Изобретение относится к весоизмерительной технике и может быть использовано для взвешивания сыпучих материалов на ленточных конвейерах прямого и реверсивного хода в различных отраслях промышленности и энергетике при учете или дозировке.
Из уровня техники известны различные конструкции конвейерных весов, которые используются для взвешивания сыпучих материалов, находящихся на ленточных конвейерах. Известны конвейерные весы типа ВНК ЗАО "Весоизмерительная компания Тензо - М" (п. Красково, Московская обл.), в которых весовые роликоопоры передают нагрузку на один или два датчика веса с торцевым креплением типа Т70, Т100, средние и боковые ролики расположены выше датчиков веса. Недостатком является низкая точность взвешивания при отклонении нагрузки от значения, при котором весы калибровались из-за возникающих при этом дополнительных моментных нагрузок, создаваемых горизонтальными составляющими общей нагрузки на роликоопору (силы сопротивления движению ленты, динамические нагрузки и др.). Недостатком весов является то, что требуется использовать множество консольных датчиков веса, не менее двух роликоопор. Также весы сложно устанавливать на ленточный конвейер.
Известны конвейерные весы (патент RU 2193759), содержащие две шарнирно подвешенные весовые двуплечие платформы с желобчатыми весовыми роликоопорами, расположенные по разные стороны стационарной роликоопоры и установленные встречно по расположению весовых роликов относительно шарниров, наружные плечи платформ опираются на датчики веса и снабжены контргрузами для уравновешивания "тары", а внутренние плечи - призмами для подвески образцовых грузов. Такая кинематическая схема обеспечивает минимизацию влияния на точность горизонтальных составляющих нагрузки (силы сопротивления движению ленты, динамика материала и др.), асимметричной деформации ленты на наклонных конвейерах и обеспечивает возможность применения косвенного способа поверки поочередной догрузкой платформ образцовыми грузами при работающем под нагрузкой конвейере. Недостатками весов является то, что требуется использовать множество консольных датчиков веса, не менее двух роликоопор. Также весы сложно устанавливать на ленточный конвейер.
Известны конвейерные весы (RU 2289797), которые содержат датчики веса, две желобчатые роликоопоры, расположенные по разные стороны одной стационарной роликоопоры, каждая весовая роликоопора опирается на свободные концы двух консольных датчиков веса, причем весовые роликоопоры установлены встречно друг другу относительно защемленных концов датчиков веса, оси средних роликов весовых роликоопор расположены ниже осей датчиков веса, при угле наклона боковых роликов 20° на расстоянии h=0,15S или при угле наклона боковых роликов 30° на расстоянии h=0,157S, где S - высота желоба ленты, в котором используются не менее четырех консольных датчиков веса и не менее двух роликоопор. Недостатки данного изобретения в том, что требуется использовать множество консольных датчиков веса, не менее двух роликоопор. Также весы сложно устанавливать на ленточный конвейер, еще сложнее реализовать калибровку этих конвейерных весов косвенным способом путем поочередной догрузки весовых роликоопор образцовыми грузами при работе конвейера под нагрузкой.
Наиболее близким аналогом являются конвейерные весы по патенту RU 129225, которые имеют одну весовую роликоопору, опирающуюся на два консольных датчика веса, установленных в два модуля узлов встройки, причем оба датчика веса подключены к клеммной коробке, установленной на ставе конвейера, подключенной к весовому контроллеру, функцией которого является прием сигнала с датчиков веса и преобразование в цифровой результат.
Недостатки этого устройства в том, что весовая роликоопора не защищена от боковых ударных воздействий транспортируемого груза, что снижает точность и надежность весов, а также сложность установки на конвейер, при этом узлы встройки датчиков установлены так, что нет возможности реверсивного хода.
Технический результат заявляемых конвейерных весов конвейеров прямого и реверсивного хода заключается в упрощении конструкции, повышении точности и надежности измерений; возможности реверсивного хода; снижении металлоемкости конструкции до минимума, т.е. только изготовлении двух узлов встройки датчиков; упрощении монтажа и времени настройки за счет исключения рычажных платформ, рычага масштабирования и контгрузов; возможность проведения калибровки и поверки весов без использования взвешенного материала, если на предприятии отсутствуют вагонные или автомобильные весы среднего класса, с помощью устройства калибровки конвейерных весов (УККВ).
Повышение точности достигается за счет:
- возможности учитывать поток материла по всей ширине ленты за счет расположения двух датчиков веса, расположенных по обеим сторонам конвейера;
- компенсации влияния горизонтальных составляющих нагрузки за счет встречной установки двух узлов встройки датчиков;
- суммирования не аналогового, а цифрового сигнала от датчиков веса.
Повышение надежности достигается за счет максимального упрощения конструкции.
Снижение металлоемкости по сравнению с прежней конструкцией в зависимости от ширины конвейерной ленты (500-1000 мм) в 3-10 раз.
Заявляются конвейерные весы, содержащие весовую роликоопору, два узла встройки датчиков веса, подключенных к весовому контроллеру, отличающиеся тем, что в узлы встройки датчиков веса встроены платформенные датчики веса, узлы встройки датчиков веса установлены встречно друг к другу, причем аналоговый сигнал от каждого датчика веса поступает к весовому контроллеру блока обработки информации отдельно и суммируется в цифровом виде, при этом устройство выполнено с возможностью линеаризации шкалы и калибровки без взвешенного материала с помощью устройства калибровки конвейерных весов.
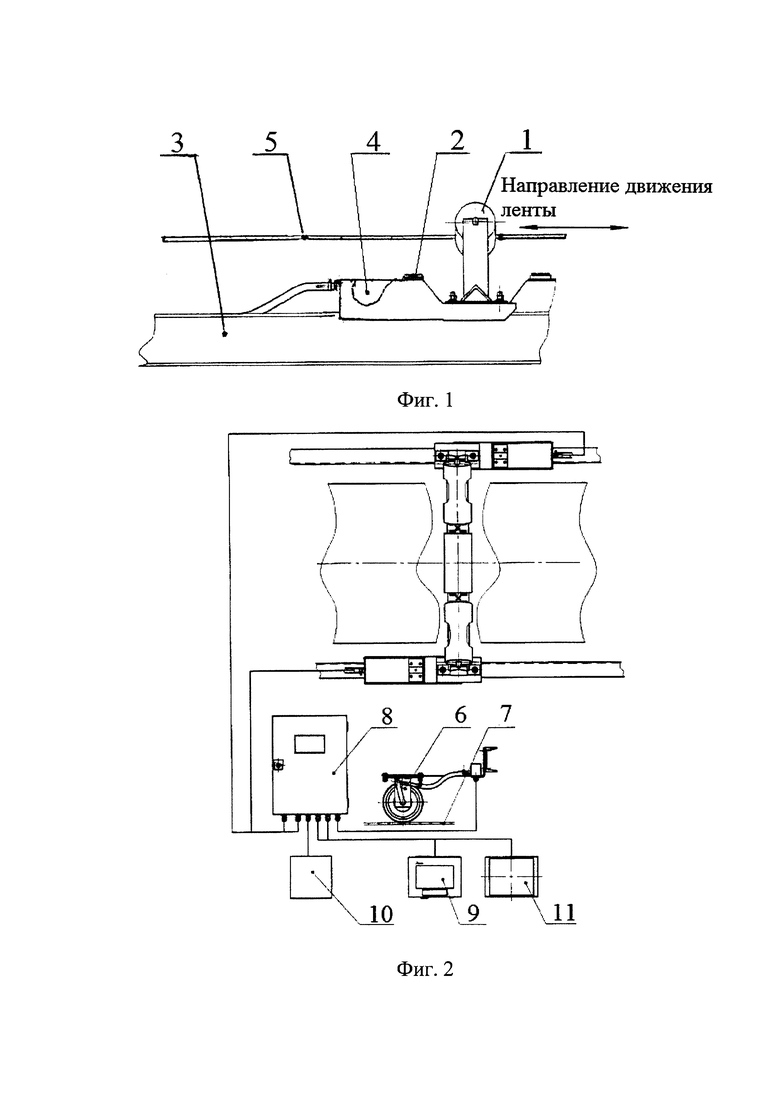
На Фиг. 1 показано устройство заявляемых конвейерных весов (вид сбоку), где:
1 - весовая роликоопора; 2 - узел встройки датчиков; 3 - став конвейера; 4 - платформенные датчики веса; 5 - конвейерная лента.
На Фиг. 2 показано устройство заявляемых конвейерных весов (вид сверху), где:
6 - датчик перемещения ленты; 7 - нижняя ветвь конвейерной ленты: 8 - блок обработки информации; 9 - панель оператора; 10 - блок автоматического выключателя; 11 - персональный компьютер.
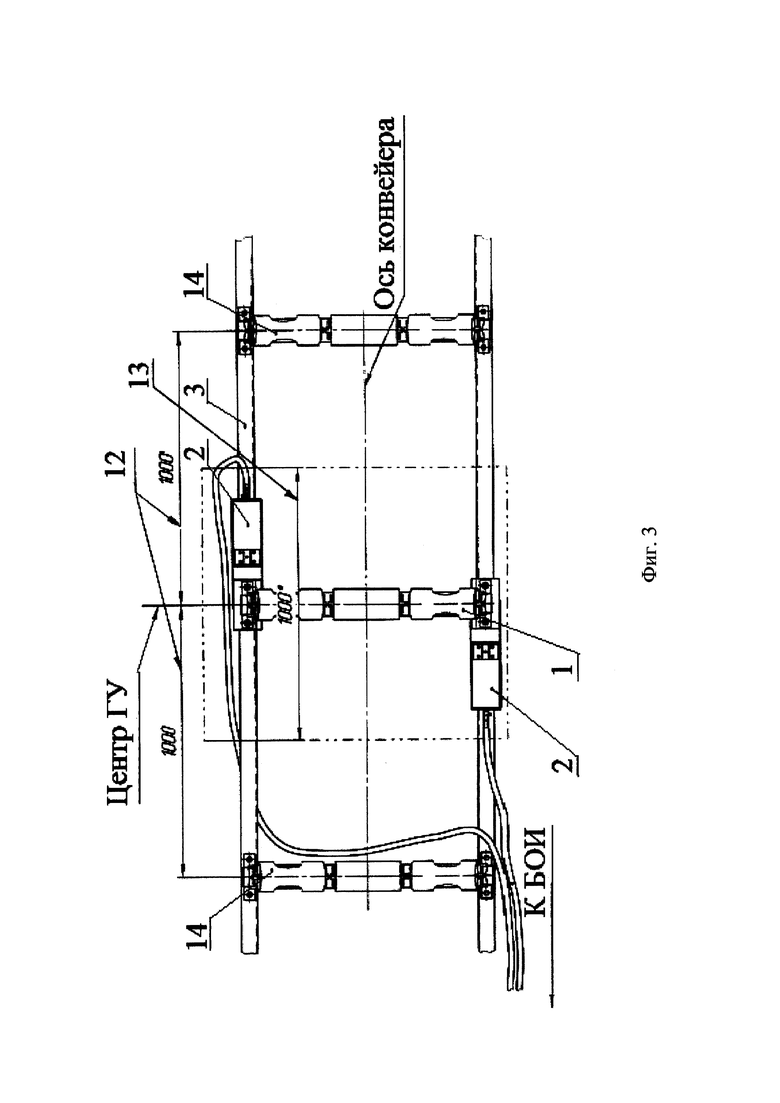
На Фиг. 3 показан вид сверху на грузоприемное устройство (ГУ), где: 1 - весовая роликоопора; 2 - два узла встройки датчиков; 3 - став конвейера; 12 - весовая зона (участок); 13 - измерительный участок; 14 - неподвижные весовые роликоопоры.
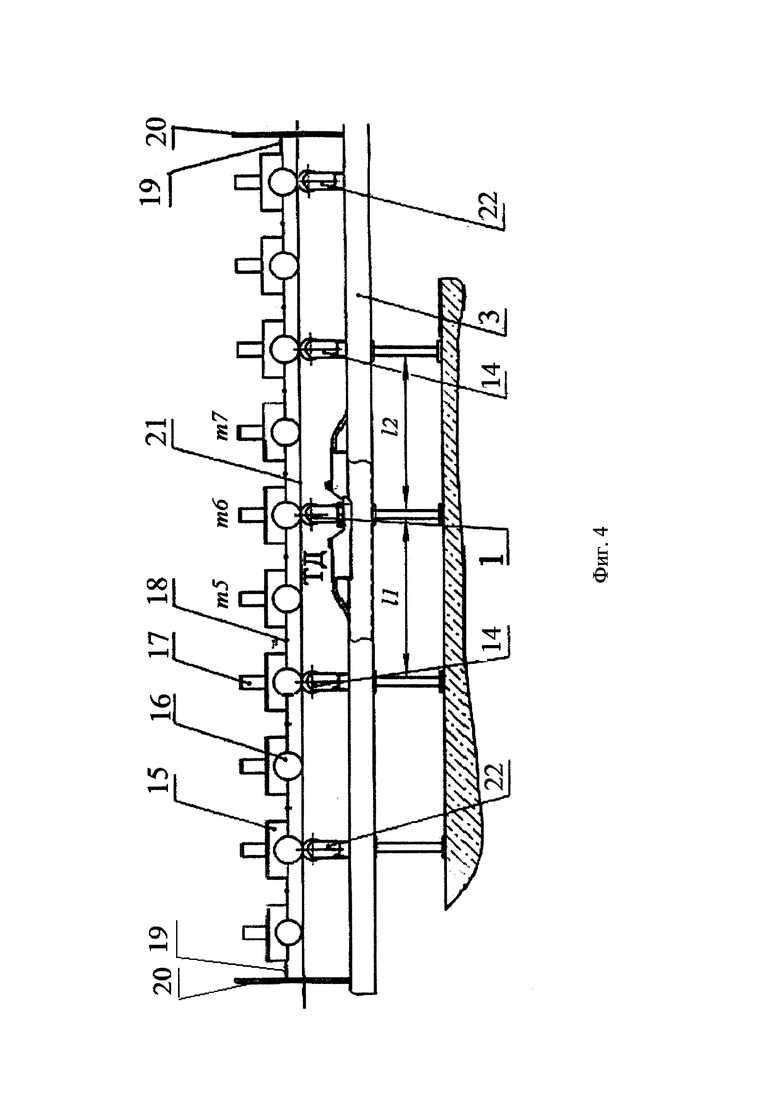
На Фиг. 4 показана установка калибровочного устройства над заявляемыми конвейерными весами, где 15 - калибровочная тележка; 16 - ролик (колесо) калибровочной тележки; 17 - калибровочные грузы; 18 - шарнирный узел; 19 - цепь; 20 - стойка; 21 - верхняя ветвь конвейерной ленты; 3 - став конвейера; 14 - неподвижные весовые роликоопоры; 1 - весовая роликоопора; 22 - штатные роликоопоры.
Конструкция заявляемых конвейерных весов (далее - весы) позволяет устанавливать их на любой ленточный конвейер независимо от ширины конвейерной ленты и использовать без всякой переделки лишь одну стандартную штатную роликоопору, устанавливаемую на два узла встройки датчика. В отличие от ближайшего аналога узлы встройки датчиков включены встречно друг к другу, имеют оригинальную конструкцию и крепятся к ставу конвейера сверху. Оба весовых датчика и датчик перемещения ленты подключены к блоку обработки информации (БОИ) без клеммной коробки, так как он находится рядом. БОИ осуществляет прием сигнала от двух датчиков веса и датчика перемещения и преобразование в цифровой результат производительности конвейера, суммарного расхода перемещаемого материла, плотности материала на ленте, скорости движения ленты. Информация с БОИ поступает на пульт оператора (ПО) и персональный компьютер, удаленные до 1000 м от конвейера.
В заявляемом устройстве конвейерных весов весовая роликоопора 1 установлена на два узла встройки датчиков 2, которые в свою очередь с помощью двух болтовых соединений крепятся на став конвейера 3. Платформенные датчики веса 4 и датчик перемещения ленты 6 подключены к блоку обработки информации (БОИ) 8, который устанавливается в пределах 10 метров от узлов встройки датчиков 2. Датчик перемещения ленты 6 установлен на нижней ветви ленты 7. Панель оператора 9 и персональный компьютер 11 могут быть удалены на расстояние до 1000 метров. Питание БОИ 8 осуществляется от блока автоматического выключателя 10. Заявляемое устройство конвейерных весов со встречным включением узлов встройки датчиков 2 позволяет использовать их при реверсивном движении конвейерной ленты 5.
Узлы встройки датчиков 2 устанавливаются на став конвейера 3, после чего на узлы встройки датчиков 2 устанавливается весовая роликооопора 1. На Фиг. 3. показано встречное включение узлов встройки датчиков 2, что позволяет компенсировать погрешности, возникающие от горизонтальной составляющей ударных воздействий транспортируемого груза.
Весовая зона (участок) 12 имеет длину 2000 мм, а измерительный участок 13 - длину 1000 мм (Фиг. 3). Весовая зона (участок) 12 - это расстояние между двумя неподвижными весовыми роликоопорами 14, равное 2000 мм, что необходимо для калибровки с помощью устройства калибровки конвейерных весов (УККВ) [RU 2284483]. Измерительный участок 13 составляет половину весовой зоны (участка) 12 и равен сумме половины расстояния между неподвижной весовой роликоопорой 14 слева и весовой роликоопорой 1 и половины расстояния между неподвижной весовой роликоопорой 14 справа и весовой роликоопорой 1.
С помощью струны (ленты) устанавливают по высоте центральные и боковые ролики на весовых (подвижных и неподвижных) роликоопорах и двух штатных роликоопорах, ограничивающих весовой участок 12 (Фиг. 4). Ролики на этих весовых и штатных роликоопорах, ограничивающих весовой участок, должны иметь радиальное биение в пределах 0,5-1 мм.
Конструкция грузоприемного устройства ГУ конвейерных весов в виде одной весовой роликоопоры 1 и двух узлов встройки датчиков 2 - условие необходимое, но недостаточное для эксплуатации устройства. Необходимо иметь хорошее калибровочное устройство, в качестве которого используется устройство калибровки конвейерных весов (УККВ) [RU 2284483]. Известное калибровочное устройство позволяет по 4-5 точкам шкалы (20, 40, 60, 80, 100%) провести линеаризацию шкалы весов, т.е. имеется возможность задавать 5 значений линейной плотности материала на ленте и корректировать показания конвейерных весов, добиваясь минимальной погрешности, а затем провести калибровку конвейерных весов при минимальной, средней и максимальной линейной плотности (кг/м) исходя из максимальной производительности конкретного конвейера.
Установка калибровочного устройства над конвейерными весами для проведения калибровки конвейерных весов с помощью УККВ показана на Фиг. 4. Весовая роликоопора 1 и две неподвижные весовые роликоопоры 14 ограничивают весовую зону (участок) 12 и измерительный участок 13. Калибровочное устройство имеет калибровочные тележки 15, которые опираются на ролики (колеса) 16, установленные симметрично продольной оси конвейера, расположенные цепью. Калибровочные тележки 15 соединяются между собой посредством шарнирных узлов 18. Калибровочные тележки 15 нагружаются калибровочными грузами 17. Необходимые линейные плотности q рассчитываются по формуле:
где: m5, m6, m7 - масса калибровочных тележек с массой калибровочных грузов класса M1 (М2) согласно ГОСТ 73328-2001 номиналами 1, 2, 5, 10, 20 кг; l1, l2 - расстояние между неподвижной весовой роликоопорой 14, весовой роликоопорой 1. После установки калибровочного устройства (УККВ) на конвейерную ленту над калибровочными цепь тележек закрепляется в натянутом состоянии с помощью цепи 19 между стойками 20, установленными на став конвейера 3 по обе стороны конвейерной ленты 21.
Каждая калибровочная тележка может задавать не менее пяти значений линейных q плотностей, кг/м.
Предлагаемые конвейерные весы обеспечивают следующее.
1. Повышение точности за счет
- возможности учитывать поток материла по всей ширине ленты за счет расположения двух датчиков веса по обеим сторонам конвейера;
- компенсации влияния горизонтальных составляющих нагрузки при встречной установке двух узлов встройки датчиков;
- суммирования не аналогового, а цифрового сигнала от датчиков веса.
2. Повышение надежности за счет максимального упрощения конструкции.
3. Снижение металлоемкости по сравнению с прежней конструкцией в зависимости от ширины ленты (500-2000 мм) в 3-10 раз.
4. Упрощение монтажа и сокращение времени настройки за счет исключения рычажных платформ, рычага масштабирования и контргрузов.
5. Возможность провести калибровку и поверку весов без использования взвешенного материала, если на предприятии отсутствуют вагонные или автомобильные весы среднего класса, с помощью устройства калибровки конвейерных весов (УККВ).
В заявляемом техническом решении удалось избежать недостатка за счет применения конструкции узлов встройки датчиков платформенного типа и, что особенно важно, за счет встречного включения датчика веса. В заявляемой конструкции используется один и тот же модуль узла встройки датчика для всей линейки конвейеров с шириной ленты от 400 мм до 2000 мм, при использовании одного типа платформенных датчиков. Выбор платформенного датчика веса производится по величине номинальной нагрузки.
Максимальная статическая нагрузка Еmax рассчитывается по формуле:

где:
Рл - вес одного погонного метра конвейерной ленты, кг;
Ррол - вес роликоопоры, кг;
q100% - максимальная линейная плотность материалов, кг/м;
L - длина измерительного участка, м;
n - количество датчиков, на которые опирается роликоопора, м.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство калибровки конвейерных весов | 2023 |
|
RU2814786C1 |
| УСТРОЙСТВО ДЛЯ ГРАДУИРОВКИ И ПОВЕРКИ КОНВЕЙЕРНЫХ ВЕСОВ | 2004 |
|
RU2284483C2 |
| КОНВЕЙЕРНЫЕ ВЕСЫ | 2002 |
|
RU2232979C2 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗМЕРЕНИЯ ВЕСА ПЕРЕМЕЩАЕМЫХ МАТЕРИАЛОВ НА ЛЕНТОЧНЫХ КОНВЕЙЕРАХ, СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ВЕСОВАЯ РОЛИКООПОРА ЛЕНТОЧНОГО КОНВЕЙЕРА | 2009 |
|
RU2401994C1 |
| СПОСОБ ГРАДУИРОВКИ И ПОВЕРКИ КОНВЕЙЕРНЫХ ВЕСОВ | 2005 |
|
RU2289798C1 |
| УСТРОЙСТВО ДЛЯ ДИНАМИЧЕСКОЙ КАЛИБРОВКИ КОНВЕЙЕРНЫХ ВЕСОВ | 2004 |
|
RU2361182C2 |
| КОНВЕЙЕРНЫЕ ВЕСЫ | 2005 |
|
RU2289797C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗМЕРЕНИЯ ВЕСА ГОРЯЧИХ СЫПУЧИХ МАТЕРИАЛОВ НА КОВШОВЫХ КОНВЕЙЕРАХ (ВАРИАНТЫ), СИСТЕМА ДЛЯ ИХ ОСУЩЕСТВЛЕНИЯ И КОНВЕЙЕРНЫЕ ВЕСЫ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 2009 |
|
RU2401995C1 |
| КОНВЕЙЕРНЫЕ ВЕСЫ | 2001 |
|
RU2193759C1 |
| Способ градуировки и поверки конвейерных весов | 1990 |
|
SU1824523A2 |
Изобретение относится к весоизмерительной технике и может быть использовано для взвешивания сыпучих материалов на ленточных конвейерах в различных отраслях промышленности при учете или дозировке. Устройство содержит весовую роликоопору, два узла встройки датчиков веса, при этом оба узла встройки включены встречно друг к другу и крепятся к ставу конвейера сверху. Оба весовых датчика и датчик перемещения ленты подключены к блоку обработки информации. Блок обработки информации (БОИ) осуществляет прием сигнала от двух датчиков веса и датчика перемещения и преобразование в цифровой результат производительности конвейера, суммарного расхода перемещаемого материла, плотности материала на ленте, скорости движения ленты. Информация с БОИ поступает на пульт оператора (ПО) и персональный компьютер, удаленные от конвейера. Технический результат заключается в упрощении конструкции, повышении точности, надежности измерений, снижении металлоемкости конструкции до минимума, т.е. только изготовлении двух узлов встройки датчиков. 4 ил. 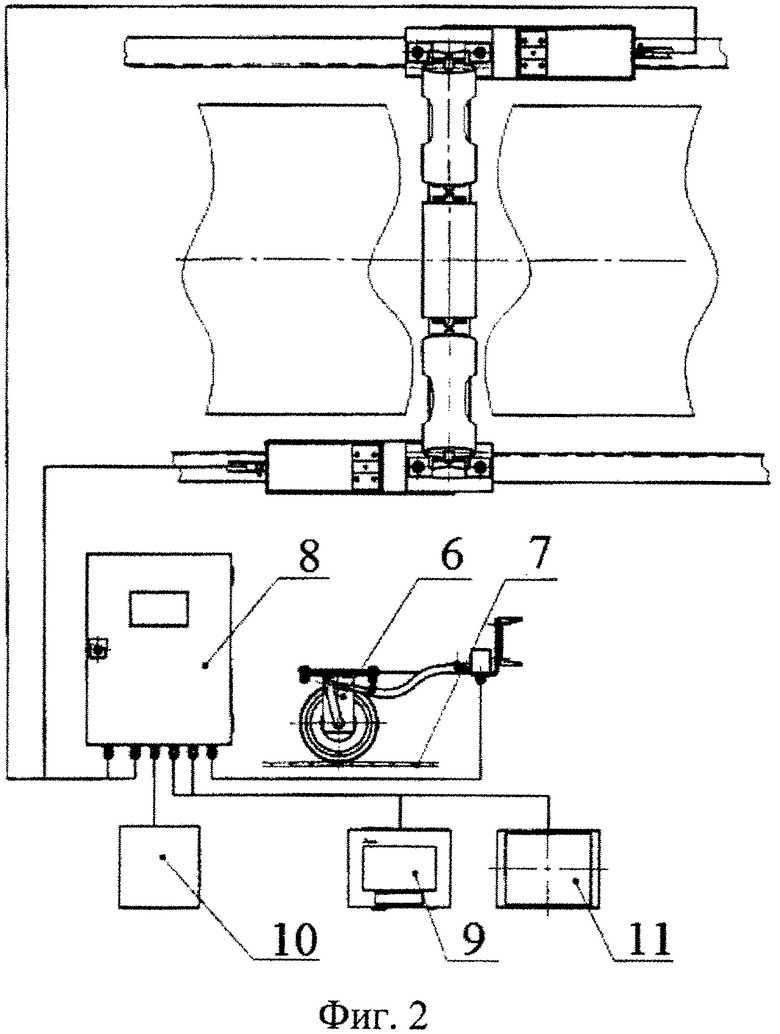
Конвейерные весы, содержащие весовую роликоопору, два узла встройки датчиков веса, подключенных к весовому контроллеру, отличающиеся тем, что в установленные встречно друг к другу в узлы встройки датчиков веса встроены платформенные датчики веса, включают блок обработки информации, при этом устройство выполнено с возможностью линеаризации шкалы и калибровки без взвешенного материала с помощью устройства калибровки конвейерных весов.
| Опорный башмак | 1959 |
|
SU129225A1 |
| КОНВЕЙЕРНЫЕ ВЕСЫ | 2005 |
|
RU2289797C1 |
| Гриф для гетеродинных музыкальных приборов | 1929 |
|
SU28544A1 |
| КОНВЕЙЕРНЫЕ ВЕСЫ | 2001 |
|
RU2193759C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗМЕРЕНИЯ ВЕСА ПЕРЕМЕЩАЕМЫХ МАТЕРИАЛОВ НА ЛЕНТОЧНЫХ КОНВЕЙЕРАХ, СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ВЕСОВАЯ РОЛИКООПОРА ЛЕНТОЧНОГО КОНВЕЙЕРА | 2009 |
|
RU2401994C1 |

