Изобретение относится к области обработки металлов давлением и может быть использовано при калибровке сварных труб большого диаметра.
Калибровку сварной трубы осуществляют раздачей по всей длине на прессе-расширителе. При производстве труб большого диаметра используют пресс-расширители (далее экспандер) с гидравлическим приводом и механическим воздействием на форму трубы. Основной проблемой данного процесса является большие нагрузки на оборудование и высокие требования к исходной заготовке, так как при больших отклонениях от заданной формы, например, превышения овальности, нагрузка на деформирующий инструмент может превысить допустимые значения либо деформирующий инструмент (далее головка) пресса может не войти в трубу.
В способе калибровки сварных стальных труб с продольным швом для осуществления контроля процесса расширения изготовленных способом UOE труб (см. патент РФ № 2541201, опубликованный 10.02.2015), регистрируют изменения выходной геометрии трубы при расширении в процессе изготовления посредством того, что в процессе расширения измеряют воздействующую на ролик головки опорную силу, оценивают относительно заданной опорной силы, а при отклонениях от заданных величин допуска сигнализируют о таком отклонении.
В данном способе представлены данные по отклонению усилия только в позиции 6 часов относительно сварного шва, т.е. не учитывает нагрузку по всему периметру головки деформирующего инструмента.
Известен способ производства стальной трубы (см. патент РФ № 2653035, опубликованный 04.05.2018), включающий следующие этапы: выполнение первой операции экспандирования стальной трубы с коэффициентом экспандирования, при котором нагрузка на экспандирующее устройство находится в допустимом диапазоне, вторую операцию экспандирования, с коэффициентом экспандирования, при котором диаметр стальной трубы достигает заданного значения. Величина коэффициента экспандирования при первой операции экспандирования составляет от 0,3% до менее чем 0,6%. В способе производства толщина стенки стальной трубы составляет 25,4 мм и более.
Недостатком способа является низкая производительность, а также не учитываются свойства экспандируемой трубы и соотношение толщины стенки к диаметру. При указанном диапазоне значений коэффициента раздачи нагрузка на экспандирующее устройство (ЭУ) может превысить допустимое значение, т.к. нагрузка на ЭУ увеличивается с увеличение соотношения толщины стенки к диаметру и прочности трубы.
В способе экспандирования труб большого диаметра стабильность геометрических размеров обеспечивается (см. патент РФ № 2258574 от 20.08.2005) путем поворота трубы на угол, величина которого соответствует значению величины отклонения от прямолинейности, длина которого равна шагу подачи трубы при каждом цикле экспандирования.
При экспандировании трубы механическим воздействием в позиции 12 часов имеется углубление для сварного шва, т.е. при экспандировании после поворота на угол можно повредить трубу в зоне шва, а наличие такого углубления по всему периметру уменьшит контактную зону инструмента и трубы, что в свою очередь приведет к отклонению от округлости по периметру трубы. Указанный способ может уменьшить общий прогиб трубы от воздействия массы головки экспандера, но увеличит количество локальных отклонений по длине трубы.
Известен способ экспандирования сварной трубы большого диаметра (см. патент РФ № 2647062 от 13.03.2018), где деформацию трубы расширением осуществляют циклами движением жестких сегментов в радиальных направлениях, а затем отводят их от трубы с образованием зазора относительно ее стенки и поворачивают на угол, равный половине угла между осями соседних сегментов.
Данный способ способствует уменьшению колебания кривизны, но не во всех случаях по периметру, так как не учитывает колебания по механическим свойствам и геометрии трубы по периметру и длине, следовательно, увеличения контактных зон может уменьшить отклонение кривизны по периметру контактного участка при повороте, но увеличить колебание периметра по длине, также, как и в способе (см. патент РФ № 2258574 от 20.08.2005) не учитывает углубление по сварному шву.
Технический результат заявленного изобретения предусматривает повышение качества продукции за счет снижения отклонения по геометрии, остаточных напряжений труб, увеличения производительности за счет сокращения времени настройки оборудования и необходимости повторного экспандирования, а также снижение нагрузки на экспандирующее устройство.
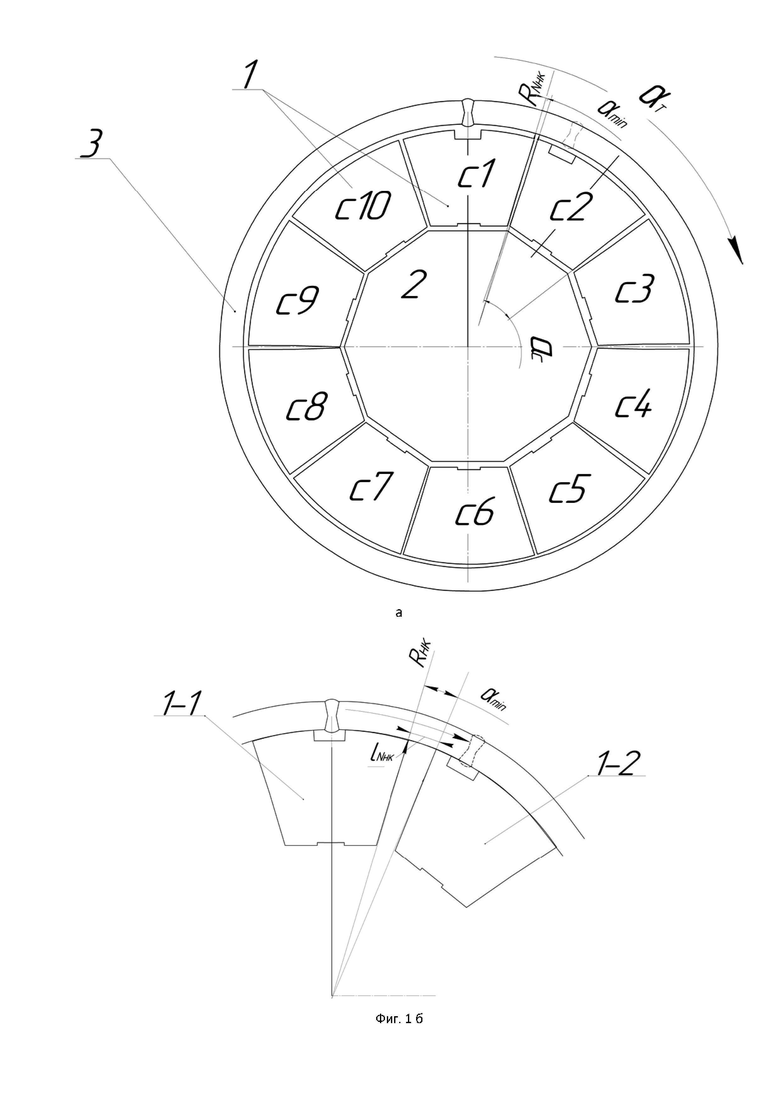
Указанный технический результат достигается тем, что экспандирование каждого шага состоит из следующих этапов: измерение формы трубы до экспандирования, коррекция режима при отклонении фактических параметров трубы от заданных, после наступления пластической деформации и получения круглой формы производят поворот трубы на угол αт (фиг. 1), обеспечивающий перекрытие неконтактных зон и соответствующей углублению для сварного шва, производят раздачу трубы до получения необходимых значений по геометрии трубы и отвод головки экспандера для перемещения трубы на следующий шаг.
Угол поворота определяется по формуле: αт = lN/RNнк+(45÷360/(2n+(N-n))),
где n - количество сегментов; N - номер сегмента относительно которого произведен поворот; lN - длина дуги в неконтактной зоне, мм; RNнк - радиус дуги в неконтактной зоне, мм (фиг. 1б).
шаговую раздачу трубы осуществляют с учетом неравномерного распределения механических свойств, отклонения по геометрическим параметрам трубы до получение постоянного периметра по всей длине, возникшее на предшествующих процессах и силовых возможностей оборудования, при этом на каждом шаге осуществляют измерение геометрии трубы бесконтактным методом.
Распределение механических свойств по периметру и толщине исходной листовой заготовки зависит от сортамента и способа производства листового проката. Разброс механических свойств исходной заготовки по длине и ширине приводит к отклонению по геометрическим параметрам трубы, т.к. прочностные свойства влияют на величину разгрузки заготовки на каждом шаге.
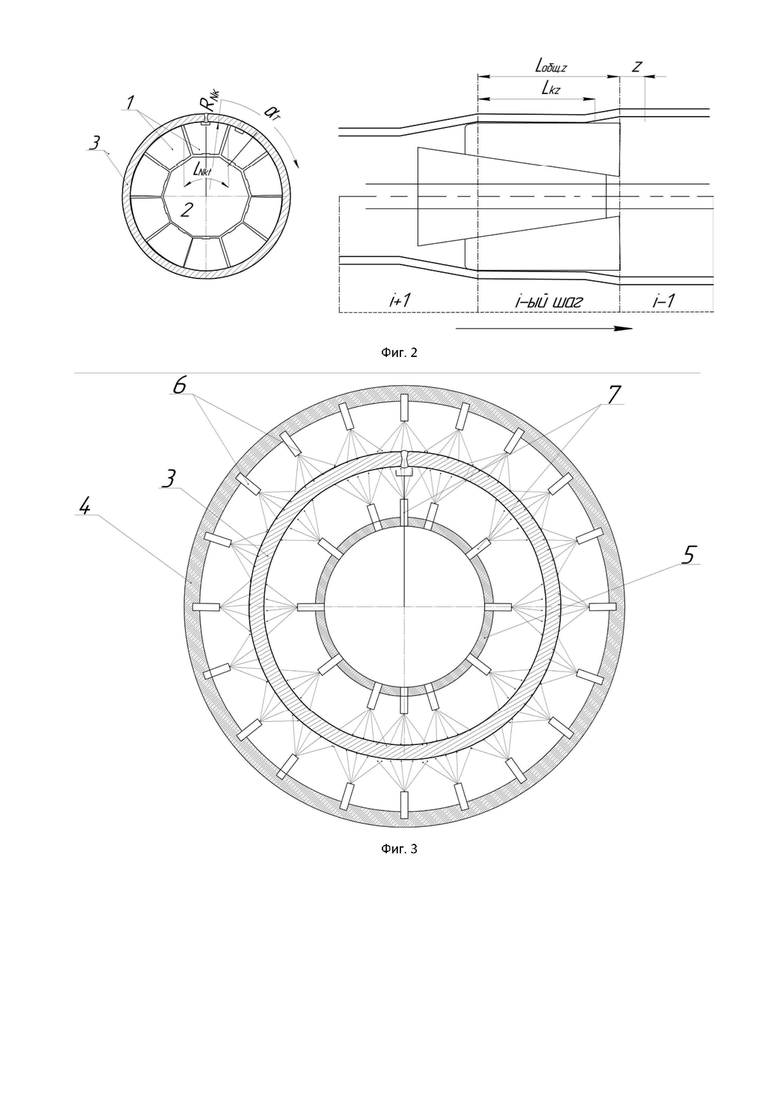
На фиг. 1 представлено исходное и конечное положение головки экспандера на i-ом шаге. В процессе экспандирования сегменты 1 раздвигаются при помощи многогранной призмы 2, приводимого от гидропривода, тем самым за счет увеличения периметра головки экспандера изменяя форму и увеличивая периметр трубы 3 (Фиг. 1а, 2). За счет расширения с помощью экспандерной головки внутри трубы происходит процесс постепенной холодной формовки, т.е. пластической деформации.
Процесс экспандирования условно подразделяют на три этапа: получение круглого поперечного сечения трубы, увеличения периметра до заданной величины и уменьшение периметра трубы на величину упругой отдачи.
Для устранения отклонения по форме трубы в продольном направлении, экспандирование, следует производить с учетом отклонения механических свойств и толщины исходной заготовки от номинального значения.
Введем условие, при котором периметр и диаметр трубы после разгрузки на каждом шаге должны быть равны, т.е. 
 . и
. и  . Периметр после разгрузки на i-ом шаге равен:
. Периметр после разгрузки на i-ом шаге равен:
 ,
,
где  - периметр трубы при нагрузке на i-ом шаге при конечном положении головки экспандера, мм;
- периметр трубы при нагрузке на i-ом шаге при конечном положении головки экспандера, мм;  - номинальное значение периметр трубы при нагрузке, мм;
- номинальное значение периметр трубы при нагрузке, мм;  - номинальное значение степени остаточной деформации;
- номинальное значение степени остаточной деформации;  - степень остаточной деформации на i-ом шаге.
- степень остаточной деформации на i-ом шаге.
Так как периметр трубы до экспандирования может быть больше или меньше номинального значения, то целесообразнее проводить настройку не по степени остаточной деформации, а по конечному положению головки экспандирующего устройства, то есть по периметру и перемещению сегментов в радиальном направлении.
Процесс изменения головки экспандера в зависимости от формы и размера трубы состоит из 3-х непрерывных циклов. На первом цикле производится перемещение сегментов до усреднения диаметров и получения значения исходного периметра трубы. На данном цикле происходит изменение формы трубы от овальной к круглой: Uн1= Rи -R0
R0 - расстояние от центра головки экспандера до крайней точки сегмента в исходном положении; Rи - расстояние от центра головки экспандера до крайней точки сегмента в положении равному исходному периметру трубы
На втором цикле перемещение сегментов определяется в зависимости от степени раздачи трубы:
Uн2= Rк -Rи Rк -R0 ,
,
 ,
, 
 ,
,
Rк-расстояние от центра головки экспандера до крайней точки сегмента в конечном положении, мм;  периметр головки экспандера в конечном положении головки экспандера, мм;
периметр головки экспандера в конечном положении головки экспандера, мм;  периметр головки экспандера в положении равное исходному периметру трубы, мм;
периметр головки экспандера в положении равное исходному периметру трубы, мм;  -периметр готовой трубы, мм.
-периметр готовой трубы, мм.



Перемещение N - го сегмента на i-ом шаге равно:

где  - предел текучести трубы на i-ом шаге, мм;
- предел текучести трубы на i-ом шаге, мм;  - суммарное остаточное напряжение, возникающее в трубе после разгрузки на i-ом шаге, МПа;
- суммарное остаточное напряжение, возникающее в трубе после разгрузки на i-ом шаге, МПа;  - модуль упругости трубы на i-ом шаге, МПа;
- модуль упругости трубы на i-ом шаге, МПа;  - усредненная толщина стенки трубы по периметру на i-ом шаге в сечении, соответствующая N-ому сегменту, мм; β = 0,5÷0,9 - коэффициент, учитывающий напряженное состояние на i-ом шаге, соответствующая N-ому сегменту.
- усредненная толщина стенки трубы по периметру на i-ом шаге в сечении, соответствующая N-ому сегменту, мм; β = 0,5÷0,9 - коэффициент, учитывающий напряженное состояние на i-ом шаге, соответствующая N-ому сегменту.
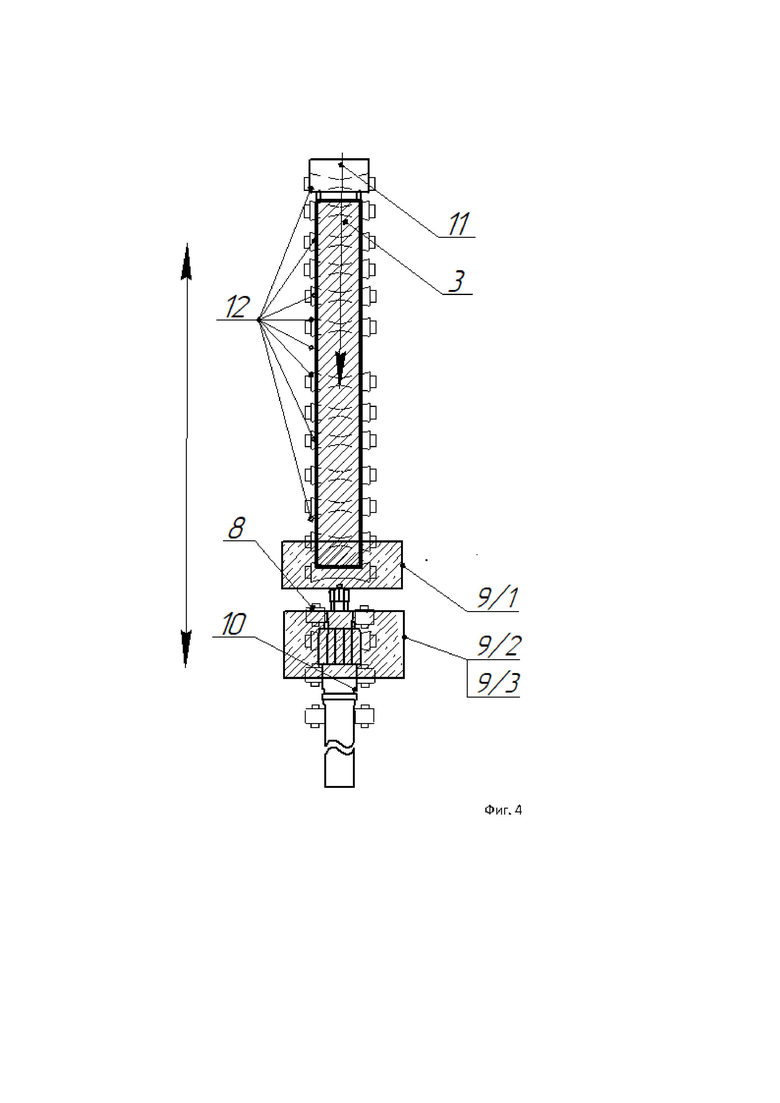
Участок экспандирования снабжен комплексным устройством для измерения выявления отклонения по геометрии трубы (Фиг. 3), состоящая из устройства 4 для измерения геометрии трубы по наружной и минимум одного устройства 5 для измерения по внутренней по поверхности, где измерение осуществляется с помощью датчиков 6 и 7, закрепленных на корпусах (внутреннего и наружного) измерительного устройства, которая может перемещаться вдоль оси экспандирования для измерения геометрии трубы (фиг.4) до экспандирования (положение 9/1), в процессе раздачи(положение 9/2) и после разгрузки (положение 9/3), при этом в процессе экспандирования фиксируется следующие параметры: горизонтальный и вертикальные диаметры, радиусы в околошовной зоне, диаметры на расстоянии от шва 50, 100, 200 мм до и после получения периметра готовой трубы с учетом степени раздачи.
До процесса экспандирования осуществляется позиционирование сварного шва трубы относительно деформирующего устройства экспандера 10 в позиции 12 часов с помощью рольгангов 8, измерение профиля трубы по всей длине с помощь устройства (фиг. 3) и фиксация трубы с помощью клещевой тележки 11 (фиг.4).
Так как труба до экспандирования имеет форму отличной от формы головки экспандера нагрузка на сегменты распределяются неравномерно, а при превышении нагрузки на один из сегментов может вывести из строя деформирующее оборудование. Для предотвращения превышения периметра трубы после экспандирования из-за отклонений по геометрии и механическим свойствам и допустимых значений по нагрузке на экспандирующее устройство вводят ограничение по перемещению и усилию деформирования и предварительно рассчитывают нагрузку на каждый сегмент по формуле:


Где  - нагрузка на N-ый сегмент на i-ом шаге, МН;
- нагрузка на N-ый сегмент на i-ом шаге, МН;  - усилие деформирования на i-ом шаге, МН;
- усилие деформирования на i-ом шаге, МН;  - предел текучести на i-ом шаге в сечении, соответствующая N-ому сегменту, МПа;
- предел текучести на i-ом шаге в сечении, соответствующая N-ому сегменту, МПа;  - радиус трубы на i-ом шаге в сечении, соответствующая N-ому сегменту, мм;
- радиус трубы на i-ом шаге в сечении, соответствующая N-ому сегменту, мм;  - радиус N-ого сегмента, мм;
- радиус N-ого сегмента, мм;  ,
,  - длина контактной зоны сегмента и секции трубы на i - ом шаге в продольном и поперечном направлении, мм;
- длина контактной зоны сегмента и секции трубы на i - ом шаге в продольном и поперечном направлении, мм;  - максимально возможная длина контакта сегмента с трубой в продольном направлении; k=(σтi(N)/σт)( si(N)/s)- коэффициент, учитывающий отклонение по механическим свойствам и толщине стенки трубы по периметру; σт, s - номинальное значение предела текучести и толщены стенки трубы соответственно.
- максимально возможная длина контакта сегмента с трубой в продольном направлении; k=(σтi(N)/σт)( si(N)/s)- коэффициент, учитывающий отклонение по механическим свойствам и толщине стенки трубы по периметру; σт, s - номинальное значение предела текучести и толщены стенки трубы соответственно.
При превышении расчетной нагрузки как минимум на один из сегментов FN максимальной допустимой нагрузки FNmax, уменьшают величину перемещения трубы на следующий шаг, а при достижении величины перемещения сегментов, соответствующая величине (0,8÷1)×FNmax в процессе экспандирования производится остановка, отвод головки экспандера, поворот трубы на угол αт и перемещение трубы в сторону предыдущего шага на длину z обеспечивающей снижение нагрузки как минимум до 5%. Если нагрузка не превышает 0,95 Fnmax, то можно провести повторное экспандирование не перемещая трубу на предыдущий шаг.
Нагрузка на деформирующий инструмент снижается за счет уменьшения контактной ÷зоны по длине сегментов, при этом рекомендуемое значение перемещения равна (0,1÷0,5) . Нагрузку на деформирующий инструмент при контакте с трубой измеряется датчиками силы, передающих данные с помощью устройств, выполненных в виде пластин, нанесенных на сегменты.
. Нагрузку на деформирующий инструмент при контакте с трубой измеряется датчиками силы, передающих данные с помощью устройств, выполненных в виде пластин, нанесенных на сегменты.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шаговой гибки кромок плоского проката, способ и устройство автоматической коррекции режимов гибки на участке кромкогибочного пресса | 2019 |
|
RU2740368C2 |
| Способ шаговой формовки труб большого диаметра | 2018 |
|
RU2702666C1 |
| Способ экспандирования сварных труб | 2024 |
|
RU2840419C1 |
| СПОСОБ ЭКСПАНДИРОВАНИЯ ТРУБ БОЛЬШОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2258574C1 |
| Гидромеханический экспандер дляКАлибРОВКи ОбЕчАЕК | 1979 |
|
SU822952A1 |
| СПОСОБ ЭКСПАНДИРОВАНИЯ СВАРНОЙ ТРУБЫ БОЛЬШОГО ДИАМЕТРА, ИЗГОТОВЛЕННОЙ ИЗГИБОМ ИЗ ЛИСТА И СВАРКОЙ ПРОДОЛЬНЫМ ШВОМ | 2016 |
|
RU2647062C1 |
| Механический экспандер | 1979 |
|
SU825239A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ МНОГОУГОЛЬНОГО СЕЧЕНИЯ ИЗ НИЗКОПЛАСТИЧНОЙ СТАЛИ | 2016 |
|
RU2631997C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТРУБОПРОВОДОВ | 2016 |
|
RU2653381C1 |
| Способ экспандирования труб большого диаметра | 1989 |
|
SU1704888A1 |
Изобретение относится к области обработки металлов давлением и может быть использовано при калибровке сварных труб большого диаметра. Трубу позиционируют относительно экспандера и производят ее шаговую раздачу по всей длине. Используют экспандер, имеющий головку с сегментами, устройство для измерения отклонения по форме трубы до ее раздачи, в процессе раздачи и после раздачи и устройство для измерения нагрузки на каждый сегмент головки в процессе раздачи. Раздачу на каждом шаге осуществляют путем пластического деформирования участка трубы с ее поворотом на угол, обеспечивающий перекрытие неконтактных зон между сегментами головки экспандера. На каждом шаге раздачи определяют форму трубы до раздачи и производят коррекцию режима раздачи при отклонении фактических параметров трубы от заданных. При этом получают участки трубы, имеющие после разгрузки трубы равный диаметр и равный периметр по длине. В результате обеспечивается повышение качества полученных труб, сокращение времени настройки оборудования и снижение нагрузки на экспандер. 3 з.п. ф-лы, 4 ил.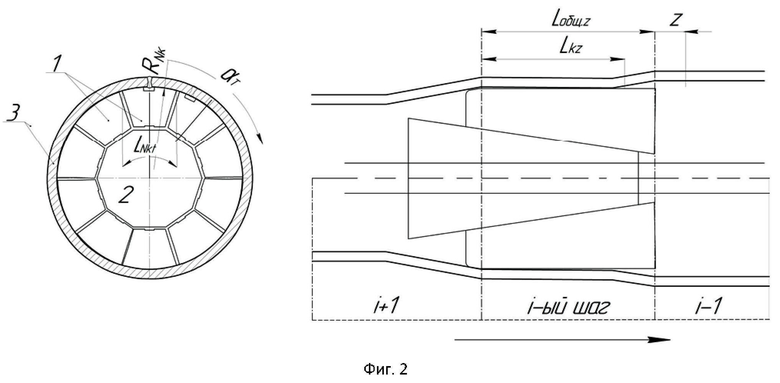
1. Способ экспандирования труб большого диаметра, включающий позиционирование трубы относительно экспандера, имеющего головку с сегментами, и шаговую раздачу трубы по всей длине посредством упомянутого экспандера, отличающийся тем, что используют экспандер, снабженный устройством для измерения отклонения по форме трубы до ее раздачи, в процессе раздачи и после раздачи и устройством для измерения нагрузки на каждый сегмент головки экспандера в процессе раздачи, шаговую раздачу трубы на каждом шаге осуществляют путем пластического деформирования участка трубы с ее поворотом на угол ɑТ, обеспечивающий перекрытие неконтактных зон между сегментами головки экспандера, отвода головки экспандера и перемещения трубы на следующий шаг, на каждом шаге раздачи определяют форму трубы до раздачи и производят коррекцию режима раздачи при отклонении фактических параметров трубы от заданных, а шаговую раздачу осуществляют с получением на каждом шаге участков трубы, имеющих после разгрузки трубы равный диаметр и равный периметр по длине, при этом периметр участка трубы после разгрузки на i-м шаге Piраз определяют по формуле:
Piраз = Piнаг (еi + 1) = Pn наг (en + 1),
Piнаг = Piu ( екi + 1),
где Piнаг – периметр трубы при нагрузке на i-м шаге раздачи;
еi – степень остаточной деформации трубы на i-м шаге раздачи;
Pn наг – номинальное значение периметра трубы при нагрузке;
en – номинальное значение степени остаточной деформации;
Piu – периметр трубы до экспандирования;
екi – степень раздачи на i-м шаге екi = еi + еразi,
еразi – деформация после разгрузки.
2. Способ по п. 1, отличающийся тем, что вводят ограничение по перемещению сегментов и усилию деформирования, при этом предварительно рассчитывают нагрузку на каждый сегмент головки экспандера, причем при превышении в процессе экспандирования нагрузки по меньшей мере на один сегмент головки максимальной допустимой нагрузки FNmax уменьшают величину перемещения трубы на следующий шаг, а при достижении величины перемещения сегментов, соответствующей нагрузке (0,8÷1)×FNmax, производят остановку процесса экспандирования, отвод головки экспандера и перемещение трубы в сторону предыдущего шага на величину, обеспечивающую снижение нагрузки на деформирующий инструмент на величину по меньшей мере до 5%.
3. Способ по п.1, отличающийся тем, что трубу поворачивают относительно головки экспандера на угол αТ=lNнк / Rнк+ (45÷360 / (2n+(N-n)), где n - количество сегментов; N - номер сегмента, относительно которого произведен поворот; lNнк - длина дуги в неконтактной зоне между сегментами N и N+1; Rнк - радиус дуги сектора трубы в неконтактной зоне.
4. Способ по п. 2, отличающийся тем, что перемещение трубы в сторону предыдущего шага осуществляют на величину, равную (0,1÷0,5)LKz, где LKz – длина контактной зоны сегмента и секции трубы на i-м шаге в продольном направлении.
| СПОСОБ ЭКСПАНДИРОВАНИЯ СВАРНОЙ ТРУБЫ БОЛЬШОГО ДИАМЕТРА, ИЗГОТОВЛЕННОЙ ИЗГИБОМ ИЗ ЛИСТА И СВАРКОЙ ПРОДОЛЬНЫМ ШВОМ | 2016 |
|
RU2647062C1 |
| Способ экспандирования труб большого диаметра | 1989 |
|
SU1704888A1 |
| СПОСОБ ЭКСПАНДИРОВАНИЯ ТРУБ БОЛЬШОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2258574C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТРОЛЯ И РЕГУЛИРОВАНИЯ ПРОЦЕССА ПРИ РАСШИРЕНИИ СВАРЕННЫХ ТРУБ С ПРОДОЛЬНЫМ ШВОМ ИЗ СТАЛИ | 2010 |
|
RU2541201C2 |
| СПОСОБ СОВМЕСТНОГО ПОЛУЧЕНИЯ МЕТИЛ 2-(1, 5, 8-ТРИТИА-3-АЗАЦИКЛОДЕКАН-3-ИЛ)АЛКАНОАТОВ И ДИМЕТИЛ 2, 2'-(1, 5, 8, 11, 15, 18-ГЕКСАТИА-3, 13-ДИАЗАЦИКЛОИКОЗАН-3, 13-ДИИЛ)ДИАЛКАНОАТОВ | 2016 |
|
RU2632672C1 |

