Изобретение относится к полиграфическому и упаковочному производству, а также к производству рекламной продукции, где используются операции получения печатного изображения методами нанесения покрытий (печатной краской); предназначено для снижения пыления печатной краски и повышения качества печати.
В печатном процессе красочные нити в большинстве случаев формируются во время разделения краски между валиками красочного аппарата, цилиндрами печатного аппарата, цилиндром и запечатываемым материалом. Во время разрыва красочных нитей (тяжей) часто происходит возникновение дополнительных капель из-за быстрого растяжения краски. Эти капли приводят к возникновению эффекта «пыления». Пыление - это результат дробления красочных нитей на множество мелких частиц и интенсивного разбрызгивания этих частиц в окружающее пространство под действием центробежных сил. Следует отметить, что красочное пыление влияет не только на качество печати (приводит к загрязнению оттисков), но и на здоровье и безопасность (загрязнение рабочих помещений и машин).
Известен способ искусственного разрыва красочных нитей путем механического силового воздействия на них ножом с условным радиусом режущей кромки 0,1 мм, установленным параллельно образующим цилиндров [J. Claypole, P.R. Williams, D. Deganello. Control of breakup of ink filaments in offset printing // IARIGAI 2012 proceedings: Advances in printing and media technology. - Ljubljana, Slovenia, 2012. - V.39. - P.207-211].
Недостатками данного способа являются вибрации ножа и невозможность его установки близко к контактной зоне, что снижает эффективность борьбы с пылением.
Наиболее близким по технической сущности к заявляемому является способ уменьшения пыления печатной краски путем силового поперечного режущего воздействия на красочные нити проволокой (толщина 0,4 мм и сила натяжения 6 Н), расположенной параллельно образующим цилиндров [Vlachopoulos G., Claypole Т., Bould D. Ink mist formation in roller trains // IARIGAI 2010 proceedings: Advances in printing and media technology. - Montreal, Canada, 2010. - V.37. - P.227-234].
Данный способ недостаточно эффективен при больших скоростях из-за увеличивающейся вибрации проволоки. Толщина и вибрация проволоки не позволяет установить ее ближе к контактной зоне валиков и цилиндров, что также снижает эффективность борьбы с пылением краски.
Следует отметить, что введение дополнительных приспособлений и устройств в зону печатного контакта может привести к усложнению конструкции и, как следствие, к удорожанию печатного оборудования.
Техническим результатом изобретения является уменьшение пыления краски при выходе из зоны печатного контакта при переносе краски с поверхности резинотканевого полотна цилиндра на поверхность запечатываемого материала, обеспечение качества оттисков и повышение безопасности труда.
Указанный технический результат достигается тем, что в способе уменьшения пыления печатной краски в печатном аппарате путем поперечного разрезания тяжей краски на выходе из зоны печатного контакта согласно заявляемому изобретению поперечное разрезание тяжей краски осуществляют тепловым воздействием инфракрасного лазерного луча, направляемого параллельно контактной зоне печатных цилиндров.
При этом для разрезания тяжей краски формируют инфракрасный лазерный луч диаметром 90-100 мкм и мощностью 5-7 Вт.
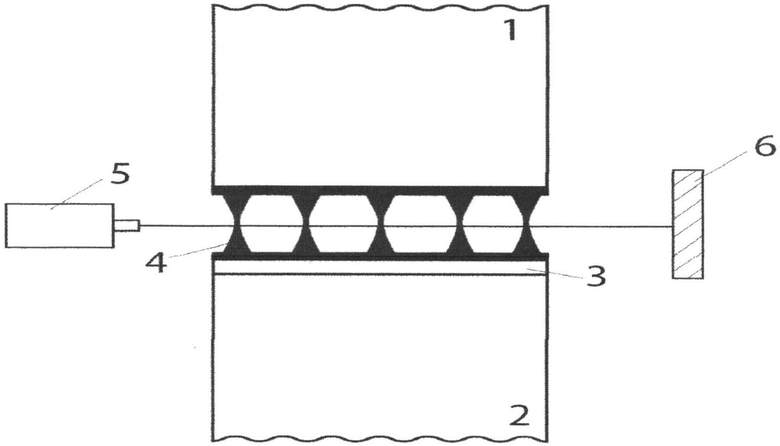
Сущность изобретения поясняется чертежом, на котором изображена схема воздействия инфракрасного лазерного излучения на красочные тяжи в зоне печатного контакта.
Способ осуществляется следующим образом.
В офсетной печатной машине между офсетным 1 и печатным 2 цилиндрами печатного аппарата в зоне контакта происходит процесс переноса печатной краски 3 с поверхности офсетного резинотканевого полотна на цилиндре 1 на поверхность запечатываемого материала 3 на печатном цилиндре 2. На выходе запечатываемого материала 3 из зоны контакта происходит разделение красочного слоя с образованием красочных тяжей 4, приводящих к пылению краски во время их разрыва. Для уменьшения пыления осуществляют их разрез лазерным лучом. С помощью источника инфракрасного лазерного излучения 5 формируют луч диаметром 90-100 мкм, мощностью 5-7 Вт, направленный параллельно контактной зоне цилиндров 1, 2 до защитного экрана 6, не позволяющего лазерному лучу выходить из рабочей зоны и поглощающего энергию лазерного излучения на выходе из рабочей зоны.
Экспериментально было установлено, что в отсутствие воздействия инфракрасного лазерного излучения на красочные тяжи 4 на выходе из зоны печатного контакта количество краски, перешедшей в «пыление», составляет - 1,55% (при переносе краски на поверхность с микрошероховатой поверхностью).
При воздействии инфракрасного лазерного излучения на красочные тяжи наблюдается снижение «пыления» до 0,64% в интервале мощности от 5 до 7 Вт и диаметре луча 100 мкм. При диаметре луча меньше 90 мкм и мощностью меньше 5 Вт наблюдается снижение эффективности способа (увеличение пыления), а при диаметре луча больше 100 мкм и мощности больше 7 Вт возрастает вероятность выхода действия лазерного луча за необходимую зону воздействия.
Инфракрасный лазерный луч может быть близко подведен к зоне печатного контакта, стационарен и стабилен, что повышает эффективность борьбы с пылением краски.
Таким образом, использование предлагаемого способа позволяет уменьшить пыление краски при выходе из зоны печатного контакта на различных скоростях работы печатного аппарата, улучшить качество оттисков и повысить безопасность труда.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЕЧАТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1980 |
|
SU1069276A1 |
| ПЕЧАТНАЯ ФОРМА С СООБЩЕННЫМИ ПЕЧАТНЫМИ ЭЛЕМЕНТАМИ И СПОСОБ ПЕЧАТИ С ЕЕ ИСПОЛЬЗОВАНИЕМ | 2006 |
|
RU2331522C2 |
| Печатная секция рулонной машины | 1987 |
|
SU1532311A1 |
| СПОСОБ НАСТРОЙКИ ПЕРЕНОСА ПЕЧАТНОЙ КРАСКИ | 2005 |
|
RU2370371C2 |
| Способ печати | 1976 |
|
SU941222A1 |
| Способ нанесения двухстороннего офсетного изображения и печатный аппарат для его осуществления | 1989 |
|
SU1740197A1 |
| ЛИСТОВАЯ ПЕЧАТНАЯ МАШИНА | 2005 |
|
RU2286259C1 |
| Способ создания одностороннего рисунка-схемы печатной платы и устройство для его осуществления | 1990 |
|
SU1784495A1 |
| ПЕРЕМЕННЫЙ ПРОЦЕСС ПЕЧАТАНИЯ С ИСПОЛЬЗОВАНИЕМ ГИБКИХ ВТОРИЧНЫХ ПЕЧАТНЫХ ФОРМ И СПЕЦИАЛЬНЫХ КРАСОК | 2016 |
|
RU2683767C1 |
| Печатная машина | 2020 |
|
RU2738864C1 |
Изобретение относится к полиграфической, упаковочной и рекламной промышленности и может быть использовано для снижения пыления печатной краски и повышения качества печати. При переносе краски на запечатываемый материал в выходной зоне печатного контакта осуществляют поперечную разрезку красочных нитей тепловым воздействием на них инфракрасным лазерным излучением, направленным параллельно контактной зоне цилиндров. Изобретение позволяет уменьшить пыление краски при выходе из зоны печатного контакта на различных скоростях работы печатного аппарата, обеспечить качество оттисков и повысить безопасность труда. 1 з.п. ф-лы, 1 ил.
1. Способ уменьшения пыления печатной краски в печатном аппарате путем поперечного разрезания тяжей краски на выходе из зоны печатного контакта, отличающийся тем, что поперечное разрезание тяжей краски осуществляют тепловым воздействием инфракрасного лазерного луча, направляемого параллельно контактной зоне печатных цилиндров.
2. Способ по п.1, отличающийся тем, что для разрезания тяжей краски формируют инфракрасный лазерный луч диаметром 90-100 мкм и мощностью 5-7 Вт.
| Способ стирки текстильных изделий | 1987 |
|
SU1772265A1 |
| RU 2001077 C1, 15.10.1993 | |||
| Черная газетная печатная краска | 1975 |
|
SU582265A1 |

