Область техники.
Изобретение относится к изготовлению сварных труб, а также к изготовлению координатных газонаполненных детекторов излучения и может быть использовано в области экспериментальной физики, молекулярной биологии, металлофизики для работ в потоках заряженных частиц или рентгеновского излучения. Дрейфовая трубка представляет собой пластиковую ленту со сваренными между собой краями. Внутренняя металлизированная сторона является катодом. Внутри трубки находится газ под избыточным давлением.
В настоящее время в экспериментах на ускорителях широко применяются координатные детекторы на основе тонкостенных дрейфовых трубок, примерами этому являются трекеры SDC [1], TRT ATLAS [2] и COMPASS [3, 4]. Детекторы состоят из ряда плоскостей, содержащих плотно расположенные друг к другу дрейфовые трубки диаметром обычно от 4 мм до 10 мм и длиной от ~40 см [2, 5] до ~400 см [1, 3, 4].
Уровень техники.
Известные способы изготовления дрейфовых трубок описаны в работах [6, 8]. В этих работах для изготовления дрейфовых трубок используются пластиковые ленты, покрытые металлом [6] или металлом и конвертирующими слоями [8]. Технология формирования таких трубок из ленты подобна описанной в [7]. В этих случаях трубка навивается из одной или нескольких лент на цилиндрическом стержне со скреплением кромок клеем. Недостатком такой конструкции можно считать длинный спиральный шов. Для уменьшения рассеяния / поглощения детектируемых частиц / излучения материалом трубки и тем самым уменьшения паразитного влияния на исследуемые процессы трубка должна быть сделана из более тонкого, по возможности, материала. В то же время трубка должна выдерживать рабочее избыточное давление газа внутри. По сравнению с предлагаемым изобретением известные трубки имеют большую длину шва, прочность которого меньше площади основного материала.
Кроме этого известные трубки имеют кромки, склеенные с большим перекрытием, что приводит к увеличению эффективной толщины стенки трубки.
Другой вариант изготовления целых панелей дрейфовых трубок описан в [9]. В этом случае панель, содержащая несколько трубок, склеивается из двух предварительно отформованных половин, каждая из которых содержит половины трубок разрезанных по плоскости, проходящей через их оси. Такая панель также содержит большие по площади плоские клеевые швы между трубками, что отрицательно влияет на эффективность работы детектора. Кроме этого действующее внутри трубки давление газа стремится расслоить склейку, что уменьшает надежность трубки.
Наиболее близким к предлагаемому устройству (прототипом) является устройство для покрытой пластмассой металлической трубы [10], включающее средство для ультразвуковой сварки; подающую бобину с лентой; средство для формирования ленты в U-образный профиль; кольцевую фильеру для формирования заготовки трубки с кромками внахлест и цилиндрическую наковальню.
Недостатком этого устройства является то, что оно используется для ультразвуковой сварки металлических труб, затем покрываемых пластмассой, и не предназначено для сварки труб из металлопластика или пластика. Кроме того, при изготовлении с его помощью дрейфовых трубок невозможно получить трубку с длинным прочным герметичным швом и гладкой поверхностью внутри, так как длинная тонкостенная трубка в процессе сварки не может поддерживать свою форму без избыточного давления внутри, а способ позиционирования шва не позволяет сделать внутреннюю поверхность трубки гладкой, не искажающей электрического поля внутри трубки.
Раскрытие изобретения.
Изобретение решает задачу изготовления дрейфовых трубок на основе пластика минимально возможной толщины, максимально уменьшить длину и ширину сварного шва и максимально увеличить гладкость внутренней поверхности, а также решает задачу увеличения прочности герметичного сварного шва.
Техническая задача в предлагаемом изобретении решается тем, что рабочий орган для ультразвуковой сварки представляет собой сонотрод со сферической рабочей поверхностью с возможностью его прижима к наковальне; подающая бобина снабжена регулируемым натяжителем ленты; лента выполнена из материала на основе пластика; средство для формирования ленты в U-образный профиль имеет регулировочный узел для точного позиционирования продольных кромок заготовки трубки относительно сонотрода и наковальни; фильера имеет средство для точного позиционирования ее относительно наковальни; кроме того, устройство снабжено направляющей с возможностью перемещения по ней каретки для вытягивания трубки с соплом для подачи газа под избыточным давлением в сваренную часть трубки.
Отличительными признаками изобретения являются:
- сонотрод со сферической рабочей поверхностью вместе с цилиндрической наковальней образуют точку сварки, за счет этого уменьшается ширина сварного шва. Во время сварки сонотрод плотно прижимается к наковальне, тем самым увеличивается прочность сварки и улучшается качество сварного шва с внутренней поверхности трубки.
- подающая бобина с регулируемым натяжителем ленты вместе с кареткой для вытягивания трубки создают натяжение заготовки трубки вдоль оси вытягивания, что позволяет выполнять ровный качественный шов минимальной длины;
- лента выполнена из материала на основе пластика, что позволяет изготавливать тонкостенные дрейфовые трубки минимальной толщины с герметичным сварным швом;
- средство для формирования ленты в U-образный профиль имеет регулировочный узел для точного позиционирования продольных кромок заготовки трубки относительно сонотрода и наковальни, это позволяет совместить сварной шов с внутренним краем заготовки, тем самым сделать внутреннюю поверхность трубки гладкой на всей длине;
- фильера со средством для точного позиционирования ее относительно наковальни позволяет формировать заготовку трубки таким образом, чтобы заготовка касалась наковальни в точке сварки, а в других местах между ними был гарантированный зазор. Это позволяет сделать качественную гладкую внутреннюю поверхность трубки;
- направляющая обеспечивает направление вытягивания трубки, за счет этого образуется ровный и гладкий сварной шов минимальной длины;
- каретка для вытягивания трубки обеспечивает вытягивающее усилие, что делает возможным герметичный сварной шов;
- сопло для подачи газа обеспечивает избыточное давление в сваренной части трубки для сохранения ее формы, тем самым делает возможным процесс сварки, а также уменьшает и стабилизирует трение между трубкой и наковальней, что позволяет улучшить качество внутренней поверхности трубки.
Перечень фигур:
Фиг.1 Общий вид устройства, где:
1 - средство для ультразвуковой сварки;
1a - сонотрод со сферической рабочей поверхностью;
2 - подающая бобина с лентой;
6 - регулируемый натяжитель ленты;
3а - ролик в составе средства для формирования ленты в U-образный профиль;
3b - регулировочный узел в составе средства для формирования ленты в U-образный профиль;
4 - фильера со средством для точного позиционирования;
5 - наковальня;
7 - направляющая;
8 - каретка;
9 - сопло для подачи газа;
А - направление прижимающей сонотрод силы;
В - направление вытягивания трубки;
Фиг.2 Взаимное расположение фильеры и сонотрода в разрезе, где:
4 - фильера;
5 - наковальня;
1а - сонотрод;
Фиг.3 Взаимное расположение направляющей и каретки с соплом в разрезе, где:
7 - направляющая;
8 - каретка;
9 - сопло;
С - направление вытекания газа в сваренную часть трубки.
Фиг.4 Общий вид изготовленной трубки, где:
10 - сварной шов.
Фиг.5 Вид сварного шва в разрезе, где:
10а - сварной шов с увеличением. Нижняя внутренняя поверхность шва трубки гладкая, а на верхней нерабочей поверхности допустим небольшой зазор.
Изготовлен опытный образец предлагаемого устройства для изготовления цилиндрических трубок для газонаполненных дрейфовых детекторов ионизирующего излучения. Устройство содержит средство для ультразвуковой сварки (1), которое представляет собой излучатель механических колебаний звуковой частоты, передаваемых при помощи сонотрода со сферической рабочей поверхностью (1а) в точку сварки кромок заготовки трубки. Бобина с лентой (2) содержит запас ленты из пластика, которая может быть покрыта металлом. Регулируемый натяжитель ленты (6) может быть выполнен как фрикцион с постоянным трением. Средство для формирования ленты в U-образный профиль состоит из ролика (3а) и регулируемых упоров (3b) для кромок ленты. Кольцевая фильера (4) для формирования U-образного профиля в заготовку трубки дает возможность позиционирования заготовки в плоскости, перпендикулярной направлению вытягивания. Вокруг цилиндрической наковальни (5) происходит формирование заготовки трубки с кромками внахлест, и на ней сонотродом (1а) осуществляется сварка кромок. По направляющей (7) движется каретка (8), на которой закреплен конец вытягиваемой трубки. Каретка содержит сопло (9) для подачи газа в сваренную часть трубки.
Устройство работает следующим образом. Бобину с лентой (2) на регулируемом натяжителе (6), регулировочное устройство (3b), наковальню (5), фильеру (4) и сонотрод (1а) предварительно позиционируют вдоль оси вытягивания ленты, например, при помощи лазерного луча. Фильера со средством для точного позиционирования (4), например регулировочными винтами, позиционируется относительно наковальни (5) таким образом, чтобы свариваемая трубка касалась наковальни только в точке сварки при наличии газа под избыточным давлением в сваренной части трубки. При помощи, например, регулируемых упоров формирователя U-образного профиля (3b) положение свариваемых кромок совмещается с точкой касания сонотрода к наковальне. Протягиваемая лента формируется в U-образный профиль, а затем в заготовку трубки фильерой (4). Натянутая при помощи натяжителя (6) и вытягивающей каретки (8) заготовка ленты протягивается между наковальней и прижимаемой к ней сферой сонотрода. Одновременно осуществляется сварка. Таким образом, производимый сварной шов (10) скрепляет кромки заготовки ленты внахлест, присоединяя внутренний край заготовки к внутренней поверхности трубки по всей длине (10а).
С помощью предлагаемого изобретения изготавливают цилиндрические трубки на основе пластика для газонаполненных дрейфовых детекторов ионизирующего излучения со сваренными внахлест кромками. Это дает возможность получать трубки минимально возможной толщины, но достаточной прочности для эксплуатации при рабочем давлении газа внутри трубки, так как сварной шов нагружен сдвигающим сваренные кромки усилием; максимально уменьшить длину и ширину сварного шва, что также положительно влияет на эффективность работы детектора; максимально увеличить гладкость внутренней поверхности за счет исключения свисания кромки по всей длине, что уменьшает искажение электрического поля внутри трубки.
Источники информации
1. Y. Arai et al., Nucl. Instr. And Meth. A381 (1996) 355-365.
2. ATLAS collaboration. ATLAS Inner Detector Technical Design Report, v.1, CERN/LHCC/97-16, 1997.
3. V.N. Bytchkov, M. Faessler, R. Geyer et al., Particles and Nuclei, Letters, 2002, №2 |111|, p.64-73.
4. V.N. Bytchkov, N. Dedek, W. Dunnweber et al., Nucl. Instr. And Meth. A556 (2006) 66-79.
5. И.В. Богуславский, В.Н.Бычков, К.С. Вирясов и др. Письма в ЭЧАЯ, 2006, т.3, №3(132), с.103-110.
6. BARINGER et al., Nucl. Instr. And Meth. A254 (1987) 542-548.
7. Precision Paper Tube Company, Wheeling, Illinois, USA.
8. US Patent 7002159 Feb. 21, 2006. Jeffrey L. Lacy. Boron coated straw neutron detector.
9. US Patent 5071381 Dec. 10, 1991. Leonard Shieber. Process for the manufacture of straw tube drift chambers.
10. Патент RU 2076784 10.04.1997 Исхак Барноаш. Устройство для изготовления покрытой пластмассой металлической трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕХНИЧЕСКАЯ ТКАНЬ И СПОСОБ СВАРИВАНИЯ ОБЛАСТИ ШВА С ИСПОЛЬЗОВАНИЕМ УЛЬТРАЗВУКОВОЙ СВАРКИ | 2013 |
|
RU2638516C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ЗАМКНУТЫХ ТОНКОСТЕННЫХ СВАРНЫХ ПРОФИЛЕЙ | 2006 |
|
RU2334607C2 |
| УСТАНОВКА ДЛЯ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ЛЕНТ | 1997 |
|
RU2201858C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ | 2012 |
|
RU2510784C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ТРУБКИ СО СВАРНЫМ ПРОДОЛЬНЫМ ШВОМ | 1995 |
|
RU2139159C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ПЛЕНОЧНЫХ ПОЛОТЕН ДЛЯ ПЕРЕНОСА ИЗОБРАЖЕНИЯ ИЛИ ЛАМИНИРОВАНИЯ | 2012 |
|
RU2606648C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ ИЗДЕЛИЙ И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2122910C1 |
| Бухтосвертывающая машина | 1991 |
|
SU1797506A3 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ | 2023 |
|
RU2811878C1 |
| ДАМСКОЕ БЕЛЬЕ, В ЧАСТНОСТИ БЮСТГАЛЬТЕР | 1997 |
|
RU2127535C1 |




Устройство может быть использовано для изготовления цилиндрических трубок из пластика или металлопластика для газонаполненных дрейфовых детекторов ионизирующего излучения. Рабочий орган для ультразвуковой сварки представляет собой сонотрод со сферической рабочей поверхностью и установлен с возможностью его прижатия во время сварки к наковальне. Подающая бобина снабжена регулируемым натяжителем ленты. Упор для формирования ленты в U-образный профиль имеет регулировочный узел для точного позиционирования продольных кромок заготовки трубки относительно сонотрода и наковальни. Фильера имеет средство для точного позиционирования ее относительно наковальни. Устройство снабжено кареткой для закрепления в ней конца трубки, которая имеет возможность перемещения по направляющей для вытягивания трубки. Каретка снабжена соплом для подачи газа под избыточным давлением в сваренную часть трубки. Полученные трубки имеют минимально возможную толщину, обладают достаточной прочностью для эксплуатации при рабочем давлении газа внутри трубки. Максимально увеличена гладкость внутренней поверхности сварного шва за счет исключения свисания его кромки по всей длине. Изготовленные с помощью устройства трубки обеспечивают малое искажение электрического поля внутри, что положительно влияет на эффективность работы детектора. 5 ил.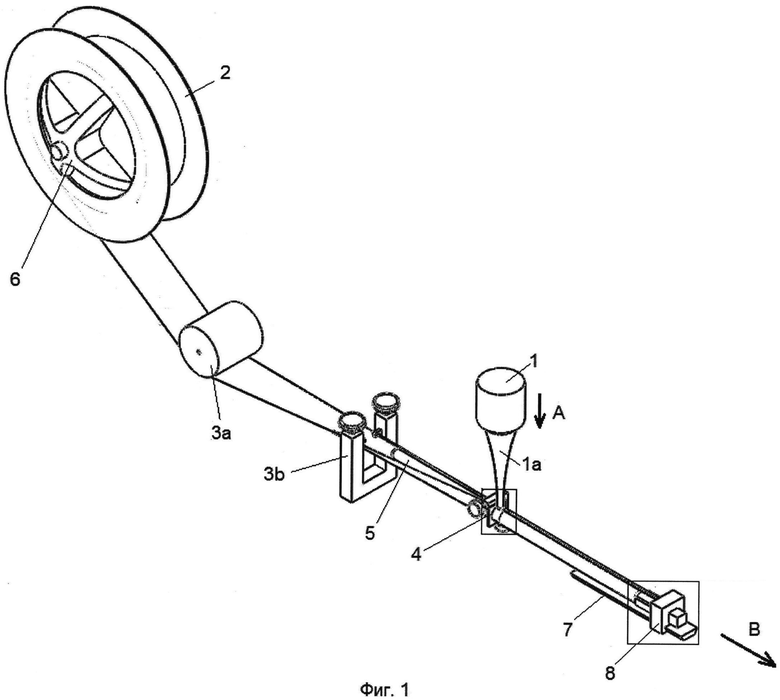
Устройство для изготовления цилиндрических трубок для газонаполненных дрейфовых детекторов ионизирующего излучения, содержащее средство для ультразвуковой сварки, подающую бобину с лентой, выполненной из материала на основе пластика, средство для формирования ленты в U-образный профиль, кольцевую фильеру для формирования заготовки трубки с кромками внахлест и цилиндрическую наковальню, отличающееся тем, что рабочий орган средства для ультразвуковой сварки представляет собой сонотрод со сферической рабочей поверхностью, установленный с возможностью его прижима к наковальне, подающая бобина снабжена регулируемым натяжителем ленты, средство для формирования ленты в U-образный профиль имеет регулировочный узел для точного позиционирования продольных кромок заготовки трубки относительно сонотрода и наковальни, а фильера имеет средство для точного позиционирования ее относительно наковальни, при этом устройство снабжено кареткой для закрепления на ней конца трубки, смонтированной с возможностью ее перемещения по направляющей для вытягивания трубки и снабженной соплом для подачи газа под избыточным давлением в сваренную часть трубки.
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОКРЫТОЙ ПЛАСТМАССОЙ МЕТАЛЛИЧЕСКОЙ ТРУБЫ | 1989 |
|
RU2076784C1 |
| Способ определения морозоустойчивости, жаровыносливости и засухоустойчивости растений и их семян | 1946 |
|
SU69841A1 |
| Устройство для ультразвуковой сварки | 1972 |
|
SU639426A3 |
| DE 3511371 A1, 09.10.1986 | |||

