Изобретение относится г металлургии и литейному производству5 в частности к технологии и устройствам для модифицирования чугунов,
Цель изобретения повышение зф- фективности модифицирЪвания за счет повышения степени усвоения модификатора и снижения его расхода и улучшение условий труда,
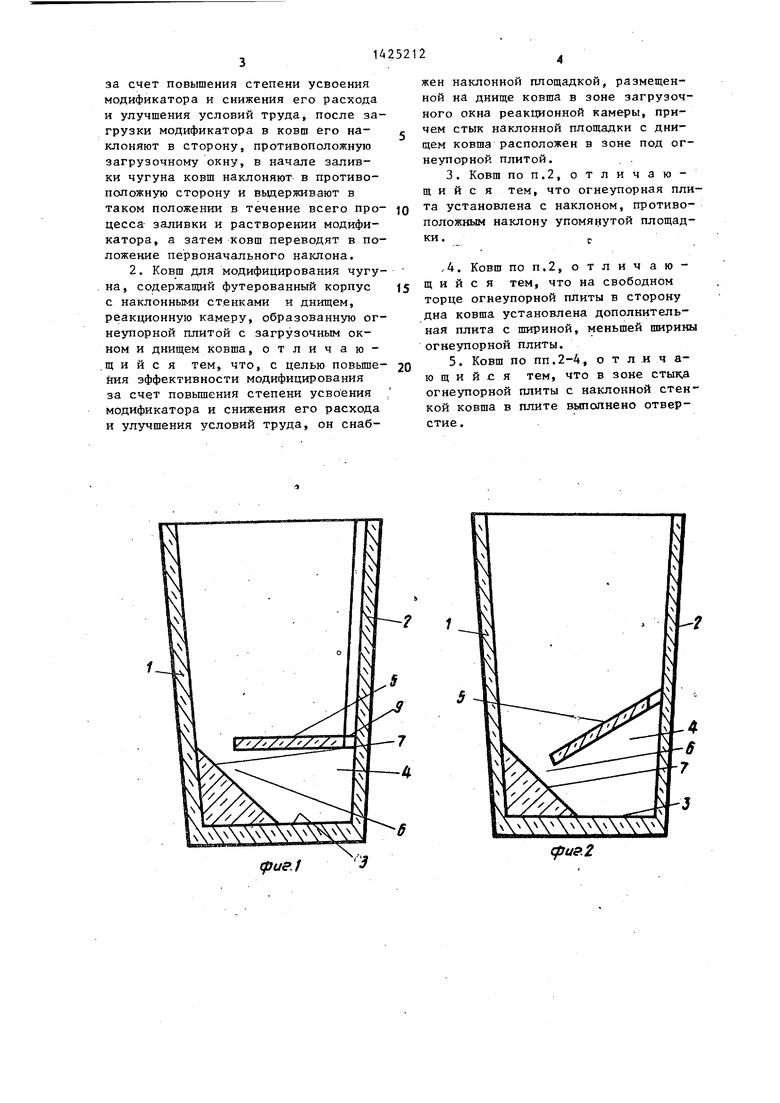
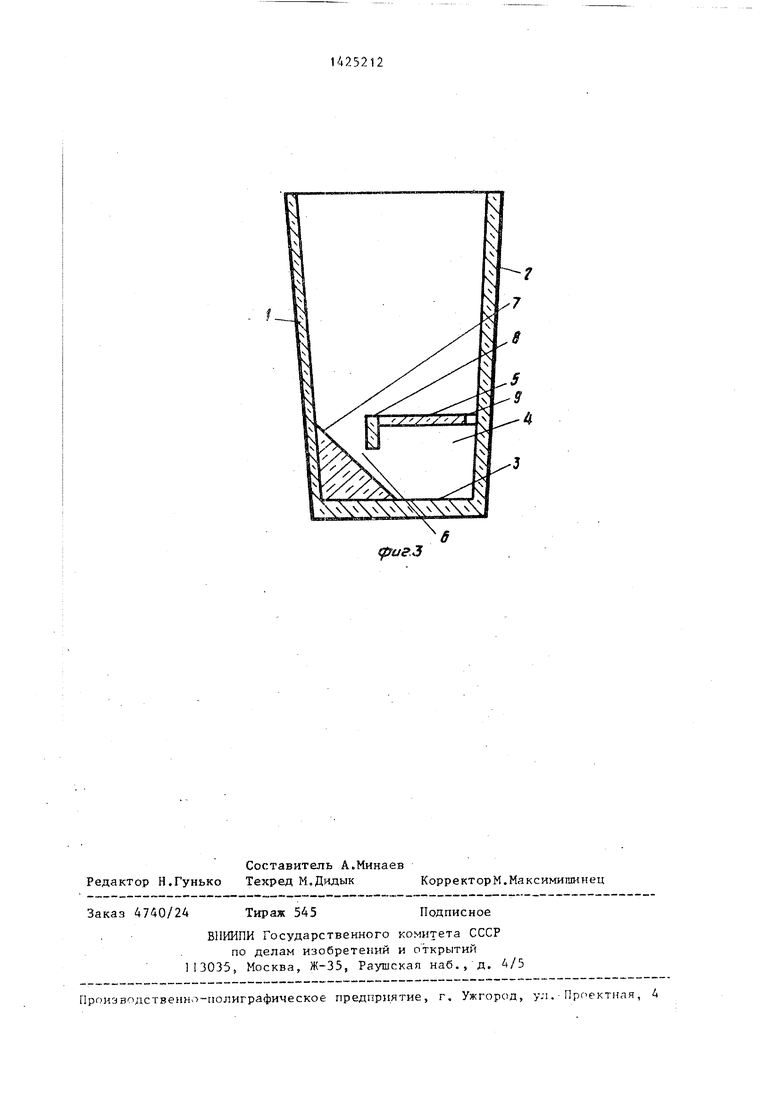
На фиг, 1 показан козш,, разрезана фиг.2 - козш с огнеупорной плитой, установленной наклонно;на ковш, снабженный дополнительной плитой „
Ковш для модифигдировання содерлшт футерованный корпус с наклонкь мр.: стенками 1 и 2 и днищем 3, а тавже установленную внутри с зазором k относительно днища 3 огнеупорнуто гти- ту 5, В, зоне загрузочного окна 6 между стенкой 1 и огнеупорной плнтст 5 расположена наклонная площадка / стык с днищем 3 расположен в зоне под плитой 5. ОгнеУгЕорная плита 5 с загрузочным окном 6 и днище 3 ковша образуют реакционнз ю камеру Плита 5 может быть установлена с на кло- ном, противоположньпя наклону ллощад- ки 75, а на ее свободном торце в сто рону днища может быть установлена дополнительная плита 8 с шириной, меньшей ип-грины плиты 5, В зоне стыка огнеупорной плиты 5 со стенкой 2 может быть выполнено отверстие 9,.
В прогретый пзг стой ковш засьтают
модификатор, например магниевую лигатуру который по площадке 7 ссылается в зазор 4 под плиту 5 Затем в ковш начинают заливать металл, хо- торый смывает остатки модификатора с площадки 7 в зазор 4 (реакционную камеру), По мере вьетолнения ковша и прогрева модификатора начикается растворение модификатора, испарение магния и барботаж сквозь метали,, в процессе которого осуществляется обработка металла,, В течение всего процесса модифицироваьгая лигатура находится внизу пол, слоем обрабатываемого металла, а ее пары проходят снизу вверх и эффективно модифицируют металл. Расположение плиты 5 наклонно (фиг„2) или применение доолнительной гшиты 8 создает боее благоприятные условия для еще более гарантировакного удержания легковесной лигатуры в придонной зоне
5
0
5
ковша под слоем металла, -в реакционной камере.
После окончакия модифицирования металл заливают в формы,
5 Способ модифицирования в ковше осуществляют следующим образом.
Модификатор засыпают в ковш, затем ковш наклоняют, поворачивая, его по часовой стрелке. Модификатор -при этом ссыпается в пределах зазора 4 к стенке 2. Затем ковш наклоняют в противоположное положение под заливку металла. Модификатор при этом частично пересыпается в сторону от стенки 2j но остается в зазоре 4, так как его высыпание из него препятствует площадке 7, Затем начинают заливку металла в наклонный ковш, в процессе которой металл смьшает весь модификатор в зазоре 4, где последний, будучи легче металла,, всплывает в зону стыка плиты 5 и стенки 2 После прогрева модификатор начинает испаряться и его пары через загрз зочное окно 6 барботируют через металл в ковше, модифицируя его о После окончания модифицирования ковш снова наклоняют, поворачивая его по часовой стрелке так, чтобы плита заняла наклонное положение. При этом образовавшийся при модифицировании шлак перемещается из зоны стыка стенки 2 и плиты 5 вдоль нижней поверхности к загрузочному окну 6 и затем всплывает на поверхность, откуда, удаляется. Затем производится разливка модифицированного металла.
Применение предлагаемого ковша и способа модифицирования позволяет повысить эффективность усвоения модификатора, повысить эффективность мо- дифицир.ования и улучшить условия труда, так как в течение всего периода модифицирования модификатор при нудительно удерживается в пр.идонной зоне ковша в реакционной камере, а пары модификатора проходят через всю толщу металла.
0
5
0
5
50 Формула изобретений
1„ Способ модифицирования чугуна в ковше 5 включаюш й подачу модификатора в реакционную камеру с загру- зочнь1м окном, заливку в ковш чугуна, растворение в нем модификатора и скачивание пшака, отличающий с я тем, что, с целью повышения эффективности модифицирования
за счет повышения степени усвоения модификатора и снижения его расхода и улучшения условий труда, после загрузки модификатора в ковш его на- клоняют в сторону, противоположную загрузочному окну, в начале запивки чугуна ковш наклоняют в противоположную сторону и выдерживают в таком положении в течение всего про- цесса заливки и растворении модификатора, а затем ковш переводят в положение первоначального наклона.
2, Ковш для модифицирования чугу- на, содержащий футерованный корпус с наклонными стенками и днищем, реакционную камеру, образованную огнеупорной плитой с загрузочным окном и днищем ковша, отличаю- . щ и и с я тем, что, с целью повьшзе- йия эффективности модифицирования за счет повьшения степени усво ения модификатора и снижения его расхода и улучшения условий труда, он снабжен наклонной площадкой, размещенной на днище ковща в зоне загрузочного окна реакционной камеры, причем стык наклонной площадки с днищем ковша расположен в зоне под огнеупорной плитой. . .
3. Ковш по п.2, отличающий с я тем, что огнеупорная плита установлена с наклоном, противоположным наклону упомянутой площадки,р
Л. Ковш по п.2, отличающий с я тем, что на свободном торце огнеупорной плиты в сторону дна ковша установлена дополнительная плита с шириной, меньшей ширины огнеупорной плиты,
5. Ковш по пп.2-4, отличающийся тем, что в зоне сты огнеупорной плиты с наклонной стенкой ковша в плите выполнено отверстие .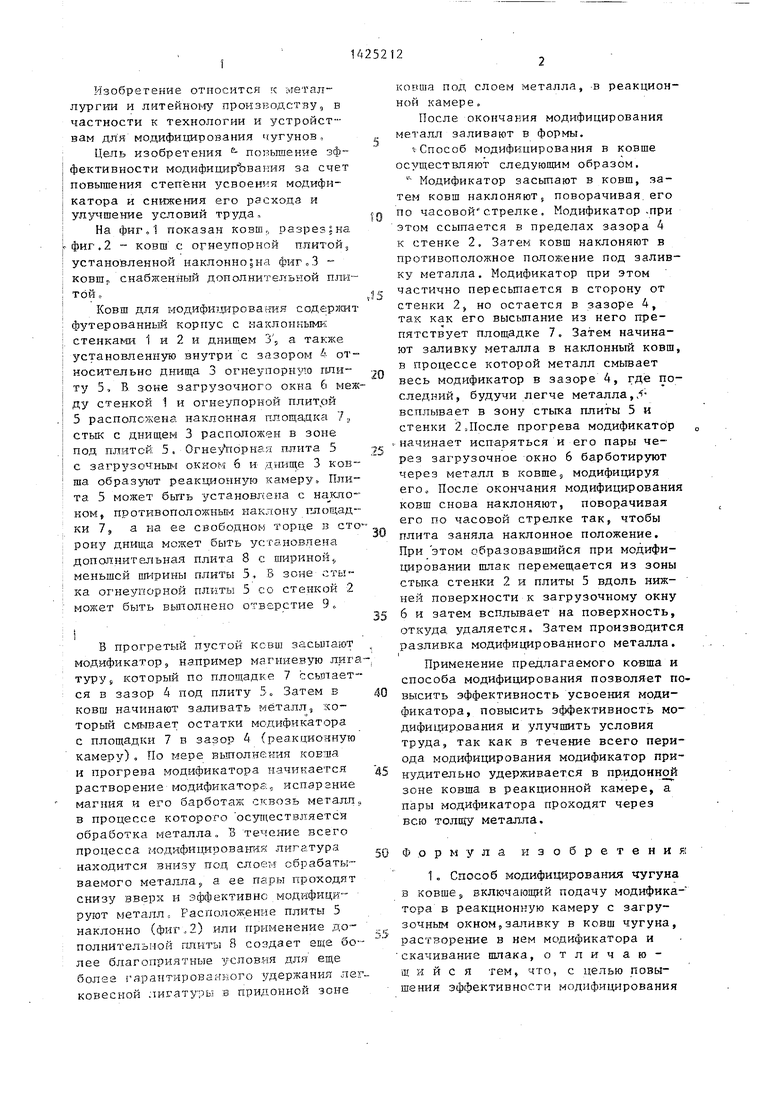
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ модифицирования чугуна и устройство для его осуществления | 1989 |
|
SU1632980A1 |
| Чайниковый ковш для модифицирования железоуглеродистых сплавов | 1986 |
|
SU1371972A1 |
| Способ модифицирования чугуна | 1978 |
|
SU779391A1 |
| Ковш для модифицирования и разливки чугуна | 1987 |
|
SU1532199A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2012 |
|
RU2510306C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ ИЗ ЧУГУНА ВАГРАНОЧНОЙ ПЛАВКИ С ТЕМПЕРАТУРОЙ РАСПЛАВА НИЖЕ 1300°С | 1996 |
|
RU2110582C1 |
| УСТРОЙСТВО ДЛЯ МОДИФИЦИРОВАНИЯ МЕТАЛЛА | 2000 |
|
RU2164535C1 |
| Устройство для обработки расплавов присадками | 1986 |
|
SU1342926A1 |
| Устройство для обработки жидкого металла | 1981 |
|
SU1044637A2 |
| СПОСОБ КОВШЕВОГО СФЕРОИДИЗИРУЮЩЕГО МОДИФИЦИРОВАНИЯ ВЫСОКОПРОЧНЫХ ЧУГУНОВ | 2012 |
|
RU2525870C2 |
Изобретение относится к металлургии и литейному производству, в частности к технологии и устройствам для модифицирования чугунов. Цель изобретения - повьшение эффективности модифицирования за счет повьппе- ния степени усвоения модификатора и снижения его расхода и улучшения условий труда. Способ модифицирования чугуна в ковше включает подачу модификатора в реакционную камеру с загрузочным окном, заливку в ковш чугуна, растворение в нем модификатора и скачивание шлака. После загрузки модификатора в ковш его наклоняют в сторону, противоположную загрузочному окну, в начале заливки чугуна ковш наклоняют в противопог ложнуто сторону и вьдерживают в таком положении в течение всего процесса заливки и растворении модификатора, а затем ковш переводят в положение первоначального наклона. Ковш для модифицирования содержит футерованный корпус с наклонными стенками и днищем, реакционную камеру, образованную огнеупорной плитой, с загрузочным окном и днищем ковша. Ковш снабжен наклонной площадкой, размещенной на днище ковша в зоне загрузочного окна реакционной камеры, причем стык наклонной площадки с днищем ковша расположен в зоне под огнеупорной плитой. В зоне стыка огнеупорной плиты с наклонной стенкой ковша в плите выполнено отверстие. 2 с. и 3 з.п. ф-лы, 3 ил. (Л С
(ри.1
,„
F 1
fpu&.Z
Составитель А.Минаев Редактор Н.Гунько Техред М.Дидык КорректорМ.Максимишинец
Заказ 4740/24
Тираж 545
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушскап наб. , д. А/5
4
дзиг.З
Подписное
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИТОГО ЛЕНТОЧНОГО МАГНИТОПРОВОДА | 1999 |
|
RU2156021C2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
| СПОСОБ ИЗМЕРЕНИЯ ТОЛЩИНЫ ТОНКИХ ПЛЕНОК В ПРОЦЕССЕ ИХ ИЗГОТОВЛЕНИЯ | 1966 |
|
SU216961A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
