Изобретение относится к обработке металлов давлением и предназначено для прессования триметаллической заготовки, состоящей из трех разнородных материалов.
Известно, что при производстве триметаллических прутков и проволоки на начальном этапе деформируют триметаллическую заготовку прессованием с последующим волочением триметаллической заготовки. При этом в процессе прессования формируются свойства триметаллических прутковых и проволочных изделий.
Известен способ обработки металлов прессованием, заключающийся в выдавливании металла, помещенного в замкнутую полость контейнера, через отверстие конической матрицы (см. Суворов И.К. Обработка металлов давлением: Учебник для вузов. - М.: Высш. школа, 1980, с.289).
Недостатком известного способа, принятого за прототип, является то, что процесс прессования имеет повышенные усилия и энергоемкость.
Признаки прототипа, совпадающие с признаками заявляемого изобретения, - помещение триметаллической заготовки в замкнутый контейнер и выдавливание заготовки через отверстие конической матрицы приложением усилия к заднему торцу прессуемой заготовки.
Задачей изобретения является снижение усилия прессования и энергоемкости процесса прессования за счет оптимизации угла наклона образующей конического канала матрицы. Снижение усилия прессования обеспечит повышение единичных обжатий, стойкости технологического инструмента и качества поверхности прессуемых изделий.
Поставленная задача была решена за счет того, что в известном способе, включающем помещение триметаллической заготовки в замкнутый контейнер и выдавливание заготовки через отверстие конической матрицы приложением усилия к заднему торцу прессуемой триметаллической заготовки, используют матрицу, угол наклона образующей конического канала к оси прессования которой рассчитывают по формуле

где f - коэффициент трения в зоне деформации;

R0 - наружный радиус заготовки до деформации;
R1 - радиус промежуточного слоя;
R2 - радиус сердечника;
R3 - радиус наружной поверхности триметаллической заготовки после деформации;






Признаки предполагаемого способа, отличительные от прототипа - использование матрицы, угол наклона образующей конического канала к оси прессования которой составляет:

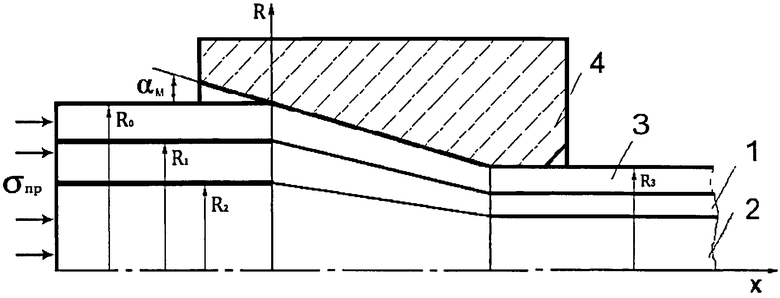
Способ поясняется чертежом, на котором приведена схема деформации прессованием триметаллической заготовки, состоящей из трех разнородных материалов. На чертеже показаны: 1 - промежуточный слой; 2 - центральная часть заготовки; 3 - оболочка; 4 - прессовый инструмент.
При прессовании триметаллической заготовки коэффициент вытяжки является одним и тем же и для всех трех составляющих частей заготовки. Пластическая деформация в процессах обработки металлов давлением характеризуется степенью деформации. Для центральной части заготовки 2 (фиг.) степень деформации равна [Колмогоров Г.Л. Гидродинамическая смазка при обработке металлов давлением. - М.: Металлургия, 1986, 168 с.]:

где 
Из геометрических соотношений (фиг.) следует:

где R2 - радиус сердечника; R0 - наружный радиус заготовки до деформации. Для промежуточного слоя 1 материала степень деформации равна:

где 
Из геометрических соотношений следует:

где R1 - радиус промежуточного слоя;
R0 - наружный радиус заготовки.
Тогда средняя степень деформации центральной части заготовки равна:

Для промежуточного слоя: 
Для оболочки 3: 
Для усредненного значения сопротивления деформации сердечника составляющая напряжения, связанная с пластической деформацией сердечника, с учетом соотношений (6) и (7) составит:


Напряжению (9) и (10) соответствует доля полного усилия прессования центральной части сердечника и промежуточного слоя триметаллической заготовки:

где F1 и F2 - соответствующие площади.
Аналогичный расчет выполнен для наружной части (оболочки) триметаллической заготовки.
Напряжение прессования оболочки для усредненного значения сопротивления деформации равно:

где 
Соответственно доля общего усилия прессования, пошедшего на деформацию, составила:

Для оболочки необходим учет сил трения в рабочей части зоны деформации. Проекция результирующей сил трения на ось прессования запишется в виде:

где R3 - радиус наружной поверхности триметаллической заготовки после деформации.
В общее среднее напряжение прессования вклад от преодоления сил трения в зоне деформации составил:

Оптимальный угол наклона образующей матрицы к оси прессования определен из условия минимума полного напряжения прессования, при этом от угла αм зависят лишь 



Суммарное напряжение прессования, включающее лишь величины, зависящие от αм, при этом равно:

После дифференцирования выражения (17) по TgαМ, преобразований и упрощений получим:

где f - коэффициент трения в зоне деформации;

R0 - наружный радиус заготовки до деформации;
R1 - радиус промежуточного слоя;
R2 - радиус сердечника;
R3 - радиус наружной поверхности триметаллической заготовки после деформации;



Соотношение (18) обеспечивает минимальное значение усилия прессования и минимальную энергоемкость процесса прессования. При снижении усилия прессования появляется возможность повышения обжатий при прессовании, применения менее мощного технологического оборудования. При этом повышается износостойкость матриц и качество поверхности прессуемых изделий.
Пример конкретной реализации.
В качестве примера рассмотрим прессование сверхпроводниковой триметаллической сборной заготовки. Прессовали сборную триметаллическую заготовку, состоящую из сверхпроводящего ниобиевого промежуточного слоя, медной оболочки и медного сердечника, соотношение 


В соответствии с формулой (18) оптимальным углом наклона образующей рабочего канала матрицы оказался угол, равный 56°, которому соответствует напряжение прессования σпр=2,94 МПа.
Таким образом, оптимизация угла наклона образующей рабочего канала матрицы привело к снижению напряжения прессования на 2,23 МПа, что составляет 43,1%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕССОВАНИЯ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 2013 |
|
RU2528302C1 |
| СПОСОБ ПРЕССОВАНИЯ ЗАГОТОВОК | 2013 |
|
RU2526346C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРИМЕТАЛЛИЧЕСКИХ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2012 |
|
RU2492011C1 |
| СПОСОБ ГИДРОМЕХАНИЧЕСКОГО ПРЕССОВАНИЯ ПРУТКОВЫХ ИЗДЕЛИЙ | 2016 |
|
RU2623528C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРИМЕТАЛЛИЧЕСКИХ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2017 |
|
RU2669260C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРИМЕТАЛЛИЧЕСКИХ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2020 |
|
RU2753395C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПОКАЗАТЕЛЯ ДЕФОРМАТИВНОСТИ МАТЕРИАЛА | 1996 |
|
RU2128329C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПОКАЗАТЕЛЯ ДЕФОРМАТИВНОСТИ МАТЕРИАЛА | 2004 |
|
RU2276779C1 |
| СПОСОБ ВОЛОЧЕНИЯ ПОЛИМЕТАЛЛИЧЕСКИХ МНОГОСЛОЙНЫХ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2013 |
|
RU2536849C1 |
| СПОСОБ ПРЕССОВАНИЯ ПРОФИЛЕЙ | 2006 |
|
RU2333061C2 |
Изобретение относится к обработке металлов давлением и предназначено для прессования триметаллической заготовки, состоящей из трех разнородных материалов. Способ включает помещение триметаллической заготовки в замкнутый контейнер и выдавливание заготовки через отверстие конической матрицы приложением усилия к заднему торцу прессуемой триметаллической заготовки. Снижение усилия прессования и энергоемкости процесса прессования обеспечивается за счет того, что используют матрицу, угол наклона образующей конического канала к оси прессования которой регламентируется математической зависимостью, позволяющей повысить единичные обжатия, стойкость технологического инструмента и качество поверхности прессуемых изделий. 1 ил., 1 пр.
Способ прессования триметаллических заготовок, включающий помещение триметаллической заготовки в замкнутый контейнер и выдавливание заготовки через отверстие конической матрицы приложением усилия к заднему торцу прессуемой триметаллической заготовки, отличающийся тем, что используют матрицу, угол наклона образующей конического канала к оси прессования которой рассчитывают по формуле
 ,
,
где f - коэффициент трения в зоне деформации;
- вытяжка при прессовании;
R0 - наружный радиус заготовки до деформации;
R1 - радиус промежуточного слоя;
R2 - радиус сердечника;
R3 - радиус наружной поверхности триметаллической заготовки после деформации;
и - сопротивление деформации металла промежуточного слоя и сердечника;
- усредненное значение сопротивление деформации материала оболочки;
; ; - относительные толщины слоев триметаллической заготовки.
| И | |||
| К | |||
| СУВОРОВ Обработка металлов давлением, Учебник для ВУЗов, М., ВЫСШАЯ ШКОЛА, 1980, с | |||
| РЕЛЬСОВАЯ ПЕДАЛЬ | 1920 |
|
SU289A1 |
| Планшет для производства хронометражных работ | 1927 |
|
SU17872A1 |
| Способ волочения изделий | 1984 |
|
SU1245375A1 |
| Устройство для волочения биметаллической проволоки | 1983 |
|
SU1097406A1 |
| СПОСОБ ПРОИЗВОДСТВА БИМЕТАЛЛИЧЕСКИХ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2010 |
|
RU2432220C1 |
| US 3834002 A, 10.09.1974. | |||

