Изобретение относится к технологии объемного упрочнения и может быть использовано в машиностроении и других отраслях промышленности, где большое значение имеют характеристики и свойства материала, в том числе ударная стойкость изделий, например, при изготовлении режущего инструмента, технологической оснастки, различных металлических изделий.
Известны прогрессивные способы обработки материалов, в том числе и звуковой обработки с термонагревом, позволяющие повышать свойства изделий, расширять возможности известных инструментальных материалов. При этом эффект от звукового воздействия зависит от многих факторов: способа передачи звуковых колебаний обрабатываемому изделию, мощности звуковой волны, времени воздействия звуковой обработки, температуры изделия, сочетания в технологическом процессе со звуковой обработкой ряда процессов термической обработки (закалка, отпуск и т.п.) и др.
Так известен также способ термической обработки стальных изделий по а.с. № 1306968, МКИ C21D 1/04, в котором с целью повышения твердости и износостойкости путем уменьшения доли остаточного аустенита изделие повергается нагреву под закалку, закалке при 1000 C°, а затем воздействуют ультразвуковыми колебаниями при комнатной температуре.
Известен также способ по а.с. № 1234440, МКИ C21D 1/04, 1/78, в котором изделие нагревают до температуры 770-790 C°, а затем охлаждают с одновременным воздействием ультразвуковых колебаний, что приводит к дополнительному повышению плотности дефектов кристаллического строения и качественной трансформации дислокационной структуры металла при сокращении продолжительности термической обработки.
Недостатками указанных способов является или наличие процесса закалки, или наличие процесса высокотемпературного нагрева, которые существенно повышают хрупкость изделий, снижают пластичность и вязкость, а следовательно не позволяют повышать стойкость изделия при ударной обработке.
В известном способе термической обработки стальных изделий, преимущественно штампов, по а.с. № 589264, МКИ C21D 1/04, изделие перед механической обработкой подвергают воздействию ультразвука, затем нагревают до (0,4-0,6)Тпл и выдерживают для прохождения первичной рекристаллизации, после чего нагревают до температуры аустенизации, выдерживают, закаливают и отпускают. В результате воздействия ультразвука и последующей термической обработки по описанной технологии за счет разориентации субзерен и субграниц, активизации малоподвижных и задержанных дислокаций и образования ячеистой дислокационной структуры создаются центры рекристаллизации, которые при нагреве до температуры рекристаллизации и выдержке при ней способствуют образованию мелкого зерна как в процессе первичной рекристаллизации, так и при последующей закалке. Мелкозернистая структура значительно повышает ударную вязкость материала на 30 - 50% и его разгаростойкость. Недостатком данного способа является наличие нагрева изделий до температуры рекристаллизации, выдержки при ней, наличие процессов закалки и отпуска, что снижает исходную твердость изделия и ограничивает повышение ударной вязкости материала.
Общим признаком для всех вышеописанных способов, а также и других известных является то обстоятельство, что изделия подвергаются воздействию ультразвука в процессе термической обработки, относящейся к традиционным способам объемного упрочнения, и достигаемый эффект не способен существенно повышать стойкость изделия с заданными высокими прочностными свойствами.
Способ обработки режущего инструмента по а.с. № 836134, МКИ C21D 1/04, включающий нагрев готового инструмента до заданной температуры и изотермическую выдержку инструмента путем циклического возбуждения ультразвуковых колебаний, при этом инструмент нагревают до 40-150 C° и выдерживают в акустическом (ультразвуковом поле) 1-20 мин, причем нагрев до заданной температуры осуществляется не от внешнего источника, а от реализации сдвиговых процессов в структуре металла под действием ультразвуковых колебаний, получаемых путем прижима инструментов между полуволновыми стержневыми возбуждающими и обратным волноводами. Эффект от применения данного способа заключается в снижении уровня внутренних напряжений в материале инструмента.
Недостатком данного способа является наличие очень сложного механизма и устройства ультразвуковых колебаний, что делает весьма проблематичным реализацию известного способа, причем принципиально сложны все устройства для реализации ультразвуковой обработки, что связано с природой ультразвуковых генераторов, условиями передачи и распространения ультразвуковых колебаний (в частности, требование надежности акустического контакта через жидкость или непосредственно с излучателем), что снижает эффективность использования ультразвуковой обработки. Снижается эффективность способа за счет отсутствия возможности воздействия в резонансном диапазоне ультразвуковых колебаний.
Кроме того, отсутствует механизм воздействия на дислокации высокой концентрации и величины, полного перераспределения дислокаций с глубины на поверхность изделия, что снижает его технические и технологические возможности за счет ограничения использования при ударных знакопеременных методах обработки. Это связано с тем, что снижение напряжений внутри инструмента при методах непрерывистой, безударной обработки способно существенно влиять на стойкость инструмента, а при методах обработки с ударами, наличием знакопеременных нагрузок, снижение напряжений внутри инструмента существенно не влияет на стойкость инструмента. При обработке с ударами существенное влияние на стойкость оказывает вязкость режущего материала при сохранении высокой твердости поверхностных слоев.
Однако постоянное повышение интенсивности процессов в металлообработке предъявляет повышенные требования к качеству изделий, в первую очередь стойкости режущего инструмента, что определяет производительность и себестоимость обработки.
Поэтому разработка новых способов упрочнения продолжает оставаться актуальной задачей и предполагает изыскание резервов дополнительного упрочнения материала к тому известному эффекту объемного упрочнения, который достигается в процессе термической обработки, в том числе и с применением звука.
Наиболее близким по технической сущности является выбранный за прототип способ упрочнения изделий и установка для его осуществления по патенту РФ № 2078835, МКИ C21D 8/00, включающий один цикл упрочнения, состоящий из нагрева готового инструмента до температуры 140-300°C, и изотермическую выдержку инструмента путем циклического возбуждения звуковых колебаний звуковой частоты 100 - 3000 Гц мощностью 170-180 дБ в течение 3-20 мин.
Установка по патенту РФ № 2078835, МКИ C21D 8/00 для упрочнения металлических изделий, содержащая термический и акустический узлы, выполнена в виде устройства для излучения звука типа звуковой сирены, включающего форкамеру с перфорированной перегородкой и щелевым соплом в боковой стенке и с регулирующим элементом, расположенным на боковой стенке с возможностью вертикального перемещения и фиксации относительно щелевого сопла, и контактирующей с боковой стенкой форкамеры, открытой сверху резонаторной камерой с установленным на ней посредством опоры напротив щелевого сопла и соосно с ним модулятором, имеющим возможность горизонтального перемещения и фиксации его относительно сопла, при этом модулятор выполнен в виде двух ножей с клиновыми поверхностями с одинаковым углом клина с передней овальной кромкой у одного и с прямой кромкой у другого, причем один из ножей съемный, а опора и регулирующий элемент выполнены с клиновыми поверхностями.
К недостаткам известного способа относится ограниченность его технологических возможностей из-за низкой эффективности работы инструмента при тяжелых ударных знакопеременных методах обработки, невысокой стабильности процесса.
При обработке с ударами существенное влияние на стойкость оказывает вязкость структуры режущего материала при сохранении высокой исходной твердости поверхностных слоев. Все существующие методы упрочнения, направленные на повышение стойкости режущего материала, реализуются за счет повышения твердости и износостойкости поверхностных слоев. В то же время, чем выше твердость, тем больше хрупкость и меньше вязкость самой структуры. Высокая твердость и износостойкость сопровождаются наличием большего количества различных видов дислокаций в плотноупакованных плоскостях исходной структуры, которые образуются как за счет высокоэнергетических с большими силами воздействий на изделие при изготовлении или упрочнении, так и за счет применения мелкодисперсных, сложноэлементных, имеющих разные величины и размеры кристаллических решеток и атомов, различные температуры линейного расширения и способности к перемещениям, составляющих самой исходной структуры изделия. Сами дислокационные образования, имеющиеся в материале, с одной стороны, являются барьерами для перемещения самих дислокаций, а с другой - препятствиями для упругих перемещений элементов структуры, что существенно снижает способность материала к быстрому поглощению механической энергии под воздействием ударной нагрузки, т.е. ударную вязкость материала.
Цель изобретения состояла в разработке способа для упрочнения металлических изделий, преимущественно режущего инструмента и технологической оснастки, позволяющего повысить ударную стойкость при одновременном сохранении исходной высокой твердости и износостойкости изделий, а также повысить стабильность процесса.
Поставленная цель достигается тем, что в способе упрочнения металлических изделий, преимущественно режущего инструмента и технологической оснастки, осуществляют обработку за два цикла упрочнения, каждый из которых состоит из нагрева до температуры, равной 10-30% температуры плавления изделия, и выдержки в течение времени, равного не менее 1,6 минуты на один миллиметр наибольшего размера упрочняемого изделия, последующего аэродинамического воздействия колебаний звуковой частоты в пределах 160-800 Гц в течение времени, равного 30-40% от времени выдержки на первом цикле упрочнения и 20-30% от времени выдержки на втором цикле упрочнения, воздухом с подающим давлением на каждом из циклов в диапазоне от 1,5 бар до 2,0 бар с часовым потреблением воздуха на первом цикле в объеме 2,5-2,9 м3 и с увеличенным на 70-80% часовым потреблением воздуха по сравнению с первым циклом на втором цикле, после которых производят два цикла старения при температуре 150-170°C в течение времени, равного времени выдержки, с последующим охлаждением на воздухе до полного остывания.
Совокупность отличительных признаков заявленного способа, а именно:
- использование двух циклов звукового упрочнения;
- нагрев до температуры, равной 10-30% температуры плавления изделия;
- выдержка в течение времени, равного не менее 1,6 минуты на один миллиметр наибольшего размера упрочняемого изделия;
- последующее аэродинамическое воздействие колебаний звуковой частоты в пределах 160-800 Гц;
- аэродинамическое воздействие в течение времени, равного 30-40% от времени выдержки на первом цикле упрочнения и 20-30% от времени выдержки на втором цикле упрочнения;
- создание звукового поля воздухом с подающим давлением в диапазоне от 1,5 бар до 2,0 бар;
- часовым потреблением воздуха на первом цикле в объеме 2,5-2,9 м3 и с увеличенным на 70-80% часовым потреблением воздуха по сравнению с первым циклом на втором цикле;
- осуществление после процессов упрочнения двух циклов старения при температуре 150-170 C° в течение времени, равного времени выдержки, с последующим охлаждением на воздухе до полного остывания, параметры и условия создания которого отражены в формуле изобретения.
Обоснование существенности отличий способа
В прототипе, а также других известных способах используются по одному циклу упрочнения, что не в состоянии произвести перераспределение дислокаций из глубины к поверхностному слою для изделий с большим количеством исходных дислокаций, имеющих значительные величины, в противном случае нарушается равномерность и плавность процесса перераспределения дислокаций, что способствует появлению других видов самообразующихся дислокационных изменений и не способствует достижению поставленной цели.
Технологические режимы, связанные с нагревом именно до температуры, равной 10-30% температуры плавления изделия, и выдержки в течение времени, равного не менее 1,6 минуты на один миллиметр наибольшего размера упрочняемого изделия, не известные в других способах, способствуют равномерному прогреву изделия по всему объему до заданной температуры, при которой возрастает собственная энергия подвижных дислокаций на дефектах кристаллической решетки без структурного изменения самого материала, что впоследствии также оказывает благоприятное действие на снижение энергоемкости процесса аэродинамического воздействия. Все другие температурные режимы, связанные с нагревом и выдержкой, или изменяют структуру материала (отпуск, закалка и др.), или не в состоянии придать необходимую для дальнейшего перемещения энергию подвижным дислокациям.
Авторами предложено неизвестное ранее ограничение при аэродинамическом воздействии колебаний звуковой частоты в пределах диапазона 160-800 Гц, позволяющих обеспечивать вхождение в резонанс стенок резонансной камеры, колебания которых создают такое направленное амплитудное высокоэнергетическое воздействие, способное проникать на всю глубину обрабатываемого изделия и преодолевать все виды дислокаций.
Аэродинамическое воздействие в течение времени, равного 30-40% от времени выдержки на первом цикле упрочнения и 20-30% от времени выдержки на втором цикле упрочнения, которые неизвестны в других способах, это такие режимы звукового воздействия, при которых звуковая энергия рассеивается и поглощается в основном дефектами кристаллического строения, а поглощенная в местах дефектов кристаллической решетки энергия звуковой волны идет на снятие локальных напряжений, разблокировку дислокаций, увеличение их подвижности, что увеличивает подвижность замороженных дислокаций и других изменений структуры и обеспечивает более интенсивный ход их перемещений. Звуковое воздействие на указанных режимах вызывает не только подвижность дислокаций, но увеличение плотности подвижных дислокаций, в деформируемой структуре происходит расщепление уже имевшихся субграниц и образование новых, которые перемещаются в направлении распространения колебаний звука. При наложении звуковых колебаний напряжения, действующие на дислокации, меняют величину и знак. При изменении напряжения как по величине, так и по знаку дислокации отходят от части препятствий и при новом импульсе дислокации начинают преодолевать препятствия последовательно. Кроме того, звуковые колебания оказывают сильное влияние на оксидную пленку, при большой интенсивности облучения пленка деформируется и разрушается. Таким образом, создаются необходимые условия для выхода дислокаций на поверхность.
Уменьшение времени воздействия на дислокации на втором цикле в совокупности с изменением интенсивности звукового воздействия путем регулирования режимов аэродинамического воздействия, что впервые предложено авторами, способствует выходу и наименее подвижных дислокаций на поверхность, в отличие от того что на первом цикле, как правило, отходят более подвижные дислокации.
Создание звукового поля воздухом с подающим давлением в диапазоне от 1,5 бар до 2,0 бар с часовым потреблением воздуха на первом цикле упрочнения в объеме 2,5-2,9 м3 и с увеличенным на 70-80% часовым потреблением воздуха по сравнению с первым циклом на втором цикле упрочнения, параметры которых неизвестны до настоящего времени, способно осуществлять на изделия такие звуковые воздействия, которые будут оптимальными по плотности энергий воздействия и совокупности наложений звуковых волн для различного вида дислокаций, отличающихся как по величине, так и по плотности, а также адаптировать предложенный процесс к производственным условиям, что делает его экономичности состоятельным.
Ввод в технологию после двух процессов упрочнения двух циклов старения при температуре 150-170°C, который сам по себе в отдельности известен, в течение времени, равного времени выдержки, с последующим охлаждением на воздухе до полного остывания, способствует сохранению созданных в металле структурных условий. В то же время, установление количества циклов старения, равного количеству циклов упрочнения, т.е. двух, и времени, равного времени выдержки при нагреве до упрочнения изделия, имеет новизну и обусловливается закреплением и сохранением местоположения, как подвижных, так и менее подвижных дислокаций. Все другие известные способы звукового упрочнения не имеют технологических операций, направленных на сохранение созданных условий, что делает ранее известные способы нестабильными.
Таким образом, неизвестные ранее, а также в совокупности и последовательности признаки в заявленном способе дают новый положительный эффект, дополнительный к известным - повышение ударной стойкости при одновременном сохранении исходной высокой твердости и износостойкости изделий, повышение стабильности процесса.
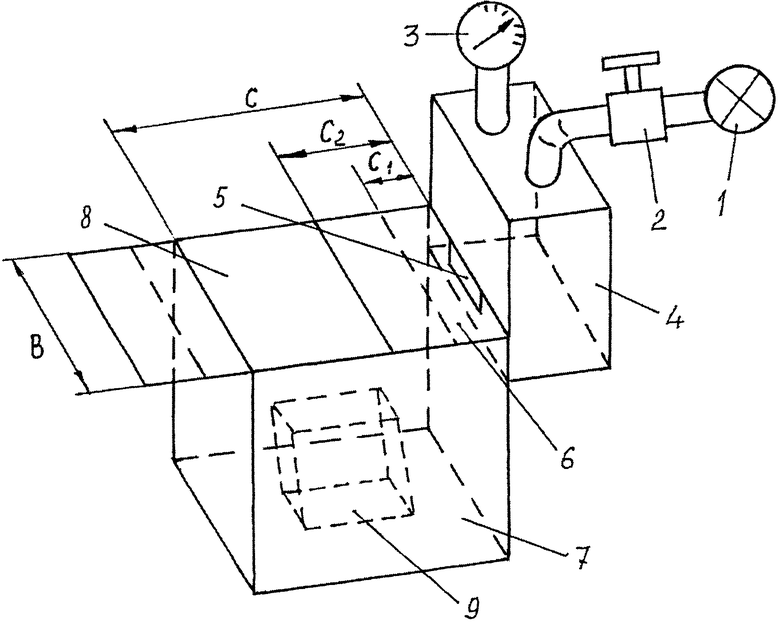
На чертеже изображена схема (в аксонометрии), характеризующая способ аэродинамического упрочнения изделий, где поз.1 - источник генерации воздуха, поз.2 - регулирующий вентиль, поз.3 - манометр, поз.4 - камера сглаживания пульсаций воздуха, поз.5 - щелевое сопло, поз.6 - выходной канал, поз.7 - резонансная камера, поз.8 - регулирующая заслонка, поз.9 - упрочняемые изделия.
Способ аэродинамического упрочнения изделий осуществляется следующим образом.
Производят подключение устройств, для чего камеру сглаживания пульсаций воздуха 4 подключают к сети генерации воздуха соединенной с источником генерации воздуха 1 через регулирующий вентиль 2, а термическую печь к электрической сети. Первоначально производят настройку термической печи на температуру равную 10-30% температуры плавления изделия, подвергающего упрочнению. После разогрева термической печи до заданной температуры в нее помещают упрочняемые изделия 9, которые выдерживают в термической печи в течение времени выдержки равном не менее 1,6 минуты на один миллиметр наибольшего размера упрочняемого изделия 9.
После чего разогретые изделия 9 перемещаются в рабочую камеру 7 через выходной канал 6, производят наладку установки, для чего регулирующую заслонку 8 устанавливают на размер C1 и фиксируют, затем осуществляют подачу воздуха в камеру сглаживания пульсаций воздуха 4 через запорный вентиль системы 2 от источника генерации воздуха 1. При этом в рабочей камере 7 давление и объем подающего воздуха, которые создаются за счет фиксации в камере сглаживания пульсаций воздуха 4 величины подающего давления в диапазоне от 1,5 бар до 2,0 бар, контролируемого при помощи манометра 3, часового потребления воздуха на первом цикле упрочнения в объеме 2,5-2,9 м3 и настройки регулирующей заслонки 8 на размер C1, а также щелевого сопла 5, образуют звуковое давление и частоту звукового поля в диапазоне 160-800 Гц, позволяющих обеспечивать вхождение в резонанс боковых стенок резонансной камеры 7. При таких режимах получают в резонансной камере звуковое давление и частоту звукового поля, необходимые и достаточные для осуществления процесса перераспределения дислокаций. Процесс первого цикла упрочнения осуществляют в течение времени равном 30-40% от времени выдержки.
Затем наступает второй цикл упрочнения, заключающийся в выдержке упрочняемых изделий 9 в термической печи в течение времени выдержки, аналогичном как в первом цикле. После чего разогретые изделия 9 перемещаются в резонансную камеру 7 через выходной канал 6, который перестраивают на размер C2, что позволяет увеличить на 70-80% часовое потреблении воздуха по сравнению с потреблением воздуха в первым циклом упрочнения. На втором цикле в резонансную камеру 7 через камеру сглаживания пульсаций воздуха 4 подается воздух при таком же давлении, в диапазоне от 1,5 бар до 2,0 бар, что и на первом цикле, а процесс упрочнения на втором цикле осуществляют в течение времени равном 20-30% от времени выдержки.
После осуществления двух циклов упрочнения производят сначала первый цикл старения, для чего упрочненные изделия помещают в термическую печь, температуру которой доводят до температуры равной 150-170 C°, и выдерживают при такой температуре в течение времени, равном времени выдержки, с последующим охлаждением на воздухе до полного остывания, а затем производят аналогичный второй цикл старения.
Существенность отличий заявляемого способа подтверждается экспериментальными данными.
Сравнительные испытания показали, что упрочнение аэродинамическим способом ножей твердосплавных 2021-0015, ВК8 60° ГОСТ 24359-80 для торцовых фрез диаметром 250 мм позволяет повысить стойкость ножей в 2,0 раза по сравнению с неупрочненными ножами при обработке изделий - тюбингов Н2Л, Н3Л из чугуна СЧ-20, ВК.
Стойкость твердосплавных пятигранных пластин из сплава Т15К6, упрочненных аэродинамическим способом на режимах, указанных в формуле изобретения, при обработке державок резцов токарных напайных (размер 140×16 мм, сталь 45) на фрезерно-карусельном станке ГФ2122 фрезой диаметром 200 мм (12 зубьев) повысилась в 3,1 раза.
Результаты проведенных исследований в производственных условиях показали, что упрочненные аэродинамическим способом пластины твердосплавные PNUM-110408 Н10 для торцовых фрез, которыми осуществляли обработку стали 45 и стали 40Х, снимали припуски за один проход в пределах 3,0-5,0 мм при режимах обработки: число оборотов шпинделя станка в минуту - 400 …500 об/мин, минутной подаче - 450 мм/мин работают в 1,8 раз больше по равнению с неупрочненными.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЕНИЯ ИЗДЕЛИЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2078835C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ СОВМЕЩЕННОЙ ОБРАБОТКИ РЕЗАНИЕМ И ПОВЕРХНОСТНО-ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 1990 |
|
RU2036068C1 |
| СПОСОБ УПРОЧНЕНИЯ ИНСТРУМЕНТОВ И ДЕТАЛЕЙ И УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2001 |
|
RU2197541C1 |
| Способ химико-термической обработки металлических изделий | 1990 |
|
SU1752826A1 |
| Способ комбинированной обработки | 1991 |
|
SU1779559A1 |
| СПОСОБ СОВМЕЩЕННОЙ ОБРАБОТКИ РЕЗАНИЕМ И ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ КОМБИНИРОВАННЫМ ИНСТРУМЕНТОМ | 1990 |
|
RU2038942C1 |
| Способ упрочняющей обработки мартенситно-стареющей стали | 2020 |
|
RU2740294C1 |
| Способ получения упрочненных заготовок крепежных изделий из нержавеющей аустенитной стали | 2020 |
|
RU2749815C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ОТЛИВКИ ИЗ ВЫСОКОПРОЧНОЙ ИЗНОСОСТОЙКОЙ СТАЛИ (ВАРИАНТЫ) | 2019 |
|
RU2750299C2 |
| Способ упрочнения поверхности металлических деталей | 1976 |
|
SU621556A2 |
Изобретение относится к технологии объемного упрочнения и может быть использовано в машиностроении и других отраслях промышленности, где используется режущий инструмент, технологическая оснастка и др. металлические изделия. Для повышения ударной стойкости при одновременном сохранении исходной высокой твердости и износостойкости изделий, а также повышения стабильности процесса обработку осуществляют за два цикла упрочнения, каждый из которых состоит из нагрева до температуры, равной 10-30% температуры плавления изделия, и выдержки в течение времени, равного не менее 1,6 минуты на один миллиметр наибольшего размера упрочняемого изделия, последующего аэродинамического воздействия колебаний звуковой частоты в пределах 160-800 Гц в течение времени, равного 30-40% от времени выдержки на первом цикле упрочнения и 20-30% от времени выдержки на втором цикле упрочнения, воздухом при давлении на каждом из циклов в диапазоне от 1,5 бар до 2,0 бар с часовым потреблением воздуха на первом цикле в объеме 2,5-2,9 м3 и с увеличенным на 70-80% часовым потреблением воздуха по сравнению с первым циклом на втором цикле, после которых производят два цикла старения при температуре 150-170°C в течение времени, равного времени выдержки, с последующим охлаждением на воздухе до полного остывания. 1 ил.
Способ обработки изделий, включающий упрочнение путем нагрева изделия до заданной температуры и воздействие в процессе охлаждения на изделие колебаний звуковой частоты в резонансной камере с выходным каналом, отличающийся тем, что в процессе обработки осуществляют два цикла упрочнения, каждый из которых состоит из нагрева до температуры, равной 10-30% температуры плавления изделия, и выдержки в течение не менее 1,6 минуты на один миллиметр наибольшего размера упрочняемого изделия, последующего аэродинамического воздействия колебаний звуковой частоты в пределах 160-800 Гц в течение времени, равного 30-40% от времени выдержки на первом цикле упрочнения и 20-30% от времени выдержки на втором цикле упрочнения, воздухом при давлении на каждом из циклов в диапазоне от 1,5 бар до 2,0 бар с часовым потреблением воздуха на первом цикле в объеме 2,5-2,9 м3 и с увеличенным на 70-80% часовым потреблением воздуха по сравнению с первым циклом на втором цикле, после которых производят два цикла старения при температуре 150-170°C в течение времени, равного времени выдержки, с последующим охлаждением на воздухе до полного остывания.
| СПОСОБ УПРОЧНЕНИЯ ИЗДЕЛИЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2078835C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ КОНСТРУКЦИОННЫХ СТАЛЕЙ | 2009 |
|
RU2422540C1 |
| СПОСОБ СНЯТИЯ РАСТЯГИВАЮЩИХ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ НА ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2458155C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛА И.И.МАКСИМОВА | 1996 |
|
RU2107101C1 |
| СПОСОБ ОБРАБОТКИ ГОТОВЫХ ИЗДЕЛИЙ | 1992 |
|
RU2007479C1 |
| СПОСОБ ТЕРМОАКУСТИЧЕСКОЙ ОБРАБОТКИ ИНСТРЕМЕНТА И ДЕТАЛЕЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2040551C1 |

