Изобретение относится к трубопрокатному производству, а именно к производству труб большого диаметра сваркой под слоем флюса из листовых штрипсов, формовку которых производят на прессах шаговой формовки, содержащих формовочный нож с пуансонами и нижнюю балку с технологическими пластинами, в частности к устройству для проведения перевалочных работ по замене пуансонов и технологических пластин на прессах шаговой формовки.
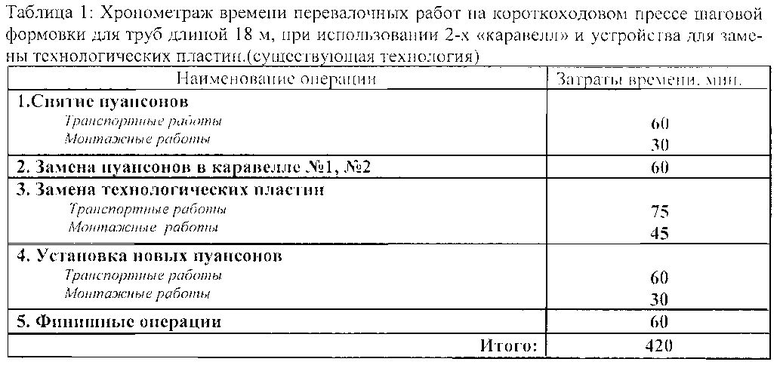
Пресс шаговой формовки (рис. 1) состоит из следующих основных частей: верхняя (1) и нижняя (2) станины, подающий рольганг (3), поперечный рольганг (4), манипуляторы (5), подвижная гибочная траверса (6) с закрепленным на ней верхним формовочным инструментом (приводимая в движение рабочими цилиндрами пресса (7), закрепленными на верхней станине) и нижняя балка (8) с расположенным на ней нижним формовочным инструментом.
Верхняя и нижняя станины являются основными несущими конструкциями пресса, на которых расположены все исполнительные узлы и агрегаты.
Подающий рольганг служит для ввода листа в зону пресса и имеет возможность подъема и опускания для укладки листа на поперечный рольганг.
Поперечный рольганг служит для поперечного перемещения листа пол формовочным ножом.
Манипуляторы расположены с левой и правой стороны пресса в количестве 4-х штук с каждой из сторон. Приводятся в движение от редуктора посредством цепной передачи. Манипуляторы служат для перемещения листа под формовочным ножом, а также для перемещения устройств по время перевалочных работ.
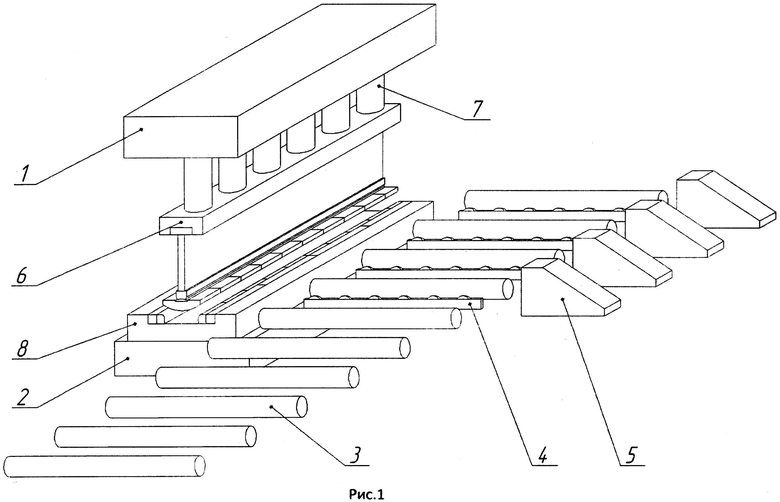
На подвижной гибочной траверсе закреплен верхний формовочный инструмент (рис. 2), состоящий из следующих основных частей: формовочный нож (1), смонтированные на формовочном ноже приспособления для установки пуансонов (2), и сами пуансоны (3). Пуансоны крепятся к приспособлениям для установки пуансонов специальными крепежными механизмами (4) посредством болтового соединения. Пуансоны, в зависимости от типоразмера выпускаемой трубной заготовки, существуют различного радиуса. Так, на каждый диаметр трубной заготовки используется пуансон с необходимым радиусом рабочей поверхности.
На нижней балке закреплен нижний формовочный инструмент (рис. 2), состоящий из комплекта одинаковых бойков (5) и набора технологических пластин (6), которые регулируют расстояние между бойками. Каждому диаметру выпускаемой трубной заготовки соответствует свое конкретное значение расстояния между бойками. Во время проведения перевалочных работ на нижней балке меняют только технологические пластины, увеличивая или уменьшая тем самым расстояние между бойками. Сами бойки не меняются. В специальных отверстиях нижней балки расположены подъемные выкатные ролики (7), которые служат для транспортировки готовой трубной заготовки из пресса на выходной рольганг.
Таким образом, при переходе на выпуск другого типоразмера трубной заготовки требуется проведение перевалочных работ, включающих в себя замену пуансонов и технологических пластин.
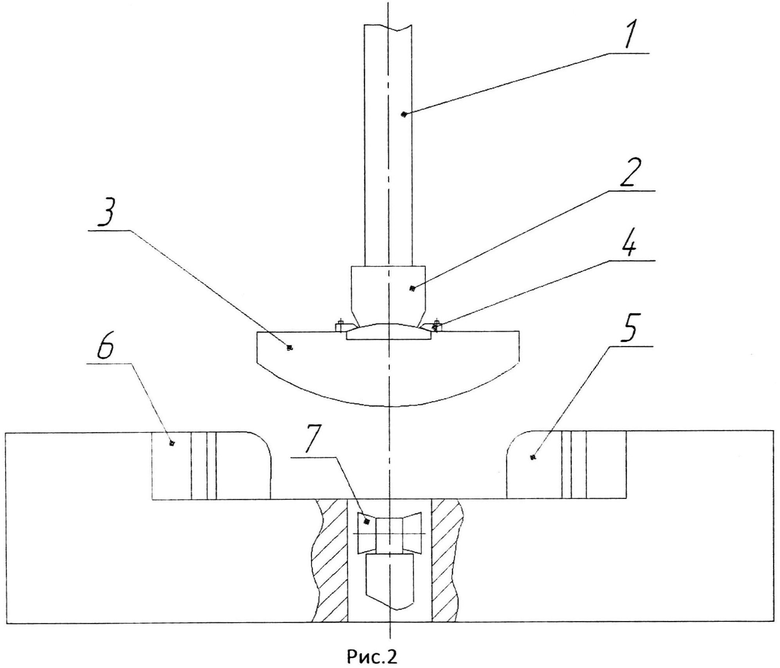
Известно устройство для проведения перевалочных работ по замене пуансонов на короткоходовом прессе шаговой формовки труб длиной до 18 м, включающее конструкцию в виде ванны, изготовленную способом сварки, с приспособлениями для укладки и фиксации пуансонов по продольной оси (рис. 3) (Паспорт: Устройство замены инструмента на трубоформовочном прессе (18 м). Позиция 3.1.11. Заводской номер 5002021-06.400).
На рисунке 3 изображено действующее устройство (1) для проведения перевалочных работ по замене пуансонов на короткоходовом прессе шаговой формовки для труб длиной 18 м (далее - «каравелла»). При начале перевалочных работ каравелла при помощи мостового крапа укладывается перед формовочным ножом на выходной рольганг для выкатывания трубной заготовки пресса шаговой формовки. При помощи выкатной телеги каравелла закатывается под формовочный нож по поднятым выкатным роликам, по которым осуществляется вывод готовой трубной заготовки из пресса, и устанавливается таким образом, что последние 8 пуансонов (2) располагаются над ней. Далее формовочный нож опускается в каравеллу, прижимая пуансоны к посадочным местам каравеллы. Откручиваются болты крепежных механизмов пуансонов, после чего формовочный нож поднимается, а пуансоны остаются в каравелле. Далее каравелла выкатывается из-под формовочного ножа и мостовым краном транспортируется для замены пуансонов в место хранения. После этого мостовым краном укладывают вторую пустую каравеллу на выходной рольганг пресса и таким же способом снимают оставшиеся 7 пуансонов. После этой операции в двух каравеллах начинается перекладка пуансонов. Снятые пуансоны краном укладывают в специальные стеллажи для хранения, после чего в пустые каравеллы укладывают другие нужные пуансоны. После этого каравеллы готовы к установке новых пуансонов на формовочный нож. Установка пуансонов происходит по тому же принципу. Каравелла с необходимыми пуансонами укладывается на выходной рольганг, закатывается под формовочный нож, формовочный нож прижимается к поверхности пуансонов, закручиваются болты крепежных механизмов пуансонов, формовочный нож поднимается, пустая каравелла выкатывается из-под формовочного ножа и транспортируется краном в место хранения. Те же самые операции проводят со второй каравеллой.
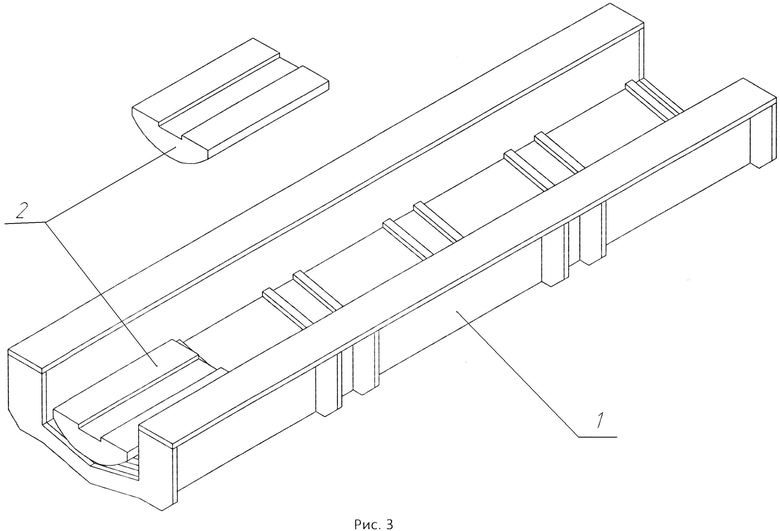
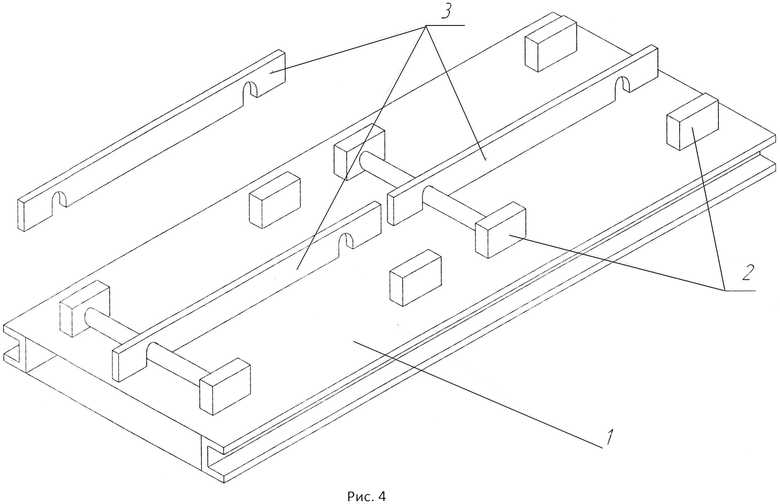
Недостатком данного устройства является отсутствие крепления для укладки технологических пластин, что приводит к использованию другого устройства для замены технологических пластин (рис. 4) (Паспорт: Устройство для замены планок на трубоформовочном прессе (18 м). Позиция 3.1.11. Заводской номер 5002021-06.501). Другим недостатком каравеллы является длина данного устройства до 10 м, которое не позволяет снимать все пуансоны с короткоходового пресса шаговой формовки для труб длиной 18 м, что приводит при перевалочных работах к использованию двух одинаковых каравелл с их поочередной транспортировкой в зону пресса и из него, а это приводит к дополнительным временным затратам на перевалочные работы. Конструкция данного устройства из-за высоких бортов не обеспечивает свободного доступа к креплениям пуансонов, что также приводит к дополнительным задержкам при перевалочных работах, а следовательно, к значительному увеличению их продолжительности.
На рисунке 4 изображено устройство для проведения перевалочных работ по замене технологических пластин на прессе шаговой формовки для труб длиной 18 м. Данное устройство используют обычно после снятия пуансонов. На прямоугольном основании (1) смонтированы крепления для укладки технологических пластин (2), куда укладываются технологические пластины (3). Это устройство при помощи мостового крана укладывают на входной рольганг пресса шаговой формовки для подачи листовой заготовки (штрипса) в зону пресса. Устройство закатывается в рабочую зону пресса и останавливается напротив первых двух комплектов технологических пластин (ближних к оператору формовочного пресса), далее устройство при помощи манипуляторов сдвигается к нижней балке пресса. После чего при помощи цепных ручных талей производят замену первых двух комплектов технологических пластин с правой стороны нижней балки. Далее устройство при помощи манипуляторов сдвигается на левую сторону нижней балки и там производится замена технологических пластин. После чего нужно менять оставшиеся два комплекта технологических пластин (дальние от оператора), но длина этого устройства не позволяет сразу приступить к этим операциям. Для этого сначала нужно вытащить это устройство на входной рольганг пресса, продвинуть вдоль нижней балки к оставшимся комплектам, и после чего так же заменить технологические пластины.
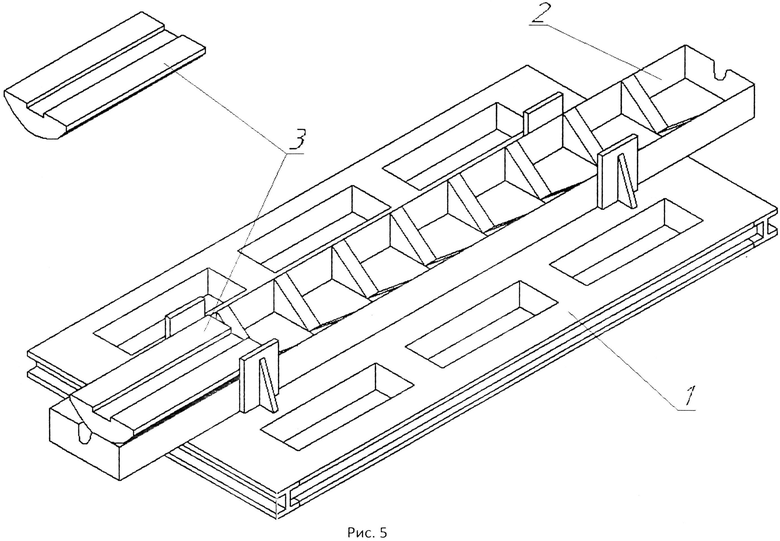
Наиболее близким техническим решением (прототипом) является устройство для проведения перевалочных работ по замене пуансонов на длинноходовом прессе шаговой формовки для труб длиной 12 м (рис. 5) (Паспорт: Устройство замены инструмента на трубоформовочном прессе (12 м). Позиция 3.1.10. Заводской номер 5002018-06.400), состоящее из прямоугольного основания высотой 150 мм, рама которого изготовлена способом сварки из двутавровых балок. На прямоугольном основании смонтирована одна линия подъемных ложементов для укладки и фиксации пуансонов на продольной оси устройства, общая высота которого в сборе равна 500 мм.
На рисунке 5 изображено действующее устройство для проведения перевалочных работ по замене пуансонов на длинноходовом прессе шаговой формовки для труб длиной 12 м. Данное устройство укладывается мостовым краном непосредственно в рабочую зону пресса, между формовочным ножом и правыми манипуляторами. Далее это устройство сдвигается при помощи манипуляторов под формовочный нож таким образом, что подъемный ложемент (2), смонтированный на прямоугольном основании (1), устанавливается прямо под закрепленными на формовочном ноже пуансонами (3). Затем используя подъем выкатных роликов, проходящих через отверстия в прямоугольном основании, поднимается подъемный ложемент, прижимая посадочные моста к пуансонам. Далее откручиваются болты крепежных механизмов, формовочный нож поднимается, подъемный ложемент опускается на основание устройства и при помощи манипуляторов устройство выводится из-под ножа и устанавливается между формовочным ножом и правыми манипуляторами. Далее мостовым краном устройство транспортируют на место хранения для перекладывания пуансонов. Выгрузив снятые пуансоны и загрузив необходимые, мостовой кран транспортирует устройство снова в рабочую зону пресса. Устанавливают пуансоны таким же способом.
Недостатками данного прототипа, как и вышеприведенного аналога, являются отсутствие крепления для укладки технологических пластин, что приводит к невозможности использования его для замены технологических пластин. Наличие одной линии ложементов приводит к увеличению продолжительности перевалочных работ, т.к. во время перевалочных работ данное устройство следует выводить из зоны пресса, убирать из ложементов снятые пуансоны, укладывать пуансоны необходимого размера, после чего снова транспортировать устройство в зону пресса для продолжения-завершения перевалочных работ. Данная операция значительно увеличивает время проведения перевалочных работ. Одним из недостатков данного устройства являются габаритные размеры, исключающие возможность его применения для проведения перевалочных работ на короткоходовом прессе шаговой формовки для труб длиной 18 м.
Задачей предложенного устройства является повышение производительности трубопрокатного стана «Высота 239» при производстве труб большого диаметра сваркой под слоем флюса за счет сокращения времени на перевалочные работы, большая часть которого расходуется на транспортирование необходимых устройств к формовочному прессу и обратно, на передвижение устройств во время проведения перевалочных работ непосредственно в рабочей зоне пресса, на перекладывание пуансонов в устройствах для замены пуансонов. Существующие устройства для замены пуансонов в силу своих конструктивных особенностей не позволяют менять пуансоны по всей длине формовочного ножа и не допускают перемещения непосредственно под формовочным ножом. Задачей, поставленной для решения недостатков существующих устройств, является проектирование устройства, позволяющего менять и пуансоны, и технологические пластины с возможностью перемещения данного устройства непосредственно под формовочным ножом и имеющего два ложемента под пуансоны, что позволит избежать операции по перекладыванию пуансонов непосредственно в устройстве.
Технический результат достигается тем, что предложенное устройство для проведения перевалочных работ по замене пуансонов и технологических пластин для пресса шаговой формовки, содержащего формовочный нож с пуансонами и нижнюю балку с технологическими пластинами, используемого при производстве труб большого диаметра сваркой под слоем флюса, содержит прямоугольное основание из листового проката, выполненное с возможностью перемещения во время перевалочных работ под формовочным ножом с пуансонами, и имеет смонтированные па нем крепления для укладки технологических пластин и выполненные с возможностью подъема и опускания два параллельно расположенных ложемента для укладки пуансонов.
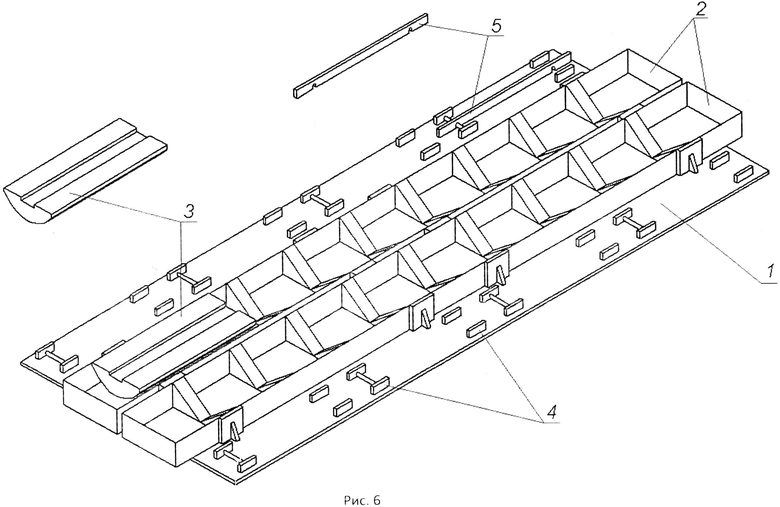
Сопоставительный анализ с прототипом показал, что предлагаемое устройство для проведения перевалочных работ по замене пуансонов и технологических пластин для пресса шаговой формовки (рис. 6), содержащего формовочный нож с пуансонами и нижнюю балку с технологическими пластинами, используемого при производстве труб большого диаметра сваркой под слоем флюса, отличается тем, что прямоугольное основание изготовлено из листового проката, выполнено с возможностью подъема, опускания и перемещения во время перевалочных работ под формовочным ножом с пуансонами и имеет смонтированные на нем крепления для укладки технологических пластин и два параллельно и неподвижно расположенных ложемента для укладки пуансонов. Таким образом эти отличия позволяют сделать вывод о соответствии критерию «изобретательский уровень».
Сравнение заявляемого устройства не только с прототипом, но и с другими техническими решениями в данной области техники не позволило выявить в них признаки, отличающие заявляемое устройство от прототипа, что соответствует патентоспособности «изобретательский уровень».
На рисунке 6 изображено предлагаемое устройство для проведения перевалочных работ по замене пуансонов и технологических пластин на короткоходовом прессе шаговой формовки для труб длиной 18 м. На прямоугольном основании (1), выполненном из листового проката, смонтированы выполненные с возможностью подъема и опускания два параллельно расположенных ложемента (2) для укладки пуансонов (3), а также смонтированы крепления (4) для укладки технологических пластин (5). Перед началом перевалочных работ в один из подъемных ложементов предлагаемого устройства укладывают необходимые пуансоны. Когда пресс шаговой формовки заканчивает работу и начинаются перевалочные работы, предлагаемое устройство транспортируется по входному рольгангу в рабочую зону пресса и сдвигается манипуляторами под формовочный нож так, чтобы пустые ложементы установились под формовочным ножом. Нож опускается на определенную величину, после чего, используя подъем выкатных роликов, проходящих через отверстия в прямоугольном основании, поднимается подъемный ложемент, прижимая посадочные места к пуансонам. Откручиваются болты крепежных механизмов, опускается ложемент с пуансонами. Далее устройство сдвигается в любую сторону для замены технологических пластин. Технологические пластины меняются сразу по всей длине нижней балки с одной стороны. После этого устройство сдвигается в другую сторону для замены технологических пластин с другой стороны нижней балки. Затем устройство сдвигают так, чтобы ложемент с необходимыми пуансонами установить под формовочным ножом. Поднимается ложемент, прижимая пуансоны к формовочному ножу, закручиваются болты крепежных механизмов, пустой ложемент опускается на основание, после чего устройство вытягивается манипуляторами из-под формовочного ножа и по входному рольгангу выводится из рабочей зоны пресса.
Изобретение осуществлено в цехе «Высота 239» ОАО «ЧТПЗ» при производстве труб способом сварки под слоем флюса, формовку которых производят на прессах шаговой формовки, содержащих формовочный нож с пуансонами и нижнюю балку с технологическими пластинами.
Во время проведения перевалочных работ на короткоходовом прессе шаговой формовки с использованием двух каравелл и устройства для замены технологических пластин значительная часть времени уходит на транспортные работы по перемещению всех вышеуказанных устройств в зону пресса и из нее (таблица 1). Так, например, каждая каравелла транспортируется 4 раза. Сначала пустую каравеллу транспортируют к прессу, затем, когда в нее уложили снятые пуансоны, каравеллу транспортируют в зону хранения для перекладывания пуансонов, затем эту каравеллу снова транспортируют к прессу для установки пуансонов на формовочный нож и только после этого пустую каравеллу транспортируют в зону хранения. Помимо этого в ходе перевалочных работ присутствует длительная по времени операция по замене пуансонов непосредственно в каравеллах. Длина устройства по замене технологических пластин не позволяет сразу поменять все технологические пластины с одной стороны нижней балки, что приводит к дополнительным затратам времени на перемещение данного устройства вдоль нижней балки.
Использование предлагаемого устройства для проведения перевалочных работ на короткоходовом прессе шаговой формовки для труб длиной 18 м позволит значительно сократить время перевалочных работ за счет уменьшения транспортных работ (таблица 2). Устройство транспортируется в зону пресса в начале перевалочных работ и выводится из зоны пресса только по окончании всех работ. Во время работ присутствуют перемещения устройства только под формовочным ножом при помощи манипуляторов. Также в данном случае полностью исключается операция по замене пуансонов в каравеллах. Конструкция предлагаемого устройства, в отличие от каравеллы, за счет низких бортов ложементов обеспечивает легкий доступ к болтовым соединениям крепежных механизмов пуансонов, что в свою очередь понижает трудоемкость проводимых работ. Большая площадь поверхности предлагаемого устройства позволяет беспрепятственно передвигаться по устройству, что повышает безопасность проводимых работ.
В общей сложности время перевалочных работ сократится с 420 минут до 210 минут за счет сокращения суммарного времени на транспортировку со 195 минут до 45 минут и исключения операции по перекладыванию пуансонов в каравеллах - 60 минут.

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО С НЕПОДВИЖНЫМИ ЛОЖЕМЕНТАМИ ДЛЯ ПРОВЕДЕНИЯ ПЕРЕВАЛОЧНЫХ РАБОТ НА ПРЕССЕ ШАГОВОЙ ФОРМОВКИ | 2013 |
|
RU2547388C1 |
| Устройство для формовки выводов электрорадиоэлементов | 2024 |
|
RU2824455C1 |
| Модульная установка прессования | 2023 |
|
RU2817195C1 |
| Устройство для формовки выводов микросхемы и узел центровки микросхем для этого устройства | 2016 |
|
RU2644020C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2011 |
|
RU2486981C1 |
| Поточная линия для производства дренажных раструбных труб | 1983 |
|
SU1079456A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ, ОБЖИГОВАЯ МНОГОЩЕЛЕВАЯ ШАХТНАЯ ПЕЧЬ ДЛЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И СУШИЛЬНАЯ КАМЕРА ДЛЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1993 |
|
RU2046708C1 |
| Механизированная поточная линия для изготовления штампокатаных колес | 1989 |
|
SU1750822A1 |
| СПОСОБ АВТОМАТИЗИРОВАННОГО ИЗГОТОВЛЕНИЯ ЭНЕРГОЭФФЕКТИВНЫХ ЭКОЛОГИЧЕСКИ ЧИСТЫХ МНОГОСЛОЙНЫХ ОБЛЕГЧЕННЫХ ОГНЕСТОЙКИХ СТЕНОВЫХ ПАНЕЛЕЙ НА ОСНОВЕ ОРГАНИЧЕСКИХ МАТЕРИАЛОВ, ЭНЕРГОЭФФЕКТИВНАЯ ЭКОЛОГИЧЕСКИ ЧИСТАЯ МНОГОСЛОЙНАЯ ОБЛЕГЧЕННАЯ ОГНЕСТОЙКАЯ СТЕНОВАЯ ПАНЕЛЬ НА ОСНОВЕ ОРГАНИЧЕСКИХ МАТЕРИАЛОВ, ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ АВТОМАТИЗИРОВАННОГО ИЗГОТОВЛЕНИЯ ЭНЕРГОЭФФЕКТИВНЫХ ЭКОЛОГИЧЕСКИ ЧИСТЫХ МНОГОСЛОЙНЫХ ОБЛЕГЧЕННЫХ ОГНЕСТОЙКИХ СТЕНОВЫХ ПАНЕЛЕЙ НА ОСНОВЕ ОРГАНИЧЕСКИХ МАТЕРИАЛОВ | 2013 |
|
RU2549939C2 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
Изобретение относится к устройствам для проведения перевалочных работ по замене пуансонов и технологических пластин на прессах шаговой формовки. На прямоугольном основании из листового проката, выполненном с возможностью перемещения во время перевалочных работ под формовочным ножом с пуансонами, смонтированы крепления для укладки технологических пластин и два параллельно расположенных ложемента для укладки пуансонов, выполненные с возможностью подъема и опускания. Повышается производительность. 6 ил., 2 табл.
Устройство для проведения перевалочных работ по замене пуансонов и технологических пластин для пресса шаговой формовки, содержащего формовочный нож с пуансонами и нижнюю балку с технологическими пластинами, используемого при производстве труб большого диаметра сваркой под слоем флюса, содержащее прямоугольное основание из листового проката, выполненное с возможностью перемещения во время перевалочных работ под формовочным ножом с пуансонами и имеющее смонтированные на нем крепления для укладки технологических пластин и выполненные с возможностью подъема и опускания два параллельно расположенных ложемента для укладки пуансонов.
| Устройство для перемещения штампов к прессу | 1986 |
|
SU1349848A1 |
| Многопозиционный пресс | 1988 |
|
SU1620188A1 |
| КОРМОВАЯ МУКА | 1994 |
|
RU2110186C1 |
| DE 3510697 A1, 23.03.1985 | |||

