Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к горячему рулону для применения в трубопроводе и способу его изготовления, более конкретно, относится к горячему рулону, который пригоден для применения в трубопроводе для транспортирования природного газа и сырой нефти, и к способу его изготовления.
Уровень техники
[0002] В недавние годы во все большем масштабе возрастала важность трубопроводов как метода транспорта на длинные расстояния сырой нефти, природного газа и т.д. Кроме того, 1) для повышения производительности транспортирования путем увеличения давления и 2) для улучшения пригодности к монтажу в полевых условиях сокращением наружного диаметра и веса трубопровода все чаще применяют трубопровод, который имеет более высокую прочность. В настоящее время в практику были внедрены высокопрочные трубопроводы с параметрами вплоть до стандарта Х120 Американского Нефтяного Института (API) (предел прочности на растяжение 915 МПа или более). Эти высокопрочные трубопроводы в основном изготавливают UOE-методом (прессовой формовки из U-образной заготовки с экспандированием), методом формования на гибочных вальцах, JCOE-методом (формовки и автоматической дуговой сварки под слоем флюса) и т.д.
[0003] Однако, для применения при транспортировании на дальние расстояния по магистральному трубопроводу во многих случаях продолжается использование трубопроводов, соответствующих API-стандарту от Х60 до Х70. В качестве трубопровода, соответствующего стандартам от Х60 до Х70, благодаря их высокой пригодности для монтажа в полевых условиях, применяется главным образом спирально-шовная стальная труба и стальная труба, сваренная контактной сваркой сопротивлением.
[0004] В качестве материала, который используют для изготовления трубопровода, когда применяют UOE-метод, метод формования на гибочных вальцах или JCOE-метод для получения трубопровода, используют горячекатаную толстолистовую сталь, которая не намотана в форме рулона. С другой стороны, при изготовлении спирально-шовной стальной трубы или стальной трубы, сваренной контактной сваркой сопротивлением, используют горячекатаную толстолистовую сталь, которая была намотана в форме рулона. Здесь горячекатаная толстолистовая сталь, которая не намотана в форме рулона, будет называться «пластиной», тогда как горячекатаная толстолистовая сталь, которая намотана в форме рулона, будет называться «горячим рулоном».
[0005] Патентные документы (PLT) 1-10 описывают горячие рулоны, которые применяются для изготовления спирально-шовной стальной трубы или стальной трубы, сваренной контактной сваркой сопротивлением. Кроме того, Патентные документы (PLT) 11-14 описывают пластины, которые используются, когда для изготовления трубопровода привлекают UOE-метод, метод формования на гибочных вальцах или JCOE-метод.
[0006] Для трубопровода, по которому транспортируют сырую нефть, природный газ или другой горючий материал, конечно же, требуется надежность при обычной температуре, а также надежность при низких температурах, поскольку его применяют даже в арктических областях. Поэтому для пластины и горячего рулона, которые служат в качестве материалов для толстостенного трубопровода, требуются сокращение вариации прочности при обычной температуре и повышенная низкотемпературная ударная вязкость.
[0007] Пластины, которые описаны в Патентных документах 11-14, ввиду отсутствия стадии намотки в рулон, имеют больше степеней свободы в отношении условий охлаждения толстолистовой стали после горячей прокатки и могут обеспечивать стабильные, однородные структуры стали. Кроме того, поскольку отсутствует стадия намотки в рулон, может быть затрачено достаточное время для выдерживания толстолистовых сталей в диапазоне температур рекристаллизации между черновой прокаткой и чистовой прокаткой, так что благодаря этому также может быть стабильно получена желательная структура стали. В результате этого пластины, которые описаны в Патентных документах 11-14, проявляют малое отклонение от прочности при обычной температуре и также имеют превосходные характеристики низкотемпературной ударной вязкости.
[0008] С другой стороны, горячие рулоны, которые описаны в Патентных документах 1-10, в недостаточной степени проявляют сокращение отклонения от прочности при обычной температуре и, к тому же, характеризуются недостаточным улучшением низкотемпературной ударной вязкости. Патентные документы 1-10 описывают методы охлаждения толстолистовой стали после горячей прокатки с тем, чтобы сократить отклонение от прочности горячих рулонов и повысить низкотемпературную ударную вязкость. В частности, Патентные документы 1-2 и 6-9 описывают охлаждение толстолистовой стали после горячей прокатки в многочисленных стадиях. Однако при изготовлении горячего рулона имеется стадия намотки в рулон, и горячую прокатку и чистовую прокатку выполняют последовательно, так что ограничения в отношении производственных условий становятся более жесткими. Поэтому только усовершенствованиями метода охлаждения, которые описаны в Патентных документах 1-10, желательная структура стали не была получена, и было затруднительно получить горячий рулон с малым отклонением от прочности при обычной температуре и превосходной низкотемпературной ударной вязкостью.
Список цитированной литературы
Патентная литература
[0009] Патентный документ 1: публикация патента Японии № 2010-174342A
Патентный документ 2: публикация патента Японии № 2010-174343A
Патентный документ 3: публикация патента Японии № 2010-196155A
Патентный документ 4: публикация патента Японии № 2010-196156A
Патентный документ 5: публикация патента Японии № 2010-196157A
Патентный документ 6: публикация патента Японии № 2010-196160A
Патентный документ 7: публикация патента Японии № 2010-196161A
Патентный документ 8: публикация патента Японии № 2010-196163A
Патентный документ 9: публикация патента Японии № 2010-196164A
Патентный документ 10: публикация патента Японии № 2010-196165A
Патентный документ 11: публикация патента Японии № 2011-195883A
Патентный документ 12: публикация патента Японии № 2008-248384A
Патентный документ 13: WO2010/052926A
Патентный документ 14: публикация патента Японии № 2008-163456A
Сущность изобретения
Техническая проблема
[0010] Настоящее изобретение имеет своей целью создание горячего рулона для применения в трубопроводе, который может сократить отклонение от прочности при обычной температуре и улучшить низкотемпературную ударную вязкость, несмотря на многочисленные ограничения в отношении производственных условий вследствие стадии намотки в рулон, и создание способа его изготовления. Следует отметить, что «прочность при обычной температуре» означает предел прочности на растяжение (TS), предел текучести, отношение предела текучести к пределу прочности на растяжение и твердость при обычной температуре.
Разрешение проблемы
[0011] Авторы настоящего изобретения провели углубленное исследование и получили следующие вновь найденные факты:
а) Для сокращения отклонения от прочности при обычной температуре эффективный размер кристаллических зерен толстолистовой стали, которая образует горячий рулон, должен быть сделан равным 10 мкм или менее, затем структура матрицы должна быть сделана однородной по направлению толщины и в продольном направлении. То есть, будет недостаточным, если, как в прошлом, только сделана однородной по направлению толщины и в продольном направлении структура матрицы толстолистовой стали, которая образует горячий рулон.
b) Низкотемпературная ударная вязкость также повышается, если сделать эффективный размер кристаллических зерен структуры стали равным 10 мкм или менее, затем довести сумму долей площади бейнита и игольчатого феррита в структуре матрицы до предварительно заданного значения или большего.
с) Чтобы сделать эффективный размер кристаллических зерен структуры стали равным 10 мкм или менее, необходимо вызвать достаточную рекристаллизацию черновой прокаткой в ходе горячей прокатки. По этой причине при изготовлении горячего рулона со стадией намотки в рулон необходимо выдержать толстолистовую сталь в середине горячей прокатки в течение предварительно заданного времени по меньшей мере однократно между проходами прокатки в диапазоне температур рекристаллизации.
d) Чтобы сделать структуру матрицы однородной по направлению толщины и в продольном направлении, необходимо охлаждать толстолистовую сталь после горячей прокатки в многочисленных стадиях.
е) Для сокращения вариации прочности при обычной температуре необходимо обеспечить предварительно заданное или меньшее значение эффективного размера кристаллических зерен структуры стали и сделать структуру матрицы однородной по направлению толщины и в продольном направлении. Поэтому всего лишь двухстадийное охлаждение, подобно прошлому варианту, является недостаточным. Необходимы как двухстадийное охлаждение, так и выдерживание толстолистовой стали в середине горячей прокатки между проходами прокатки в диапазоне температур рекристаллизации.
[0012] Настоящее изобретение было выполнено на основе вышеуказанных найденных фактов, и его сущностью является следующее:
(1) Горячий рулон для применения в трубопроводе, который имеет химический состав, в котором содержится, в % по массе:
C: от 0,03 до 0,10%,
Si: от 0,01 до 0,50%,
Mn: от 0,5 до 2,5%,
P: от 0,001 до 0,03%,
S: от 0,0001 до 0,0030%,
Nb: от 0,0001 до 0,2%,
Al: от 0,0001 до 0,05%,
Ti: от 0,0001 до 0,030% и
B: от 0,0001 до 0,0005%
и в котором остальное количество приходится на железо и неизбежные загрязняющие примеси, который имеет структуру стали в центре толщины пластины с эффективным размером кристаллических зерен от 2 до 10 мкм, который имеет сумму долей площади бейнита и игольчатого феррита от 60 до 99%, который имеет абсолютное значение А-В от 0 до 30%, когда обозначают суммы долей площади бейнита и игольчатого феррита на любых двух участках как соответственно А и В, который имеет толщину пластины от 7 до 25 мм и который имеет предел TS прочности на растяжение по направлению ширины от 400 до 700 МПа.
[0013] (2) Горячий рулон для применения в трубопроводе, как изложено в вышеуказанном пункте (1), отличающийся тем, что горячий рулон дополнительно содержит, в % по массе, один элемент или более из
Cu: от 0,01 до 0,5%,
Ni: от 0,01 до 1,0%,
Cr: от 0,01 до 1,0%,
Mo: от 0,01 до 1,0%,
V: от 0,001 до 0,10%,
W: от 0,0001 до 0,5%,
Zr: от 0,0001 до 0,050%,
Ta: от 0,0001 до 0,050%,
Mg: от 0,0001 до 0,010%,
Ca: от 0,0001 до 0,005%,
Редкоземельные металлы (REM): от 0,0001 до 0,005%,
Y: от 0,0001 до 0,005%,
Hf: от 0,0001 до 0,005% и
Re: от 0,0001 до 0,005%.
[0014] (3) Способ получения горячего рулона для применения в трубопроводе, отличающийся тем, что проводят нагрев стального сляба, который имеет химический состав, в котором содержится, в % по массе,
C: от 0,03 до 0,10%,
Si: от 0,01 до 0,50%,
Mn: от 0,5 до 2,5%,
P: от 0,001 до 0,03%,
S: от 0,0001 до 0,0030%,
Nb: от 0,0001 до 0,2%,
Al: от 0,0001 до 0,05%,
Ti: от 0,0001 до 0,030% и
B: от 0,0001 до 0,0005% и
в котором остальное количество приходится на железо и неизбежные загрязняющие примеси, до температуры от 1000 до 1250°С, затем выполняют его горячую прокатку, во время которой обеспечивают коэффициент обжатия от 1,9 до 4,0 в диапазоне температур рекристаллизации, и выдерживают толстолистовую сталь в середине горячей прокатки по меньшей мере однократно между проходами прокатки в диапазоне температур рекристаллизации в течение от 100 до 500 секунд, и проводят охлаждение полученной горячекатаной толстолистовой стали, разделенное на предварительную стадию и заключительную стадию, во время которых, в предварительной стадии охлаждения, выполняют охлаждение со скоростью охлаждения от 0,5 до 15°С/сек в центральной части толщины пластины горячекатаной толстолистовой стали, пока температура поверхности горячекатаной толстолистовой стали не достигнет 600°С от начальной температуры охлаждения в предварительной стадии, и, в заключительной стадии охлаждения, проводят охлаждение со скоростью охлаждения, которая является более быстрой, чем в предварительной стадии, в центральной части толщины пластины горячекатаной толстолистовой стали.
[0015] (4) Способ получения горячего рулона для применения в трубопроводе, как изложено в вышеуказанном пункте (3), отличающийся тем, что стальной сляб дополнительно содержит один или более элементов, в % по массе, из
Cu: от 0,01 до 0,5%,
Ni: от 0,01 до 1,0%,
Cr: от 0,01 до 1,0%,
Mo: от 0,01 до 1,0%,
V: от 0,001 до 0,10%,
W: от 0,0001 до 0,5%,
Zr: от 0,0001 до 0,050%,
Ta: от 0,0001 до 0,050%,
Mg: от 0,0001 до 0,010%,
Ca: от 0,0001 до 0,005%,
REM: от 0,0001 до 0,005%,
Y: от 0,0001 до 0,005%,
Hf: от 0,0001 до 0,005% и
Re: от 0,0001 до 0,005%.
[0016] (5) Способ получения горячего рулона для применения в трубопроводе, как изложено в вышеуказанных пунктах (3) или (4), отличающийся тем, что горячую прокатку проводят в нерекристаллизационном диапазоне температур с коэффициентом обжатия от 2,5 до 4,0.
[0017] (6) Способ получения горячего рулона для применения в трубопроводе, как изложено в вышеуказанных пунктах (3) или (4), отличающийся тем, что начинают предварительную стадию охлаждения от температуры в диапазоне от 800 до 850°С и выполняют охлаждение через диапазон температур от 800 до 600°С со скоростью охлаждения в центральной части толщины пластины от 0,5 до 10°С/сек.
[0018] (7) Способ получения горячего рулона для применения в трубопроводе, как изложено в вышеуказанном пункте (5), отличающийся тем, что начинают предварительную стадию охлаждения от температуры в диапазоне от 800 до 850°С и выполняют охлаждение через диапазон температур от 800 до 600°С со скоростью охлаждения в центральной части толщины пластины от 0,5 до 10°С/сек.
[0019] (8) Способ получения горячего рулона для применения в трубопроводе, как изложено в вышеуказанных пунктах (3) или (4), отличающийся тем, что проводят намотку в рулон толстолистовой стали, после заключительной стадии охлаждения, при температуре от 450 до 600°С.
[0020] (9) Способ получения горячего рулона для применения в трубопроводе, как изложено в вышеуказанном пункте (5), отличающийся тем, что проводят намотку в рулон толстолистовой стали, после заключительной стадии охлаждения, при температуре от 450 до 600°С.
[0021] (10) Способ получения горячего рулона для применения в трубопроводе, как изложено в вышеуказанном пункте (6), отличающийся тем, что проводят намотку в рулон толстолистовой стали, после заключительной стадии охлаждения, при температуре от 450 до 600°С.
[0022] (11) Способ получения горячего рулона для применения в трубопроводе, как изложено в вышеуказанном пункте (7), отличающийся тем, что проводят намотку в рулон толстолистовой стали, после заключительной стадии охлаждения, при температуре от 450 до 600°С.
Выгодные эффекты изобретения
[0023] Согласно настоящему изобретению, созданием эффективного размера кристаллических зерен с предварительно заданным или меньшим значением и затем формированием однородной заданной структуры матрицы между поверхностью и центром по толщине пластины возможно создание горячего рулона для применения в трубопроводе, который имеет малое отклонение от прочности при обычной температуре и который имеет превосходные характеристики низкотемпературной ударной вязкости. Кроме того, выдерживанием толстолистовой стали в середине горячей прокатки между проходами прокатки в диапазоне температур рекристаллизации и охлаждением толстолистовой стали после горячей прокатки в две стадии возможно создание способа получения горячего рулона для применения в трубопроводе, который проявляет малое отклонение от прочности при обычной температуре и имеет превосходные характеристики низкотемпературной ударной вязкости, несмотря на то, что требуется намотка в горячий рулон.
Краткое описание чертежей
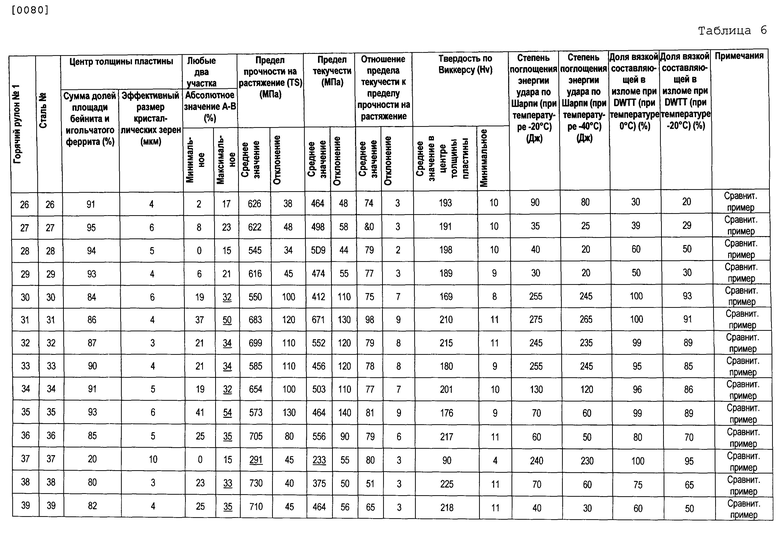
[0024] Фиг.1 представляет вид, который показывает взаимосвязь между суммой долей площади бейнита и игольчатого феррита и степенью поглощения энергии удара в испытании по Шарпи при температуре -20°С для горячего рулона с толщиной пластины 16 мм.
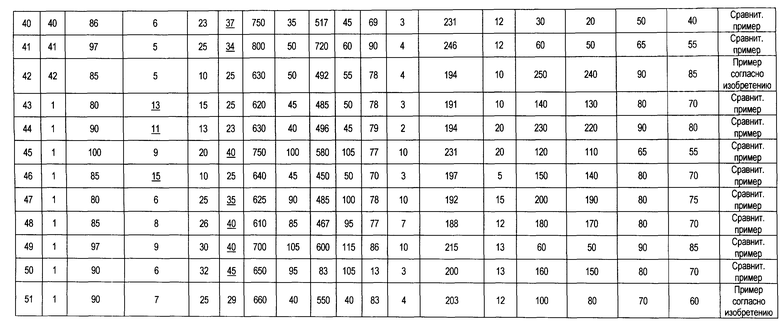
Фиг.2 представляет вид, который показывает влияния, оказываемые способом охлаждения на отклонение твердости толстолистовой стали по направлению толщины.
Описание вариантов осуществления изобретения
[0025] Будут разъяснены структура стали, форма и характеристики горячего рулона для применения в трубопроводе согласно настоящему изобретению.
[0026] (Структура стали в центральной части толщины пластины: эффективный размер кристаллических зерен от 2 до 10 мкм)
Для получения желательных характеристик горячий рулон для применения в трубопроводе согласно настоящему изобретению, прежде всего, должен иметь центральную часть по толщине пластины с эффективным размером кристаллических зерен в диапазоне от 2 до 10 мкм. Если центральная часть толщины пластины имеет эффективный размер кристаллических зерен структуры стали, который превышает 10 мкм, не может быть получен эффект измельчения кристаллических зерен, и желательные характеристики не могут быть достигнуты, независимо от того, какой сделана структура матрицы. Размер предпочтительно составляет 7 мкм или менее. С другой стороны, даже если сделать эффективный размер кристаллических зерен структуры стали в центральной части толщины пластины меньше 2 мкм, эффект измельчения кристаллических зерен приходит к насыщению. Размер предпочтительно делают равным 3 мкм или более. Следует отметить, что эффективный размер кристаллических зерен структуры стали определяется диаметром эквивалентной окружности в области, окруженной границей, которая имеет разность ориентаций кристаллов 15° или более, по измерению с использованием EBSP (картина дифракции обратно отраженных электронов).
[0027] (Структура стали в центральной части толщины пластин: сумма долей площади бейнита и игольчатого феррита от 60 до 99%)
Как было разъяснено выше, чтобы получить желательные характеристики горячего рулона для применения в трубопроводе, эффективный размер кристаллических зерен должен быть сделан составляющим от 2 до 10 мкм, затем должна быть обеспечена сумма долей площади бейнита и игольчатого феррита в структуре матрицы в центральной части толщины пластины от 60 до 99%. Если сумма долей площади бейнита и игольчатого феррита составляет менее 60%, степень поглощения энергии удара по Шарпи при температуре -20°С горячего рулона становится меньше 150 Дж, доля вязкой составляющей в изломе при DWTT (Испытании на разрыв падающим грузом) при температуре 0°С становится меньшей, чем 85%, и низкотемпературная ударная вязкость, которая требуется при изготовлении трубопровода, не может быть обеспечена. Фиг.1 представляет вид, который показывает взаимосвязь между суммой долей площади бейнита и игольчатого феррита и степенью поглощения энергии удара по Шарпи при температуре -20°С в горячем рулоне с толщиной пластины 16 мм. Как очевидно из фиг.1, степень поглощения энергии удара по Шарпи при температуре -20°С резко падает, если сумма долей площади бейнита и игольчатого феррита становится меньше 60%.
[0028] Кроме того, чтобы довести степень поглощения энергии удара по Шарпи горячего рулона при температуре -40°С до уровня 200 Дж или более и сделать долю вязкой составляющей в изломе при DWTT (Испытании на разрыв падающим грузом) при температуре -20°С равной 85% или более, сумму долей площади бейнита и игольчатого феррита предпочтительно регулируют на 80% или более. С другой стороны, чем выше сумма долей площади бейнита и игольчатого феррита, тем лучше, но горячий рулон может содержать цементит или перлит, или другие неизбежные структуры стали, так что верхний предел суммы долей площади бейнита и игольчатого феррита приведен при значении 99%. Следует отметить, что бейнит представляет собой структуру, состоящую из карбидов, выделившихся между реечным или гранулярным ферритом, или карбидов, выделившихся в реечных структурах. С другой стороны, структура, где карбиды не создают выделившихся фаз между реечными структурами или в реечных структурах, называется «мартенситом» и тем отличается от бейнита.
[0029] (Абсолютное значение А-В от 0 до 30%, когда сумма долей площади бейнита и игольчатого феррита на любых двух участках обозначается соответственно как А и В)
Как правило, структура матрицы горячего рулона для применения в трубопроводе варьирует по направлению толщины и в продольном направлении. Для повышения надежности трубопровода необходимо сделать структуру матрицы горячего рулона, который используют для изготовления трубопровода, однородной по направлению толщины и в продольном направлении. То есть, необходимо уменьшить различие в структуре матрицы на любых двух участках. Здесь абсолютное значение А-В определяют, когда обозначают суммы долей площади бейнита и игольчатого феррита на любых двух участках соответственно как А и В, соответственно. Если абсолютное значение А-В превышает 30%, это означает, что горячий рулон для применения в трубопроводе проявляет значительные вариации структуры матрицы по направлению толщины и в продольном направлении. Если это отклонение велико, горячий рулон для применения в трубопроводе проявляет отклонение от прочности при обычной температуре, и в результате этого снижается надежность по толщине листа трубопровода. Поэтому абсолютное значение А-В регулируют на 30% или менее. Предпочтительно его устанавливают на 20% или менее. С другой стороны, нижний предел абсолютного значения А-В установлен равным 0%. Абсолютное значение А-В, составляющее 0%, показывает отсутствие отклонения.
[0030] (Толщина пластины: от 7 до 25 мм)
Если толщина пластины составляет менее 7 мм, то даже в традиционном способе изготовления горячего рулона абсолютное значение А-В становится варьирующим в диапазоне от 0 до 30%. Однако, если толщина пластины составляет 7 мм или более, то удержать абсолютное значение А-В в вышеуказанном диапазоне нельзя без разъясняемого позже способа изготовления согласно настоящему изобретению. В частности, это заметно, если толщина пластины составляет 10 мм или более. С другой стороны, если толщина пластины составляет более 25 мм, невозможна намотка в рулон. Поэтому толщину пластины горячего рулона согласно настоящему изобретению выдерживают в диапазоне от 7 до 25 мм. Предпочтительно она варьирует в диапазоне от 10 до 25 мм.
[0031] (Предел прочности TS на растяжение по направлению ширины: от 400 до 700 МПа)
Горячий рулон для применения в трубопроводе согласно настоящему изобретению представляет собой материал для изготовления трубопровода, соответствующего стандартам API от Х60 до Х70 - типам, которые применяются в большинстве магистральных трубопроводов для транспортирования на дальние расстояния. Поэтому, для соблюдения стандартов API от Х60 до Х70 предел прочности TS на растяжение по направлению ширины должен быть сделан с величиной от 400 до 700 МПа.
[0032] Далее будет разъяснен способ изготовления горячего рулона для применения в трубопроводе для получения желательной структуры стали.
[0033] Горячий рулон для применения в трубопроводе согласно настоящему изобретению получают горячей прокаткой стального сляба, который имеет предварительно заданный химический состав. Способ изготовления стального сляба может представлять собой способ непрерывного литья или способ разливки в слитки. Следует отметить, что химический состав будет разъяснен позже.
[0034] (Температура повторного нагрева стального сляба: от 1000 до 1250°С)
Если температура повторного нагрева стального сляба составляет менее 1000°С, то во время горячей прокатки продолжительность нахождения в диапазоне температур рекристаллизации становится короткой, и во время горячей прокатки не может быть обеспечена достаточная рекристаллизация толстолистовой стали. С другой стороны, если температура превышает 1250°С, укрупняются аустенитные зерна. Поэтому температуру нагрева стального сляба регулируют на диапазон от 1000 до 1250°С.
[0035] (Коэффициент обжатия в диапазоне температур рекристаллизации: от 1,9 до 4,0)
Если коэффициент обжатия в диапазоне температур рекристаллизации составляет менее 1,9, то независимо от того, насколько долго толстолистовую сталь выдерживают в середине горячей прокатки между проходами прокатки в диапазоне температур рекристаллизации, эффективный размер кристаллических зерен в структуре стали не может быть сделан равным 10 мкм или менее. Коэффициент предпочтительно составляет 2,5 или более. Это обуславливается тем, что можно сократить продолжительность выдерживания толстолистовой стали в середине горячей прокатки между проходами прокатки в диапазоне температур рекристаллизации. С другой стороны, даже если коэффициент превышает 4,0, степень рекристаллизации после прокатки достигает насыщения. Коэффициент предпочтительно составляет 3,6 или менее. Это обусловлено тем, что даже если коэффициент обжатия составляет 3,6, может быть достигнута рекристаллизация на уровне, по существу не создающем проблем.
[0036] (Выдерживание толстолистовой стали в середине горячей прокатки: от 100 до 500 секунд по меньшей мере однократно между проходами прокатки в диапазоне температур рекристаллизации)
Если толщина пластины после чистовой прокатки, то есть толщина пластины горячего рулона, составляет менее 7 мм, то даже если не предусматривать продолжительность выдерживания при черновой прокатке и вместо этого непрерывно выполнять чистовую прокатку, можно содействовать рекристаллизации и обеспечивать степень обжатия в нерекристаллизационном диапазоне. В результате этого эффективный размер кристаллических зерен в структуре стали может быть сделан равным 10 мкм или менее.
[0037] Если же стальной сляб выдерживают между проходами черновой прокатки, то падает производительность, так что в прошлом на практике сокращали продолжительность остановки между проходами настолько, насколько возможно. Однако, когда, подобно горячему рулону согласно настоящему изобретению, толщина пластины составляет 7 мм или более, то если не останавливать толстолистовую сталь в середине горячей прокатки на 100 секунд или более между проходами прокатки в диапазоне температур рекристаллизации, невозможно обеспечить достаточную рекристаллизацию аустенита. Кроме того, также не может быть сделана достаточной степень обжатия в чистовой прокатке. Поэтому для получения горячего рулона с толщиной пластины от 7 до 25 мм в пределах области настоящего изобретения необходимо выдерживать толстолистовую сталь в течение 100 секунд или более по меньшей мере однократно между проходами прокатки в середине черновой прокатки в диапазоне температур рекристаллизации. Эту остановку необходимо делать предпочтительно в течение 120 секунд или более. Кроме того, температурный диапазон для выдерживания предпочтительно составляет менее 1000°С. Если выдерживать толстолистовую сталь при температуре 1000°С или более, усиливается рост зерен после рекристаллизации, и ухудшается низкотемпературная ударная вязкость. Кроме того, при выполнении остальных проходов черновой прокатки после выдерживания и затем проведении чистовой прокатки также в достаточной мере обеспечивается степень обжатия в нерекристаллизационном диапазоне температур. В результате этого можно получить эффективный размер кристаллических зерен толстолистовой стали после намотки в рулон, то есть эффективный размер кристаллических зерен горячего рулона для применения в трубопроводе, на уровне 10 мкм или менее. С другой стороны, даже если продолжительность выдерживания в расчете на остановку составляет 500 секунд или более, сразу же резко падает температура толстолистовой стали в середине горячей прокатки. Степень рекристаллизации становится насыщенной. Поэтому продолжительность выдерживания в расчете на остановку регулируют на 500 секунд или менее. Предпочтительно она составляет 400 секунд или менее. Следует отметить, что продолжительность выдерживания в ходе прокатки, где толстолистовую сталь в середине горячей прокатки не останавливают, составляет 0 секунд.
[0038] Кроме того, в способе изготовления, который разъясняется далее, сумма долей площади бейнита и игольчатого феррита в структуре матрицы может быть сделана равномерной по направлению толщины и в продольном направлении. То есть, абсолютное значение А-В, когда суммы долей площади бейнита и игольчатого феррита на любых двух участках соответственно обозначают как А и В, может быть обеспечено в диапазоне от 0 до 30%.
[0039] Если охлаждение толстолистовой стали проводят однократно после горячей прокатки и перед намоткой в рулон, структура матрицы варьирует как по направлению толщины, так и в продольном направлении. В результате этого твердость горячего рулона, полученного намоткой толстолистовой стали, варьирует как по направлению толщины, так и в продольном направлении. В частности, отклонение по направлению толщины является большим. Когда охлаждение толстолистовой стали проводят в водной среде, водная среда закипает. Состояние кипения становится пленочным кипением, когда температура поверхности толстолистовой стали является высокой, и становится пузырьковым кипением, когда температура поверхности толстолистовой стали низка. Когда водная среда кипит в состоянии либо пузырькового кипения, либо пленочного кипения, толстолистовая сталь стабильно охлаждается. Поэтому, даже если охлаждение толстолистовой стали проводят однократно, то если происходит мгновенное изменение от пленочного кипения до пузырькового кипения, толстолистовая сталь может охлаждаться равномерно. Однако, если охлаждение стальной пластины проводят однократно, толстолистовая сталь охлаждается в пределах температурного диапазона, создающего переходный режим кипения, где смешиваются как пузырьковое кипение, так и пленочное кипение. Если охлаждать толстолистовую сталь в течение длительного времени в состоянии переходного режима кипения, охлаждение толстолистовой стали будет нестабильным, и, в результате этого, структура стали будет варьировать по направлению толщины и в продольном направлении толстолистовой стали. Поэтому толстолистовая сталь должна проходить через температурный диапазон переходного режима кипения за короткое время так, чтобы толстолистовая сталь не охлаждалась в течение длительного времени в состоянии переходного режима кипения, и охлаждение толстолистовой стали после горячей прокатки подразделяют на предварительную стадию и заключительную стадию.
[0040] Фиг.2 представляет вид, который показывает влияния, оказываемые способом охлаждения на отклонение твердости толстолистовой стали по направлению толщины. Как ясно из фиг.2, если охлаждение толстолистовой стали когда-нибудь происходит со скоростью охлаждения в центре толщины пластины 5°С/сек, твердость толстолистовой стали возрастает вблизи поверхностного слоя, и твердость не становится постоянной по направлению толщины, но варьирует. С другой стороны, если выполняют двухстадийное охлаждение, твердость становится постоянной по направлению толщины и не варьирует. Изменение твердости обуславливается вариацией структуры матрицы, так что выяснилось, что двухстадийное охлаждение является эффективным в сокращении вариации структуры матрицы по направлению толщины. Следует отметить, что такое явление также имеет место в продольном направлении толстолистовой стали.
[0041] Более конкретно, при охлаждении следующим путем в условиях двухстадийного охлаждения с предварительной стадией и заключительной стадией можно сократить вариацию структуры матрицы по направлению толщины и в продольном направлении.
[0042] Скорость охлаждения в предварительной стадии должна быть отрегулирована на скорость охлаждения от 0,5 до 15°С/сек в центральной части толщины пластины горячекатаной толстолистовой стали, пока температура поверхности горячекатаной толстолистовой стали не изменится от начальной температуры в предварительной стадии охлаждения до температуры 600°С. В температурном диапазоне, где температура поверхности горячекатаной толстолистовой стали изменяется от начальной температуры в предварительной стадии охлаждения до температуры 600°С, водная среда будет кипеть в режиме пузырькового кипения, и переходный режим кипения не будет возникать. Поэтому продолжительность охлаждения горячекатаной толстолистовой стали в этом температурном диапазоне не должна особенно сокращаться, так что скорость охлаждения центральной части толщины пластины не должна превышать 10°С/сек. Кроме того, если скорость охлаждения превышает 15°С/сек, происходит мартенситное превращение, и формирование бейнита подавляется. С этой точки зрения также благоприятным является регулирование скорости охлаждения на 15°С/сек или менее. Предпочтительно ее регулируют на 8°С/сек или менее. С другой стороны, если скорость охлаждения составляет менее 0,5°С/сек, затрачивается слишком много времени, пока температура поверхности горячекатаной толстолистовой стали не достигнет 600°С, и снижается производительность. Поэтому скорость охлаждения центральной части толщины пластины должна быть отрегулирована на 0,5°С/сек или более. Предпочтительно ее устанавливают на 3°С/сек или более. Следует отметить, что диапазон от 0,5 до 15°С/сек представляет скорость охлаждения центральной части толщины пластины горячекатаной толстолистовой стали, но если ее преобразовать в скорость охлаждения поверхности горячекатаной толстолистовой стали, то она составляет от 1,0 до 30°С/сек.
[0043] Скорость охлаждения в заключительной стадии должна быть более высокой, чем в предварительной стадии, в центральной части толщины пластины горячекатаной толстолистовой стали. В результате предварительной стадии охлаждения на заключительную стадию охлаждения поступает горячекатаная толстолистовая сталь с температурой поверхности менее 600°С. Если скорость охлаждения в центральной части толщины пластины горячекатаной толстолистовой стали на заключительной стадии является более медленной, чем в предварительной стадии, то когда охлаждение переходит из предварительной стадии в заключительную стадию, пузырьковое кипение не может гладко измениться на пленочное кипение, и возникает переходный режим кипения. В результате этого толстолистовая сталь не может равномерно охлаждаться, и структура матрицы горячекатаной толстолистовой стали варьирует по направлению толщины и в продольном направлении. Это происходит, если поверхность горячекатаной толстолистовой стали имеет температуру от 450 до 600°С и возникает переходный режим кипения. Предпочтительную скорость охлаждения в заключительной стадии представляет диапазон от 40 до 80°С/сек на поверхности толстолистовой стали. Более предпочтительным является диапазон от 50 до 80°С/сек, еще более предпочтительным диапазон от 60 до 80°С/сек. Если преобразовать эти диапазоны скоростей охлаждения в скорость охлаждения в центральной части толщины пластины, то они становятся составляющими диапазоны от 10 до 40°С/сек, от 15 до 40°С/сек и от 20 до 40°С/сек.
[0044] Кроме того, в обоих случаях предварительной стадии и заключительной стадии, водную среду подают на поверхность толстолистовой стали как по направлению действия силы тяжести, так и против направления силы тяжести, но количества подаваемой водной среды по направлению силы тяжести и против направления силы тяжести удовлетворяют следующему соотношению:
Qg/Qc = от 1 до 10,
где Qg: количество подаваемой водной среды по направлению силы тяжести (м3/сек),
Qc: количество подаваемой водной среды против направления силы тяжести (м3/сек).
[0045] Для дополнительного улучшения характеристик горячего рулона для применения в трубопроводе согласно настоящему изобретению он может быть изготовлен в следующих условиях.
[0046] Коэффициент обжатия в нерекристаллизационном температурном диапазоне предпочтительно составляет от 2,5 до 4,0. Это обусловлено тем, что, если коэффициент обжатия в нерекристаллизационном температурном диапазоне составляет 2,5 или более, эффективный размер кристаллических зерен может быть дополнительно сокращен и доведен до 10 мкм или менее. С другой стороны, даже если он превышает 4,0, изменение эффективного размера кристаллических зерен не происходит.
[0047] Предварительную стадию охлаждения предпочтительно начинают при температуре от 800 до 850°С, и скорость охлаждения в предварительной стадии предпочтительно регулируют на диапазон от 0,5 до 10°С/сек в центральной части по толщине пластины в температурном диапазоне поверхностной температуры горячекатаной толстолистовой стали от 800°С до 600°С. Это обуславливается тем, что при выдерживании начальной температуры охлаждения в предварительной стадии от 800 до 850°С можно сформировать феррит, и отношение предела текучести к пределу прочности на растяжение толстолистовой стали снижается, и улучшается деформируемость.
[0048] Температуру намотки в рулон после заключительной стадии охлаждения предпочтительно регулируют на диапазон от 450 до 600°С. Это обуславливается тем, что можно дополнительно повысить долю площади суммы бейнита и игольчатого феррита и можно дополнительно улучшить низкотемпературную ударную вязкость.
[0049] Далее будет разъяснен химический состав горячего рулона для применения в трубопроводе согласно настоящему изобретению. Следует отметить, что при разъяснении химического состава, если конкретно не оговорено иное, символ «%» должен означать «% по массе».
[0050] (С: от 0,03 до 0,10%)
Углерод (С) представляет собой элемент, который является существенным, как основной элемент, который повышает прочность базового материала в стали. Поэтому необходимо добавление 0,03% или более. С другой стороны, избыточное добавление, превышающее 0,10%, вызывает снижение свариваемости и ударной вязкости стального материала, так что верхний предел устанавливают на 0,10%.
[0051] (Si: от 0,01 до 0,50%)
Кремний (Si) представляет собой элемент, который требуется в качестве раскисляющего элемента во время выплавки стали. В сталь должно быть добавлено 0,01% или более. С другой стороны, если содержание превышает 0,50%, то при сварке толстолистовой стали для изготовления трубопровода падает ударная вязкость зоны термического влияния (HAZ), так что верхний предел регулируют на 0,50%.
[0052] (Mn: от 0,5 до 2,5%)
Марганец (Mn) представляет собой элемент, который требуется для обеспечения прочности и ударной вязкости базового материала. Если содержание Mn превышает 2,5%, то при сварке толстолистовой стали для изготовления трубопровода заметно снижается ударная вязкость зоны термического влияния (HAZ). С другой стороны, если содержание составляет менее 0,5%, становится затруднительным обеспечить прочность толстолистовой стали. Поэтому содержание Mn регулируют в диапазоне от 0,5 до 2,5%.
[0053] (Р: от 0,001 до 0,03%)
Фосфор (Р) представляет собой элемент, который оказывает влияние на ударную вязкость стали. Если содержание Р составляет свыше 0,03%, то при сварке толстолистовой стали для изготовления трубопровода значительно снижается ударная вязкость не только базового материала, но также HAZ. Поэтому верхний предел регулируют на 0,03%. С другой стороны, Р представляет собой загрязняющий элемент, так что его содержание предпочтительно снижают настолько, насколько возможно, но из соображений стоимости очистки нижний предел устанавливают на 0,001%.
[0054] (S: от 0,0001 до 0,0030%)
Сера (S), если содержится в чрезмерном количестве, превышающем 0,0030%, становится причиной формирования крупнозернистых сульфидов и вызывает снижение ударной вязкости, так что верхний предел регулируют на 0,0030%. С другой стороны, S представляет собой загрязняющий элемент, так что ее содержание предпочтительно снижают настолько, насколько возможно, но по соображениям стоимости очистки нижний предел устанавливают на 0,0001%.
[0055] (Nb: от 0,0001 до 0,2%)
Ниобий (Nb), при добавлении в количестве 0,0001% или более, формирует карбиды и нитриды в стали и повышает прочность. С другой стороны, если добавление превышает 0,2%, это вызывает снижение ударной вязкости. Поэтому содержание Nb регулируют на диапазон от 0,0001 до 0,2%.
[0056] (Al: от 0,0001 до 0,05%)
Алюминий (Al) обычно добавляют в качестве раскисляющего материала. Однако, если добавление превышает 0,05%, не образуются оксиды на основе титана (Ti), так что верхний предел устанавливают на 0,05%. С другой стороны, определенное количество необходимо для снижения количества кислорода в расплавленной стали, так что нижний предел регулируют на 0,0001%.
[0057] (Ti: от 0,0001 до 0,030%)
Титан (Ti) добавляют в количестве 0,0001% или более в качестве раскисляющего материала и, дополнительно, в качестве образующего нитрид элемента для измельчения кристаллических зерен. Однако чрезмерное добавление вызывает заметное снижение ударной вязкости вследствие формирования карбидов, так что верхний предел устанавливают на 0,030%. Поэтому содержание Ti регулируют на диапазон от 0,0001 до 0,030%.
[0058] (В: от 0,0001 до 0,0005%)
Бор (В), если образует твердый раствор, вызывает резкое повышение прокаливаемости и заметно подавляет формирование феррита. Поэтому верхний предел его содержания устанавливают на 0,0005%. С другой стороны, нижний предел регулируют на 0,0001% в связи с затратами на очистку.
[0059] В настоящем изобретении для дополнительного улучшения характеристик горячего рулона, применяемого для изготовления трубопровода, могут быть произвольно добавлены один или более из нижеследующих элементов.
[0060] (Cu: от 0,01 до 0,5%)
Медь (Cu) представляет собой элемент, который эффективен для повышения прочности, не вызывая при этом снижения ударной вязкости. Для повышения прочности предпочтительно добавление 0,01% или более. С другой стороны, если содержание превышает 0,5%, то во время нагрева стального сляба или в процессе сварки легко возникает растрескивание. Поэтому содержание Cu предпочтительно регулируют на диапазон от 0,01 до 0,5%,
[0061] (Ni: от 0,01 до 1,0%)
Никель (Ni) представляет собой элемент, эффективный для улучшения ударной вязкости и прочности. Для достижения этого эффекта предпочтительно добавление в количестве 0,01% или более. С другой стороны, добавление, превышающее 1,0%, вызывает снижение свариваемости во время изготовления трубопровода, так что верхний предел предпочтительно регулируют на 1,0%.
[0062] (Cr: от 0,01 до 1,0%)
Хром (Cr) повышает прочность стали в результате дисперсионного твердения, так что предпочтительно добавление в количестве 0,01% или более. С другой стороны, при избыточном добавлении чрезмерно возрастает прокаливаемость и чрезмерно образуется бейнит, так что падает ударная вязкость. Поэтому верхний предел предпочтительно составляет 1,0%.
[0063] (Mo: от 0,01 до 1,0%)
Молибден (Mo) повышает прокаливаемость и одновременно образует карбонитриды, и улучшает прочность. Для повышения прочности предпочтительно добавление в количестве 0,01% или более. С другой стороны, если содержание превышает 1,0%, это вызывает заметное падение ударной вязкости, так что верхний предел предпочтительно регулируют на 1,0%.
[0064] (V: от 0,001 до 0,10%)
Ванадий (V) образует карбиды и нитриды и является эффективным в повышении прочности. Для повышения прочности предпочтительным является добавление в количестве 0,001% или более. С другой стороны, если содержание превышает 0,10%, это обуславливает снижение ударной вязкости, так что верхний предел предпочтительно регулируют на 1,0%.
[0065] (W: от 0,0001 до 0,5%)
Вольфрам (W) проявляет эффект повышения прокаливаемости и одновременно образует карбонитриды, и повышает прочность. Для получения этого эффекта предпочтительно добавление в количестве 0,0001% или более. С другой стороны, избыточное добавление, превышающее 0,5%, обуславливает заметное снижение ударной вязкости, так что верхний предел предпочтительно устанавливают на 0,5%.
[0066] (Zr: от 0,0001 до 0,050%)
(Та: от 0,0001 до 0,050%)
Цирконий (Zr) и тантал (Та), подобно ниобию (Nb), формируют карбиды и нитриды и являются эффективными в повышении прочности. Для улучшения прочности Zr и Та предпочтительно добавляют в количестве соответственно 0,0001% или более. С другой стороны, если добавление Zr и Та, соответственно, превышает 0,050%, проявляется снижение ударной вязкости, так что верхний предел предпочтительно устанавливают на 0,050% или менее.
[0067] (Mg: от 0,0001 до 0,010%)
Магний (Mg) добавляют в качестве раскисляющего материала, но если добавленное количество превышает 0,010%, легко образуются крупнозернистые оксиды, и при сварке толстолистовой стали для изготовления трубопровода снижается ударная вязкость базового материала и зоны термического влияния (HAZ). С другой стороны, если добавленное количество составляет менее 0,0001%, становится затруднительным внутризеренное превращение и образование оксидов, необходимых в качестве зерен с пиннинг-эффектом. Поэтому содержание Mg предпочтительно регулируют в диапазоне от 0,0001 до 0,010%.
[0068] (Са: от 0,0001 до 0,005%)
(REM: от 0,0001 до 0,005%)
(Y: от 0,0001 до 0,005%)
(Hf: от 0,0001 до 0,005%)
(Re: от 0,0001 до 0,005%)
Кальций (Са), редкоземельные металлы (REM), иттрий (Y), гафний (Hf) и рений (Re) образуют сульфиды и тем самым подавляют формирование вытянутых включений MnS, и улучшают характеристики стального материала по направлению толщины, в частности, устойчивость к расслаиванию с образованием продольных трещин. Са, REM, Y, Hf и Re не проявляют этот эффект улучшения, если соответственно добавлены в количестве менее 0,0001%. С другой стороны, если их добавленные количества превышают 0,005%, возрастает количество оксидов Са, REM, Y, Hf и Re, и снижается количество тонкодисперсных оксидов, которые содержат Mg. Поэтому их содержание предпочтительно регулируют в диапазоне соответственно от 0,0001 до 0,005%. Следует отметить, что указанный здесь термин «REM» представляет общее обозначение редкоземельных элементов, иных, нежели Y, Hf и Re.
Примеры
[0069] Далее настоящее изобретение будет дополнительно разъяснено на примерах, но условия примеров представляют собой иллюстрации условий для подтверждения технологичности и эффекта настоящего изобретения. Настоящее изобретение не ограничивается этими иллюстрациями условий. В настоящем изобретении могут быть использованы разнообразные условия в такой мере, насколько это не выходит за пределы сущности настоящего изобретения и достигает цели настоящего изобретения.
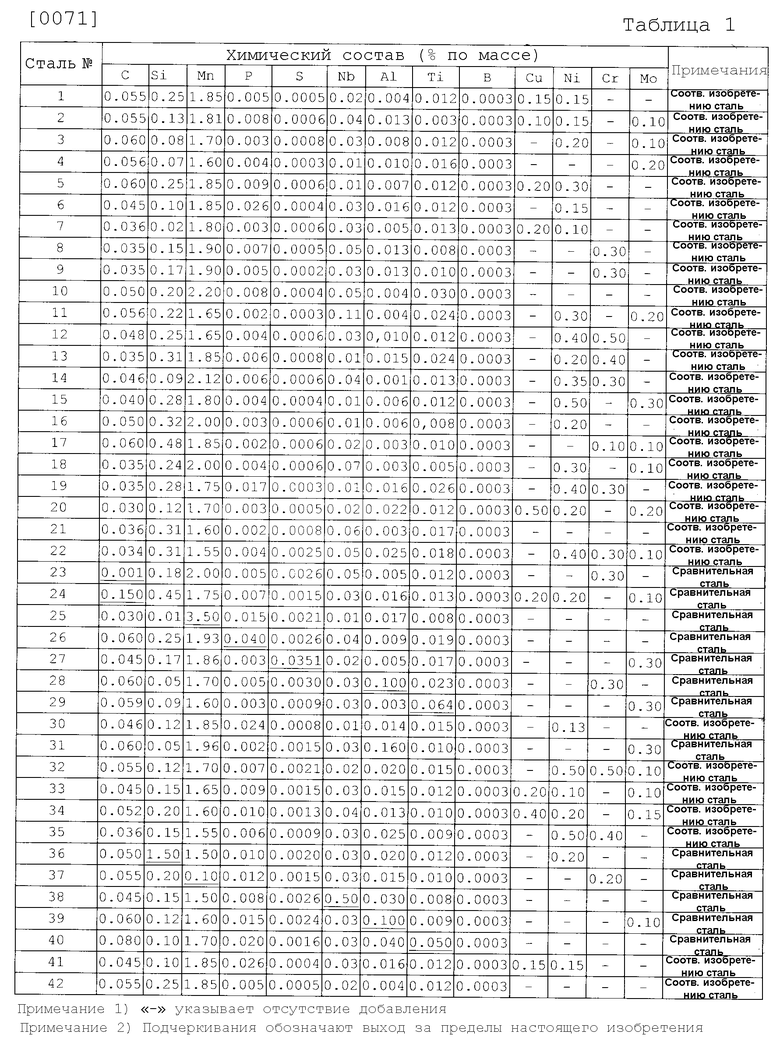
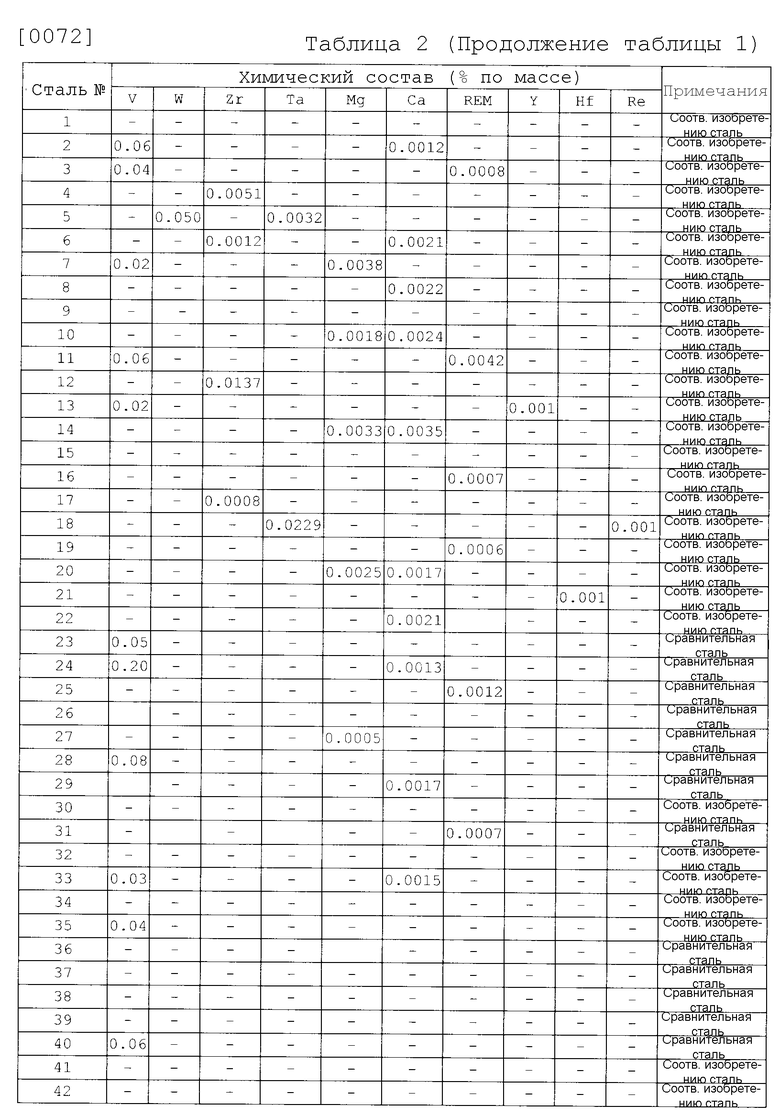
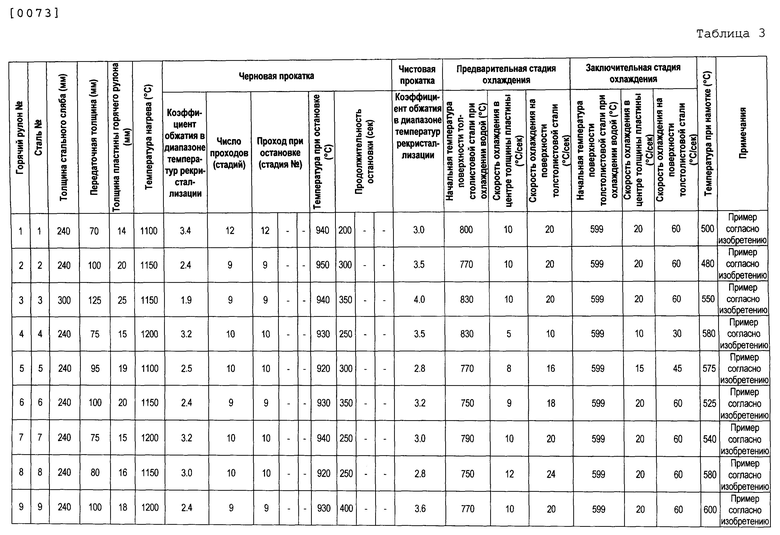
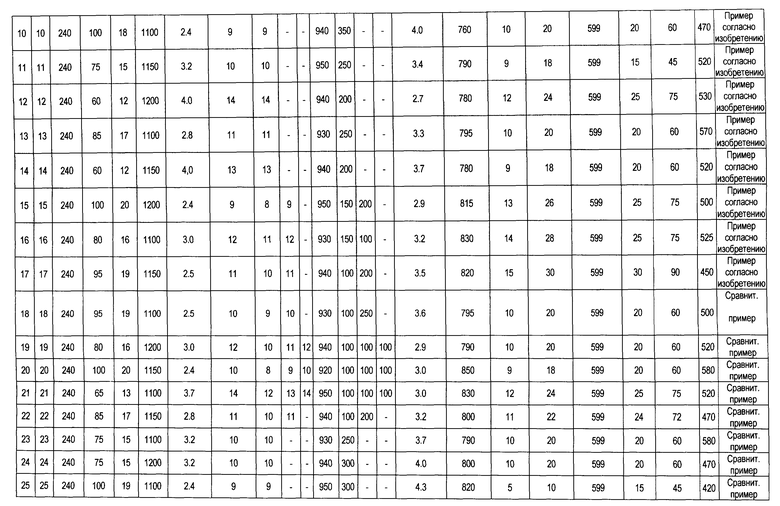
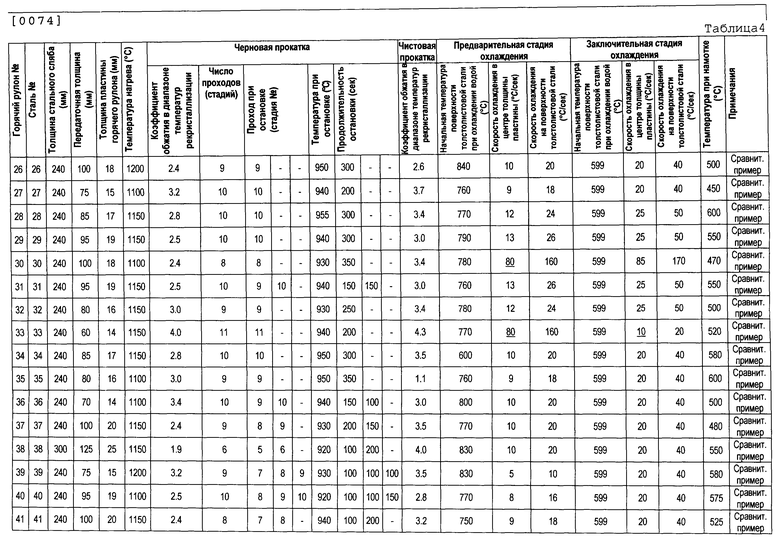
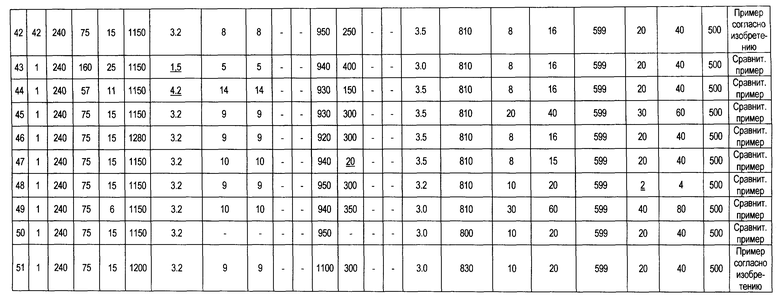
[0070] Во-первых, стальные слябы с толщинами 240 мм, которые имеют химические составы, показанные в таблицах 1 и 2, были нагреты до температуры в диапазоне от 1100 до 1210°С, затем подвергнуты черновой прокатке в условиях горячей прокатки до толщины пластин от 70 до 100 мм в диапазоне температур рекристаллизации 950°С или более. Затем они были подвергнуты чистовой прокатке в условиях горячей прокатки с получением пластин с толщиной в диапазоне от 3 до 25 мм в нерекристаллизационном температурном диапазоне от 750 до 880°С. После этого была начата предварительная стадия охлаждения при температуре поверхности в диапазоне от 750 до 850°С, тогда как заключительная стадия охлаждения была начата при температуре поверхности стальных пластин в диапазоне от 550 до 700°С. После этого стальные пластины были намотаны в рулон при температуре в диапазоне от 420 до 630°С с получением горячих рулонов для применения в трубопроводе. Таблицы 3-4 показывают подробные условия изготовления. Следует отметить, что «передаточная толщина» в таблицах 3-4 представляет толщины пластин толстолистовой стали, когда завершают черновую прокатку и переходят к чистовой прокатке.
[0075] Авторы настоящего изобретения исследовали структуру стали и механические свойства горячих рулонов, полученных этим путем. Структуру матрицы измеряли в отношении суммы долей площади бейнита и игольчатого феррита в центральной части толщины пластины, и также по направлению толщины через каждые 2 мм, и в продольном направлении через каждые 5000 мм. Кроме того, выбрали 10 серий из любых двух из участков измерения, рассчитали абсолютные значения А-В для этих серий и нашли минимальное значение и максимальное значение из абсолютных значений в рассчитанных 10 сериях. Эффективный размер кристаллических зерен измерили в центральной части толщины пластины горячего рулона методом с использованием вышеупомянутого EBSP. Кроме того, в положениях измерений структуры матрицы также измерили значения твердости по Виккерсу (Hv), нашли максимальное значение и минимальное значение таким же путем, как для структуры матрицы, и разность приняли за отклонение.
[0076] В центральной части толщины пластины горячего рулона в продольном направлении через каждый 1 мм два испытательных образца полной толщины, на основе стандарта API 5L, отобрали по направлению ширины горячего рулона. Провели испытания на растяжение, чтобы найти значения предела прочности на растяжение (TS), предела текучести и отношений предела текучести к пределу прочности на растяжение. Испытания на растяжение проводили на основе стандарта API 2000. Кроме того, нашли усредненные значения результатов испытаний на испытательных образцах и нашли разности между максимальными значениями и минимальными значениями, и определили их как отклонение.
[0077] Кроме того, из центральной части толщины пластины горячего рулона отобрали по три испытательных образца для каждого из испытания на удар по Шарпи и испытания на разрыв падающим грузом (DWT) и подвергли их испытаниям на удар по Шарпи и испытаниям DWT согласно стандарту API 2000.
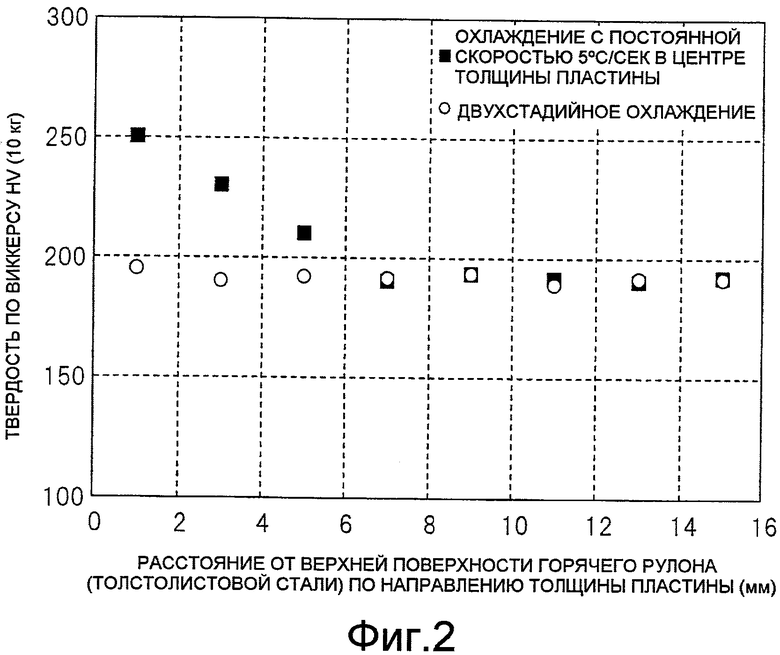
[0078] Результаты исследований показаны в таблицах 5-6.
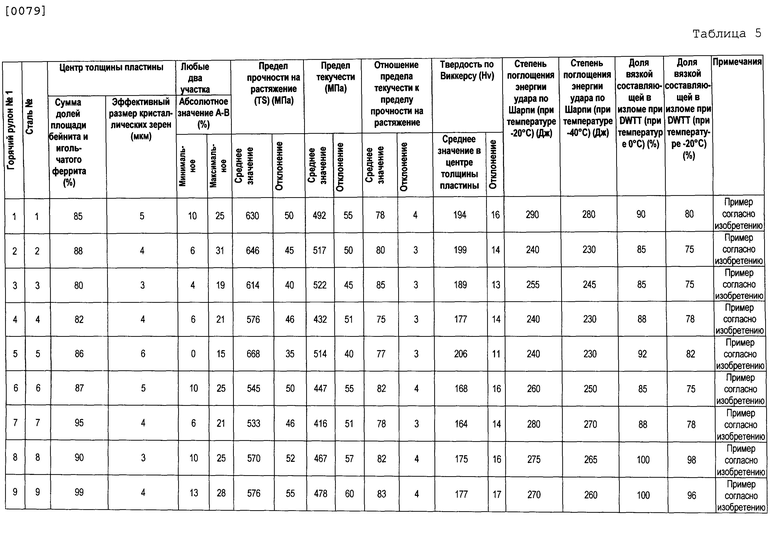
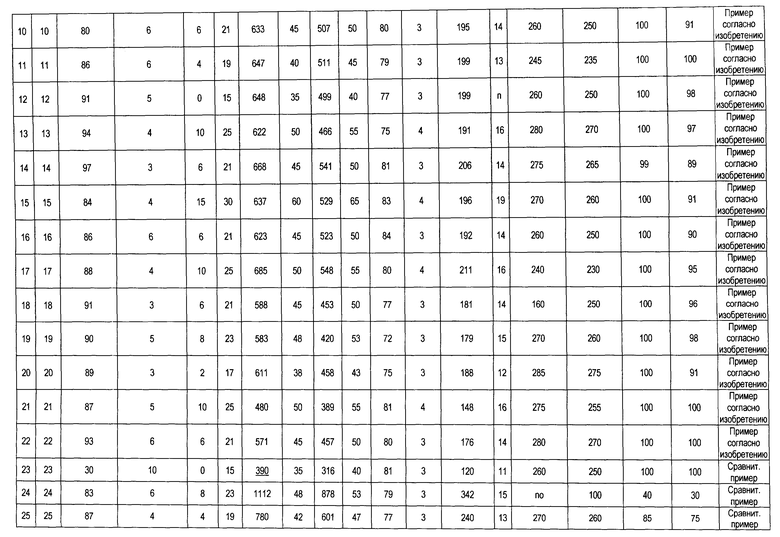
[0081] Как ясно из таблиц 5-6, все соответствующие изобретению примеры горячего рулона №№ 1-17 и 30-47, равным образом с толщиной пластин от 7 до 25 мм, имели сумму долей площади бейнита и игольчатого феррита и эффективный размер кристаллических зерен в предварительно заданных диапазонах. В результате этого во всех соответствующих изобретению примерах предел прочности на растяжение (TS) составлял от 400 до 700 МПа, и отклонение для них составляло 60 МПа или менее. Кроме того, отклонение в твердости по Виккерсу составляло 20 Hv или менее. Кроме того, было подтверждено, что степень поглощения энергии удара по Шарпи при температуре -20°С была 150 Дж или более, и доля вязкой составляющей в изломе при DWTT при температуре 0°С составляла 85% или более. В частности, когда сумма площадей бейнита и игольчатого феррита составляет 80% или более, может быть подтверждено, что степень поглощения энергии удара по Шарпи при температуре -40°С составляла 200 Дж или более, и доля вязкой составляющей в изломе при DWTT при температуре -20°С составляла 85% или более.
[0082] С другой стороны, сравнительные примеры горячего рулона №№ 18-29 имеют по меньшей мере один параметр из суммы долей площади бейнита и игольчатого феррита и эффективного размера кристаллических зерен вне пределов предварительно заданного диапазона, так что желательная прочность и т.д. не получены, или отклонения в прочности и т.д. являются большими. Это имеет место потому, что условия черновой прокатки или условия охлаждения выходят за пределы предварительно заданных диапазонов. Кроме того, горячие рулоны №№ 48-63 имеют химический состав вне предварительно заданного диапазона, так что по меньшей мере один параметр из суммы долей площади бейнита и игольчатого феррита и эффективного размера кристаллических зерен был вне пределов предварительно заданного диапазона. В результате этого было подтверждено, что желательная прочность и т.д. не были получены, или отклонения в прочности и т.д. были высокими.
Промышленная применимость
[0083] Как было разъяснено выше, горячий рулон для применения в трубопроводе согласно настоящему изобретению проявляет малое отклонение от прочности при обычной температуре и имеет превосходные характеристики низкотемпературной ударной вязкости. Поэтому при использовании горячего рулона для применения в трубопроводе согласно настоящему изобретению, чтобы изготовить трубопровод, может быть получен трубопровод с высокой надежностью не только при обычной температуре, но также при низкой температуре. Соответственно этому, настоящее изобретение представляет большую ценность для промышленного применения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРЯЧЕКАТАНЫЙ СТАЛЬНОЙ ЛИСТ ДЛЯ ТОЛСТОСТЕННОГО ВЫСОКОПРОЧНОГО МАГИСТРАЛЬНОГО ТРУБОПРОВОДА, СВАРНЫЕ СТАЛЬНЫЕ ТРУБЫ ДЛЯ ТОЛСТОСТЕННОГО ВЫСОКОПРОЧНОГО МАГИСТРАЛЬНОГО ТРУБОПРОВОДА И СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОЙ СТАЛЬНОЙ ТРУБЫ | 2017 |
|
RU2699381C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО ПРОКАТА ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ ДЛЯ ТРУБ | 2018 |
|
RU2702171C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОЙ ГОРЯЧЕКАТАНОЙ СТАЛИ | 2015 |
|
RU2605037C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОЛСТОЛИСТОВОЙ СТАЛИ И СТАЛЬНЫХ ТРУБ ДЛЯ УЛЬТРАВЫСОКОПРОЧНОГО ТРУБОПРОВОДА | 2009 |
|
RU2458996C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО ПРОКАТА С ПОВЫШЕННОЙ ДЕФОРМАЦИОННОЙ СПОСОБНОСТЬЮ, ТОЛСТОЛИСТОВОЙ ПРОКАТ | 2017 |
|
RU2654121C1 |
| ГОРЯЧЕКАТАНАЯ ТОЛСТОЛИСТОВАЯ СТАЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2740067C1 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2012 |
|
RU2519720C2 |
| ВЫСОКОТВЕРДЫЙ ГОРЯЧЕКАТАНЫЙ СТАЛЬНОЙ ПРОДУКТ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2014 |
|
RU2674796C2 |
| Способ охлаждения широкополосной горячекатаной стали | 1984 |
|
SU1341218A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОЛСТОЛИСТОВОЙ СТАЛИ И СТАЛЬНЫХ ТРУБ ДЛЯ УЛЬТРАВЫСОКОПРОЧНОГО ТРУБОПРОВОДА | 2009 |
|
RU2459875C1 |
Изобретение относится к области металлургии, а именно к получению рулона горячекатаной стальной полосы для изготовления трубопровода. Химический состав стали включает, мас.%: C от 0,03 до 0,10, Si от 0,01 до 0,50, Mn от 0,5 до 2,5, P от 0,001 до 0,03, S от 0,0001 до 0,0030, Nb от 0,0001 до 0,2, Al от 0,0001 до 0,05, Ti от 0,0001 до 0,030, B от 0,0001 до 0,0005, железо и неизбежные примеси - остальное. Толстолистовую сталь выдерживают в течение предварительно заданного времени между проходами прокатки в диапазоне температур рекристаллизации, а охлаждение после горячей прокатки выполняют в две стадии. Структура стали в центральной части толщины полосы имеет эффективный размер кристаллических зерен от 3 до 10 мкм. Сумма долей площади бейнита и игольчатого феррита составляет от 60 до 99%. Толщина полосы составляет от 7 до 25 мм, а абсолютное значение разности А-В сумм долей площади бейнита и игольчатого феррита на любых двух участках полосы составляет от 0 до 30%, где суммы долей площади бейнита и игольчатого феррита на данных двух участках обозначают соответственно как А и В. Обеспечивается уменьшение отклонения прочности при обычной температуре и повышается низкотемпературная ударная вязкость. 3 н. и 4 з.п. ф-лы, 2 ил., 6 табл., 1 пр.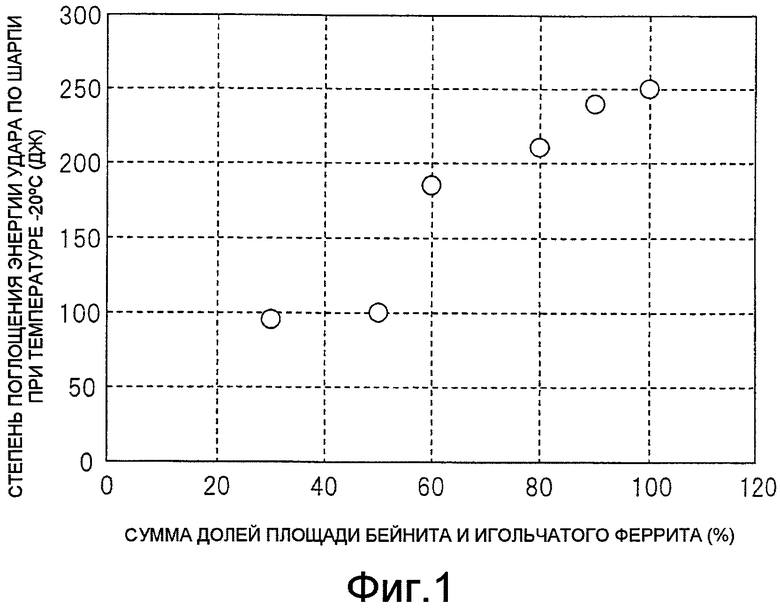
1. Рулон горячекатаной стальной полосы для изготовления трубопровода, который имеет химический состав стали, включающий, мас.%:
C: от 0,03 до 0,10
Si: от 0,01 до 0,50
Mn: от 0,5 до 2,5
P: от 0,001 до 0,03
S: от 0,0001 до 0,0030
Nb: от 0,0001 до 0,2
Al: от 0,0001 до 0,05
Ti: от 0,0001 до 0,030 и
B: от 0,0001 до 0,0005
железо и неизбежные загрязняющие примеси - остальное,
при этом он имеет структуру стали в центре толщины полосы с эффективным размером кристаллических зерен от 2 до 10 мкм и суммой долей площади бейнита и игольчатого феррита от 60 до 99%, причем абсолютное значение разности A-B сумм долей площади бейнита и игольчатого феррита на любых двух участках составляет от 0 до 30%, при этом суммы долей площади бейнита и игольчатого феррита на данных двух участках обозначают как A и B соответственно, и толщина полосы составляет от 7 до 25 мм, а предел прочности TS на растяжение по направлению ширины составляет от 400 до 700 МПа.
2. Рулон по п. 1, отличающийся тем, что сталь дополнительно содержит один или более из следующих элементов, мас.%:
Cu: от 0,01 до 0,5
Ni: от 0,01 до 1,0
Cr: от 0,01 до 1,0
Mo: от 0,01 до 1,0
V: от 0,001 до 0,10
W: от 0,0001 до 0,5
Zr: от 0,0001 до 0,050
Ta: от 0,0001 до 0,050
Mg: от 0,0001 до 0,010
Ca: от 0,0001 до 0,005
REM: от 0,0001 до 0,005
Y: от 0,0001 до 0,005
Hf: от 0,0001 до 0,005 и
Re: от 0,0001 до 0,005.
3. Способ получения рулона горячекатаной стальной полосы для изготовления трубопровода по п. 1, в котором стальной сляб, имеющий химический состав стали, включающий, мас.%:
C: от 0,03 до 0,10
Si: от 0,01 до 0,50
Mn: от 0,5 до 2,5
P: от 0,001 до 0,03
S: от 0,0001 до 0,0030
Nb: от 0,0001 до 0,2
Al: от 0,0001 до 0,05
Ti: от 0,0001 до 0,030
B: от 0,0001 до 0,0005
железо и неизбежные загрязняющие примеси - остальное,
нагревают до температуры от 1000 до 1250°C, затем выполняют его горячую прокатку, во время которой обеспечивают коэффициент обжатия от 1,9 до 4,0 в диапазоне температур рекристаллизации с получением горячекатаной толстолистовой стали, и при этом в середине горячей прокатки толстолистовую сталь выдерживают по меньшей мере однократно между проходами прокатки в диапазоне температур рекристаллизации в течение от 100 до 500 с, а охлаждение полученной горячекатаной толстолистовой стали проводят с предварительной и заключительной стадиями, причем на предварительной стадии охлаждения выполняют охлаждение с обеспечением скорости охлаждения от 0,5 до 15°C/с в центральной части толщины полосы горячекатаной толстолистовой стали, с начальной температуры охлаждения в предварительной стадии до достижения поверхностью указанной горячекатаной толстолистовой стали температуры в 600°C, а на заключительной стадии проводят охлаждение со скоростью охлаждения, превышающей скорость охлаждения в центральной части толщины полосы горячекатаной толстолистовой стали на предварительной стадии, и после указанной заключительной стадии охлаждения проводят смотку толстолистовой стали в рулон при температуре от 450 до 600°C.
4. Способ получения рулона горячекатаной стальной полосы для изготовления трубопровода по п. 2, в котором стальной сляб, имеющий химический состав стали, включающий, мас.%:
C: от 0,03 до 0,10
Si: от 0,01 до 0,50
Mn: от 0,5 до 2,5
P: от 0,001 до 0,03
S: от 0,0001 до 0,0030
Nb: от 0,0001 до 0,2
Al: от 0,0001 до 0,05
Ti: от 0,0001 до 0,030
B: от 0,0001 до 0,0005 и
дополнительно один или более элементов из
Cu: от 0,01 до 0,5
Ni: от 0,01 до 1,0
Cr: от 0,01 до 1,0
Mo: от 0,01 до 1,0
V: от 0,001 до 0,10
W: от 0,0001 до 0,5
Zr: от 0,0001 до 0,050
Ta: от 0,0001 до 0,050
Mg: от 0,0001 до 0,010
Ca: от 0,0001 до 0,005
REM: от 0,0001 до 0,005
Y: от 0,0001 до 0,005
Hf: от 0,0001 до 0,005 и
Re: от 0,0001 до 0,005
железо и неизбежные загрязняющие примеси составляют остальное,
нагревают до температуры от 1000 до 1250°C, затем выполняют его горячую прокатку, во время которой обеспечивают коэффициент обжатия от 1,9 до 4,0 в диапазоне температур рекристаллизации с получением горячекатаной толстолистовой стали, и при этом в середине горячей прокатки толстолистовую сталь выдерживают по меньшей мере однократно между проходами прокатки в диапазоне температур рекристаллизации в течение от 100 до 500 с, а охлаждение полученной горячекатаной толстолистовой стали проводят с предварительной и заключительной стадиями, причем на предварительной стадии охлаждения выполняют охлаждение с обеспечением скорости охлаждения от 0,5 до 15°C/с в центральной части толщины полосы горячекатаной толстолистовой стали, с начальной температуры охлаждения в предварительной стадии до достижения поверхностью указанной горячекатаной толстолистовой стали температуры в 600°C, а на заключительной стадии проводят охлаждение со скоростью охлаждения, превышающей скорость охлаждения в центральной части толщины полосы горячекатаной толстолистовой стали на предварительной стадии, и после указанной заключительной стадии охлаждения проводят смотку толстолистовой стали в рулон при температуре от 450 до 600°C.
5. Способ получения рулона по п. 3 или 4, отличающийся тем, что горячую прокатку проводят в нерекристаллизационном диапазоне температур с коэффициентом обжатия от 2,5 до 4,0.
6. Способ получения рулона по п. 3 или 4, отличающийся тем, что предварительную стадию охлаждения начинают с температуры в диапазоне от 800 до 850°C и выполняют охлаждение через диапазон температур от 800 до 600°C со скоростью охлаждения в центральной части толщины полосы от 0,5 до 10°C/с.
7. Способ получения рулона по п. 5, отличающийся тем, что начинают указанную предварительную стадию охлаждения с температуры в диапазоне от 800 до 850°C и выполняют охлаждение через диапазон температур от 800 до 600°C со скоростью охлаждения в центральной части толщины полосы от 0,5 до 10°C/с.
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| ГОРЯЧЕКАТАНЫЙ СТАЛЬНОЙ ЛИСТ ДЛЯ ВЫСОКОПРОЧНОЙ ТРУБЫ, ИЗГОТОВЛЕННОЙ ПУТЕМ КОНТАКТНОЙ СВАРКИ, ОБЛАДАЮЩИЙ СТОЙКОСТЬЮ К ВОЗДЕЙСТВИЮ СЕРНИСТОГО ГАЗА И ИСКЛЮЧИТЕЛЬНОЙ УДАРНОЙ ВЯЗКОСТЬЮ, И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОГО СТАЛЬНОГО ЛИСТА | 2005 |
|
RU2360013C2 |
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |

