вследствие окалинных дефектов. Соответственно, температура нагревания для горячей прокатки необработанной стали должна быть установлена в диапазоне от 1150°С до 1350°С.
Конечная температура при горячей прокатке составляет от 850°С до 950°С.
Процесс горячей прокатки должен завершаться при конечной температуре в диапазоне от 850°С до 950°С. В том случае, когда конечная температура находится ниже 850°С, горячая прокатка заканчивается "феррит + аустенит" двухфазной прокаткой, и свойство удлинения стального листа ухудшается вследствие остаточной микроструктуры. В том случае, когда конечная температура превышает 950°С, зерна аустенита растут, что делает структуру стального листа, полученного методом горячей прокатки, в значительной степени крупнозернистой. Соответственно, конечная температура должна быть установлена в диапазоне от 850°С до 950°С.
Средняя скорость охлаждения между завершением горячей прокатки и стадией точки Ar3 составляет по меньшей мере 30°С/сек.
Охлаждение стального листа между завершением горячей прокатки и стадией точки Ar3 является критически важным для получения стального листа, полученного методом горячей прокатки, имеющего предел прочности на разрыв по меньшей мере 590 МПа. В том случае, когда средняя скорость охлаждения между завершением горячей прокатки и стадией точки Ar3 составляет менее 30°С/сек, происходит образование феррита в значительной степени в последующем процессе охлаждения, что дает в результате предел прочности на разрыв полученного стального листа менее 590 МПа. Соответственно, среднюю скорость охлаждения между завершением горячей прокатки и стадией точки Ar3 специально устанавливают на уровне по меньшей мере 30°С/сек. Однако в том случае, когда эта средняя скорость охлаждения превышает 55°С/сек, увеличивается вероятность того, что только поверхностный слой стального листа будет чрезмерно охлаждаться, в результате чего поверхностный слой имеет тенденцию отверждаться, и формуемость стального листа может ухудшаться. Соответственно, среднюю скорость охлаждения между завершением горячей прокатки и стадией точки Ar3 предпочтительно устанавливают на уровне менее 55°С/сек.
Средняя скорость охлаждения в температурном диапазоне от точки Ar3 до температуры сворачивания составляет менее 20°С/сек
Охлаждение в температурном диапазоне от точки Ar3 до температуры сворачивания следует осуществлять настолько мягко, насколько это возможно в способе изготовления стального листа по настоящему изобретению. Распределение температуры в направлении толщины листа делают однородным и, таким образом, распределение вторичной фазы и/или морфологию осаждения карбидов делают однородными путем проведения процесса охлаждения таким образом, как описано выше. Различие в твердости по Виккерсу между участком поверхностного слоя и центральным участком в направлении толщины стального листа делают равным 50 или менее, и поэтому свойство удлинения стального листа улучшается путем охлаждения стального листа в температурном диапазоне от точки Ar3 до температуры сворачивания при средней скорости охлаждения менее 20°С/сек. В том случае, когда эта скорость охлаждения превышает 20°С/сек, различие в твердости по Виккерсу между участком поверхностного слоя и центральным участком в направлении толщины листа превышает 50. Соответственно, средняя скорость охлаждения в температурном диапазоне от точки Ar3 до температуры сворачивания должна быть установлена на уровне менее 20°С/сек.
Температура сворачивания составляет от 300°С до 650°С
В том случае, когда температура сворачивания после процесса охлаждения составляет менее 300°С, свойство удлинения стального листа ухудшается вследствие чрезмерного образования мартенсита и/или остаточного аустенита. В том случае, когда температура сворачивания превышает 650°С, предел прочности на разрыв стального листа не может достичь 590 МПа из-за увеличения количества крупнозернистого феррита и перлита. Соответственно, температура сворачивания должна находиться в диапазоне от 300°С до 650°С, предпочтительно в диапазоне от 400°С до 650°С (включительно от 400°С до 650°С).
Стальной лист, полученный методом горячей прокатки, может быть подвергнут травлению согласно традиционному способу после процесса сворачивания для того, чтобы удалить окалины. Полученный методом горячей прокатки лист также может быть подвергнут дрессировке после травления.
При необходимости, стальной лист может быть снабжен цинковым покрытием, нанесенным на него посредством погружения в ванну для горячего цинкования. Кроме того, то, что называется методом горячего цинкования путем легирования железа цинком, может быть осуществлено путем повторного нагревания стального листа до температуры в диапазоне от примерно 460°С до 570°С после погружения в ванну для цинкования и выдерживания стального листа в этом состоянии в течение по меньшей мере 1 секунды, предпочтительно по меньшей мере 5 секунд.
Примеры покрытия стального листа включают, помимо цинкового покрытия, Al покрытие, композитное покрытие из цинка и алюминия и тому подобное. В том случае, когда покрытие не получено во время отжига, на стальном листе может быть предусмотрено покрытие, полученное методом электролитического цинкования в расплаве, Ni покрытие или тому подобное. Кроме того, на холодном свернутом стальном листе или покрытом стальном листе может быть сформировано пленочное покрытие посредством химической металлизации или тому подобного.
СВЕДЕНИЯ, ПОДТВЕРЖДАЮЩИЕ ВОЗМОЖНОСТЬ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Далее будут описаны примеры настоящего изобретения
В Таблице 1 показаны химические композиции испытуемых образцов стального листа согласно настоящему изобретению и испытуемых образцов стального листа, выходящих за пределы объема настоящего изобретения. В Таблице 2 показаны условия изготовления соответствующих испытуемых образцов. Образцы расплавленной стали, имеющие составы компонентов, показанные в Таблице 1, подвергали непрерывной отливке в слябы (необработанная сталь). Каждый из слябов, полученных таким образом, нагревали и подвергали горячей прокатке с получением стального листа, полученного методом горячей прокатки (толщина листа от 2,9 мм до 10,0 мм) согласно условиям, показанным в Таблице 2, и, после завершения горячей прокатки, подвергали первичному охлаждению, вторичному охлаждению и сворачиванию согласно условиям, показанным в Таблице 2. Первичное охлаждение означает процесс охлаждения между конечной температурой (горячей прокатки) и точкой Ar3 после завершения горячей прокатки, а вторичное охлаждение означает процесс охлаждения стального листа от точки Ar3 до температуры сворачивания. Скорость первичного охлаждения и скорость вторичного охлаждения каждого образца показаны в виде средних скоростей охлаждения в соответствующих температурных диапазонах охлаждения, соответственно, в Таблице 2.
Стальной лист, полученный методом горячей прокатки каждого образца, полученного таким образом, подвергали травлению и затем из него получали заготовки для испытания. Испытание на твердость и испытание на растяжение проводили с использованием заготовок для испытания. Для образцов стального листа №3 (толщина листа 6,0 мм) и №11 (толщина листа 10,0 мм) заготовки для испытания получали из стальных листов, полученных методом горячей прокатки, не подвергнутых травлению. Конкретно, испытания проводили следующим образом.
(1) Испытание на твердость
Непрерывно-литую заготовку параллельно с направлением прокатки каждой заготовки для испытания полировали до зеркального блеска и анализировали твердость по Виккерсу непрерывно-литой заготовки в положении на глубине 0,1 мм, измеренной от поверхности стального листа (т.е. участка поверхностного слоя), и в положении на глубине 1/2 толщины листа, измеренной от поверхности стального листа (т.е. центрального участка в направлении толщины листа), при рабочей нагрузке 0,98 Н в 10 точках для каждой глубины. Среднее значение твердости по Виккерсу в положении на данной глубине вычисляли как среднее значение результатов в 10 точках. Различие между средним значением твердости по Виккерсу в положении поверхностного слоя и средним значением твердости по Виккерсу в центральном положении в направлении толщины листа, полученное таким образом, считали различием в твердости по Виккерсу между участком поверхностного слоя и центральным участком в направлении толщины листа.
Различия в твердости по Виккерсу образцов, определенные таким образом, показаны в Таблице 2.
(2) Испытание на растяжение
Получали испытуемую заготовку №5 согласно японскому промышленному стандарту (JIS №5) (GL: 50 мм), так чтобы направление растяжения было ортогональным к направлению прокатки, из каждого из образцов стальных листов, полученных методом горячей прокатки. Испытание на растяжение проводили для испытуемой заготовки согласно JIS Z 2241, для анализа различных характеристик растяжения, включая предел текучести (YS), предел прочности на разрыв (TS) и удлинение (EI).
Учитывая EI, удлинение, достигающее по меньшей мере 20%, оценивали как "принято", а удлинение менее 20% оценивали как "дефект".
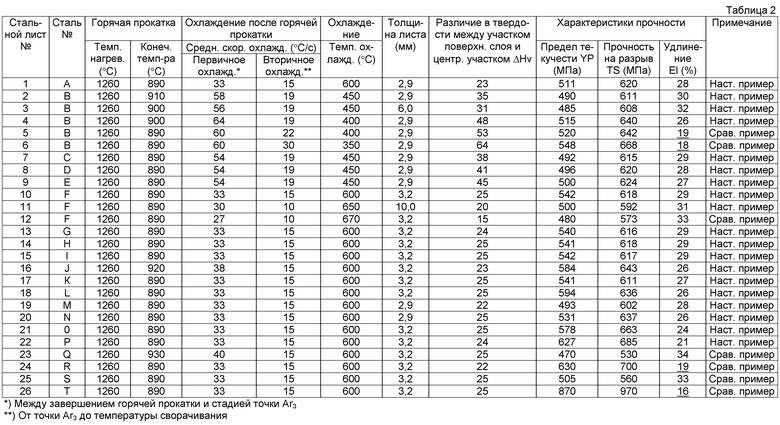
Каждый из образцов стальных листов согласно настоящему изобретению имеет удовлетворительно высокую прочность (предел прочности на разрыв TS по меньшей мере 590 МПа) и различие в твердости по Виккерсу между участком поверхностного слоя и центральным участком в направлении толщины листа 50 или менее и демонстрирует хорошее удлинение El≥20%, таким образом доказывая, что действительно является высокопрочным стальным листом, полученным методом горячей прокатки, имеющим превосходную формуемость.
Напротив, сравнительные образцы стального листа, выходящего за пределы объема настоящего изобретения, имеют либо предел прочности на разрыв TS менее 590 МПа, либо Е1 менее 20%, таким образом оказываясь неспособными одновременно демонстрировать желаемую высокую прочность и хорошее удлинение.
Промышленная применимость
Согласно настоящему изобретению можно относительно легко изготовить стальной лист, полученный методом горячей прокатки, который демонстрирует улучшенное свойство удлинения при сохранении удовлетворительно высокой прочности по меньшей мере 590 МПа. Таким образом, настоящее изобретение оказывает достоверно превосходный эффект в отношении промышленного производства.
Изобретение относится к области металлургии. В настоящем изобретении предложен стальной лист, полученный методом горячей прокатки, который имеет улучшенное свойство удлинения при сохранении удовлетворительно высокой прочности, составляющей по меньшей мере 590 МПа. Стальной лист получен методом горячей прокатки и содержит в мас.%: С от 0,03 до 0,15, Si 1,5 или менее, Mn от 0,5 до 2,0, Р 0,04 или менее, S 0,005 или менее, Al от 0,005 до 0,10, N 0,007 или менее и остаток в виде Fe и неизбежных примесей, причем различие в твердости по Виккерсу в стальном листе между участком поверхностного слоя и центральным участком в направлении толщины листа составляет 50 или менее, а его предел прочности на разрыв составляет по меньшей мере 590 МПа. 2 н. и 12 з.п. ф-лы, 2 табл.
1. Высокопрочный горячекатаный стальной лист с повышенной формуемостью, содержащий в мас.%:
при этом различие в твердости по Виккерсу между участком поверхностного слоя и центральным участком в стальном листе в направлении его толщины составляет 50 или менее, а его предел прочности на разрыв составляет по меньшей мере 590 МПа.
2. Высокопрочный горячекатаный стальной лист по п.1, который дополнительно содержит по меньшей мере один элемент, выбранный из, в мас.%: Nb от 0,005 до 0,100, Ti от 0,005 до 0,200 и V от 0,005 до 0,100.
3. Высокопрочный горячекатаный стальной лист по п.1, который дополнительно содержит по меньшей мере один элемент, выбранный из, в мас.%: Cu от 0,05 до 0,20, Ni от 0,05 до 0,50, Мо от 0,05 до 0,50, Cr от 0,05 до 0,50 и В от 0,0005 до 0,0050.
4. Высокопрочный горячекатаный стальной лист по п.2, который дополнительно включает по меньшей мере один элемент, выбранный из, в мас.%: Cu от 0,05 до 0,20, Ni от 0,05 до 0,50, Мо от 0,05 до 0,50, Cr от 0,05 до 0,50 и В от 0,0005 до 0,0050.
5. Высокопрочный горячекатаный стальной лист по любому из пп.1-4, который дополнительно содержит Sb от 0,001 до 0,020 мас.%.
6. Высокопрочный горячекатаный стальной лист по любому из пп.1-4, который дополнительно содержит по меньшей мере один элемент, выбранный из, в мас.%: Са от 0,0001 до 0,0050 и REM (редкоземельные элементы) от 0,0005 до 0,0100.
7. Высокопрочный горячекатаный стальной лист по п.5, который дополнительно содержит по меньшей мере один элемент, выбранный из, в мас.%: Са от 0,0001 до 0,0050 и REM (редкоземельные элементы) от 0,0005 до 0,0100.
8. Способ изготовления горячекатаного высокопрочного стального листа с повышенной формуемостью по п.1, в котором необработанную сталь, содержащую в мас.%: С от 0,03 до 0,15, Si 1,5 или менее, Mn от 0,5 до 2,0, Р 0,04 или менее, S 0,005 или менее, Al от 0,005 до 0,10, N 0,007 или менее, Fe и неизбежные примеси - остальное, подвергают последовательно нагреву, горячей прокатке, охлаждению и смотке, причем
нагрев необработанной стали осуществляют до температуры в диапазоне от 1150°С до 1350°С,
горячую прокатку проводят при конечной температуре в диапазоне от 850°С до 950°С с получением стального листа,
охлаждение стального листа после горячей прокатки ведут со средней скоростью охлаждения по меньшей мере 30°С/с до точки Ar3, а затем со средней скоростью охлаждения менее 20°С/с в температурном диапазоне между точкой Ar3 и температурой смотки,
смотку охлажденного стального листа осуществляют при температуре, установленной в диапазоне от 300°С до 650°С.
9. Способ по п.8, в котором необработанная сталь дополнительно содержит по меньшей мере один элемент, выбранный из, в мас.%: Nb от 0,005 до 0,100, Ti от 0,005 до 0,200 и V от 0,005 до 0,100.
10. Способ по п.8, в котором необработанная сталь дополнительно содержит по меньшей мере один элемент, выбранный из, в мас.%: Cu от 0,05 до 0,20, Ni от 0,05 до 0,50, Мо от 0,05 до 0,50, Cr от 0,05 до 0,50 и В от 0,0005 до 0,0050.
11. Способ по п.9, в котором необработанная сталь дополнительно содержит по меньшей мере один элемент, выбранный из, в мас.%: Cu от 0,05 до 0,20, Ni от 0,05 до 0,50, Мо от 0,05 до 0,50, Cr от 0,05 до 0,50 и В от 0,0005 до 0,0050.
12. Способ по любому из пп.8-11, в котором необработанная сталь дополнительно содержит Sb от 0,001 до 0,020 мас.%.
13. Способ любому из пп.8-11, в котором необработанная сталь дополнительно содержит по меньшей мере один элемент, выбранный из, в мас.%: Са от 0,0001 до 0,0050 и REM от 0,0005 до 0,0100.
14. Способ по п.12, в котором необработанная сталь дополнительно содержит по меньшей мере один элемент, выбранный из, в мас.%: Са от 0,0001 до 0,0050 и REM от 0,0005 до 0,0100.
| JP 11117039 A, 27.04.1999 | |||
| JP 04276024A, 01.10.1992 | |||
| ТОНКИЙ СТАЛЬНОЙ ЛИСТ С ПРЕКРАСНЫМИ СОСТОЯНИЕМ ПОВЕРХНОСТИ, ФОРМУЕМОСТЬЮ И ОБРАБАТЫВАЕМОСТЬЮ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2004 |
|
RU2320732C1 |
| ЛИСТ ВЫСОКОПРОЧНОЙ СТАЛИ, ОБЛАДАЮЩИЙ ПОВЫШЕННОЙ ПЛАСТИЧНОСТЬЮ, И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2009 |
|
RU2418090C2 |
| Способ определения термоогнезащитных характеристик средств индивидуальной защиты | 2021 |
|
RU2790009C2 |
| JP 2000017385 A, 18.01.2000 | |||
| СПОСОБ ПРОИЗВОДСТВА ТОНКИХ ХОЛОДНОКАТАНЫХ ПОЛОС ПОД МЕТАЛЛИЧЕСКИЕ ИЛИ ПОЛИМЕРНЫЕ ПОКРЫТИЯ | 2007 |
|
RU2351661C1 |

