Область техники, к которой относится изобретение
Настоящее изобретение относится к толстостенному высокопрочному горячекатаному стальному листу, который преимущественно используется в качестве исходного материала для производства высокопрочной стальной трубы, от которой требуется наличие высокой ударной вязкости в случае ее применения в качестве трубопровода для транспортировки сырой нефти, природного газа и т.п., и к способу его производства, и более конкретно, к повышению низкотемпературной ударной вязкости и стойкости к индуцируемому водородом растрескиванию. В данном описании «толстостенный стальной лист» означает стальной лист, имеющий толщину не менее 8,7 мм и не более 35,4 мм. При этом «стальной лист» является понятием, которое включает в себя стальной лист и стальную полосу.
Уровень техники
В последнее время в связи с резким ростом стоимости нефти из-за нефтяного кризиса активно выдвигаются требования разнообразить источники энергии и т.п., проводить бурение для добычи нефти и природного газа, а также строить трубопроводы в очень холодных регионах, таких как Северное море, Канада и Аляска. При этом с целью повышения производительности транспортирования природного газа и нефти имеет место тенденция эксплуатации трубопроводов под высоким давлением с использованием труб большого диаметра. Для того чтобы сделать возможной работу трубопроводов под высоким давлением, необходимо выполнить транспортную трубу (трубопровод) с использованием толстых стальных труб, в связи с чем используют стальные трубы UOE, для которых в качестве исходного материала используется плита.
Однако в последнее время наряду с потребностью в дальнейшем снижении себестоимости строительства трубопроводов существует значительная потребность снижения стоимости материала для стальных труб. Соответственно, в качестве транспортной трубы вместо стальной трубы UOE, в которой в качестве исходного материала используется плита, используют высокопрочную стальную трубу, которую изготовляют с использованием рулонного горячекатаного стального листа (горячекатаной стальной полосы), которая обладает высокой производительностью и может быть изготовлена при более низких затратах.
Для таких высокопрочных сварных стальных труб с целью предотвращения разрыва трубопровода требуется наличие высокой прочности и в то же время высокой низкотемпературной ударной вязкости. Для производства стальной трубы, которая обладала бы как высокой прочностью, так и высокой ударной вязкостью, были сделаны попытки придать большую прочность стальному листу, являющемуся исходным материалом для стальной трубы, с помощью упрочнения в результате преобразования, которое достигается ускоренным охлаждением после горячей прокатки, и дисперсионного упрочнения, которое достигается выделением элементов сплавов, таких как Nb, V, Ti и т.п., а также были сделаны попытки придать стальному листу большую ударную вязкость путем образования микроструктуры с применением регулируемой прокатки и т.п.
Далее, транспортная труба (трубопровод), используемая для транспортирования сырой нефти или природного газа, который содержит сероводород, наряду с такими свойствами как высокая прочность и высокая ударная вязкость должна также обладать высокой стойкостью к так называемому кислому газу, в частности стойкостью к растрескиванию, индуцируемому водородом (HIC-стойкостью), или стойкостью к растрескиванию в результате коррозии, вызываемой напряжениями.
Для удовлетворения названной потребности в патентном документе JP-A-11-80833, например, предлагается способ производства высокопрочного предназначенного для труб стального листа, обладающего высокой стойкостью к индуцируемому водородом растрескиванию. Раскрытая в патентном документе JP-A-11-80833 технология относится к способу производства стального листа для высокопрочной электросварной стальной трубы марки АРГХ 70 или выше. Иными словами, в патентном документе JP-A-11-80833 описывается способ производства стального листа для высокопрочной трубопроводной трубы, обладающей высокой стойкостью к индуцируемому водородом растрескиванию, где сляб нагревают при температуре от 1000 до 1200°С и подвергают горячей прокатке, образуя тем самым стальной лист, который охлаждают таким образом, чтобы температура поверхности стального листа достигала значения 500°С или ниже с помощью ускоренного охлаждения после завершения горячей прокатки, ускоренное охлаждение останавливают однократно и стальной лист повторно нагревают так, чтобы температура поверхности стального листа достигла значения 500°С или выше, после чего стальной лист охлаждают до температуры 600°С или ниже с помощью ускоренного охлаждения со скоростью охлаждения от 3 до 50°С/сек. Описанная в патентном документе JP-A-11-80833 технология включает в себя прерывистое ускоренное охлаждение, в результате которого распределение температур в стальном листе становится равномерным в направлении толщины листа и, в то же время, образовавшаяся на стороне поверхности упрочненная структура подвергается отжигу, благодаря чему стойкость к индуцируемому водородом растрескиванию вблизи поверхности стального листа может повыситься.
Далее, в патентном документе JP-A-2000-160245 предложен способ производства высокопрочной стальной плиты, которая обладает высокой стойкостью к индуцируемому водородом растрескиванию. Раскрытая в патентном документе JP-A-2000-160245 технология относится к способу производства стального листа для высокопрочной стальной трубы марки APIX 60 или выше. Более конкретно, в патентном документе JP-A-2000-160245 описывается способ производства высокопрочной стальной плиты, обладающей высокой стойкостью к индуцируемому водородом растрескиванию, где сляб нагревают при температуре от 1000 до 1200°С и подвергают горячей прокатке со степенью обжатия 60% или более в температурном диапазоне аустенита - 950°С или ниже, после чего образовавшуюся с помощью прокатки стальную плиту охлаждают от (Ar3-50°С) или выше до тех пор, пока температура поверхности стальной плиты не достигнет 500°С или ниже, при средней скорости охлаждения от 5 до 20°С/сек в центральной части стальной плиты и охлаждают стальную плиту до 600°С или ниже при средней скорости охлаждения от 5 до 50°С/сек в центральной части стальной плиты. Описанная в патентном документе JP-A-2000-160245 технология включает в себя двухстадийное охлаждение, в котором скорость охлаждения в процессе охлаждения меняют таким образом, что плите может быть обеспечена заданная прочность при одновременном ослаблении твердости стальной плиты вблизи поверхности стальной плиты.
Раскрытие изобретения
Задача, которую должно решить изобретение
Однако в последнее время спрос на транспортную трубу (трубопроводную трубу) становится все более высоким, в результате чего необходимо дальнейшее улучшение стойкости транспортной трубы к кислому газу и дополнительное снижение поверхностной твердости. Описанные в патентных документах JP-A-11-80833 и JP-A-2000-160245 технологии не могут снизить твердость поверхностного слоя стального листа в такой степени, чтобы удовлетворить предъявляемые в последнее время жесткие требования в отношении стойкости к индуцируемому водородом растрескиванию, что приводит к невозможности стабильно производить стальной лист для высокопрочной сварной стальной трубы марок Х65 или выше, которая обладает высокой стойкостью к индуцируемому водородом растрескиванию.
Настоящее изобретение выполнено с целью устранения названных выше недостатков, и целью настоящего изобретения является создание толстостенного высокопрочного горячекатаного стального листа, из которого может быть изготовлена высокопрочная сварная стальная труба марки Х65 или выше, который обладает высокой стойкостью к индуцируемому водородом растрескиванию, и способа производства толстостенного высокопрочного горячекатаного стального листа.
Средства для решения задачи
Для достижения указанной выше цели авторы настоящего изобретения провели интенсивные исследования различных факторов, которые влияют на твердость поверхностного слоя. В результате этого авторы изобретения установили, что существует возможность стабильно производить толстостенный высокопрочный горячекатаный стальной лист, имеющий предел прочности при растяжении, равный 520 МПа или выше, из которого может быть изготовлена высокопрочная сварная стальная труба марки Х65 или выше, имеющая низкую твердость поверхностного слоя, равную HV 230 или ниже. Более конкретно, при производстве горячекатаного стального листа путем применения горячей прокатки, состоящей из грубой прокатки и чистовой прокатки исходного стального материала, имеющего состав, который содержит С, Nb, Ti в таких количествах, что С, Nb, Ti удовлетворяют определенной соотносительной формуле, или в котором количества элементов сплава отрегулированы таким образом, что по меньшей мере один из углеродных эквивалентов Ceq или Pcm принимает некоторое заданное значение или ниже, стальной лист охлаждают путем применения прерывистого охлаждения стального листа после завершения чистовой прокатки.
Авторы настоящего изобретения провели дополнительные исследования на основе указанных выше результатов и выполнили настоящее изобретение.
Таким образом, суть настоящего изобретения состоит в следующем.
1) Толстостенный высокопрочный горячекатаный стальной лист, имеющий состав, который содержит, в мас.%: от 0,02 до 0,08% С, 1% или менее Si, от 0,50 до 1,85% Mn, 0,03% или менее Р, 0,005% или менее S, 0,1% или менее Al, от 0,02 до 0,10% Nb, от 0,001 до 0,05% Ti, 0,0005% или менее В и остальное Fe, и неизбежные примеси, причем стальной лист содержит Nb, Ti и С в таких количествах, которые удовлетворяют приведенной ниже формуле (1), и при этом стальной лист имеет структуру, образованную бейнитно-ферритной фазой или бейнитной фазой, а поверхностный слой имеет твердость по Виккерсу, равную HV 230 или ниже, где

где Ti, Nb, С означают содержания соответствующих элементов, в мас.%.
2) Толстостенный высокопрочный горячекатаный стальной лист согласно указанному выше пункту (1), состав которого дополнительно содержит, в мас.% один, два или более элементов, выбранных из группы, состоящей из 0,5% или менее V, 1,0% или менее Мо, 1,0% или менее Cr, 4,0% или менее Ni и 2,0% или менее Cu.
3) Толстостенный высокопрочный горячекатаный стальной лист согласно указанным выше пунктам (1) или (2), в котором состав дополнительно содержит, в мас.% один, два или более элементов, выбранных из группы, состоящей из 0,010% или менее Са, 0,02% или менее РЗМ и 0,003% или менее Mg.
4) Толстостенный высокопрочный горячекатаный стальной лист согласно указанному выше пункту (1) или пункту (2), состав которого дополнительно удовлетворяет по крайней мере одному из условий: условию, что Ceq, определенное формулой (2), равно 0,32% или менее, и условию, что Pcm, определенное формулой (3), равно 0,130% или менее, где


где С, Si, Mn, Cr, V, Cu, Ni, В обозначают содержания соответствующих элементов, в мас.%.
5) Способ производства толстостенного высокопрочного горячекатаного стального листа, поверхностный слой которого имеет твердость по Виккерсу, равную HV 230 или ниже, в котором при производстве горячекатаного стального листа путем применения горячей прокатки, состоящей из черновой прокатки и чистовой прокатки, исходного стального материала, имеющего состав согласно указанному выше пункту (1), после завершения чистовой прокатки горячекатаный стальной лист подвергают первой стадии охлаждения, на которой горячекатаный стальной лист охлаждают со средней скоростью охлаждения 30°С/сек или выше до тех пор, пока температура поверхности не достигнет 500°С или ниже, второй стадии охлаждения, на которой горячекатаный стальной лист после завершения первой стадии охлаждения охлаждают путем охлаждения на воздухе в течение 10 сек или меньше, и третьей стадии охлаждения, на которой горячекатаный стальной лист охлаждают методом ускоренного охлаждения до температуры, лежащей в температурном диапазоне от 350°С или выше до температуры ниже 600°С в середине толщины листа, со средней скоростью охлаждения 10°С/сек или выше в середине толщины листа, после чего горячекатаный стальной лист сматывают в рулон.
6) Способ производства толстостенного высокопрочного горячекатаного стального листа согласно указанному выше пункту (5), в котором ускоренное охлаждение на третьей стадии охлаждения проводят со скоростью теплового потока 1,5 Гкал/м2·час или выше по всей поверхности пузырькового кипения.
7) Способ производства толстостенного высокопрочного горячекатаного стального листа согласно указанным выше пункту (5) или пункту (6), в котором состав дополнительно содержит, в мас.% один, два или более элементов, выбранных из группы, состоящей из 0,5% или менее V, 1,0% или менее Мо, 1,0% или менее Cr, 4,0% или менее Ni и 2,0% или менее Cu.
8) Способ производства толстостенного высокопрочного горячекатаного стального листа согласно указанным выше пунктам от (5) до (7), состав которого дополнительно содержит, в мас.% один, два или более элементов, выбранных из группы, состоящей из 0,010% или менее Са, 0,02% или менее РЗМ и 0,003% или менее Mg.
9) Способ производства толстостенного высокопрочного горячекатаного стального листа согласно указанным выше пунктам от (5) до (7), состав которого дополнительно удовлетворяет по крайней мере одному из условий: условию, что Ceq, определенное формулой (2), равно 0,32% или менее, и условию, что Pcm, определенное формулой (3), равно 0,130% или менее, где


где С, Si, Mn, Cr, V, Cu, Ni, В обозначают содержания соответствующих элементов, в мас.%.
10) Способ производства толстостенного высокопрочного горячекатаного стального листа, имеющего предел прочности при растяжении 520 МПа или выше и твердость поверхностного слоя по Виккерсу HV 230 или ниже и обладающего высокой стойкостью к индуцируемому водородом растрескиванию, в котором при производстве горячекатаного стального листа путем применения горячей прокатки, состоящей из черновой прокатки и чистовой прокатки исходного стального материала, имеющего состав согласно указанному выше пункту (1), после завершения чистовой прокатки горячекатаный стальной лист подвергают первой стадии охлаждения, на которой горячекатаный стальной лист охлаждают методом ускоренного охлаждения со средней скоростью охлаждения 20°С/сек или выше и ниже критической скорости охлаждения для образования мартенсита на поверхности горячекатаного стального листа до тех пор, пока температура поверхности не достигнет значения не выше температуры преобразования Ar3 и не ниже температуры Ms, второй стадии охлаждения, следующей после завершения первой стадии охлаждения, на которой горячекатаный стальной лист быстро охлаждают до температуры в температурном диапазоне от 350°С или выше до температуры ниже 600°С в середине толщины листа, и третьей стадии охлаждения, следующей после завершения второй стадии охлаждения, на которой горячекатаный стальной лист сматывают в рулон при температуре сматывания, лежащей в температурном диапазоне от 350°С или выше до температуры ниже 600°С в расчете на температуру в середине толщины листа, после чего температуру горячекатаного стального листа на расстоянии от 1/4 до 3/4 толщины листа в направлении толщины рулона выдерживают в диапазоне температур от 350°С или выше до температуры ниже 600°С в течение 30 мин или более.
11) Способ производства толстостенного высокопрочного горячекатаного стального листа согласно указанному выше пункту (10), в котором быстрое охлаждение на второй стадии охлаждения представляет собой охлаждение при скорости теплового потока 1,0 Гкал/м2·час или выше по всей поверхности пузырькового кипения.
12) Способ производства толстостенного высокопрочного горячекатаного стального листа согласно указанным выше пункту (10) или пункту (11), состав которого дополнительно содержит, в мас.% один, два или более элементов, выбранных из группы, состоящей из 0,5% или менее V, 1,0% или менее Мо, 1,0% или менее Cr, 4,0% или менее Ni и 2,0% или менее Cu.
13) Способ производства толстостенного высокопрочного горячекатаного стального листа согласно любому из указанных выше пунктов от (10) до (12), состав которого дополнительно содержит, в мас.% один или два элемента, выбранных из группы, состоящей из 0,010% или менее Са, 0,02% или менее РЗМ и 0,003% или менее Mg.
14) Способ производства толстостенного высокопрочного горячекатаного стального листа согласно любому из указанных выше пунктов от (10) до (13), состав которого дополнительно удовлетворяет по крайней мере одному из условий Ceq, определенное формулой (2), равно 0,32% или менее, и Pcm, определенное формулой (3), равно 0,130% или менее, где


где С, Si, Mn, Cr, V, Cu, Ni, В обозначают содержания соответствующих элементов, в мас.%.
Преимущество изобретения
Согласно настоящему изобретению, высокопрочный горячекатаный стальной лист, который обладает высоким пределом прочности при растяжении 520 МПа или выше и низкой поверхностной твердостью HV 230 или ниже, имеет большую толщину, 8,7 мм или более, обладает высокой стойкостью к индуцируемому водородом растрескиванию и может преимущественно использоваться в качестве исходного материала для производства высокопрочной стальной трубы, может производиться в стабильном режиме, благодаря чему настоящее изобретение может иметь значительный промышленный эффект. Кроме того, при использовании произведенного с помощью настоящего изобретения горячекатаного стального листа в качестве исходного материала настоящее изобретение может также иметь полезный эффект за счет того, что высокопрочную стальную сварную трубу, обладающую высокой стойкостью к индуцируемому водородом растрескиванию, марки Х65 или выше можно производить при низкой себестоимости и также в стабильном режиме.
Осуществление изобретения
Прежде всего приведено объяснение причин ограничения состава исходных стальных материалов, используемых в настоящем изобретении. Если не указано иное, мас.% указаны просто как %.
С: от 0,02 до 0,08%
С является элементом, обладающим способностью повышать прочность стали. В настоящем изобретении необходимо, чтобы горячекатаный стальной лист для обеспечения заданной высокой прочности содержал 0,02% или более С. С другой стороны, если содержание С превышает 0,08%, увеличивается структурная фракция вторичной фазы, такой как перлит, в результате чего ухудшается ударная вязкость базового материала и ударная вязкость зоны, подвергнутой действию сварочного тепла. По этой причине содержание С ограничивается значением, лежащим в пределах от 0,02 до 0,08%. Содержание С преимущественно устанавливается равным значению, лежащему в пределах от 0,02 до 0,05%.
Si: 1,0% или ниже
Si является раскислителем и также обладает способностью повышать прочность стали за счет упрочнения раствора и усиления закаливаемости. Такого рода полезный эффект может быть приобретен при содержании Si 0,01% или выше. С другой стороны, если содержание Si превышает 1,0%, во время электросварки образуется оксид, содержащий Si, в результате чего качество подвергнутой сварке части ухудшается и в то же время ухудшается ударная вязкость зоны, подвергнутой воздействию сварочного тепла. По этой причине содержание Si ограничивается значением, лежащим 1,0% или ниже. Преимущественно содержание Si ограничено значением от 0,1 до 0,4%.
Mn: от 0,50 до 1,85%
Mn обладает способностью улучшать закаливаемость, в результате чего Mn повышает прочность стального листа за счет улучшения способности к закалке. Кроме того, Mn образует MnS, связывая тем самым S, благодаря чему предотвращается сегрегация S на границах зерен, и следовательно, может быть уменьшено растрескивание сляба (исходного стального материала). Для получения такого эффекта необходимо поддерживать содержание Mn равным 0,50% или более. С другой стороны, если содержание Mn превышает 1,85%, ухудшаются свариваемость и стойкость к индуцируемому водородом растрескиванию. Кроме того, при большом содержании Mn усиливается сегрегация при затвердевании во время разливки сляба, в результате чего в стальном листе остаются участки с концентрированным Mn, что повышает вероятность выделений. Чтобы рассеять участки с концентрированным Mn, необходимо нагревать горячекатаный стальной лист при температуре свыше 1300°С, но проводить такую термообработку в промышленном масштабе не реально. По этой причине содержание Mn ограничивается значением, лежащим в пределах 0,50 до 1,85%. Предпочтительно ограничение содержания Mn значением, лежащим в пределах 0,8 до 1,2%.
Р: 0,03 или ниже
Хотя Р содержится в стали в качестве неизбежной примеси, Р обладает способностью повышать прочность стали. Однако, если содержание Р превышает 0,03%, ухудшается свариваемость. По этой причине содержание Р ограничивается до 0,03% или ниже. Предпочтительно ограничение содержания Р до 0,01% или ниже.
S: 0,005 или ниже
S так же, как и Р, содержится в стали в качестве неизбежной примеси. Однако, если содержание S превышает 0,005%, в слябе возникают трещины, а в горячекатаном стальном листе образуется крупный MnS, ухудшая тем самым пластичность. По этой причине содержание S ограничивается до 0,005% или ниже. Предпочтительно ограничение содержания S до 0,001% или ниже.
Al: 0,1% или ниже
Al является элементом, действующим как раскислитель, и для получения такого эффекта желательно устанавливать содержание Al в горячекатаном стальном листе равным 0,005% или выше, и более желательно устанавливать содержание Al равным 0,01% или выше. С другой стороны, если содержание Al превышает 0,1%, значительно ухудшается способность к очищению сварного шва во время проведения электросварки. По этой причине содержание Al ограничивается до 0,1% или ниже. Предпочтительно ограничение содержания Al до значения в пределах от 0,005 до 0,05%.
Nb: от 0,03 до 0,10%
Nb является элементом, который обладает способностью подавлять укрупнение и рекристаллизацию аустенита. Nb позволяет проводить прокатку вне пределов температур рекристаллизации аустенита при горячей чистовой прокатке и выделяется в виде тонкого карбонитрида, благодаря чему Nb обладает способностью повышать прочность горячекатаного стального листа при малом содержании без ухудшения свариваемости. Для получения таких эффектов необходимо установить содержание Nb равным 0,03% или выше. С другой стороны, если содержание Nb превышает 0,10%, увеличивается давление на валки при горячей чистовой прокатке, и следовательно, могут возникать случаи, когда горячая прокатка окажется затруднительной. По этой причине содержание Nb ограничивается значением, лежащим в пределах от 0,03 до 0,10%. Предпочтительно ограничить содержание Nb значением, лежащим в пределах от 0,03 до 0,07%. Более предпочтительно ограничить содержание Nb значением, лежащим в пределах от 0,04 до 0,06%.
Ti: от 0,001 до 0,05%
Ti обладает способностью предотвращать трещины в слябе (исходном стальном материале) путем образования нитрида и связывания тем самым N, а также выделяется в виде тонкого карбида, в результате чего прочность стального листа повышается. Хотя такой эффект весьма очевиден, когда содержание Ti равно 0,001% или выше, если содержание Ti превышает 0,05%, за счет дисперсионного упрочнения заметно повышается предел текучести. По этой причине содержание Ti ограничивается значением, лежащим в пределах от 0,001 до 0,05%. Предпочтительно ограничить содержание Ti значением, лежащим в пределах от 0,005 до 0,03%.
В настоящем изобретении горячекатаный стальной лист содержит Nb, Ti и С, которые находятся в указанных выше пределах, и при этом содержания Nb, Ti, С подбирают такими, чтобы они удовлетворяли следующей формуле (1):

Nb и Ti являются элементами, которые обладают сильной карбидообразующей тенденцией, при которой большая часть С превращается в карбид, когда содержание С является низким, и при этом наблюдается резкое уменьшение содержания в ферритных зернах твердого раствора С. Резкое уменьшение содержания твердого раствора С в ферритных зернах негативно влияет на сварку кольцевым швом при строительстве трубопроводов. Когда сварка кольцевым швом применяется на стальной трубе, служащей в качестве трубопроводной трубы, изготовленной с использованием стального листа, в котором содержание твердого раствора С в ферритных зернах предельно снижено, рост зерен в зоне, подверженной воздействию сварочного тепла (HAZ), становится заметным, в результате чего возникает вероятность ухудшения ударной вязкости зоны, подвергнутой воздействию тепла, в месте кольцевого шва. В связи с этим содержания Nb, Ti, С в настоящем изобретении подбирают такими, чтобы они удовлетворяли формуле (1).
Благодаря такому подбору содержание твердого раствора С в ферритных зернах может быть задано равным 10 ч/млн или выше, и следовательно, ухудшение ударной вязкости зоны, подвергнутой воздействию тепла в месте кольцевого шва, может быть предотвращено.
В: 0,0005% или ниже
В является элементом, обладающим сильной тенденцией к появлению сегрегации на границах зерен и способствует повышению прочности стали за счет усиления закаливаемости. Этот эффект может быть достигнут, если содержание В равно 0,0001% или выше. Однако, если содержание В превышает 0,0005%, ухудшается ударная вязкость стали. По этой причине содержание В ограничивается до 0,0005% или ниже.
Хотя указанные выше содержания являются базовыми содержаниями горячекатаного стального листа в настоящем изобретении, в дополнение к базовому составу горячекатаный стальной лист может, в случае необходимости, выборочно содержать один, два или более элементов, выбранных из группы, состоящей из 0,5% или менее V, 1,0% или менее Мо, 1,0% или менее Cr, 4,0% или менее Ni и 2,0% или менее Cu и/или один или два элемента, выбранных из группы, состоящей из 0,010% или менее Са, 0,02% РЗМ и 0,003% или менее Mg.
Один или два элемента, выбранных из группы, состоящей из 0,5% или менее V, 1,0% или менее Мо, 1,0% или менее Cr, 4,0% или менее Ni и 2,0% или менее Cu.
Все элементы V, Мо, Cr, Ni и Cu являются элементами, которые усиливают закаливаемость и повышают прочность стального листа, и горячекатаный стальной лист может при необходимости содержать один, два или более представителей, выбранных из этих элементов.
V является элементом, который обладает способностью повышать прочность стального листа за счет усиления закаливаемости и образования карбонитрида. Такого рода эффект может стать исключительным, если содержание V составляет 0,01% или выше. С другой стороны, если содержание V превышает 0,5%, ухудшается свариваемость. По этой причине содержание V преимущественно ограничивается значением 0,5% или ниже. Более предпочтительно ограничить содержание V до 0,08% или ниже.
Мо является элементом, который обладает способностью повышать прочность стального листа за счет усиления закаливаемости и образования карбонитрида. Такого рода эффект может стать исключительным, если содержание Мо составляет 0,01% или выше. С другой стороны, если содержание Мо превышает 1,0%, ухудшается свариваемость. По этой причине содержание Мо преимущественно ограничивается значением 1,0% или ниже. Более предпочтительно ограничить содержание Мо значением, лежащим в диапазоне от 0,05 до 0,35%.
Cr является элементом, который обладает способностью повышать прочность стального листа за счет усиления закаливаемости. Такого рода полезный эффект может стать исключительным, если содержание Cr составляет 0,01% или выше. С другой стороны, если содержание Мо превышает 1,0%, во время проведения электросварки появляется тенденция к частому возникновению дефекта сварки. По этой причине содержание Cr преимущественно ограничивается значением 1,0% или ниже. Более предпочтительно ограничение содержания Cr значением ниже 0,30%.
Ni является элементом, который обладает способностью повышать прочность стального листа за счет усиления закаливаемости и при этом обладает также способностью повышать ударную вязкость стального листа. Чтобы получить такой эффект, содержание Ni преимущественно устанавливают равным 0,01% или выше. Однако, если содержание Ni превышает 4,0%, полезный эффект насыщается, в результате чего соответствующий содержанию эффект не реализуется, и содержание Ni, превышающее 4,0%, экономически невыгодно. По этой причине содержание Ni преимущественно ограничивается значением 4,0% или ниже. Более предпочтительно ограничение содержания Ni значением, лежащим в диапазоне от 0,10 до 1,0%
Cu является элементом, который обладает способностью повышать прочность стального листа за счет усиления закаливаемости и упрочнения раствора или дисперсионного упрочнения. Чтобы получить такой эффект, желательно устанавливать содержание Cu равным 0,01% или выше. Однако, если содержание Cu превышает 2,0%, ухудшается рабочий процесс горячей прокатки. По этой причине содержание Cu преимущественно ограничивается значением 2,0% или ниже. Более предпочтительно ограничение содержания Cu значением, лежащим в диапазоне от 0,10 до 1,0%.
Один или два элемента, выбранных из группы, состоящей из 0,010% или менее Са, 0,02% или менее РЗМ, 0,003% или менее Mg
Все элементы Са, РЗМ и Mg являются элементами, которые способствуют контролю за формой сульфида для превращения растянутого крупного сульфида в сферический сульфид, и при этом состав может при необходимости выборочно содержать эти элементы. Чтобы получить такой полезный эффект, желательно, чтобы состав содержал 0,001% или более Са и 0,001% или более РЗМ. Однако, если содержание Са превышает 0,010% или содержание РЗМ превышает 0,02%, ухудшается способность стального листа к очищению. По этой причине желательно ограничить содержание Cu значением 0,010% или ниже и содержания РЗМ значением 0,02% или ниже.
Предпочтительно, чтобы состав содержал Са в указанных выше пределах и при этом содержание Са регулируют таким образом, чтобы ACR, которое определяется следующей ниже формулой, удовлетворяло значениям О и S от 1,0 до 4,0:
ACR={Ca-Ox(0,18+130Ca)}/1,25S
где Са, О, S обозначают содержания соответствующих элементов, в мас.%.
Благодаря этому ослабление стойкости к индуцируемой водородом коррозии и стойкости к коррозионному растрескиванию предотвращается даже в кислой среде.
Mg так же как и Са, и т.п. является элементом, который образует сульфид или оксид, препятствует образованию крупного сульфида MnS и способствует контролю за формой сульфида. В случае необходимости состав может содержать Mg. Такого рода эффекты могут быть получены, если содержание Mg составляет 0,0005% или выше. Однако, если содержание Mg превышает 0,003%, образуются кластеры оксида Mg и сульфида Mg, что ухудшает ударную вязкость стального листа. По этой причине, если состав содержит Mg, желательно ограничивать содержание Mg до 0,003% или ниже.
Согласно настоящему изобретению, предпочтительно, чтобы состав горячекатаного стального листа содержал указанные выше компоненты в указанных выше пределах, соответственно, и чтобы этот состав был таким, чтобы Ceq, определенный приведенной ниже формулой (2), был равен 0,32% или ниже, или чтобы Pcm, определенный приведенной ниже формулой (3), был равен 0,13% или ниже


где С, Si, Mn, Cr, V, Cu, Ni, В обозначают содержания соответствующих элементов, в мас.%.
Если Ceq превышает 0,32% или Pcm превышает 0,13%, становится трудно регулировать состав так, чтобы твердость поверхностного слоя принимала значение HV 230 или ниже, а также чтобы закаливаемость становилась высокой, в результате чего ухудшается ударная вязкость участка кольцевого шва.
Остальная часть стали состоит из Fe и неизбежных примесей.
В качестве неизбежных примесей в стальном листе допускается содержание 0,005% или ниже O, 0,008% или ниже N и 0,005% или ниже Sn.
О: 0,005% или ниже
О образует в стали различные оксиды и ухудшает рабочий процесс горячей прокатки, стойкость к коррозии, ударную вязкость и т.п. Соответственно, желательно как можно больше снижать содержание О. Однако, поскольку предельное снижение О приводит к резкому росту стоимости очистки, допустимо содержание в стальном листе до 0,005% О.
N: 0,008% или ниже
Хотя N является элементом, который неизбежно содержится в стали, избыточное содержание N часто приводит к трещинам во время разливки сляба. По этой причине желательно как можно больше снижать содержание N. Однако допустимо содержание в стальном листе до 0,008% N.
Sn: 0,005% или ниже
Sn является элементом, который примешивается к горячекатаному стальному листу из лома, используемого в качестве сырья для сталеплавильного процесса, и неизбежно присутствует в стали. Sn является элементом, который обладает склонностью сегрегировать на границах зерен и т.п., и вследствие этого, когда содержание Sn становится большим, прочность границ зерен снижается, снижая тем самым ударную вязкость. Однако допустимо содержание в стальном листе до 0,005% Sn.
В данном случае в качестве способа производства исходного стального материала предпочтительно, чтобы расплавленную сталь, имеющую указанный выше состав, производили обычным плавильным способом, таким как конвертерный способ, а расплавленный металл разливали в исходный стальной материал, такой как сляб, обычным разливочным способом, таким как способ непрерывного литья. Однако указанным способом настоящее изобретение не ограничивается.
В настоящем изобретении исходный стальной материал, имеющий указанный выше состав, нагревают и подвергают горячей прокатке, образуя в результате этого горячекатаный стальной лист (стальную полосу).
В качестве способа производства исходного стального материала предпочтительно, чтобы расплавленную сталь, имеющую указанный выше состав, производили обычным плавильным способом, таким как конвертерный способ, а расплавленный металл разливали в исходный стальной материал, такой как сляб, обычным разливочным способом, таким как способ непрерывного литья. Однако указанным способом настоящее изобретение не ограничивается.
Горячая прокатка состоит из черновой прокатки, которая превращает при нагреве исходный стальной материал (сляб) в листовой прокат, и чистовой прокатки, которая превращает листовой прокат в горячекатаный лист.
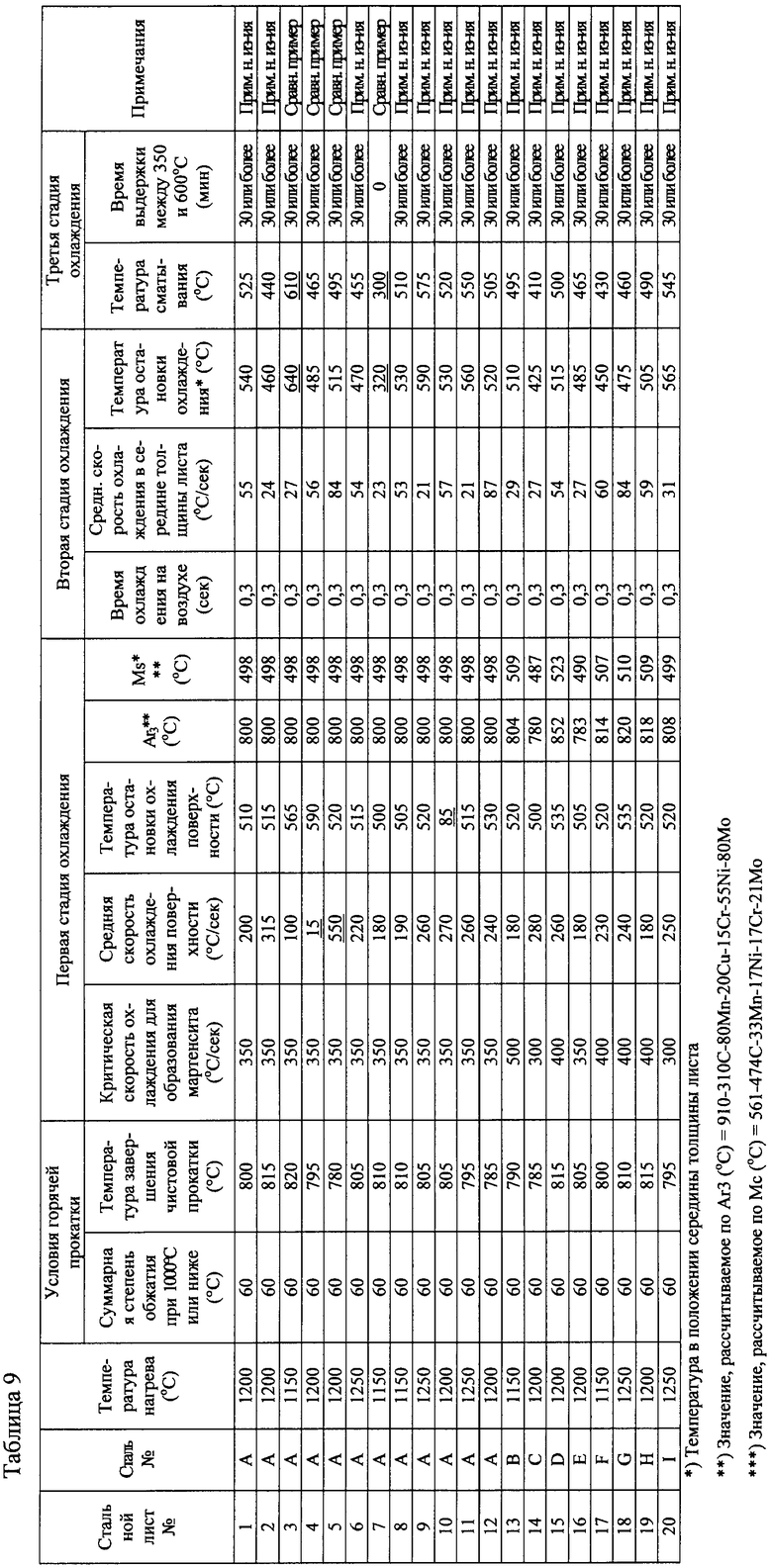
Хотя температура нагрева исходного стального материала (сляба) не ограничена при условии, что исходный стальной материал (сляб) может быть прокатан в горячекатаный стальной лист, температура нагрева преимущественно находится в диапазоне от 1000 до 1300°С. Если температура нагрева ниже 1000°С, сопротивление деформации является высоким, в результате чего повышается межвалковое давление и при этом становится чрезмерно большой подаваемая на прокатный стан нагрузка. С другой стороны, если температура нагрева становится высокой, превышая 1300°С, кристаллические зерна становятся крупными, в результате чего ухудшается низкотемпературная ударная вязкость и возрастает количество образующейся окалины, в результате чего снижается производительность процесса. По этой причине температуру нагрева при горячей прокатке преимущественно устанавливают равной значению, лежащему в пределах от 1100 до 1300°С. Более предпочтительно устанавливать температуру, лежащую в пределах от 1050 до 1250°С.
Листовой прокат образуется при применении черновой прокатки нагретого исходного стального материала (сляба). Условия черновой прокатки не ограничены при условии получения листового проката заданного размера и формы.
Полученный листовой прокат подвергают затем чистовой прокатке, в результате чего получают горячекатаный стальной лист.
При чистовой прокатке с целью повышения ударной вязкости температуру завершения чистовой прокатки преимущественно устанавливают равной (Ас3-50°С) или ниже и 800°С или ниже, а суммарную степень обжатия (в %) в температурном диапазоне 1000°С или ниже преимущественно устанавливают равной 60% или выше. Это обусловлено тем, что, если температура завершения чистовой прокатки выходит за пределы названного выше температурного диапазона чистовой прокатки, или когда суммарная степень обжатия в температурном диапазоне 1000°С или ниже меньше 60%, тонкая структура получена быть не может, и следовательно, ударная вязкость ухудшится.
Горячекатаный стальной лист настоящего изобретения отличается, кроме того, тем, что он имеет структуру, образованную бейнитно-ферритной фазой или бейнитной фазой, и твердость поверхностного слоя по Виккерсу равна HV 230 или ниже. Чтобы получить такую сталь, в настоящем изобретении в качестве базовой стадии использован способ производства толстостенного высокопрочного горячекатаного стального листа, имеющего твердость поверхностного слоя по Виккерсу HV 230 или ниже, в котором операция охлаждения, которую проводят после чистовой прокатки, состоит из первой стадии охлаждения, на которой стальной лист охлаждают методом ускоренного охлаждения непосредственно после завершения чистовой прокатки со средней скоростью охлаждения поверхности, равной или более высокой, чем заданная скорость охлаждения, благодаря чему предотвращается выделение полигонального феррита на поверхности стального листа, до тех пор, пока температура поверхности не достигнет значения, равного или более низкого, чем температура преобразования Ar3, и второй стадии охлаждения, на которой, после завершения первой стадии охлаждения, стальной лист охлаждают методом ускоренного охлаждения со средней скоростью охлаждения в середине толщины листа до температуры в температурном диапазоне от 350°С или выше до температуры ниже 600°С в середине толщины листа, благодаря чему предотвращается выделение полигонального феррита или перлита в центральной части толщины листа, и после завершения второй стадии охлаждения горячекатаный лист сворачивают в рулон. Далее, чтобы дополнительно снизить твердость поверхности стального листа, согласно настоящему изобретению, между первой стадией охлаждения и второй стадией охлаждения или стадией выдержки стальной полосы в температурном диапазоне от 350°С или выше до температуры ниже 600°С в течение 30 мин или более после сворачивания в рулон проводят стадию охлаждения на воздухе.
В качестве конкретного способа производства настоящего изобретения далее раскрыты первый вариант осуществления и второй вариант осуществления изобретения. Ниже соответствующие варианты осуществления описываются детально.
Первый вариант осуществления
В первом варианте осуществления после чистовой прокатки горячекатаный стальной лист подвергают последовательно первой стадии охлаждения и второй стадии охлаждения, после чего лист подвергают третьей стадии охлаждения и после завершения третьей стадии охлаждения сматывают в рулон.
На первой стадии охлаждения непосредственно после завершения чистовой прокатки горячекатаный стальной лист подвергают ускоренному охлаждению со средней скоростью охлаждения поверхности 30°С/сек или выше до тех пор пока температура поверхности не достигнет 500°С или ниже. В данном случае «непосредственно после завершения чистовой прокатки» означает, что охлаждение начинается в пределах 10 сек после завершения чистовой прокатки.
При ускоренном охлаждении на первой стадии охлаждения производят регулирование температуры поверхности. Если средняя скорость охлаждения поверхности ниже 30°С/сек, выделяется полигональный феррит, в результате чего невозможно достичь заданного повышения прочности и заданного повышения ударной вязкости. Предпочтительная средняя скорость охлаждения поверхности составляет от 100 до 300°С/сек. Также на первой стадии охлаждения температуру остановки охлаждения при ускоренном охлаждении устанавливают равной 500°С или ниже в расчете на температуру поверхности. Если температура остановки охлаждения превышает 500°С, существует вероятность того, что преобразование в поверхностном слое не завершается, в результате чего поверхностный слой на последующей стадии охлаждения превращается в материал из продукта низкотемпературного преобразования, и следовательно, теперь уже нельзя будет рассчитывать на снижение твердости поверхностного слоя.
На второй стадии охлаждения после завершения первой стадии охлаждения осуществляют охлаждение на воздухе в течение 10 сек или меньше.
Во время этого охлаждения на воздухе поверхностный слой рекуперирует тепло, которым обладает центральная часть горячекатаного стального листа и, таким образом, поверхностный слой отжигается, что ускоряет снижение твердости поверхностного слоя. Кроме того, охлаждение на воздухе дает эффект, состоящий в усилении постепенного охлаждения горячекатаного стального листа в его центре в направлении толщины листа. В том случае, когда время охлаждения на воздухе увеличивается свыше 10 сек, упомянутый эффект насыщается и производительность снижается. По этой причине время охлаждения ограничивается 10 секундами. Для того чтобы повысить производительность, время охлаждения на воздухе преимущественно устанавливают равным 7 сек или меньше. Для того чтобы получить эффект отжига поверхностного слоя за счет рекуперации, время охлаждения на воздухе преимущественно устанавливают равным 1 сек или больше.
На третьей стадии охлаждения после завершения второй стадии охлаждения горячекатаный стальной лист подвергают ускоренному охлаждению со скоростью охлаждения 10°С/сек или выше в середине толщины листа до тех пор, пока температура в середине толщины листа не достигнет значения в диапазоне от 350°С или выше до температуры ниже 600°С. Регулирование температуры в середине толщины листа осуществляют при ускоренном охлаждении на третьей стадии охлаждения.
Если средняя скорость охлаждения в середине толщины листа ниже 10°С/сек, проявляется тенденция выделения полигонального феррита или перлита, по причине чего горячекатаный стальной лист не может приобрести требуемое повышение прочности и требуемое повышение ударной вязкости. Хотя верхний предел средней скорости охлаждения в середине толщины листа выбирают в зависимости от производительности охладительного устройства, желательно устанавливать верхний предел средней скорости охлаждения равным 100°С/сек или ниже, что не приведет к искажению формы стального листа типа коробления.
В целях сохранения ударной вязкости предпочтительная средняя скорость охлаждения в середине толщины листа составляет 25°С/сек или выше. Такого охлаждения можно достичь путем охлаждения (водяного охлаждения) горячекатаного стального листа по всей поверхности пузырькового кипения со скоростью теплового потока 1,5 Гкал/м2·час или выше.
Указанное выше ускоренное охлаждение проводят до тех пор, пока температура в середине толщины листа не достигнет значения (температуры остановки охлаждения) в температурном диапазоне от 350°С или выше до температуры ниже 600°С. Если температура остановки охлаждения выходит за пределы этого диапазона, то после сматывания горячекатаного стального листа в рулон, по окончании ускоренного охлаждения, горячекатаный стальной лист невозможно выдерживать в заданном температурном диапазоне в течение заданного времени или более и, следовательно, горячекатаному стальному листу нельзя обеспечить заданную высокую прочность и заданную высокую ударная вязкость.
После проведения третьей стадии охлаждения горячекатаный стальной лист сматывают в рулон в диапазоне температур сматывания от 350°С или выше до температуры ниже 600°С.
С помощью остановки ускоренного охлаждения при указанной выше температуре остановки охлаждения и сматывания горячекатаного стального листа в рулон при указанной выше температуре сматывания, горячекатаный стальной лист можно выдерживать или сохранять в температурном диапазоне от 350°С или выше до температуры ниже 600°С в течение 30 мин или более, и благодаря этому усиливается выделение внутри листа, вследствие чего горячекатаному листу могут быть обеспечены требуемая высокая плотность и требуемая высокая ударная вязкость, в то время как твердость горячекатаного стального листа на поверхности горячекатаного стального листа может быть снижена в результате самоотжига.
Второй вариант осуществления
Во втором варианте осуществления после проведения чистовой прокатки горячекатаный стальной лист подвергают последовательно первой стадии охлаждения, второй стадии охлаждения и третьей стадии охлаждения.
На первой стадии охлаждения непосредственно после завершения чистовой прокатки горячекатаный стальной лист подвергают ускоренному охлаждению до тех пор, пока температура поверхности горячекатаного стального листа не достигнет значения не выше температуры преобразования Ar3 и температуры преобразования мартенсита или выше при средней скорости охлаждения не ниже 20°С/сек и ниже критической скорости охлаждения для образования мартенсита. В данном случае «непосредственно после завершения чистовой прокатки» означает, что охлаждение начинается в пределах 10 сек после завершения чистовой прокатки.
Регулирование температуры поверхности осуществляют при ускоренном охлаждении на первой стадии охлаждения. Если средняя скорость охлаждения поверхности горячекатаного листа ниже 20°С/сек, происходит выделение полигонального феррита, в результате чего горячекатаный стальной лист не может достичь требуемого повышения прочности и требуемого повышения ударной вязкости. Предпочтительно устанавливать значение верхнего предела средней скорости охлаждения поверхности горячекатаного стального листа ниже критической скорости охлаждения для образования мартенсита (приблизительно от 100 до 500°С/сек с учетом пределов состава согласно настоящему изобретению), для того чтобы предупредить образование мартенсита, чтобы понизить твердость поверхностного слоя. Предпочтительная средняя скорость охлаждения поверхности составляет от 50 до 100°С/сек. На первой стадии охлаждения температуру остановки охлаждения при ускоренном охлаждении устанавливают равной или ниже температуры преобразования Ar3 и выше температуры преобразования мартенсита в расчете на температуру поверхности. Если температура остановки охлаждения превышает температуру преобразования Ar3, существует вероятность того, что преобразование в области поверхностного слоя окажется незавершенным и поверхностный слой на последующей стадии охлаждения превратится в продукт низкотемпературного преобразования, в результате чего окажется невозможным рассчитывать на снижение твердости поверхностного слоя.
На второй стадии охлаждения после завершения первой стадии охлаждения горячекатаный стальной лист быстро охлаждают до тех пор, пока температура горячекатаного стального листа в середине толщины листа не достигнет значения в температурном диапазоне от 350°С или выше до температуры ниже 600°С. Предпочтительно устанавливать скорость охлаждения при быстром охлаждении равной 10°С или выше в расчете на среднюю скорость охлаждения в середине толщины листа. Если средняя скорость охлаждения в середине толщины листа ниже 10°С/сек, проявляется тенденция к выделению перлита, и следовательно, для горячекатаного стального листа невозможно достичь требуемого повышения прочности и требуемого повышения ударной вязкости. Хотя верхний предел средней скорости охлаждения в середине толщины листа выбирают в зависимости от производительности охладительного устройства, желательно устанавливать верхний предел средней скорости охлаждения равным 300°С/сек или ниже, что не приведет к искажению формы стального листа типа коробления. В расчете на усиление ударной вязкости предпочтительна средняя скорость охлаждения в середине толщины листа, равная 25°С/сек или выше. Такое охлаждение может быть достигнуто путем охлаждения (охлаждения водой) горячекатаного стального листа пузырьковым кипением по всей поверхности при скорости теплового потока 1,0 Гкал/м2·час. Температуру и скорость охлаждения в середине толщины листа получают расчетом на основе толщины листа, температуры поверхности и скорости теплового потока.
Указанное выше быстрое охлаждение проводят до тех пор, пока температура в середине толщины листа не достигнет значения (температуры остановки охлаждения) 350°С или выше и ниже 600°С. Если температура остановки охлаждения ниже 350°С, последующее нормальное сматывание в рулон горячекатаного стального листа становится невозможным. С другой стороны, если температура сматывания в рулон равна 600°С или выше, происходит укрупнение зерна, в результате чего горячекатаному стальному листу не может быть обеспечена высокая прочность и высокая ударная вязкость.
После проведения второй стадии охлаждения горячекатаный стальной лист сматывают в рулон после доведения температуры сматывания до 350°С или выше и ниже 600°С в расчете на температуру в середине толщины листа, после чего лист подвергают третьей стадии охлаждения, на которой горячекатаный стальной лист в положении от 1/4 до 3/4 толщины листа в направлении толщины рулона выдерживают в течение 30 мин или более в диапазоне температур от 350°С или выше до и ниже 600°С.
Если температура сматывания ниже 350°С, температура листа становится чрезмерно низкой и, вследствие этого, становится трудным сматывать горячекатаный стальной лист в рулон правильной формы. С другой стороны, если температура сматывания начинает превышать 600°С, происходит укрупнение кристаллических зерен, и следовательно, горячекатаному стальному листу невозможно обеспечить требуемую высокую плотность и требуемую высокую ударную вязкость. В связи с этим температуру сматывания устанавливают в диапазоне от 350°С или выше до ниже 600°С в расчете на температуру в середине толщины листа. Предпочтительно устанавливать температуру сматывания от 450 до 550°С.
На третьей стадии охлаждения свернутый в рулон горячекатаный стальной лист подвергают охлаждению, при котором горячекатаный стальной лист по крайней мере в положении от 1/4 толщины листа до 3/4 толщины листа в направлении толщины рулона выдерживают или сохраняют в течение 30 мин или более в диапазоне температур от 350°С или выше до ниже 600°С. С помощью остановки быстрого охлаждения при указанной выше температуре остановки охлаждения и сматывании горячекатаного стального листа в рулон при указанной выше температуре сматывания можно проводить охлаждение окружающим воздухом тогда, когда горячекатаный стальной лист в положении от 1/4 толщины листа до 3/4 толщины листа в направлении толщины рулона выдерживают или сохраняют в течение 30 мин. Однако, чтобы более надежно выдерживать или сохранять горячекатаный стальной лист в указанной температурной области, предпочтительно нагревать рулон или сохранять рулон в перемоточном устройстве и т.п. после того как горячекатаный стальной лист окажется смотанным в рулон.
При охлаждении рулона, при котором горячекатаный стальной лист выдерживают или сохраняют в течение 30 мин или более в диапазоне температур от 350°С или выше до ниже 600°С, внутри стального листа усиливается выделение, в результате чего стальной лист может приобрести высокую прочность, в то время как в результате самоотжига в поверхностном слое стального листа произойдет снижение твердости. Соответственно, горячекатаному стальному листу может быть придана как требуемая высокая прочность, так и требуемая низкая поверхностная твердость.
Описанный выше горячекатаный стальной лист, полученный способом настоящего изобретения, представляет собой толстостенный высокопрочный горячекатаный стальной лист, имеющий высокую стойкость к индуцируемому водородом растрескиванию, который имеет указанный выше состав, обладает однофазной структурой (в данном случае однофазная структура предполагает структуру, в которой 98% или более структуры занято одной фазой), которая состоит из бейнитно-ферритной фазы или бейнитной фазы внутри листа, а также имеет высокую прочность с пределом прочности при растяжении, равным 520 МПа или выше, и низкую твердость поверхностного слоя, в частности твердость поверхностного слоя, равную HV 230 или ниже. В данном описании «бейнитно-ферритная фаза» включает также игольчатый феррит. «Поверхностный слой» означает область в пределах 1 мм от поверхности стального листа в направлении толщины листа.
Ниже настоящее изобретение описывается детально на основе примеров.
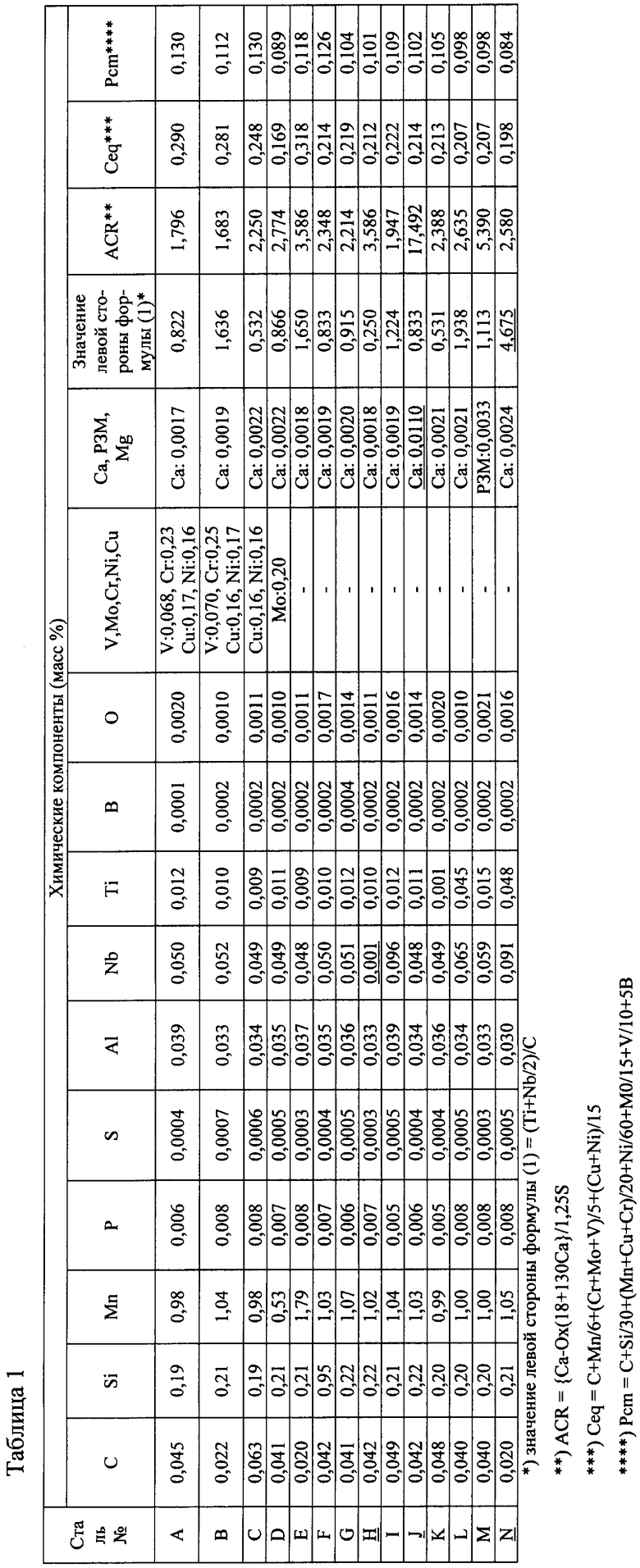
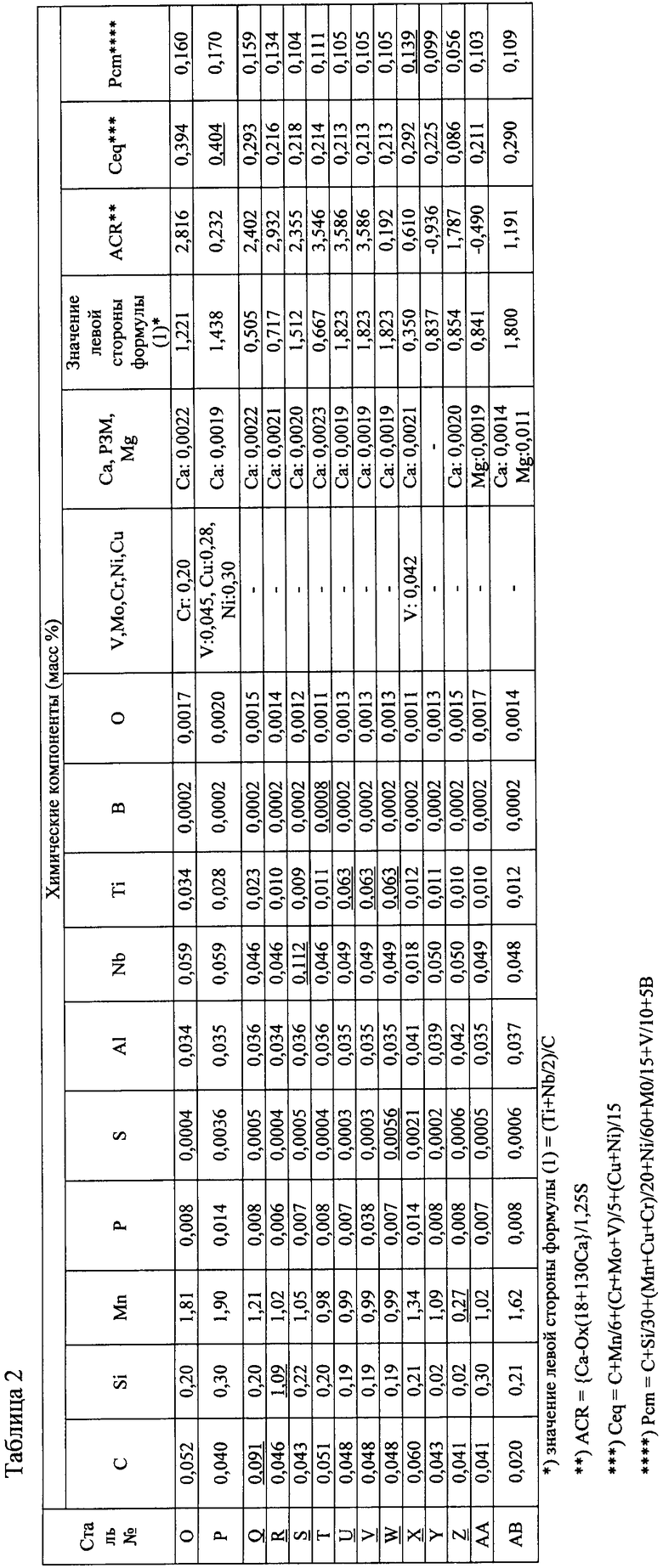
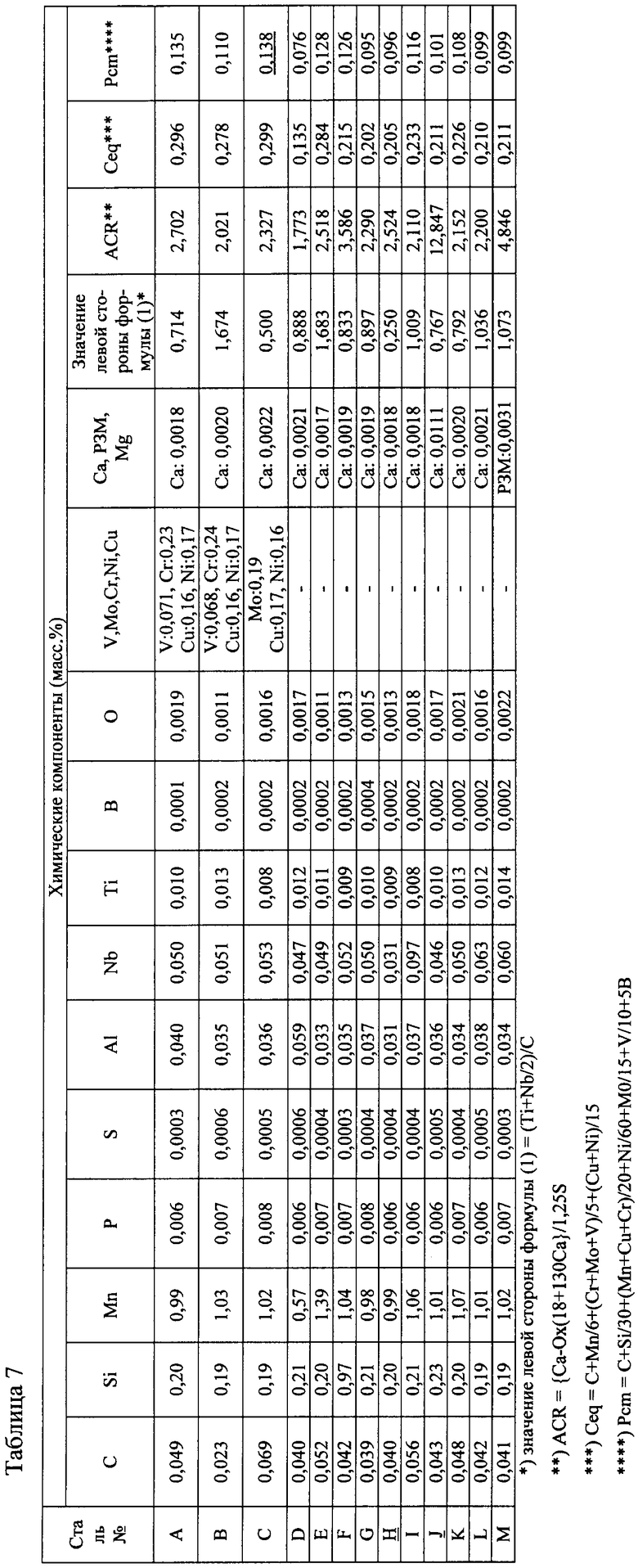
Пример 1
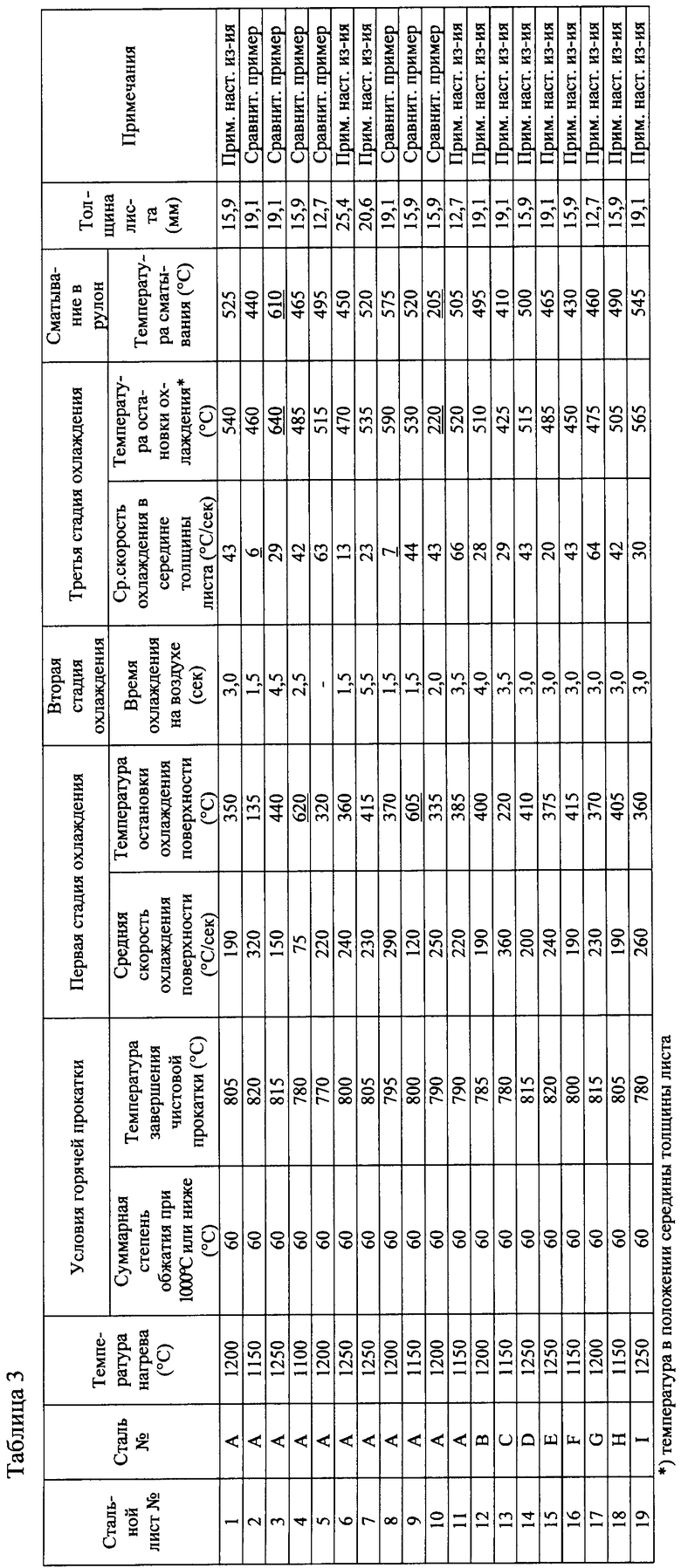
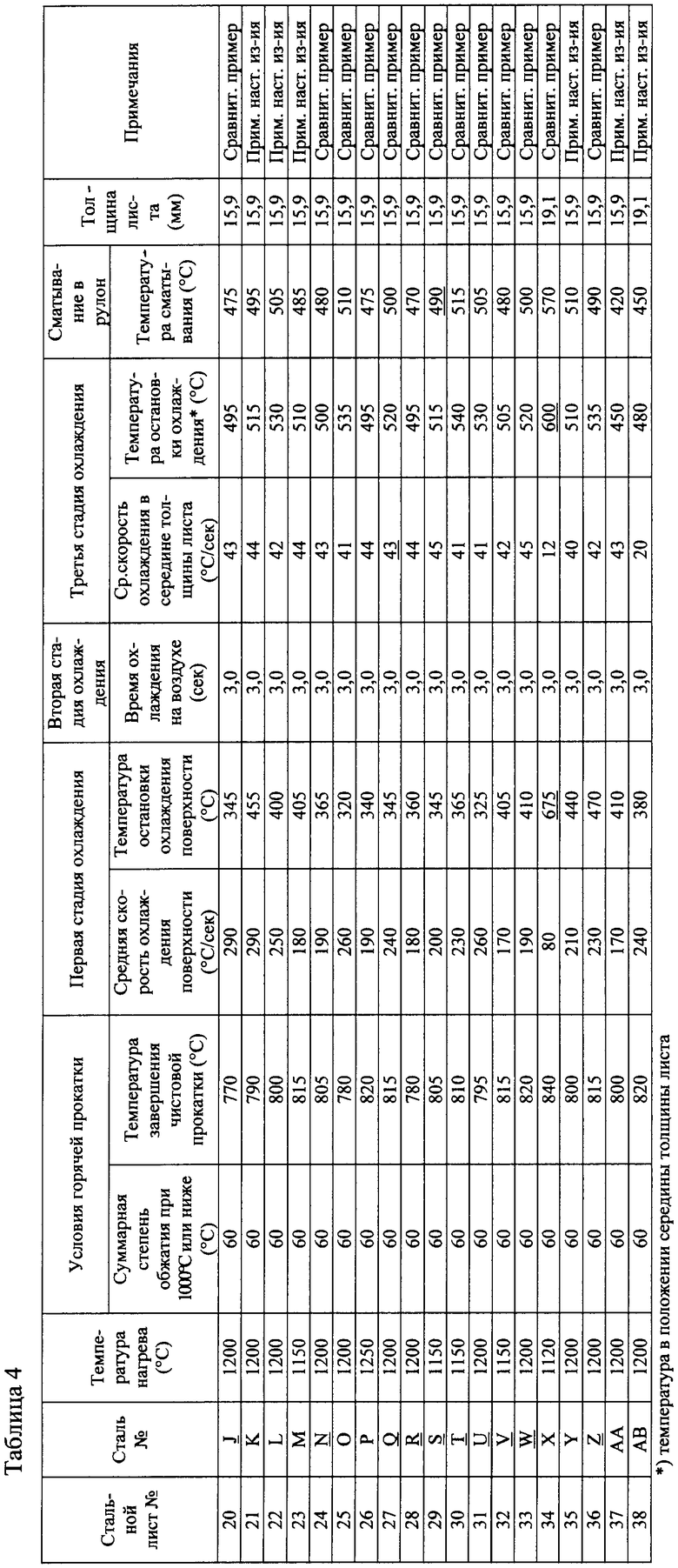
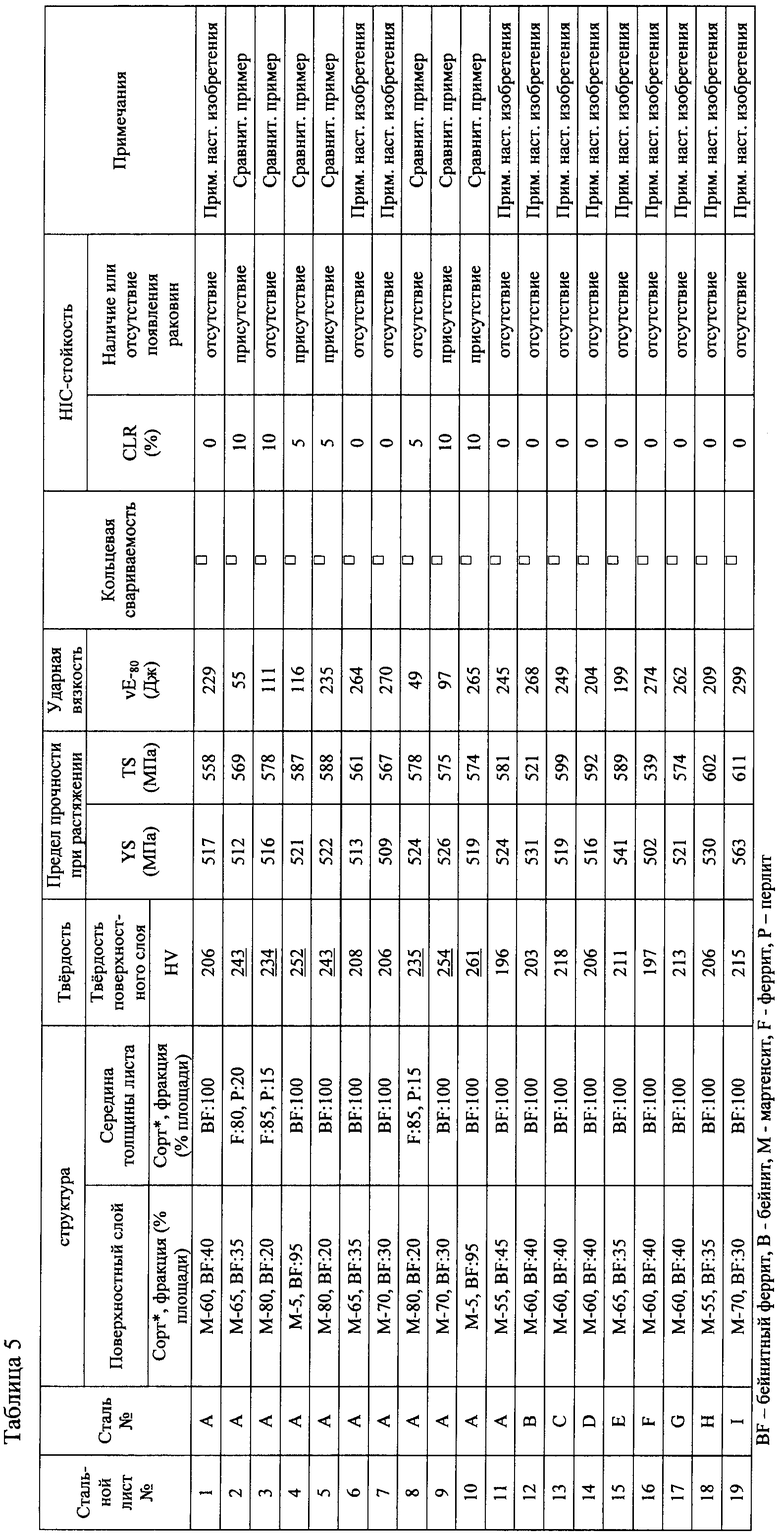
Исходные стальные материалы (слябы), имеющие составы, приведенные в таблицах 1 и 2, подвергают горячей прокатке в условиях, приведенных в таблицах 3 и 4. После завершения горячей прокатки горячекатаные стальные листы охлаждают в условиях охлаждения, приведенных в таблицах 3 и 4, и сматывают в рулон при температурах сматывания, приведенных в таблицах 3 и 4, превращая их в горячекатаные стальные листы (стальные полосы), имеющие толщину листа, приведенную в таблицах 3 и 4.
Из полученного горячекатаного стального листа изготовляют образцы и проводят на этих образцах визуальное изучение структуры, испытание на твердость, испытание на растяжение, испытание на ударную стойкость, испытание на кольцевую свариваемость и испытание на индуцируемое водородом растрескивание, оценивая при этом поверхностную твердость, характеристики растяжения, ударную вязкость, кольцевую свариваемость и стойкость к индуцируемому водородом растрескиванию. Использованы следующие методы испытаний.
(1) Визуальное изучение структуры
Предназначенные для визуального изучения структуры образцы берут из полученного горячекатаного стального листа, после чего поперечные сечения образцов в направлении прокатки полируют и протравливают. На каждом образце визуально изучают поперечное сечение по десяти или более полям зрения в соответствующих положениях, в числе которых поверхностный слой и середина толщины листа, используя оптический микроскоп (увеличение: 1000 раз), идентифицируют тип структуры и измеряют структурную фракцию (в об.%).
(2) Испытание на твердость
Предназначенные для измерения твердости образцы берут из полученного горячекатаного стального листа, после чего полируют поперечное сечение в направлении прокатки. Измеряют твердость на расстоянии 0,5 и 1 мм от поверхности образца в направлении толщины листа в пяти точках для каждого положения. Получают среднеарифметические значения путем расчета полученных измеренных значений и наиболее высокое значение принимают в качестве твердости поверхностного слоя горячекатаного стального листа. Измерение твердости в данном случае проводят с использованием измерителя твердости Виккерса с испытательным усилием 0,5 кгс.
(3) Испытание на растяжение
Испытание на растяжение проводят на полученном горячекатаном стальном листе таким образом, что продольное направление образца выравнивают с направлением, перпендикулярным направлению прокатки (С-направлению), согласно нормам API-5L, при комнатной температуре, в результате чего получают предел текучести (YS) и предел прочности при растяжении (TS).
(4) Испытание на ударную стойкость
Из центральной части толщины полученного горячекатаного листа берут образцы с V-образным надрезом таким образом, что продольное направление образца выравнивают с направлением, перпендикулярным направлению прокатки (С-направлению), и проводят ударный тест Шарпи согласно нормам JIS Z 2242, получая в результате поглощенную энергию (в Дж) при температуре теста -80°С. По трем образцам получают среднее арифметическое полученных значений поглощенной энергии и принимают это среднее арифметическое как значение поглощенной энергии vE-80 (Дж) стального листа.
(5) Испытание на кольцевую свариваемость
Кольцевая свариваемость оценивается с помощью теста на растрескивание Y-типа сварного шва. Из полученного горячекатаного стального листа вырезают испытательные пластины и проводят испытательную сварку при комнатной температуре согласно нормам JIS Z 3158, отмечая наличие или отсутствие возникновения трещин. Кольцевая свариваемость оценивается символами × (плохая) при возникновении трещин и О (хорошая) при отсутствии трещин.
(6) Испытание на индуцируемое водородом растрескивание (HIC)
НIC-образцы (размер: 100 мм × 20 мм) берут из полученного горячекатаного стального листа таким образом, что продольное направление образца выравнивают с направлением прокатки стального листа и оценивают стойкость к индуцируемому водородом растрескиванию в соответствии с нормами ТМ 0284 of NACE (Национальной ассоциации инженеров по коррозии). В качестве тест-жидкости используется рекомендуемый раствор А. После погружения образцов в тест-жидкость измеряют CLR (процентную долю трещин по длине). Считается, что в случае, когда CLR=0%, не происходит индуцируемого водородом растрескивания, и следовательно, стойкость к индуцируемому водородом растрескиванию является приемлемой. Устанавливается также наличие или отсутствие появления раковин.
Полученные результаты приведены в таблицах 5 и 6.
Все примеры настоящего изобретения представляют собой высокопрочные горячекатаные стальные листы, обладающие высокой стойкостью к индуцируемому водородом растрескиванию, и при этом горячекатаный стальной лист имеет предел прочности при растяжении 520 МПа или выше и твердость поверхностного слоя HV 230 или ниже, а также большую толщину листа: 8,7 мм или больше. С другой стороны, сравнительные примеры, не укладывающиеся в объем настоящего изобретения, не могут обеспечить требуемые свойства, которые необходимы исходному материалу для высокопрочной электросварной стальной трубы, так как сравнительные примеры не могут обеспечить требуемой высокой прочности, в сравнительных примерах не может быть достигнута требуемая низкая твердость поверхностного слоя, ухудшена низкотемпературная ударная вязкость, ухудшена кольцевая свариваемость или стойкость к индуцируемому водородом растрескиванию.
Пример 2
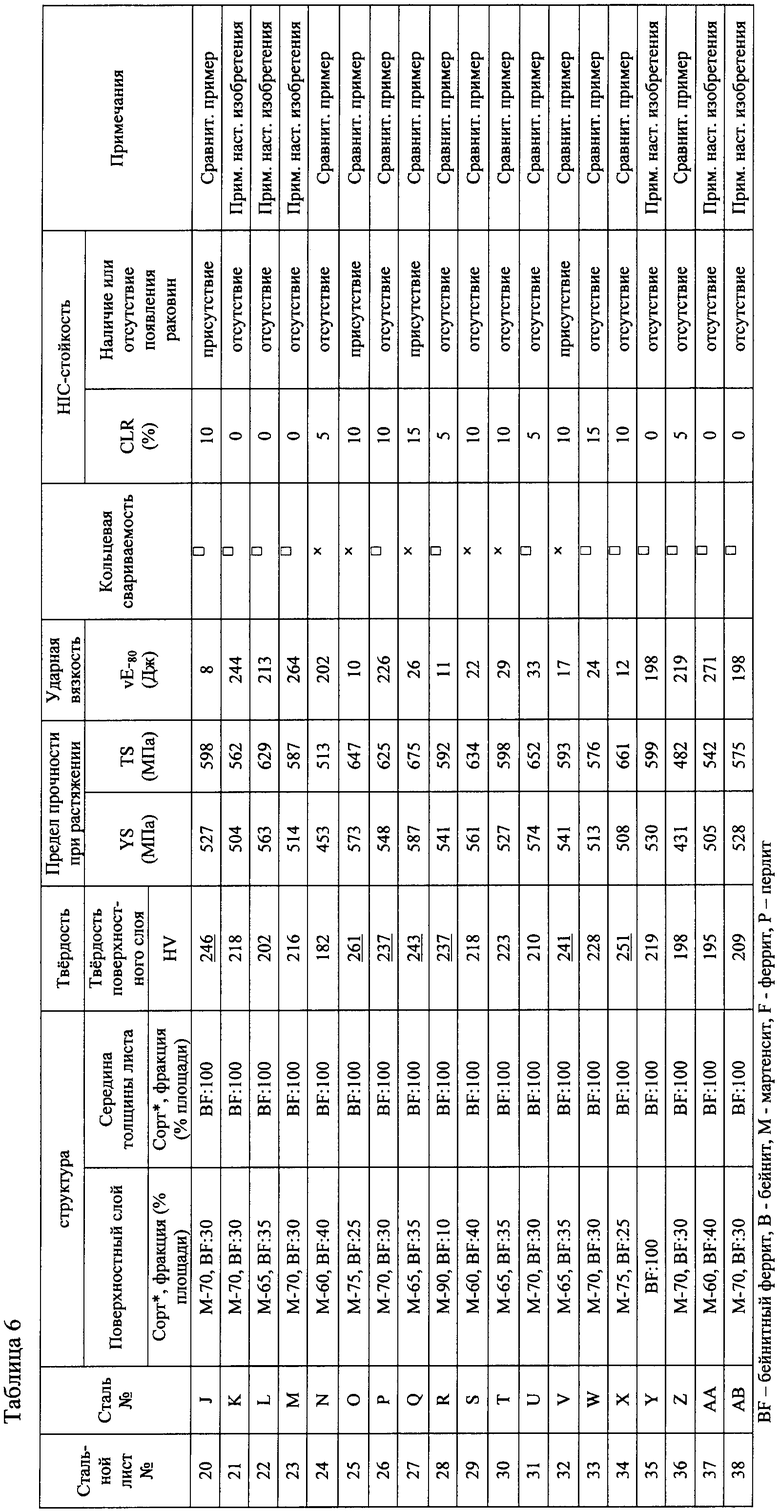
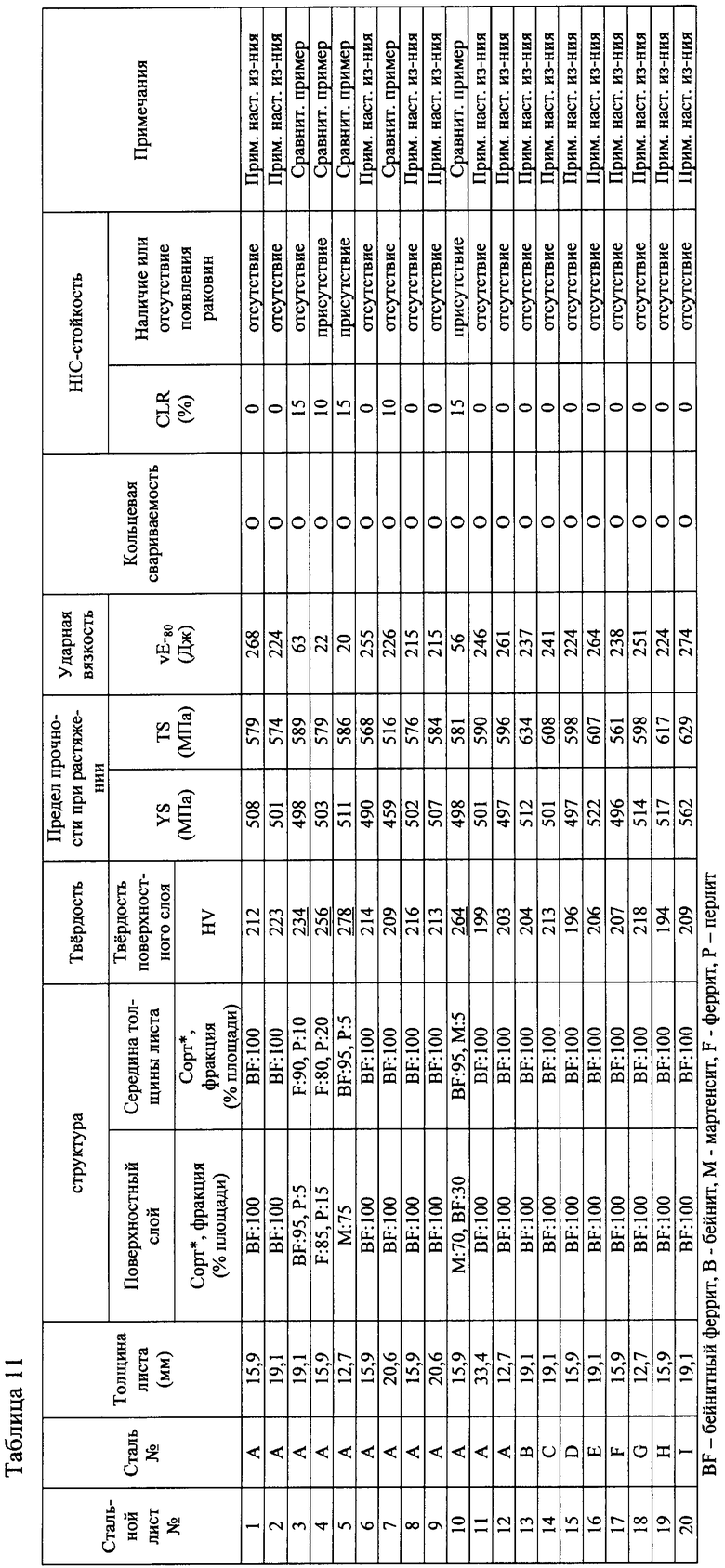
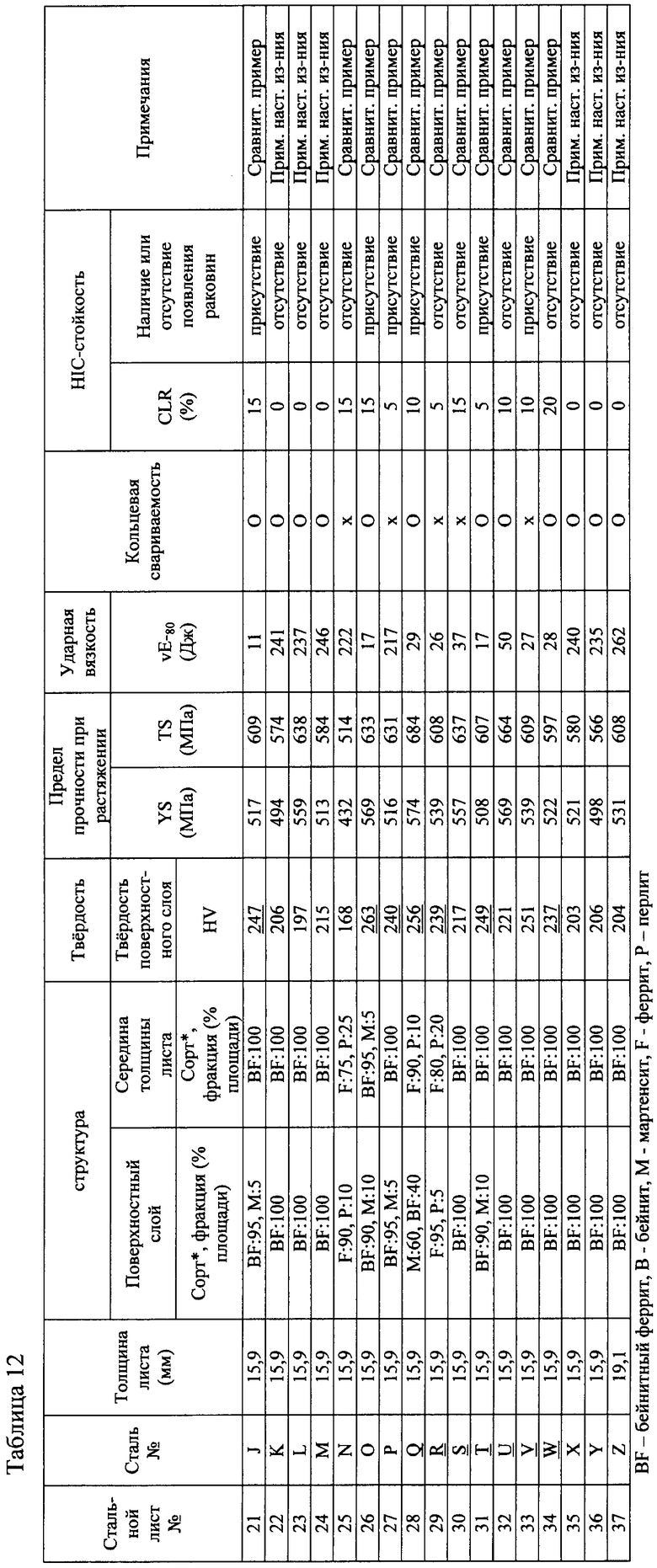
Исходные стальные материалы, имеющие составы, приведенные в таблицах 7 и 8, подвергают горячей прокатке в условиях, приведенных в таблицах 9 и 10. После завершения горячей прокатки горячекатаные стальные листы охлаждают в условиях охлаждения, приведенных в таблицах 9 и 10, и сматывают в рулон при температурах сматывания, приведенных в таблицах 9 и 10, и далее горячекатаные стальные листы охлаждают в условиях охлаждения, приведенных в таблицах 9 и 10, и превращают в горячекатаные стальные листы (стальные полосы), имеющие толщину листа, приведенную в таблицах 9 и 10.
Из полученного горячекатаного стального листа изготовляют образцы и проводят на этих образцах визуальное изучение структуры, испытание на твердость, испытание на растяжение, испытание на ударную стойкость, испытание на кольцевую свариваемость и испытание на индуцируемое водородом растрескивание, оценивая при этом поверхностную твердость, характеристики растяжения, ударную вязкость, кольцевую свариваемость и стойкость к индуцируемому водородом растрескиванию. Использованы следующие методы испытаний.
(1) Визуальное изучение структуры
Предназначенные для визуального изучения структуры образцы берут из полученного горячекатаного стального листа, после чего поперечные сечения образцов в направлении прокатки полируют и протравливают. На каждом образце визуально изучают поперечное сечение по десяти или более полям зрения в соответствующих положениях, состоящих из поверхностного слоя и положения середины толщины листа, используя оптический микроскоп (увеличение: 1000 раз), идентифицируют тип структуры и измеряют структурную фракцию (в об.%).
(2) Испытание на твердость
Предназначенные для измерения твердости образцы берут из полученного горячекатаного стального листа, после чего полируют поперечное сечение в направлении прокатки. Измеряют твердость на расстоянии 0,5 и 1 мм от поверхности образца в направлении толщины листа в пяти или более точках для каждого положения. Получают среднеарифметические значения путем расчета полученных измеренных значений и наивысшее значение принимают в качестве твердости поверхностного слоя горячекатаного стального листа. Измерение твердости в данном случае проводят с использованием измерителя твердости Виккерса с испытательным усилием 0,3 кгс (2,9 Н).
(3) Испытание на растяжение
Испытание на растяжение проводится на полученном горячекатаном стальном листе таким образом, что продольное направление образца выравнивают с направлением, перпендикулярным направлению прокатки (С-направлению), согласно нормам API-5L, при комнатной температуре, в результате чего получают предел текучести (YS) и предел прочности при растяжении (TS).
(4) Испытание на ударную стойкость
Из центральной части толщины полученного горячекатаного листа берут образцы с V-образным надрезом таким образом, что продольное направление образца выравнивают с направлением, перпендикулярным направлению прокатки (С-направлению), и проводят ударный тест Шарпи согласно нормам JIS Z 2242, получая в результате поглощенную энергию (в Дж) при температуре теста -80°С. По трем образцам получают среднее арифметическое полученных значений поглощенной энергии и принимают это среднее арифметическое как значение поглощенной энергии vE-80 (Дж) стального листа.
(5) Испытание на кольцевую свариваемость
Кольцевая свариваемость оценивается с помощью теста на растрескивание Y-типа сварного шва. Из полученного горячекатаного стального листа вырезают испытательные пластины и проводят испытательную сварку при комнатной температуре согласно нормам JIS Z 3158, отмечая наличие или отсутствие возникновения трещин. Кольцевая свариваемость оценивается символами Х (плохая) при возникновении трещин и О (хорошая) при отсутствии трещин.
(6) Испытание на индуцируемое водородом растрескивание (HIC)
HIC-образцы (размер: 100 мм × 20 мм) берут из полученного горячекатаного стального листа таким образом, что продольное направление образца выравнивают с направлением прокатки стального листа и оценивают стойкость к индуцируемому водородом растрескиванию в соответствии с нормами ТМ 0284 of NACE (Национальной ассоциации инженеров по коррозии). В качестве тест-жидкости используется рекомендуемый раствор А. После погружения образцов в тест-жидкость измеряют CLR (процентную долю трещин по длине). Считается, что в случае, когда CLR=0%, не происходит индуцируемого водородом растрескивания и, следовательно, стойкость к индуцируемому водородом растрескиванию является приемлемой. Устанавливается также наличие или отсутствие появления раковин.
Полученные результаты приведены в таблицах 11 и 12.
Все примеры настоящего изобретения представляют собой высокопрочные горячекатаные стальные листы, обладающие высокой стойкостью к индуцируемому водородом растрескиванию, и при этом горячекатаный стальной лист имеет предел прочности при растяжении 520 МПа или выше и твердость поверхностного слоя HV 230 или ниже, а также большую толщину листа: 8,7 мм или больше. С другой стороны, сравнительные примеры, не укладывающиеся в объем настоящего изобретения, не могут обеспечить требуемые свойства, которые необходимы исходному материалу для высокопрочной электросварной стальной трубы, обладающей высокой стойкостью к индуцируемому водородом растрескиванию, марки Х65 или выше, так как сравнительные примеры не могут обеспечить требуемой высокой прочности, в сравнительных примерах не может быть достигнута требуемая низкая твердость поверхностного слоя, ухудшена низкотемпературная ударная вязкость, ухудшена кольцевая свариваемость или стойкость к индуцируемому водородом растрескиванию.


Изобретение относится к области металлургии, в частности производству горячекатаного стального листа, который преимущественно используют в качестве исходного материала для высокопрочной сварной стальной трубы марки Х65 или выше, а также способ производства толстостенного высокопрочного горячекатаного стального листа. Для обеспечения высокой стойкости к водородному растрескиванию, предела прочности при растяжении 520МПа и выше, твердости поверхностного слоя HV230 или ниже толстостенный горячекатаный стальной лист содержит, мас.%: от 0,02 до 0,08 С, 1 или менее Si, от 0,50 до 1,85 Мn, от 0,03 до 0,10 Nb, от 0,001 до 0,05 Ti, 0,0005 или менее В таким образом, что удовлетворяется (Ti+Nb/2)/C<4, а также содержит один, два или более из 0,010% Са, 0,02% или менее РЗМ и в балансе Fe и неизбежные примеси и имеет структуру, образованную бейнитно-ферритной фазой или бейнитной фазой. Стальной лист, имеющий структуру, образованную бейнитно-ферритной фазой или бейнитной фазой, получают путем горячей прокатки и охлаждения горячекатаного листа в три стадии с заданными скоростями охлаждения на каждой стадии. 3 н. и 10 з.п. ф-лы, 12 табл., 2 пр.
1. Толстостенный высокопрочный горячекатаный стальной лист, имеющий состав, мас.%: от 0,02 до 0,08 С, 1 или менее Si, от 0,50 до 1,85 Мn, 0,03 или менее Р, 0,005 или менее S, 0,1 или менее Аl, от 0,03 до 0,10 Nb, от 0,001 до 0,05 Ti, 0,0005 или менее В и остальное Fe и неизбежные примеси, причем содержание Nb, Ti и С в стальном листе удовлетворяет формуле (I)

где Ti, Nb, С - обозначают содержания соответствующих элементов, мас.%, при этом стальной лист имеет структуру, образованную бейнитно-ферритной фазой или бейнитной фазой, и поверхностный слой имеет твердость по Виккерсу, равную HV 230 или ниже.
2. Стальной лист по п.1, который дополнительно содержит, мас.%: один, или два, или более элементов, выбранных из группы, состоящей из (А): 0,5 или менее V, 1,0 или менее Мо, 1,0 или менее Сr, 4,0 или менее Ni и 2,0 или менее Сu и (В): 0,010 или менее Са, 0,02 или менее РЗМ и 0,003 или менее Mg.
3. Стальной лист по п.1 или 2, состав которого дополнительно удовлетворяет по крайней мере одному из условий: Ceq, определенный формулой (2)

равен 0,32% или менее, и Pcm, определенный формулой (3)

равен 0,13% или менее,
где С, Si, Мn, Сr, V, Сu, Ni, В обозначают содержания соответствующих элементов, мас.%.
4. Способ производства толстостенного высокопрочного горячекатаного стального листа, поверхностный слой которого имеет твердость по Виккерсу, равную HV 230 или ниже, в котором при производстве горячекатаного стального листа по п.1 путем применения горячей прокатки, состоящей из черновой прокатки и чистовой прокатки исходного стального материала, после завершения чистовой прокатки горячекатаный стальной лист подвергают первой стадии охлаждения, на которой горячекатаный стальной лист охлаждают со средней скоростью охлаждения 30°С/с или выше до тех пор, пока температура поверхности не достигнет 500°С или ниже, второй стадии охлаждения, на которой горячекатаный стальной лист после завершения первой стадии охлаждения охлаждают на воздухе в течение 10 с или меньше, и третьей стадии охлаждения, на которой горячекатаный стальной лист охлаждают методом ускоренного охлаждения до температуры в диапазоне от 350°С или выше до ниже 600°С в середине толщины листа со средней скоростью охлаждения 10°С/с или выше в середине толщины листа, после чего горячекатаный стальной лист сматывают в рулон.
5. Способ по п.4, в котором ускоренное охлаждение на третьей стадии охлаждения проводят со скоростью теплового потока 1,5 Гкал/м2·ч или выше по всей поверхности пузырькового кипения.
6. Способ по п.4 или 5, в котором состав стального листа дополнительно содержит, мас.%: один, или два, или более элементов, выбранных из группы, состоящей из (А): 0,5 или менее V, 1,0 или менее Мо, 1,0 или менее Сr, 4,0 или менее Ni и 2,0 или менее Сu и (В): 0,010 или менее Са, 0,02 или менее РЗМ и 0,003 или менее Mg.
7. Способ по п.4 или 5, в котором состав стального листа дополнительно удовлетворяет по крайней мере одному из условий: Ceq, определенный формулой (2)

равен 0,32% или менее, и Pcm, определенный формулой (3)

равен 0,13% или менее, где
С, Si, Mn, Cr, V, Сu, Ni, В обозначают содержания соответствующих элементов, мас.%.
8. Способ по п.6, в котором состав стального листа дополнительно удовлетворяет по крайней мере одному из условий: Ceq, определенный формулой (2)

равен 0,32% или менее, и Pcm, определенный формулой (3)

равен 0,13% или менее, где
С, Si, Mn, Cr, V, Сu, Ni, В обозначают содержания соответствующих элементов, мас.%.
9. Способ производства толстостенного высокопрочного горячекатаного стального листа, имеющего предел прочности при растяжении 520 МПа или выше и твердость поверхностного слоя по Виккерсу HV 230 или ниже и обладающего высокой стойкостью к индуцируемому водородом растрескиванию, в котором при производстве горячекатаного стального листа по п.1 путем применения горячей прокатки, состоящей из черновой прокатки и чистовой прокатки исходного стального материала, после завершения чистовой прокатки горячекатаный стальной лист подвергают последовательно первой стадии охлаждения, на которой горячекатаный стальной лист охлаждают методом ускоренного охлаждения со средней скоростью охлаждения 20°С/с или выше, при этом ниже критической скорости охлаждения для образования мартенсита на поверхности горячекатаного стального листа, до тех пор, пока температура поверхности не достигнет значения не выше температуры преобразования Аr3 и не ниже температуры Ms, второй стадии охлаждения, следующей после завершения первой стадии охлаждения, на которой горячекатаный стальной лист быстро охлаждают до температуры в диапазоне от 350°С или выше до ниже 600°С в середине толщины листа, и третьей стадии охлаждения, следующей после завершения второй стадии охлаждения, на которой горячекатаный стальной лист сматывают в рулон при температуре сматывания в диапазоне от 350°С или выше до ниже 600°С в расчете на температуру в середине толщины листа, после чего температуру горячекатаного стального листа в положении от 1/4 до 3/4 толщины листа в направлении толщины рулона выдерживают в течение 30 мин или более в диапазоне от 350°С или выше до ниже 600°С.
10. Способ по п.9, в котором быстрое охлаждение на второй стадии охлаждения проводят при скорости теплового потока 1,0 Гкал/м2·ч или выше по всей поверхности пузырькового кипения.
11. Способ по п.9 или 10, в котором состав стального листа дополнительно содержит, мас.%: один, два или более элементов, выбранных из группы, состоящей из (А): 0,5 или менее V, 1,0 или менее Мо, 1,0 или менее Сr, 4,0 или менее Ni и 2,0 или менее Сu и (В): 0,010 или менее Са, 0,02 или менее РЗМ и 0,003 или менее Mg.
12. Способ по п.9 или 10, в котором состав стального листа дополнительно удовлетворяет по крайней мере одному из условий: Ceq, определенный формулой (2)

равен 0,32% или менее, и Pcm, определенный формулой (3)

равен 0,13% или менее, где
С, Si, Мn, Сr, V, Сu, Ni, В обозначают содержания соответствующих элементов, мас.%.
13. Способ по п.11, в котором состав стального листа дополнительно удовлетворяет по крайней мере одному из условий: Ceq, определенный формулой (2)

равен 0,32% или менее, и Pcm, определенный формулой (3)

равен 0,13% или менее, где
С, Si, Mn, Ск, V, Сu, Ni, В обозначают содержания соответствующих элементов, мас.%.
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |
| СВЕРХВЫСОКОПРОЧНАЯ АУСТЕНИТНО-СТАРЕЮЩАЯ СТАЛЬ С ВЫСОКОЙ УДАРНОЙ ВЯЗКОСТЬЮ ПРИ КРИОГЕННОЙ ТЕМПЕРАТУРЕ | 1998 |
|
RU2203330C2 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОГО ЛИСТА (ВАРИАНТЫ) И СТАЛЬНОЙ ЛИСТ | 1999 |
|
RU2234542C2 |
| Шлаковик мартеновской печи | 1985 |
|
SU1323841A1 |

