Изобретения относятся к области транспортного машиностроения и весоизмерительной техники и могут быть использованы в различных технологических процессах, связанных с непрерывным измерением веса перемещаемых материалов на ленточных конвейерах.
Известен способ непрерывного измерения веса перемещаемых материалов на ленточных конвейерах, включающий получение суммарных показаний с весовых роликоопор, оснащенных тензометрическими датчиками [Описание полезной модели к патенту РФ №11604 от 17.06.1999, МПК6 G01G 11/00, опубл. 16.10.1999] - снимаемое с датчиков напряжение перемножается на скорость ленты конвейера, образуя величину, характеризующую мгновенную производительность конвейера. Вес транспортируемого материала по конвейеру определяется путем интегрирования мгновенной производительности.
Недостатком способа является то, что получение суммарных показаний с весовых роликоопор заведомо считается истинным. При этом не принимается во внимание тот факт, что по ряду причин, например из-за неравномерной по ширине загрузки движущейся ленты, возникает поперечная составляющая силы, которая не учитывается при дальнейших расчетах. Кроме того, последовательное продольное расположение тензометрических датчиков делает неэффективной работу второго из них. Это связано с тем, что первый из них реагирует на динамическое воздействие перемещаемого через стационарную опору груза, а второй реагирует уже на установившееся воздействие. Такой режим работы тензометрических датчиков требует их регулярной динамической калибровки, причем эта калибровка четко связана с характером перемещаемых грузов и режимом их транспортировки.
Задача, решаемая первым изобретением группы, и достигаемый технический результат заключаются в создании надежного способа непрерывного измерения веса перемещаемых материалов в процессе их транспортировки на ленточных конвейерах, обеспечивающего высокую точность взвешивания при сохранении высокой производительности используемого оборудования. Дополнительно, расширяются технологические возможности процесса взвешивания с одинаковой точностью на конвейерных линиях с различной производительностью.
Для решения поставленной задачи и достижения заявленного технического результата в способе непрерывного измерения веса перемещаемых материалов на ленточных конвейерах, включающем получение суммарных показаний с весовых роликоопор, оснащенных тензометрическими датчиками, используют показания двух расположенных по обе стороны от штатной роликоопоры весовых роликоопор, одна из которых оснащена эталонным пригрузом, при этом перед началом работы одной из весовых роликоопор за один холостой цикл работы конвейера измеряют вес порожней ленты и полученное значение запоминают, после этого одновременно двумя весовыми роликоопорами измеряют вес загруженной ленты, затем после каждого полного оборота ленты вычисляют отгруженную массу как разницу между суммарными показаниями весовой роликоопоры без эталонного пригруза и весом порожней ленты, одновременно вычисляют разность суммарных показаний обеих весовых роликоопор, сравнивают ее с весом эталонного пригруза и в случае их расхождений вносят поправку в величину отгруженной массы.
Известна система измерения веса на базе конвейерных весов [Описание изобретения к патенту РФ №2232979 от 23.09.2002, МПК7 G01G 11/04, опубл. 20.07.2004]. Весы содержат две рядом стоящие весовые роликоопоры, установленные при помощи моста и рамы и включенные встречно друг другу, имеют контргруз, датчик скорости, датчик веса и, при этом они снабжены суммирующим устройством, соединяющим между собой весовые роликоопоры, установленные на рамах, объединенных мостом, выполненным в виде двух рычагов равной длины, расположенных вдоль продольной оси конвейерной ленты, образуя с ней угол по вертикали, и соединяющихся соединительным элементом, передающим усилие по вертикали рычагу масштабирования, на одном из плеч которого установлен контргруз, а другое плечо вдоль продольной оси конвейерной ленты связано с датчиком веса. В результате решается задача увеличения точности измерения веса до 0,5-1,0% и надежность работы при сохранении относительной простоты конструкции системы.
Недостатком системы является то, что она неспособна учитывать дефекты конвейерной ленты. Даже при идеальном монтаже рамы и опорных роликов возможен уход ленты в сторону. Производство резинотканевых конвейерных лент - многооперационный процесс, при проведении которого применяемые ткани, резиновые смеси и ленты в целом испытывают различного рода нагрузки: сжатия, растяжения, сдвига, изгиба и их комбинации. При несоблюдении технологии, некачественном сырье и значительном износе оборудования эти нагрузки могут неравномерно распределяться как по сечению, так и по площади лент, вызывая остаточные напряжения и отклонения в размерах элементов лент.
Одним из проявлений остаточных напряжений является «изначальная серповидность» ленты. При ее установке в эксплуатацию возникает неравномерное рабочее натяжение по ширине, вызывая «вытягивание» одного из бортов, что, в свою очередь, ведет к еще большей серповидности. Центрирование серповидных лент весьма затруднительно, а иногда и невозможно. Данный дефект обнаруживается, как правило, не на предприятии-изготовителе лент, а только у потребителя. Высокая стоимость конвейерной ленты и трудоемкость ее монтажа, особенно в случае протяженного конвейера, заставляют потребителя мириться с указанным ее недостатком в эксплуатации, тем более что возложенные на нее функции она все-таки выполняет. Но как только потребитель решит установить на данный конвейер конвейерные весы (причем независимо от конструкции и фирмы производителя), он тут же сталкивается с проблемой калибровки последних из-за постоянного «гуляния» ленты под нагрузкой из стороны в сторону, которое он не может воспроизвести с помощью механического имитатора нагрузки.
Кроме того, точность взвешивания на уровне 0,5-1,0% является теоретической. При использовании рычагов масштабирования, действительно, можно уменьшить в восемь раз величину контргруза, в десять раз величину калибровочных грузов. При этом погрешности взвешивания также фиксируются уменьшенными в 8-10 раз. На практике точность взвешивания на весах подобной конструкции в лучшем случае составляет примерно 7%, что неприемлемо для оценки перемещаемых грузов, суммарный вес которых исчисляется сотнями тысяч и миллионами тонн.
Известна система измерения массы изделий в потоке на базе соответствующего устройства [Описание изобретения к патенту РФ №2022237 от 12.05.1991, МПК5 G01C 19/18, опубл. 30.10.1994], которое содержит ленточный транспортер, закрепленный на основании, весовую платформу, датчик усилия и схему обработки сигналов. В устройство введен дополнительный датчик усилия, а весовая платформа выполнена в виде двух размещенных друг под другом продольных рычагов, свободный конец верхнего из которых опирается на первый датчик усилия, а его второй конец шарнирно закреплен на свободном конце второго рычага, который опирается на второй датчик усилия, при этом другой конец второго рычага шарнирно прикреплен к основанию, а схема обработки сигналов выполнена в виде двух датчиков наличия изделия, источника питания, двух усилителей, подключенных своими входами к соответствующим датчикам усилия, сумматора, аналого-цифрового преобразователя, микроЭВМ и цифрового дисплея. Устройство обеспечивает повышенную надежность работы и высокую точность взвешивания, позволяющую производить разбраковку перемещаемых изделий по массе и корректировку фасовочных дозаторов.
Недостатком известного устройства является то, что оно работает с малыми, как правило, порционными массами продуктов питания. В этом случае можно обеспечить высокую точность взвешивания, поскольку приходится оперировать механизмами, соразмерными с часовыми. В случае с заявляемой системой непрерывного измерения веса перемещаемых материалов на ленточных конвейерах оперировать приходится с механизмами общего или тяжелого машиностроения, способными перемещать очень большие массы грузов с высокой производительностью, когда практически нереально переизмерить отгруженную за один полный цикл работы конвейера массу (сотни тысяч тонн) на эталонном весовом оборудовании.
Указанных недостатков лишена система измерения веса на основе конвейерных многороликовых весов непрерывного действия [Описание полезной модели к патенту РФ №11604 от 17.06.1999, МПК6 G01G 11/00, опубл. 16.10.1999]. Система содержит раму конвейера, штатные и оснащенные тензометрическими датчиками весовые роликоопоры, на которых размещена бесконечная лента, и средства автоматики. Оборудование размещено на грузоприемном устройстве в виде жесткой металлической конструкции с одной степенью свободы двух тензометрических датчиков так, что линия, соединяющая точки приложения усилия к датчикам, расположена вдоль оси ленты конвейера.
Система обеспечивает высокую точность и надежность измерения, но только при равномерной загрузке относительно оси симметрии конвейера. Любое отклонение цента тяжести груза в поперечном направлении искажает точность показаний тензометрических датчиков. Кроме того, для динамической калибровки известной системы измерения веса используются различные имитаторы нагрузки. Последние устанавливают на конвейерную ленту сверху, шарнирно закрепляя их на раме конвейера. Затем включают конвейер и заставляют ленту сделать один или несколько полных оборотов. При этом контроллер конвейерных весов фиксирует показания тензодатчиков и соотносит их с массой имитатора и скоростью движения конвейерной ленты, вычисляя тем самым величину съимитированной отгруженной массы. Полученные таким образом данные используются для вычисления отгруженной массы и производительности конвейера. В качестве имитатора нагрузки используют роликовые цепи, тележки и т.д.
Однако какой бы имитатор мы не взяли, он не в состоянии полностью съимитировать нагрузку сыпучего материала на транспортерную ленту, а через нее на тензодатчики весов. Это объясняется тем, что имитатор имеет несколько точечных контактов с лентой, в то время как находящийся на ленте материал дает распределенную нагрузку. Кроме того, между неподвижным имитатором и движущейся лентой всегда существует трение, в то время как материал относительно ленты всегда неподвижен. Масса имитатора должна быть ограничена, иначе обслуживающему персоналу будет неудобно с ней работать. На практике она не превосходит 100 кг. Данная нагрузка не может вызвать уход ленты в сторону, если рама конвейера на каком-либо участке имеет уход от горизонтали в поперечном направлении вследствие погрешностей монтажа. Нагрузка от материала, находящегося на ленте, может составлять несколько тонн и в состоянии вызвать уход ленты в сторону. В этом случае сразу возникают большие погрешности измерений, т.к. динамическая калибровка весов проводилась в ином положении конвейерной ленты.
Задача, решаемая вторым изобретением группы, и достигаемый технический результат заключаются в создании достаточно простой и надежной системы непрерывного измерения веса перемещаемых материалов на ленточных конвейерах, обеспечивающей высокую точность взвешивания при сохранении высокой производительности используемого оборудования. Дополнительно, расширяются технологические возможности системы измерения веса, обеспечивающие проведение процесса взвешивания с одинаковой точностью на конвейерных линиях с различной производительностью.
Для решения поставленной задачи и достижения заявленного технического результата в системе непрерывного измерения веса перемещаемых материалов на ленточном конвейере, содержащей раму конвейера, штатные и оснащенные тензометрическими датчиками весовые роликоопоры, на которых размещена бесконечная лента, и средства автоматики, используют две весовые роликоопоры, расположенные на раме с возможностью размещения между ними одной штатной роликоопоры, при этом одна весовая роликоопора выполнена с возможностью размещения на ней эталонного пригруза, а средства автоматики включают весовой контроллер, датчик скорости и центральный процессор.
Вышеприведенные сведения из уровня техники включают информацию о конструкции весовых роликоопор ленточных конвейеров, используемых для непрерывного взвешивания различных материалов (см. патенты РФ на изобретения №2232979 и №2022237 и на полезную модель №11604).
Недостатками этих весов являются ограниченные технологические возможности, связанные с невозможностью точного взвешивания, в частности, больших объемов и масс непрерывно движущихся материалов.
Задача, решаемая третьим изобретением группы, и достигаемый технический результат заключаются в создании достаточно простых и надежных весовых роликоопор ленточных конвейеров непрерывного действия, предназначенных для измерения больших объемов и масс, обеспечивающих высокую точность взвешивания при сохранении высокой производительности обслуживаемых конвейерных линий. Дополнительно, расширяются технологические возможности системы измерения веса, оборудованной соответствующими роликоопорами, обеспечивающие проведение процесса взвешивания с одинаковой точностью на конвейерных линиях с различной производительностью.
Для решения поставленной задачи и получения заявленного технического результата в весовой роликоопоре ленточного конвейера, включающей основание с расположенными под углом друг к другу роликами, по меньшей мере, один кронштейн, выполненный с возможностью крепления к раме конвейера, и два тензометрических датчика, связанные с устройством обработки их показаний, тензометрические датчики выполнены консольными, расположены между основанием и кронштейном и разнесены вдоль роликов, а на основании со стороны, противоположной размещению тензометрических датчиков, расположена площадка для размещения на ней эталонного пригруза.
Изобретения иллюстрируются чертежами, где
- на фиг.1 показан общий вид системы непрерывного измерения веса перемещаемых материалов на ленточном конвейере;
- на фиг.2 изображена весовая роликоопора на фронтальном виде;
- на фиг.3 - весовая роликоопора на виде сбоку;
- на фиг.4 - весовая роликоопора на виде сверху.
Способ непрерывного измерения веса перемещаемых материалов на ленточных конвейерах 1 реализован на соответствующем устройстве - системе непрерывного измерения веса, которая содержит раму 2 конвейера 1, штатные роликоопоры 3 и оснащенные тензометрическими датчиками 4 две весовые роликоопоры 5 и 6, на которых размещена бесконечная лента 7, и средства автоматики, при этом весовые роликоопоры 5 и 6 расположены на раме 2 с возможностью размещения между ними одной штатной роликоопоры 3, причем весовая роликоопора 6 выполнена с возможностью размещения на ней эталонного пригруза 8, а средства автоматики включают весовой контроллер 9, датчик скорости 10 и центральный процессор 11 (функцию которого также может выполнять специальный контроллер) и различные периферийные устройства 12 типа монитора, принтера, громкоговорителя и т.д. - по нормам оснащения рабочего места (пульта) оператора конвейерной линии.
Способ непрерывного измерения веса перемещаемых материалов на ленточных конвейерах 1 включает получение суммарных показаний с оснащенных тензометрическими датчиками 4 и расположенных по обе стороны от штатной роликоопоры 3 весовых роликоопор 5 и 6, из которых роликоопора 6 оснащена эталонным пригрузом 8, при этом перед началом работы с помощью любой из весовых роликоопор 5 или 6 за один холостой цикл работы конвейера 1 измеряют вес порожней ленты 7 и полученное значение запоминают, после этого одновременно двумя весовыми роликоопорами 5 и 6 измеряют вес загруженной ленты 7, затем после каждого полного оборота ленты 7 вычисляют отгруженную массу как разницу между суммарными показаниями весовой роликоопоры 5 без эталонного пригруза 8 и весом порожней ленты 7, одновременно вычисляют разность суммарных показаний обеих весовых роликоопор 5 и 6, сравнивают ее с весом эталонного пригруза 8 и в случае их расхождений вносят поправку в величину отгруженной массы.
Весовая роликоопора 5 или 6 ленточного конвейера 1 имеет универсальную конструкцию, включающую основание 13 с расположенными под углом друг к другу опорными (поддерживающими, направляющими) роликами 14, два кронштейна 15, выполненные с возможностью крепления к раме 2 конвейера 1, и два тензометрических датчика 4, связанные с устройством обработки их показаний, являющимся одним из элементов средств автоматики системы непрерывного измерения веса перемещаемых материалов, при этом тензометрические датчики 4 выполнены консольными, расположены между основанием 13 и кронштейном 15 и разнесены вдоль роликов 14, а на основании 13 со стороны, противоположной размещению тензометрических датчиков 4, расположена площадка 16 для размещения на ней, в случае технологической необходимости, как это предусмотрено в системе непрерывного измерения веса перемещаемых материалов на ленточном конвейере 1, калибровочных гирь, или эталонного пригруза 8, выполненных в виде, по меньшей мере, одного откалиброванного по весу предмета (показаны условно).
Проанализируем существенность признаков изобретений.
Способ непрерывного и точного измерения веса перемещаемых материалов на ленточных конвейерах 1 реализован с использованием показаний двух расположенных определенным образом на длине конвейера 1 весовых роликоопор 5 и 6, одна из которых (например, 6) оснащена эталонным пригрузом 8, вес которого (или которых, если пригрузов 8 несколько) является заранее известной постоянной величиной.
Использование такого принципа измерения веса на ленточных конвейерах 1 позволяет, используя минимальное количество весоизмерительного оборудования, получить максимально возможную точность взвешивания перемещаемых материалов.
Необходимую для реализации способа информацию о весе порожней ленты 7 за один холостой цикл работы конвейера 1 получают перед началом работы, используя при этом показания любой из весовых роликоопор 5 или 6. Если используемая для определения веса порожней ленты 7 весовая роликоопора 6 была оснащена пригрузом 8, то вес пригруза 8 по окончании холостого цикла работы конвейера 1 вычитают из общего веса и это значение запоминают путем введения соответствующей информации в центральный процессор 11.
Собственно, процесс определения веса перемещаемых материалов на ленточных конвейерах 1 включает одновременное измерение веса загруженной ленты 7 двумя независимыми, расположенными по обе стороны от любой отдельно взятой штатной роликоопоры 3 весовыми роликоопорами 5 и 6. После каждого полного оборота ленты 7 отгруженную массу вычисляют как разницу между суммарными показаниями весовой роликоопоры 5 без эталонного пригруза 8 и весом порожней ленты 7, одновременно вычисляют разность суммарных показаний обеих весовых роликоопор 5 и 6, сравнивают ее с весом эталонного пригруза 8 и в случае их расхождений вносят поправку в величину отгруженной массы. Иными словами, если разница веса равняется сумме веса эталонного пригруза 8, то центральный процессор 11 выдает эту информацию как значение отгруженной за один полный цикл работы конвейера 1 массу. Если выявляется разница показаний в весе между весовыми роликоопорами 5 и 6 и суммой веса эталонного пригруза 8, то центральный процессор 11 введет соответствующую поправку в величину отгруженной массы.
Оперативная информация с центрального процессора 11 поступает на пульт оператора (условно можно считать как поз.12), передается по каналам связи в автоматизированную систему управления технологическими процессами или производства, записывается в программу архивации и т.д.
Полученная в результате использования настоящего способа точность взвешивания будет достаточно высокой, но, тем не менее, в процессе работы конвейера 1 в центральном процессоре 11 накапливается погрешность за счет влияния на точность показания произошедших необратимых изменениях в конструкции штатных роликоопор 3, износа ленты 7 конвейера 1 и т.д. Для устранения этой погрешности следует как можно чаще, например один или два раза за рабочую смену, производить обновление информации о весе порожней ленты 7 за один холостой цикл работы конвейера 1. Если учесть, что конвейерные линии, как правило, дублируются, то такой режим работы оборудования является вполне приемлемым.
Таким образом обеспечивается весьма высокая точность взвешивания, которая составляет, например, при использовании тензодатчиков 4 марки VISHAY-1260 или Т60А производства фирмы ТЕНЗО-М (WWW.tenso-m.ru), средней засыпки ленты 7 на уровне 100 кг/м и скорости конвейера 1 от 1,0 до 2,5 м/с - менее 1%, что определяется возможностью быстрого реагирования системы автоматики на изменение окружающих условий благодаря постоянству веса эталонного пригруза 8.
Система непрерывного измерения веса перемещаемых материалов на ленточном конвейере 1 может быть реализована на соответствующей конвейерной линии, как вновь проектируемой, так и уже введенной в эксплуатацию, т.е. модернизируемой.
Особенностью конструкции конвейерной линии является не только наличие двух весовых роликоопор 5 и 6, одна из которых, а именно - 6, оснащена эталонным пригрузом 8, но и их особое взаимное расположение. Что касается места расположения эталонного пригруза 8, то не имеет значение, какая из роликоопор 5 или 6 оснащена им - каждая из них включает соответствующую площадку 16, которая при необходимости может использоваться по прямому назначению - размещению эталонного пригруза 8 или калибровочных гирь (условно не показаны). Что касается взаимного расположения весовых роликоопор 5 и 6, то здесь главным условием является их расположение по обе стороны от заранее выбранной, например, по критерию наилучшей доступности штатной роликоопоры 3. Только такое расположение весовых роликоопор 5 и 6 помимо компактности обеспечивает необходимую чувствительность тензометрических датчиков 4. В уровне техники, в частности, имеются сведения о последовательном расположении роликоопор, оснащенных тензометрическими датчиками (см., например, патент РФ №11604 на полезную модель). Как упоминалось выше, последовательное расположение весовых роликоопор 5 и 6 не обеспечивает необходимую точность взвешивания и требует частых весоповерок. Точно так же, расположение весовых роликоопор 5 и 6 через две, три и более штатные роликоопоры 3 обеспечивает искажение результатов взвешивания. В этом случае фиксируемый вес на разнесенных роликоопорах может существенно отличаться друг от друга. Это происходит за счет того, что боковые смещения движущейся под нагрузкой ленты 7 в той или иной степени начинают проявляться сразу же, как только она сойдет с опорных роликов 14. Чем больше будет штатных роликоопор 3 между весовыми роликоопорами 5 и 6, тем больше будут искажения. Наличие всего лишь одной штатной роликоопоры 3 в этом случае вносит минимум искажений.
Используемые в конструкции системы непрерывного измерения веса средства автоматики включают наиболее распространенные серийно выпускаемые отечественными и зарубежными производителями, как правило, многофункциональные устройства, например весовой контроллер 9 типа SIWAREX U (его сдвоенные и т.д. варианты) производства фирмы SIEMENS (WWW.siemens.com), датчик скорости 10 типа ДС-2М производства фирмы «ВИБРО-М» (WWW.vibro-m.ru) и центральный процессор 11 типа CPU313C производства фирмы SIEMENS или аналогичные им устройства. Это позволяет производить плановое обслуживание и текущий ремонт средств автоматики силами предприятия с минимальным привлечением проектировщика системы измерения веса.
Использование в весовых роликоопорах 5 и 6 консольных тензометрических датчиков 4 по сравнению, например, с тензодатчиками сжатия, растяжения, кручения и др. связано, в первую очередь, с их чувствительностью, удобством в монтаже, обслуживании и замене. Их разнесение вдоль опорных роликов 14 (т.е. по ширине конвейера 1 с делением на правый и левый тензодатчики 4) позволяет учитывать любые отклонения в конструкции конвейерной ленты 7 и неравномерность ее загрузки. В этом случае мгновенная масса перемещаемого груза будет попросту складываться из суммы их показаний. Расположение основания 13 весовой роликоопоры 6 (или 5) и площадки 16 для размещения пригруза 8 на максимальном удалении от кронштейна 15 крепления роликоопоры 6 (или 5) к раме 2 также делает максимально возможным изгибающее усилие на чувствительном элементе консольных тензодатчиков 4. В известных решениях (см., например, патент РФ №2232979) специально вводят масштабирование (мультипликацию) конечной нагрузки в меньшую сторону, не принимая во внимание при этом, что такому же масштабированию в меньшую сторону подвергается и реальная точность взвешивания.
Возможность размещения эталонного пригруза 8 на специальных площадках 16 позволяет заранее рассчитать величину «дополнительной контрольной отгруженной массы» при работе конвейера 1, которая будет присутствовать в программе корректировки веса отгруженной массы перемещаемых материалов, заложенной в центральный процессор 11. На этих же площадках 16, независимо от функциональной возможности размещения на них эталонного пригруза 8, размещаются и стандартные калибровочные гири (условно не показаны) при калибровке тензоканалов после монтажа весовых роликоопор 5 и 6 или в результате их технического обслуживания. Использование такого решения позволило полностью отказаться от механического имитатора нагрузки, который должен устанавливаться на порожнюю конвейерную ленту 7.
Таким образом, все перечисленное, включая независимость весовых роликоопор 5 и 6, увеличивает точность взвешивания непрерывно перемещаемых материалов на ленточных конвейерах 1. Практика контрольных взвешиваний показала, что в данном случае погрешность измерения составляет не более 1-2%. Существующие аналоги имеют погрешность измерения отгруженной массы от 1% до 5% и более.
Изобретения реализованы следующим образом.
Оснащение конвейерных линий весовыми роликоопорами 5 и 6 может быть произведено как при изготовлении новых ленточных конвейеров 1 на предприятии-изготовителе, так и при модернизации действующих. В любом случае на смонтированном конвейере 1 в удобном для обслуживания месте по обе стороны от штатной роликоопоры 3 устанавливают весовые роликоопоры 5 и 6.
Выводы 17 тензодатчиков каждой весовой роликоопоры подключаются к единому весовому контроллеру 9 или к индивидуальным для каждой весовой роликоопоры 5 и 6 весовым контроллерам (условно не показаны), а последние соединяют с центральным процессором 11. Средства автоматики укомплектовывают необходимыми периферийными устройствами. После этого производят настройку и калибровку оборудования и тестирование системы в реальных рабочих условиях. Для этого на соответствующих площадках 16 каждой весовой роликоопоры 5 и 6 при приподнятой ленте 7 устанавливают калибровочные гири в необходимом количестве и производят калибровку тензоканалов. Затем калибровочные гири снимают, возвращают ленту 7 на опорные ролики 14, включают конвейер 1 и производят один полный оборот порожней ленты 7, который фиксируется показаниями датчика скорости 10 или визуально по специальной метке на ленте 7, записывая при этом в центральный процессор 11 показания обеих весовых роликоопор 5 и 6. Затем рассчитывают среднее арифметическое значение их показаний и для каждой из них определяют поправочный коэффициент как отношение полученных показаний данных весов к среднему арифметическому значению. Затем на площадку 16 одной из весовых роликоопор, например - 6 (на которую ранее временно устанавливались калибровочные гири) - устанавливается эталонный пригруз 8, который должен теперь постоянно стоять на этой роликоопоре.
После этого система непрерывного измерения веса перемещаемых материалов на ленточном конвейере 1 готова к работе.
Способ непрерывного измерения веса осуществляется следующим образом.
В режиме холостого хода за один полный цикл работы конвейера 1 измеряют вес порожней ленты 7 и это значение вводят в весовой контроллер 9.
При включении конвейера 1 обе весовые роликоопоры 5 и 6 по мере прохода порожней ленты 7 начинают производить взвешивание транспортируемого материала, при этом датчик скорости 10 постоянно определяет скорость ленты 7, значения которой учитываются в расчете отгруженной массы.
Алгоритм непрерывного взвешивания перемещаемых материалов состоит в следующем.
Отгруженная за один оборот конвейерной ленты 7 масса М0 вычисляется как разность между показаниями весовой роликоопоры 5 без эталонного пригруза 8 - Мбпр и массой порожней ленты 7 - Мпл:
М0=Мбпр-Мпл.
Масса порожней ленты 7 - Мпл берется из памяти центрального процессора 11, куда она была занесена во время последнего холостого оборота конвейера 1.
Одновременно за один оборот конвейерной ленты 7 определяется разность M1 между показаниями весовой роликоопоры 6 с эталонным пригрузом 8 - Мспр и массой порожней ленты 7 - Мпл:
М1=Мспр-Мпл.
Эталонный пригруз 8 должен дать за один оборот ленты 7 теоретическую величину приращения отгруженной массы М2, которая рассчитывается контроллером 9 по показаниям тензодатчиков 4 и датчика скорости 10 ленты 7.
После снятия соответствующих показаний и проведения всех вычислений определяется коэффициент K:
K=М2/(М1-М0),
где М2 - теоретическая величина приращения отгруженной массы за счет эталонного пригруза 8;
M1 - разность между показаниями весовой роликоопоры 6 с эталонным пригрузом 8 - Мспр и массой порожней ленты 7 - Мпл;
М0 - разность между показаниями весовой роликоопоры 5 без эталонного пригруза 8 - Мбпр и массой порожней ленты 7 - Мпл.
Коэффициент K может принимать значения от 0.7 до 1.3.
Действительная величина отгруженной массы Мд вычисляется как произведение коэффициента K на величину МО:
Мд=K×МО
Далее, после каждого полного оборота ленты конвейера 1 процесс повторяется, а действительная величина отгруженной массы Мд, выдаваемой на пульт оператора, суммируется с предыдущим результатом:
МдΣ=ΣМдi
Пример расчета.
Имеется ленточный конвейер 1 со следующими характеристиками:
- длина конвейера -10 м;
- ширина конвейерной ленты 7 - 600 мм;
- скорость ленты 7 - 1 м/с;
- производительность - 40 т/ч;
- вес эталонного пригруза 8-20 кг;
- теоретическая величина М2 - 400 кг.
Масса порожней ленты 7, зафиксированная тензодатчиками 4, составила Мпл=100 кг.
Весовая роликоопора 5 без пригруза 8 зафиксировала после одного оборота ленты 7 величину Мбпр=300 кг.
Величина М0 будет равна М0=300-100=200 кг.
Весовая роликоопора 6 с пригрузом 8 зафиксировала величину M1=580 кг.
Величина K для первого оборота конвейерной ленты 7 составит K1=400/(580-200)=1,05.
Таким образом, действительная величина отгруженной массы после первого оборота конвейерной ленты 7 составит Мд1=1,05×200=210 кг, что фиксируется средствами автоматики и, при необходимости, оператором.
Значительное повышение точности взвешивания условно может быть проиллюстрировано тем фактом, что обе весовые роликоопоры 5 и 6 выдали разные результаты взвешивания. Одна выдала значение отгруженной массы как 200 кг, а другая, с учетом приращения отгруженной массы за счет эталонного пригруза 8, как 580-400=180 кг, при условии, что реальный вес перемещаемых за один полный оборот ленты 7 материалов составил 210 кг.
При дальнейшем измерении веса перемещаемых материалов процесс повторяется. Вычисляются действительные величины отгруженной массы после второго и последующих оборотов конвейерной ленты 7, значения которых суммируется, что в итоге составит величину МдΣ=Мд1+Мд2+…+Мдi.
В результате решения поставленных задач был разработан надежный и точный способ непрерывного измерения веса перемещаемых материалов на ленточных конвейерах и созданы достаточно простые и надежные система для их осуществления и соответствующие весовые роликоопоры, обеспечивающие высокую точность взвешивания при сохранении высокой производительности используемого оборудования, расширились технологические возможности системы измерения веса, обеспечивающие проведение процесса взвешивания с одинаковой точностью на конвейерных линиях с различной производительностью.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ИЗМЕРЕНИЯ ВЕСА ГОРЯЧИХ СЫПУЧИХ МАТЕРИАЛОВ НА КОВШОВЫХ КОНВЕЙЕРАХ (ВАРИАНТЫ), СИСТЕМА ДЛЯ ИХ ОСУЩЕСТВЛЕНИЯ И КОНВЕЙЕРНЫЕ ВЕСЫ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 2009 |
|
RU2401995C1 |
| КОНВЕЙЕРНЫЕ ВЕСЫ | 2001 |
|
RU2193759C1 |
| ЛЕНТОЧНЫЙ ВЕСОВОЙ ДОЗАТОР | 2008 |
|
RU2387957C1 |
| Конвейерные весы конвейеров прямого и реверсивного хода | 2016 |
|
RU2625042C1 |
| Способ определения производительности ленточного конвейера и устройство для его осуществления | 1982 |
|
SU1167439A1 |
| СПОСОБ И УСТРОЙСТВО АВТОМАТИЗИРОВАННОГО ОПРЕДЕЛЕНИЯ МАССЫ ГРУЗА, ТРАНСПОРТИРУЕМОГО КОНВЕЙЕРОМ | 2024 |
|
RU2829033C1 |
| ЛЕНТОЧНЫЙ КОНВЕЙЕР | 2008 |
|
RU2369550C1 |
| КОНВЕЙЕРНЫЕ ВЕСЫ | 2005 |
|
RU2289797C1 |
| УСТРОЙСТВО ДЛЯ ДИНАМИЧЕСКОЙ КАЛИБРОВКИ КОНВЕЙЕРНЫХ ВЕСОВ | 2004 |
|
RU2361182C2 |
| КОНВЕЙЕРНЫЕ ВЕСЫ | 2002 |
|
RU2232979C2 |



Изобретения относятся к области весоизмерительной техники и могут быть использованы в различных технологических процессах, особенно где требуется измерение больших объемов и масс перемещаемого и взвешиваемого материалов. Техническим результатом изобретения является повышение надежности и высокой точности взвешивания при сохранении высокой производительности, что обеспечивается за счет того, что используют показания двух расположенных по обе стороны от штатной роликоопоры весовых роликоопор, одна из которых оснащена эталонным пригрузом. При этом перед началом работы одной из весовых роликоопор за один холостой цикл работы конвейера измеряют вес порожней ленты и полученное значение запоминают, после этого одновременно двумя весовыми роликоопорами измеряют вес загруженной ленты, затем после каждого полного оборота ленты вычисляют отгруженную массу как разницу между суммарными показаниями весовой роликоопоры без эталонного пригруза и весом порожней ленты. Одновременно вычисляют разность суммарных показаний обеих весовых роликоопор, сравнивают ее с весом эталонного пригруза и в случае их расхождений вносят поправку в величину отгруженной массы. В весовой роликоопоре используют тензометрические датчики, выполненные консольными, которые расположены между основанием и кронштейном и разнесены вдоль роликов, а на основании со стороны, противоположной размещению тензометрических датчиков, размещают эталонный пригруз. 3 н.п. ф-лы, 4 ил.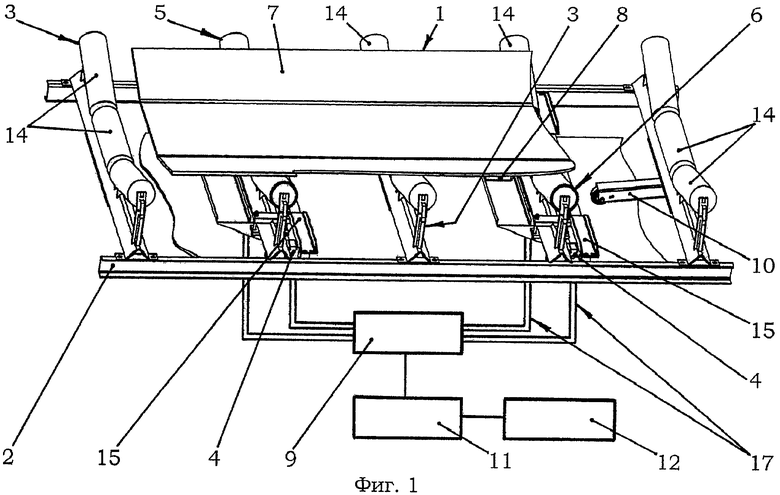
1. Способ непрерывного измерения веса перемещаемых материалов на ленточных конвейерах, включающий получение суммарных показаний с весовых роликоопор, оснащенных тензометрическими датчиками, отличающийся тем, что используют показания двух расположенных по обе стороны от штатной роликоопоры весовых роликоопор, одна из которых оснащена эталонным пригрузом, при этом перед началом работы одной из весовых роликоопор за один холостой цикл работы конвейера измеряют вес порожней ленты и полученное значение запоминают, после этого одновременно двумя весовыми роликоопорами измеряют вес загруженной ленты, затем после каждого полного оборота ленты вычисляют отгруженную массу как разницу между суммарными показаниями весовой роликоопоры без эталонного пригруза и весом порожней ленты, одновременно вычисляют разность суммарных показаний обоих весовых роликоопор, сравнивают ее с весом эталонного пригруза и в случае их расхождений вносят поправку в величину отгруженной массы.
2. Система непрерывного измерения веса перемещаемых материалов на ленточном конвейере, содержащая раму конвейера, штатные и оснащенные тензометрическими датчиками весовые роликоопоры, на которых размещена бесконечная лента, и средства автоматики, отличающийся тем, что используют две весовые роликоопоры, расположенные на раме с возможностью размещения между ними одной штатной роликоопоры, при этом одна весовая роликоопора выполнена с возможностью размещения на ней эталонного пригруза, а средства автоматики включают весовой контроллер, датчик скорости и центральный процессор.
3. Весовая роликоопора ленточного конвейера, включающая основание с расположенными под углом друг к другу роликами, по меньшей мере, один кронштейн, выполненный с возможностью крепления к раме конвейера, и два тензометрических датчика, связанных с устройством обработки их показаний, отличающаяся тем, что тензометрические датчики выполнены консольными, расположены между основанием и кронштейном и разнесены вдоль роликов, а на основании со стороны противоположной размещению тензометрических датчиков расположена площадка для размещения на ней эталонного пригруза.
| Устройство для отделения гвоздей с заусенцами от гвоздей без таковых | 1928 |
|
SU11604A1 |
| КОНВЕЙЕРНЫЕ ВЕСЫ | 2002 |
|
RU2232979C2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ МАССЫ ИЗДЕЛИЙ В ПОТОКЕ | 1991 |
|
RU2022237C1 |
| КОНВЕЙЕРНЫЕ ВЕСЫ | 2005 |
|
RU2289797C1 |
| DE 4411776 A1, 12.10.1995 | |||
| Контейнер для жидкости | 1972 |
|
SU452958A3 |

