в пределах допуска и не превышала 1,3 мм на 1 пог. м. Хорошее качество правки было достигнуто также при подпоре 0,92.
При правке с подпором 0,88 наблюдалось значительное проскальзывание роликов по трубе, что приводило к образованию спиральных полос на наружной поверхности труб.
При правке с подпором 0,995 в результате слабой стыковки стержня с трубой происходило их частичное рассоединение, и кривизна концов трубы выходила за пределы допустимых значений.
Ожидаемый годовой экономический эффект от внедрения изобретения за счет увеличения процента выхода годных изделий - более 600 тыс. руб.
Формула изобретения
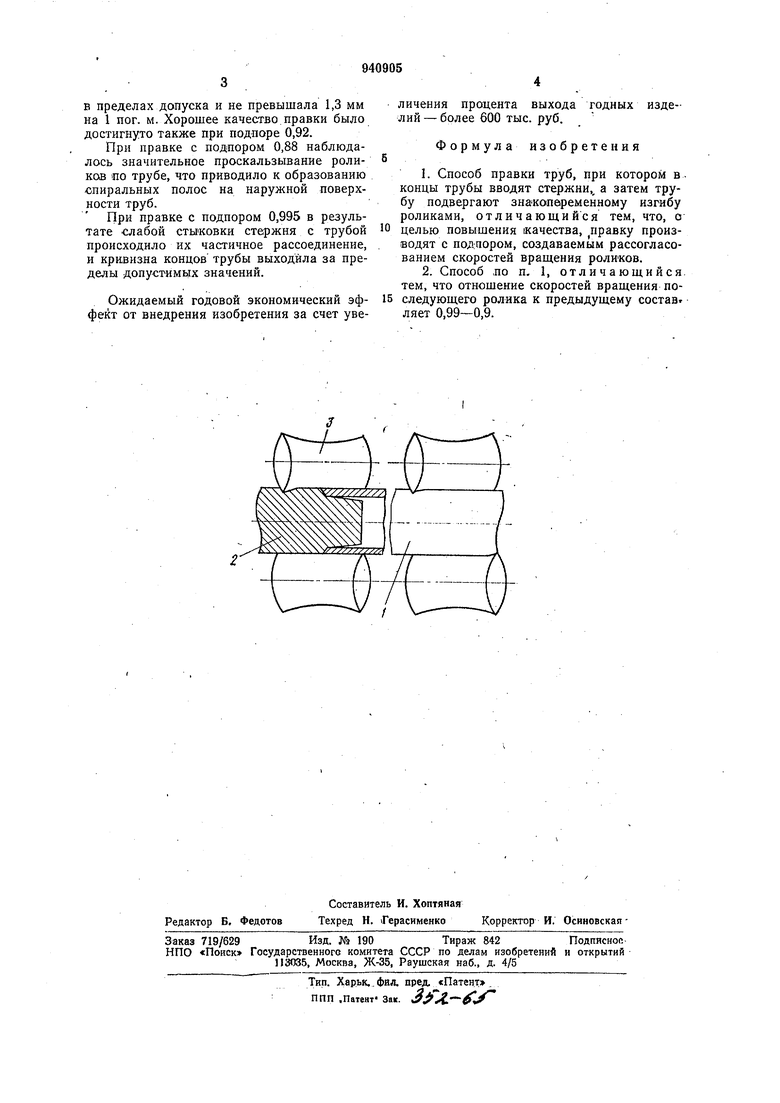
1.Способ правки труб, при котором в. концы трубы вводят стержни,, а затем трубу подвергают зна копеременному изгибу роликами, отличающийся тем, что, о целью повышения качества, правку производят с подпором, создаваемым рассогласованием скоростей вращения роликов.
2.Способ ло п. 1, отличающийся. тем, что отношение скоростей вращения последующего ролика к предыдущему состав ляет 0,99-0,9.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ правки труб | 1984 |
|
SU1197758A1 |
| Способ правки труб | 1987 |
|
SU1489881A1 |
| Способ изготовления многогранных сварных труб | 1986 |
|
SU1382527A1 |
| Способ производства горячекатаных труб | 1986 |
|
SU1411066A1 |
| Способ правки тонкостенных труби уСТРОйСТВО для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU804074A1 |
| Способ механической обработки изделий | 1988 |
|
SU1563955A1 |
| Способ непрерывной прокатки труб | 1990 |
|
SU1784305A1 |
| СПОСОБ ПРАВКИ ТОЛСТОЛИСТОВОГО ПРОКАТА | 2010 |
|
RU2432221C1 |
| Способ автоматического управления правкой оребренных трубных плетей | 1985 |
|
SU1400701A1 |
| Способ изготовления многослойных труб и устройство для его осуществления | 1988 |
|
SU1685659A1 |
