Изобретение относится к способу калибрования сварных стальных труб с продольным швом, осуществлению контроля и регулирования процесса при расширении изготовленных способом UOE (формовка на U-образных и О-образных гибочных прессах) согласно ограничительной части пункта 1 формулы изобретения. В частности, изобретение относится к способу расширения, при котором радиально расширяющийся расширитель вводят в трубу и постепенно проводят через трубу.
Называемый как UOE (формовка на U-образных и О-образных гибочных прессах) в широких кругах специалистов способ является наиболее часто применяемым способом изготовления сварных труб большого диаметра с продольным швом (справочник по стальным трубам, 12-е издание, издательство «Вулкан», г. Эссен, 1995, стр. 139-143). При этом способе на первом этапе подгибают кромки плоского листа металла. Последующий пресс формует лист металла при помощи круглого штампа в U-образную форму (U-пресс), который затем на O-образном прессе прессуют двумя смыкающимися объемными штампами в круглую трубу с прорезью. Поскольку в большинстве случаев трубы еще не отвечают требованиям в отношении диаметра, округлости и прямолинейности после внутреннего и внешнего сваривания, их калибруют посредством холодного расширения (экспандирования). Такие трубы сваривают в дальнейшем в трубопроводы и используют, например, для транспортирования нефти или газа.
Из-за постоянно растущих требований к прочности от разрушения, в частности нагруженных очень высоким наружным давлением проложенных в открытом море трубопроводов, трубы должны удовлетворять все более возрастающим требованиям в отношении допусков круглости.
Устройство для калибрования стальных труб известно, например, из публикации DE 2632672 А1. Это устройство состоит из расширителя с головкой инструмента, с возможностью ее введения в трубу, состоящей из расположенного на тяге клиновидного многогранника (клина) и распределенных по его периметру нескольких сегментов. Тяга фиксирована на отвернутой от головки инструмента стороне при помощи вилкообразной опоры. Для расширения сегменты радиально разъезжаются над клином, и, вследствие этого, участок трубы расширяется и калибруется. Затем при постепенном расширении трубу калибруют по всей ее длине.
В нижнем участке головки расширителя, в креплении головки, находится, так называемый, ролик головки, несущий головку расширителя при расширении и подпирающий со стороны инструмента трубу. Сама труба опирается в процессе расширения на подпорный ролик, расположенный на участке непосредственного воздействия ролика головки.
Для калибрования разных диаметров труб перед расширением можно изменять радиальное положение ролика головки, т.е. его расстояние по высоте от оси расширителя. Для достижения оптимальной геометрии трубы относительно круглости и прямолинейности трубы после расширения, радиальное положение ролика головки в случае полностью круглой и прямой выходной трубы регулируют так, что ось расширителя совпадает с осью трубы, а расстояние ролика головки соответствует калибруемому внутреннему диаметру трубы. Отклонение от этой регулировки влияет на всю геометрию трубы при расширении и изменяет вследствие этого круглость и прямолинейность готовой трубы.
На практике трубы часто имеют перед расширением геометрию, отличающуюся от идеальной круглости и/или прямолинейности. Ролик головки можно использовать также для предотвращения таких отклонений посредством соответствующей регулировки для достижения оптимальных результатов при помощи калибрования. Этот способ известен и также используется для оптимального регулирования положения ролика головки по его высоте к началу изготовления.
Вследствие влияния самых различных факторов перед расширением и из-за имеющейся неоднородности свойств материала геометрические свойства труб изменяются в процессе изготовления. При становящихся все более ограниченными допусках при неблагоприятных условиях может получиться так, что калибруемые трубы окажутся вне допуска. В этих случаях трубы необходимо дополнительно калибровать при трудоемкой дополнительной обработке, например посредством гидравлических рабочих цилиндров.
Поэтому задача изобретения состоит в создании способа и устройства калибрования сварных стальных труб с продольным швом для осуществления контроля процесса расширения изготовленных способом UOE труб, при помощи которых регистрируют изменения выходной геометрии трубы при расширении в процессе изготовления.
Технический результат заключается в обеспечении соответствующего регулирования процесса во время расширения, которое может реагировать на зарегистрированные изменения в геометрии трубы.
Согласно изобретению задача решается посредством того, что в процессе расширения измеряют воздействующую на ролик головки опорную силу, оценивают относительно заданной опорной силы, а при отклонениях от заданных величин допуска сигнализируют о таком отклонении.
При помощи соответствующего изобретению способа впервые становится возможным непосредственно контролировать процесс расширения и обеспечивать вследствие этого достижение оптимальной геометрии трубы в пределах поставленных требований к геометрии.
Опытным путем было обнаружено, что при калибровании решающее значение имеет радиальное положение ролика головки относительно оси расширителя для достижения по возможности наиболее идеальной круглости и прямолинейности при калибровании, в частности, если входные трубы уже имеют заметные отклонения от требуемой геометрии трубы.
Кроме того, опытным путем было установлено, что уже незначительные изменения в радиальном положении ролика головки заметно влияют на круглость и прямолинейность расширенной трубы.
В частности, в результате проведения опытов было установлено, что измеренные в ролике головки силы заметно коррелируют с калибруемой геометрией трубы. Это значит, что отклонения геометрии входной трубы сопоставимы при соответствующих отклонениях с заданным характером изменения силы ролика головки. В нерабочем положении, т.е. только с введенной в трубу головкой расширителя, ролик головки нагружен собственным весом расширительного инструмента, образующим заданную величину силы для опорной силы.
Процесс расширения влияет на эту заданную величину силы в зависимости от положения ролика головки и геометрии трубы в данный момент.
В результате опытов в расширяемых трубах, имеющих ранее заметные отклонения круглости, были установлены заметные отклонения от заданного характера изменения сил при расширении. В зависимости от овальности устанавливалось превышение или понижение усилия. Повторное измерение расширенных труб давало в итоге соответствующее отклонение от требуемой геометрии трубы.
Поэтому согласно изобретению при контроле процесса измеряют воздействующую в процессе расширения на ролик головки расширителя опорную силу, сравнивают с заданными величинами допуска заданной опорной силы и делают в зависимости от размера отклонений положительный или отрицательный прогноз для соблюдения требований геометрии.
Посредством дополнительного регулирования соответствующего измеренному отклонению силы радиального положения ролика головки можно затем целенаправленно влиять на калибруемую геометрию для следующей трубы.
Однако согласно предпочтительному усовершенствованному варианту изобретения также возможно использовать измеренное отклонение как регулируемую величину для регулирования ролика головки для возможности оказывать влияние на геометрию трубы уже в процессе расширения.
Кроме того, опытным путем было установлено, что на геометрию расширенной трубы наряду с положением ролика головки также влияет положение подпорного ролика.
Поэтому в предпочтительном усовершенствованном варианте изобретения подпорный ролик дополнительно подводят для выполнения требований геометрии по его радиальному положению к оси трубы. Благодаря подходящему согласованию соответствующих положений ролика головки и подпорного ролика можно предпочтительно влиять в этом случае, как на круглость, так и на прямолинейность трубы в отношении оптимизации геометрии трубы при расширении.
Другие признаки, преимущества и подробности изобретения вытекают из нижеследующего описания представленных примеров выполнения.
На чертежах показаны:
фиг. 1 - схематичное изображение соответствующего изобретению устройства для расширения трубы в продольном разрезе;
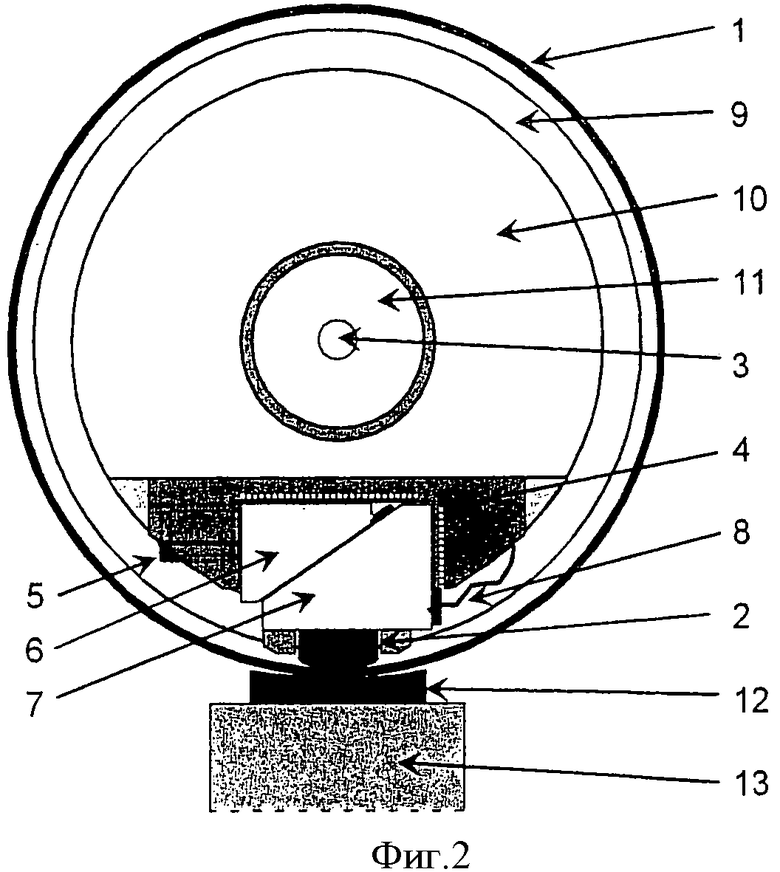
фиг. 2 - поперечное сечение изображения на фиг. 1.
На фиг. 1 показано в продольном сечении схематичное изображение соответствующего изобретению устройства с измерительной компоновкой для измерения воздействующих на ролик головки расширительного инструмента усилий при расширении трубы.
В расширяемую трубу 1 введен расширительный инструмент, состоящий из головки 10 инструмента с сегментами 9 с возможностью радиального раздвигания. Головка 10 инструмента расположена на тяге 11, раздвигающей в радиальном направлении сегменты 9 клином 14, находящимся между тягой 11 и сегментами 9, посредством осевого движения сегментов 9 и вследствие этого расширяющей трубу. Ось расширителя или трубы обозначена цифрой 3.
Головка 10 инструмента имеет ролик 2 головки, при помощи которого головка 10 инструмента опирается в процессе расширения на трубу 1. Труба 1 опирается при расширении на расположенный в опоре 13 подпорный ролик 12.
В соответствии с фиг. 2 ролик 2 головки установлен в опорном узле 4, состоящем из крепления 7 ролика и из регулируемой опоры 6. Крепление 7 ролика снабжено согласно изобретению измерительным устройством 8, при помощи которого можно измерять воздействующее во время расширения на ролик головки усилие.
В качестве примера регулирования высоты ролика головки 2 опора 6 выполнена в виде клиновой опоры и снабжена регулировочным механизмом 5, состоящим из гидравлического цилиндра, при помощи которого можно регулировать радиальное положение ролика 2 головки посредством перемещения клиновой опоры.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ экспандирования труб | 2019 |
|
RU2763079C2 |
| СПОСОБ И УСТРОЙСТВО ПРАВКИ ТРУБ НА РАСШИРИТЕЛЕ | 2009 |
|
RU2418645C1 |
| Способ экспандирования сварных труб | 2024 |
|
RU2840419C1 |
| СПОСОБ ЭКСПАНДИРОВАНИЯ ТРУБ БОЛЬШОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2258574C1 |
| Способ производства сварных труб | 1989 |
|
SU1611487A1 |
| МЕХАНИЧЕСКИЙ РАСШИРИТЕЛЬ ТРУБ | 2015 |
|
RU2615671C2 |
| Способ калибрования сварных двухшовных труб на гидромеханических экспандерах | 1989 |
|
SU1731369A1 |
| РАЗРАБОТАННЫЕ SIC-SIC КОМПОЗИТ И МОНОЛИТНЫЕ СЛОИСТЫЕ SIC СТРУКТУРЫ | 2017 |
|
RU2720579C1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ РАСШИРЯЕМОЙ ВНУТРЕННЕЙ ОБЛИЦОВКИ С КОНТРОЛЕМ УСТАНОВОЧНОГО ДИАМЕТРА ПО МЕРЕ ПРОДВИЖЕНИЯ | 2010 |
|
RU2509869C2 |
| Скважинный инструмент для расширения обсадных колонн и способ расширения обсадных колонн с его использованием | 2013 |
|
RU2636066C2 |
Изобретение относится к обработке металлов давлением, в частности к калибровке сварных труб. В трубу вводят расширяющий инструмент, состоящий из расположенного на тяге головки инструмента с возможностью раздвигания в радиальном направлении и с расположенным на ней с возможностью согласования по своему радиальному положению с соответствующим калибруемым диаметром трубы роликом головки для опоры расширяющего инструмента на трубу и создающим опору калибруемой трубе подпорным роликом. В процессе калибровки измеряют опорную силу, сравнивают ее с заданной, а при отклонении - производят индикацию. При этом ролик головки снабжен измерительным устройством для восприятия воздействующей на ролик головки во время расширения опорной силы, а также блоком обработки и контроля измеряемых величин и блоком сигнализации, индицирующим отклонение от заданного порога допуска. Повышается качество правки. 2 н. и 11 з.п. ф-лы, 2 ил.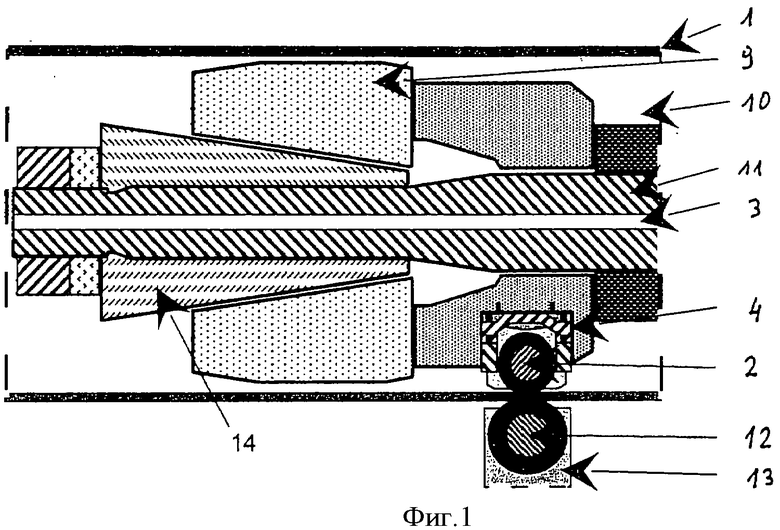
1. Способ калибрования сварных стальных труб с продольным швом, включающий радиальное расширение трубы, опирающейся на подпорный ролик, посредством введения в трубу расширительного инструмента, содержащего расположенную на тяге головку с сегментами с возможностью раздвигания в радиальном направлении и установленный на головке инструмента с возможностью согласования с соответствующим калибруемым диаметром трубы в радиальном положении ролик для опоры расширительного инструмента на трубу, и нагружения ролика головки опорной силой, отличающийся тем, что в процессе расширения измеряют воздействующую на ролик головки опорную силу, оценивают в отношении заданной опорной силы, а при отклонении заданных величин допуска сигнализируют о таком отклонении.
2. Способ по п.1, отличающийся тем, что на основе установленных отклонений от заданных величин допуска изменяют радиальное положение ролика головки для оказания возможности влияния на геометрию трубы при расширении.
3. Способ по п. 1 или 2, отличающийся тем, что на основе установленных отклонений от заданных величин допуска дополнительно регулируют радиальное положение ролика головки, по меньшей мере, для следующей расширяемой трубы.
4. Способ по п.3, отличающийся тем, что при обнаружении отклонений от заданных величин допуска положение ролика головки дополнительно регулируют непосредственно в процессе расширения.
5. Способ по любому из пп.1, 2, 4, отличающийся тем, что для выполнения требований к геометрии трубы подпорный ролик дополнительно подводят в его радиальном положении к оси трубы.
6. Способ по п.3, отличающийся тем, что для выполнения требований к геометрии трубы подпорный ролик дополнительно подводят в его радиальном положении к оси трубы.
7. Способ по п.5, отличающийся тем, что для выполнения требований к геометрии трубы подпорный ролик дополнительно подводят при согласовании с роликом головки.
8. Способ по п.6, отличающийся тем, что для выполнения требований к геометрии трубы подпорный ролик дополнительно подводят при согласовании с роликом головки.
9. Устройство для калибрования сварных стальных труб с продольным швом способом по любому из пп.1-8, содержащее расширительный инструмент, выполненный с возможностью введения его в трубу (1) и состоящий из расположенной на тяге (11) головки (10) инструмента с сегментами (9), установленными с возможностью раздвигания в радиальном направлении, и с расположенным на ней с возможностью согласования в радиальном положении с соответствующим калибруемым диаметром трубы роликом (2) головки для опоры расширяющего инструмента на трубу (1) и создающим опору калибруемой трубе (1) подпорным роликом (12), причем ролик (2) головки снабжен измерительным устройством (8) для восприятия воздействующей на ролик (2) головки в процессе расширения опорной силы, а также блоком обработки и контроля измеряемых величин и блоком сигнализации, индицирующим отклонение от заданного порога допуска.
10. Устройство по п.9, отличающееся тем, что ролик (2) головки расположен в опорном узле (4), состоящем из крепления (7) ролика и из регулируемой по высоте опоры (6).
11. Устройство по п.10, отличающееся тем, что регулируемая по высоте опора (6) является клиновой опорой.
12. Устройство по п.10 или 11, отличающееся тем, что регулирование высоты осуществляют посредством регулировочного механизма (5).
13. Устройство по п.12, отличающееся тем, что регулировочный механизм представляет собой ручной, электрический, гидравлический или пневматический привод.
| СПОСОБ СОВМЕСТНОГО ПОЛУЧЕНИЯ МЕТИЛ 2-(1, 5, 8-ТРИТИА-3-АЗАЦИКЛОДЕКАН-3-ИЛ)АЛКАНОАТОВ И ДИМЕТИЛ 2, 2'-(1, 5, 8, 11, 15, 18-ГЕКСАТИА-3, 13-ДИАЗАЦИКЛОИКОЗАН-3, 13-ДИИЛ)ДИАЛКАНОАТОВ | 2016 |
|
RU2632672C1 |
| Устройство для правки и калибровки труб | 1984 |
|
SU1199339A1 |
| Способ правки труб | 1980 |
|
SU940905A1 |
| УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ И ПРАВКИ КОНЦОВ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2002 |
|
RU2227077C2 |

