Область техники, к которой относится изобретение
Предметом настоящего изобретения является элемент, поглощающий энергию при столкновении, для транспортного средства (называемый также осевым энергопоглотительным элементом для транспортного средства), который сминается в осевом направлении при столкновении транспортных средств, поглощая при этом энергию их столкновения, и, в частности, обеспечивая стабильное улучшение энергопоглотительных характеристик при столкновении транспортных средств.
Уровень техники
В последние годы, с точки зрения охраны глобальной окружающей среды, наблюдается спрос на снижение веса кузовов транспортных средств. В наши дни для изготовления кузовов транспортных средств используются высокопрочные стальные листы, в частности такие листы используются для изготовления периферийных элементов пассажирского салона (кабины), что обеспечивает снижение веса корпуса транспортного средства за счет уменьшения толщины его стенок. В то же самое время, прочность высокопрочных стальных листов, используемых для изготовления моторного отделения и рам (передней рамы и задней рамы) корпуса с целью повышения их прочности, едва достигает 780 МПа в лучшем случае. Причина этого заключается в том, что высокопрочный стальной лист, используемый в качестве материала для изготовления передней и задней рам, не может быть чрезмерно увеличен, так как это приводит к перечисленным ниже проблемам, и вовсе не обязательно обеспечивает повышение поглощения энергии удара, пропорциональное повышению прочности. То есть, при повышении прочности стального листа может понижаться пластичность передней или задней рам, выполняющих роль элементов поглощения энергии столкновения и подвергающихся при столкновении значительной деформации, чтобы поглотить энергию столкновения, что может приводить к интенсивному образованию трещин, нестабильности формы после деформации, что приводит к невозможности достижения стабильности деформированной конструкции, в результате чего легко могут возникать локальные разрушения.
С учетом вышеуказанных обстоятельств, существует необходимость создания элемента, поглощающего энергию при столкновениях, способного эффективно поглощать энергию удара при столкновении, но обладающего при этом повышенной прочностью, с целью повышения прочности поглощающего энергию столкновения элемента, образующего переднюю или заднюю раму, для дальнейшего снижения веса кузова транспортного средства.
С целью удовлетворения такой потребности, например, в патентном документе (ПД) 1 раскрывается поглощающий энергию столкновения элемент, выполненный из стали с микроструктурой, содержащей аустенит в количестве 60% или более по соотношению площадей. В патентном документе 1 также в качестве примера стального листа с микроструктурой, содержащей 60% или более аустенита по соотношению площадей, раскрывается лист из аустенитной нержавеющей стали, содержащий Cr от 18 до 19%, Ni от 8 до 12%, для которого было продемонстрировано, что характеристики распространения деформации элемента, поглощающего энергию столкновения, можно улучшить путем использования выполнения такого элемента из вышеуказанной стали, обеспечивая тем самым требуемые характеристики поглощения энергии столкновения.
В ПД 2 раскрывается высокопрочный стальной лист с хорошей обрабатываемостью и высокой сопротивляемостью динамическим деформациям. Высокопрочный стальной лист, описываемый в ПД 2, выполнен из многофазного сплава, содержащего феррит и/или бейнит, любой из которых используется в качестве главной фазы, и третичную фазу, включающую остаточный аустенит от 3 до 50% по объему, и обладает высокой сопротивляемостью динамическим деформациям, при которой, после предварительного деформирования от более 0% до 10% или менее, разность между прочностью при квазистатической деформации σs и прочностью при динамической деформации σd(σd-σs) составляет по меньшей мере 60 МПа; при этом значение прочности при квазистатической деформации σs получают путем деформирования стального листа со скоростью от 5×10-4 до 5×10-3 (сек-1), прочность при динамической деформации σd получают при деформировании стального листа со скоростью от 5×10-2 до 5×103 (сек-1), а показатель упрочнения при деформации от 5% до 10% составляет по меньшей мере 0,130. Согласно технологии, раскрываемой в ПД 2, элемент, изготовленный из стального листа, имеющего (σd-σs) по меньшей мере 60 МПа, способен поглощать больше энергии при столкновении, по сравнению с величиной, полученной в результате оценки прочности этого стального листа.
Далее, в ПД 3 раскрывается высокопрочный стальной лист многофазной микроструктуры, включающей ферритную фазу и твердую вторичную фазу, составляющую от 30 до 70% от всей микроструктуры по соотношению площадей; при этом ферритная и высокопрочная вторичная фазы диспергированы в стальном листе, в котором доля площади феррита с диаметром зерен 1,2 мкм или менее в ферритной фазе составляет от 15% до 90%, и отношение между средним диаметром зерен σs феррита с диаметром зерен 1,2 мкм или менее и средним диаметром зерен dL феррита с диаметром зерен более 1,2 мкм удовлетворяет следующему неравенству: dL/σs≥3. Технология, раскрываемая в ПД 3, позволяет улучшить баланс между прочностью и пластичностью, что важно при штамповке, с получением в результате высокопрочного стального листа с отличной энергопоглотительной способностью при высокоскоростных деформациях, так что полученный таких образом высокопрочный стальной лист можно использовать при изготовлении кузова транспортного средства, требующего высоких характеристик поглощения энергии при столкновения.
Далее, согласно ПД 4 и 5, проводились исследования, использующие корытообразные трубчатые элементы, устанавливаемые в углублениях стальных листов, способных деформироваться при приложении осевой ударной нагрузки без крошения и растрескивания, и было обнаружено, что количество и размер феррита, бейнита, аустенита и дисперсных частиц можно контролировать таким образом, чтобы обеспечить возможность деформации стального листа без крошения и растрескивания в режиме деформации при ударной нагрузке.
Далее, в непатентном документе (НПД) 1 описаны примеры деталей корытообразного профиля, которые стабильно складывались в гофрированную форму при ударной нагрузке. Данный элемент был сформирован из тонкого стального листа, имеющего прочность на разрыв 1155 МПа и многофазную микроструктуру со сверхмелким зерном, постоянная n (n-value) которого составляет 0,205 для истинной деформации в диапазоне от 5% до 10%. Тонкий стальной лист, описанный в НПД 1, имел следующий химический состав: 0,15% C, 1,4% Si, 4,0% Mn, 0,05% Nb, и обладал микроструктурой, включающей феррит и вторичную фазу, где обе они характеризовались субмикронными размерами, причем вторичная фаза содержала остаточный аустенит в количестве от 12% до 35%, то есть имела высокую постоянную n и обладала высокой способностью к деформационному упрочнению.
Список процитированных документов Патентная документация
ПД 1: JP 2001-130444 A
ПД 2: JP H11-193439 A
ПД 3: JP 2007-321207 A
ПД 4: JP 2008-214645 А
ПД 5: JP 2008-231541 А
Непатентная документация
НПД 1: Y. Okitsu and N. Tsuji; "Proceedings of the 2nd International Symposium on Steel Science (ISSS 2009)", стр 253-256, Окт. 21-24, 2009, Киото, Япония, The Iron and Steel Institute of Japan.
Раскрытие изобретения (Поставленная техническая задача)
Согласно технологии, раскрытой в ПД 1, элемент поглощения энергии столкновения сформирован из стального листа с высоким содержанием аустенита. Аустенит имеет гранецентрированную кубическую (ГЦК) кристаллическую структуру, и, таким образом, его отличительным признаком является то, что он менее подвержен хрупкости и явлениям разрушения, что, в определенной степени, может повысить количество поглощаемой при столкновении энергии. Однако стальной лист с высоким содержанием аустенита, подобный листам, раскрытым в ПД 1, имеет низкую прочность на разрыв порядка 780 МПа, и кроме того его прочность ниже чем у стальных листов с объемно-центрированной кубической (ОЦК) структурой при высокоскоростных деформациях, какие бывают при столкновении, вследствие чего его прочность оказывается недостаточной для использования в качестве материала для изготовления элемента, поглощающего энергию столкновения транспортного средства. Кроме того, для получения стального листа с высоким содержанием аустенита необходимо увеличить содержание Ni и Cr, что влечет за собой повышение стоимости производства. С этой точки зрения описанный в ПД 1 стальной лист является непригодным для изготовления элементов кузова транспортного средства.
Согласно раскрытой в ПД 2 технологии оценка элементов корытообразной формы производилась только для стального листа с прочностью на разрыв около 780 МПа максимум. Элемент, сформованный из стального листа с прочностью на разрыв ниже 980 МПа, при столкновении легко деформируется, приобретая гофрированную форму, без образования изломов и трещин, и, таким образом, энергию, которую должен поглотить данный элемент при столкновении, можно вычислить на основе свойств материала. И наоборот, элемент, сформованный из стального листа с прочностью на разрыв 980 МПа и выше, при столкновении ломается и трескается, и, таким образом, энергия, которую поглощает данный элемент при столкновении, часто оказывается ниже величины, полученной путем расчетов из свойств материала. Технология, описанная в ПД 2, сталкивается с трудностями при подавлении изломо- и трещинообразования, возникающего при высокоскоростных деформациях элемента, изготовленного из высокопрочного стального листа с прочностью на разрыв 980 МПа или выше, в то время как такое подавление необходимо для увеличения поглощаемой элементом при столкновении энергии.
Согласно технологии, описанной в ПД 3, стальной лист имеет смешанную микроструктуру, включающую нанокристаллические и микрокристаллические зерна, в которой тип и доля микроструктуры твердой вторичной фазы оптимизированы с целью получения высокопрочного стального листа, обладающего как высокой прочностью, так и высокой пластичностью. Однако в ПД 3 не описан способ получения элемента, поглощающего энергию столкновения, из стального листа и не приводится какой-либо информации по подавлению образования изломов и трещин, которое становится проблемой в тех случаях, когда энергопоглотительный элемент, который должен стабильно деформироваться в гофрированную форму для эффективного поглощения энергии при столкновении, изготавливают из стального листа с прочностью на разрыв 980 МПа или выше, и вопрос такого подавления, таким образом, остается непроясненным.
Далее, согласно технологии, описанной в ПД 4 и 5, используются такие количества каждого из компонентов, а именно C, Si,% Mn, и Ti и/или Nb, которые является оптимальными для образования соответствующего количества феррита, бейнита и остаточного аустенита в микроструктуре стального листа, размера ее зерен, концентрации С в остаточном аустените и размера и количества дисперсных частиц, чтобы при осевом смятии за счет этого получить деформацию без описанных выше явлений выкрашивания и растрескивания. Однако данная технология может сталкиваться с трудностями в достижении стабильной деформации при осевом смятии без выкрашивания и растрескивания, особенно в случае использования стального листа с прочностью на разрыв 980 МПа или выше, и стабильное поглощение энергии, которое необходимо при осевом смятии, по сути гарантируется только для тех случаев, когда стальной лист обладает сочетанием вышеупомянутых химического состава и микроструктуры, и, таким образом, существует необходимость в создании элемента, сформированного из стального листа с прочностью на разрыв 980 МПа или выше, обеспечивающего подавление образования изломов и трещин при высокоскоростных деформациях, чтобы он стабильно деформировался, приобретая гофрированную форму.
Согласно технологии, раскрытой в НПД 1, элемент изготовляют из стального листа с улучшенной постоянной n, которая является показателем способности элемента к деформационному упрочнению, с целью создания элемента, поглощающего энергию столкновения, приобретающего при столкновении в осевом направлении гофрированную форму. Однако авторы настоящего изобретения провели дополнительные исследования, в результате которых было обнаружено, что даже когда для изготовления элемента поглощения энергии столкновения (удара) используется стальной лист с постоянной n выше 0,205, и данный элемент все-таки может иногда оказаться неспособным стабильно деформироваться (сжиматься) в гофрированную форму при ударном деформировании в осевом направлении.
Настоящее изобретение было сделано с учетом вышеуказанных проблем, характерных для традиционной технологии, и объектом настоящего изобретения является: элемент, поглощающий энергию столкновения транспортного средства, выполненный из высокопрочного тонкого стального листа, имеющего прочность на разрыв 980 МПа или выше, обладающего, кроме того, отличными энергопоглотительными характеристиками при осевом столкновении, а также способ изготовления такого элемента. Здесь термин "отличные энергопоглотительные характеристики при осевом столкновении" означает, что при столкновении транспортных средств элемент стабильно деформируется в осевом направлении, принимая гофрированную форму, эффективно поглощая энергию столкновения, что можно также назвать "отличной стабильностью осевого смятия".
(Решение поставленной задачи)
Для решения вышеупомянутой задачи авторы настоящего изобретения изготовили элемент, сформированный из высокопрочного тонкого стального листа, имеющий корытообразную форму (hat-shaped) в поперечном сечении, и подвергли такой элемент деформациям в результате столкновения в осевом направлении, для тщательного изучения деформационных свойств данного элемента. В результате было выяснено, что помимо постоянной n высокопрочного стального листа, используемого в качестве исходного материала для изготовления элемента, способного стабильно деформироваться в осевом направлении, принимая в процессе такого деформирования гофрированную форму, важным фактором успеха является способность высокопрочного стального листа изгибаться, в частности его способность изгибаться в U-образную форму с разворотом на 180°. Авторы настоящего изобретения обнаружили, что элемент, обладающий низкой способностью изгибаться в U-образную форму с разворотом на 180°, не способен принимать гофрированную форму при осевом столкновении, даже если постоянная n данного высокопрочного стального листа является высокой, поскольку низкая способность изгибаться в U-образную форму с разворотом на 180° ассоциируется с разрывами, и при столкновении в таком случае может иметь место неоднородная деформация деформируемого участка.
Было обнаружено также, что растрескивание при осевой деформации элемента происходит, в основном, на первом этапе изгиба, и, таким образом, следует избегать растрескивания на первой фазе изгиба, поскольку, в противном случае не происходит стабильной деформации испытуемого элемента и элемент не принимает при деформации гофрированную форму. Далее, было обнаружено, что возникновения растрескивания в изгибающейся части испытуемого элемента можно избежать, при условии, что радиус кривизны изгибаемого участка равен или превышает предельный радиус изгиба при деформации стального листа в U-образную форму с разворотом на 180°. Здесь термин "предельный радиус изгиба" означает минимальный радиус кривизны, при котором не происходит растрескивание поверхности стального листа. В дальнейшем в настоящем документе изгиб стального листа с приданием ему U-образной формы с разворотом на 180° будет называться просто "изгибом". Такой радиус кривизны в значительной мере определяется величиной постоянной n, при условии, что толщина стального листа остается постоянной; большей величине постоянной n соответствует больший радиус кривизны изгибаемого участка листа.
Таким образом, даже если постоянная n велика, и, следовательно, радиус кривизны изгибаемого участка также велик, растрескивание изгибаемого участка тестируемого элемента все равно будет происходить, если предельный радиус кривизны стального листа больше радиуса кривизны изгибаемого участка. С другой стороны, даже если постоянная n меньше, и, следовательно, радиус кривизны изгибаемого участка меньше, возникновения растрескивания на изгибаемом участке тестируемого элемента можно избежать, если стальной лист обладает отличной сгибаемостью, и его предельный радиус изгиба равен или меньше, чем радиус кривизны изгибаемого участка.
По указанным выше причинам важно сделать предельный радиус кривизны стального листа равным или меньшим, чем радиус кривизны изгибаемого участка, чтобы, таким образом получить разумное соотношение между постоянной n стального листа и предельным радиусом изгиба, что является важным фактором для обеспечения устойчивости деформации элемента в осевом направлении.
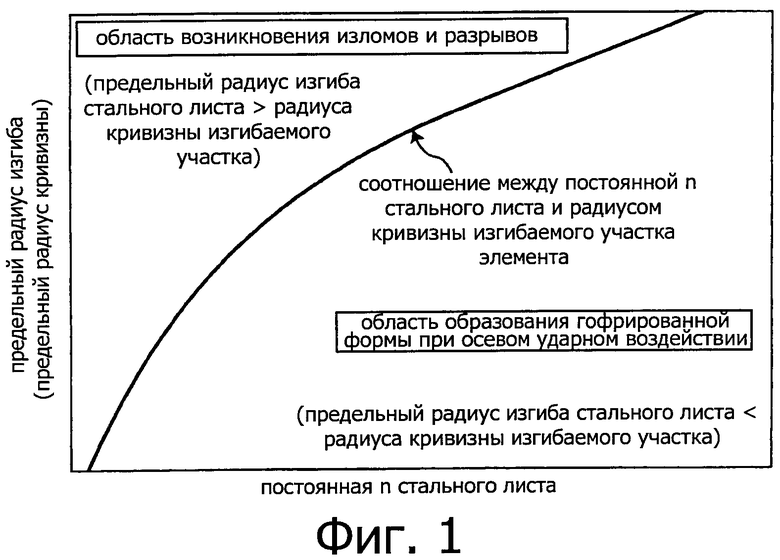
На Фиг.1 приведен график, схематично иллюстрирующий главную идею (суть) настоящего изобретения.
График на Фиг.1 показывает зависимость радиуса кривизны изгибаемого участка от постоянной n материала стального листа, где радиус кривизны изгибаемого участка определяют на основе величины постоянной n при фиксированной толщине стального листа. Когда предельный радиус изгиба материала стального листа оказывается выше кривой, показанной на Фиг.1 (то есть, находится в области возникновения изломов и разрывов), иными словами, когда предельный радиус изгиба больше радиуса кривизны изгибаемого участка, определяемого постоянной n, в исследуемом элементе при ударном воздействии возникают разрывы и изломы, и образования гофрированной формы при осевом ударном воздействии не происходит.
И наоборот, когда предельный радиус изгиба материала стального листа равен или меньше значений, находящихся на кривой, показанной на Фиг.1 (то есть находится в области образования гофрированной формы при осевом ударном воздействии), иными словами, когда предельный радиус изгиба равен или меньше радиуса кривизны изгибаемого участка, определяемого величиной постоянной n, тестируемый элемент при осевом деформировании имеет заданный радиус кривизны, и при приложении ударной нагрузки в осевом направлении происходит его стабильная деформация с получением гофрированной формы.
Другими словами, даже при одинаковых значениях постоянной n материала стального листа, в элементе, выполненном из стального листа, обладающего худшей сгибаемостью вследствие увеличения предельного радиуса изгиба, будут происходить изломы и разрывы, и при деформации он не сможет стабильно принимать гофрированную форму. При увеличении постоянной n стального листа радиус кривизны изгибаемого участка, определяемый величиной постоянной n, также увеличивается, в результате чего при деформировании тестируемого элемента он стабильно принимает гофрированную форму, даже если его сгибаемость немного ухудшилась, и предельный радиус изгиба увеличился.
Настоящее изобретение основано на том неожиданном факте, что для того, чтобы тестируемый стальной элемент при воздействии ударной осевой нагрузки стабильно приобретал гофрированную форму, важно создать стальной лист, в котором соотношение между постоянной n и сгибаемостью отвечало бы определенной зависимости.
Как правило, сгибаемость оценивают путем сгибания листа в U-образную форму с разворотом на 180° или сгибания в V-образную форму с разворотом на 90°. В настоящем изобретении стальной лист для оценки его способности к изгибу подвергали сгибанию в U-образную форму с разворотом на 180°. В частности, при сгибании в U-образную форму с разворотом на 180° предельный радиус изгиба часто оказывается больше, чем при сгибании в V-образную форму с разворотом на 90°; предельный радиус изгиба является радиусом, при превышении которого при изгибе начинает возникать растрескивание, и, таким образом, может служить показателем, относящимся к изгибу при более жестких условиях. Таким образом, сгибание в U-образную форму с разворотом на 180° хорошо коррелирует с постоянной n как показателем деформации осевого смятия. С другой стороны, предельный радиус изгиба, полученный для сгибания в V-образную форму с разворотом на 90°, служит в качестве показателя для использования при формировании элемента корытообразной формы, изогнутого на угол приблизительно 90°, и, таким образом, сгибание в V-образную форму с разворотом на 90° неспособно продемонстрировать собственное соотношение между постоянной n и способностью к сгибанию при деформации осевого смятия. В данном изобретении сгибанию в U-образную форму с разворотом на 180° уделяется большее внимание, чем сгибанию в V-образную форму с разворотом на 90°, поскольку изогнутая/деформированная часть листа, получаемая при его ударном деформировании и приобретении им гофрированной формы, напоминает форму, получаемую при сгибании в U-образную форму с разворотом на 180°.
Сначала описываются результаты экспериментов, которые послужили основанием для настоящего изобретения.
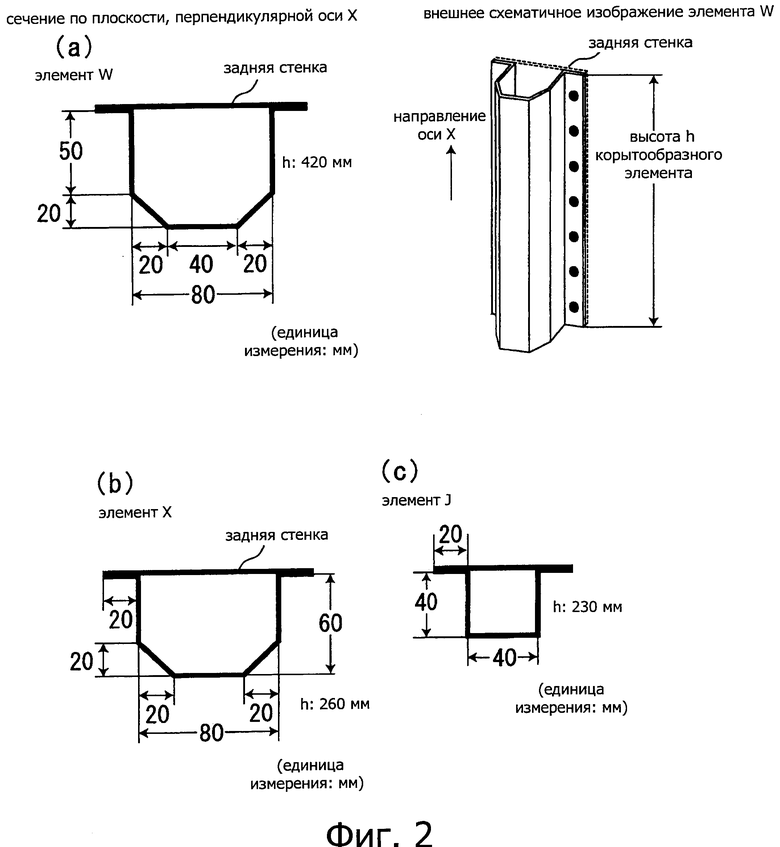
Как правило, для оценки характеристик осевого смятия элемента, поглощающего энергию столкновения, такого как боковина рамы транспортного средства, используют элемент квадратного поперечного сечения. Таким образом, были изготовлены показанные на Фиг.2(c) элементы поглощения энергии столкновения (каждый высотой по оси приблизительно 230 мм) с квадратным поперечным сечением, из различных высокопрочных стальных листов с прочностью на разрыв от 980 МПа до 1180 МПа, к каждому из которых прикладывалось ударное воздействие величиной 110 кгс в осевом направлении данного элемента со скоростью 50 км/час, чтобы деформировать данный элемент на 160 мм. Затем были отобраны элементы, стабильно приобретавшие гофрированную форму при деформации, и было исследовано их деформированное состояние.
Перед проведением испытаний определяли постоянную n тонких стальных листов, использовавшихся для изготовления тестируемых элементов, а также их прочность на растяжение. Значения постоянной n вычислялись для истинной деформации в диапазоне от 5% до 10%. Здесь, если равномерное относительное удлинение образца при испытаниях на растяжение оказывалось меньше 10%, что означает, что напряжение при истинной деформации 10% вычислить невозможно, расчет производился для истинной деформации порядка от 5% до максимальной рассчитываемой истинной деформации. Постоянная n вычислялась с помощью следующего уравнения:
Постоянная n=(lnσ10-1nσ5)/(ln0.1-ln0.05),
(где σ10 - истинное напряжение при истинной деформации 10%, σ5 - истинное напряжение при истинной деформации 5%).
Однако при невозможности получения данных для истинной деформации 10% вычисления производились для максимальной вычисляемой истинной деформации и соответствующего ей истинного напряжения.
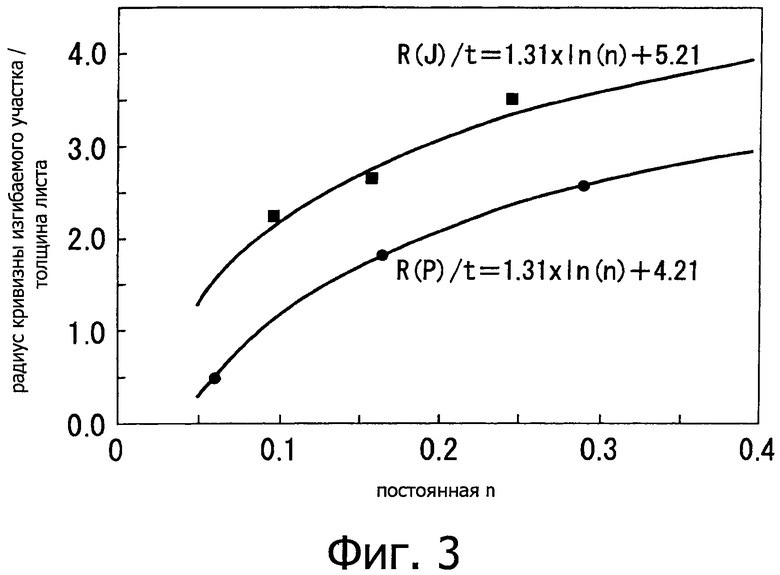
Измеряли радиус изгиба R(J) участка, сгибаемого в гофрированную форму, после вышеуказанного ударного деформирования, то есть изгибаемого участка, и на Фиг.3 приведены полученные результаты в зависимости от постоянной n. На Фиг.3 представлены результаты, нормализованные путем отнесения к толщине листа t, обозначенные как R(J)/t. Радиус изгибаемого участка получали следующим образом.
Радиус кривизны изгибаемого участка измеряли с помощью радиусного шаблона для измерения радиуса кривизны, из полученного значения вычитали толщину листа, и получали радиус изгиба изгибаемого участка.
Как видно из Фиг.3, результаты, полученные для соотношения радиуса кривизны R(J) изгибаемого участка элемента J, имеющего форму, показанную на Фиг.2(c), и постоянной n, можно упростить, как в представленном ниже уравнении (a) для R(J)/t и ln(n):
R(J)/t=1,31×ln(n)+5,21… (a);
(где t - толщина стального листа, мм).
Как уже указывалось выше, радиус изгиба изгибаемого участка в значительной степени определяется значением постоянной n, и, таким образом, если стальной лист, у которого величина предельного радиуса изгиба, отнесенная к толщине листа (предельный радиус изгиба/толщина листа), попадает в область значений ниже значений, определяемых уравнением (a), то есть в область значений, равных или меньше, чем 1,31×ln(n)+5,21, то это обеспечивает возможность стабильного деформирования элемента J с получением гофрированной формы. В то же время, если у стального листа, для которого значение параметра, полученного путем деления предельного радиуса изгиба на толщину листа (предельный радиус изгиба/толщина листа), попадает в область значений выше значений, определяемых уравнением (a), то есть в область значений больше 1.31×ln(n)+5,21, то это делает затруднительным достижение стабильной деформации.
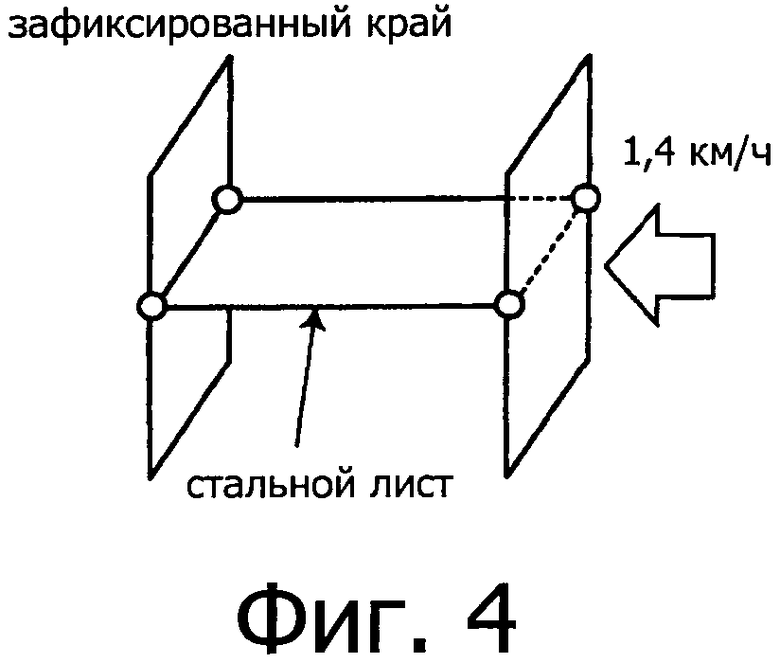
Далее, с целью устранения влияния формы элемента, рассматривается случай, когда предназначенный для использования стальной лист подвергается воздействию сжимающей продольной нагрузки в своей исходной плоской форме, без предварительного придания ему какой-либо другой формы. Это можно рассматривать как оценку деформации под действием сжимающей продольной нагрузки в наиболее жестких условиях. Такая оценка предполагает наиболее жесткие условия, и минимальный достижимый радиус кривизны R(P) изгибаемого участка был получен с помощью расчета методом конечных элементов с использованием модели, показанной на Фиг.4. Для расчета методом конечных элементов использовался явный динамический алгоритм. Листовой элемент размером (25 мм × 40 мм × 1,2 мм) был сформирован в модели оболочки, в которой один край листа был зафиксирован, а другой подвергался воздействию нагрузки таким образом, чтобы лист изгибался, приобретая U-образную форму, после чего производилось измерение радиуса кривизны с внутренней стороны данного листового элемента. Полученные таким образом результаты можно представить в упрощенном виде с помощью параметров R(P)/t и ln(n) и уравнения (b), приведенного ниже:
R(P)/1=1.31×ln(n)+4,21… (b).
Зависимости, полученные с помощью уравнений (b) и (a), представлены на Фиг.3.
Здесь, если стальной лист, у которого величина предельного радиуса изгиба, отнесенная к толщине листа (предельный радиус изгиба/толщина листа), попадает в область значений ниже значений, определяемых уравнением (a), то есть в область значений равных или меньших чем 1,31×ln(n)+4,21, то это обеспечивает возможность стабильного деформирования элемента с получением гофрированной формы, даже если элемент имеет плоское поперечное сечение, затрудняющее стабильную деформацию.
При сравнении между собой параметров R(J)/t и R(P)/t при одном и том же значении постоянной n, получается, что R(P)/t меньше, чем R(J)/t. Считается, что причиной этого является влияние, оказываемое ограничениями на вертикальность стенки поперечного сечения элемента, и можно предположить, что предельный радиус кривизны R(J) изгибаемого участка уменьшается до минимума в случае плоского листа без вертикальной стенки.
Вышеупомянутые результаты показывают, что стабильное деформирование элемента в осевом направлении с получением гофрированной формы возможно в области значений, удовлетворяющих приведенному ниже уравнению (1), в котором предельный радиус изгиба Rc/t материала стального листа равен или меньше значений, определяемых кривой уравнения (a) на Фиг.3, то есть предельный радиус изгиба Rc/t равен или меньше радиуса изгиба R(J)/t изгибаемого участка элемента с квадратным поперечным сечением,

(где Rc - предельный радиус изгиба (мм), t - толщина листа (мм), и n - постоянная n, полученная при истинной деформации от 5% до 10%).
Далее, в области значений, удовлетворяющих приведенной ниже формуле (2), в которой предельный радиус изгиба Rc/t равен или меньше значений, задаваемых кривой согласно уравнению (b) на Фиг.3, то есть предельный радиус изгиба Rc/t равен или меньше радиуса кривизны R(P)/t деформированного плоского листа,

(где Rc - предельный радиус изгиба (мм), t - толщина листа (мм), и n - постоянная n, полученная при истинной деформации от 5% до 10%), возможно стабильное деформирование элемента в осевом направлении с получением гофрированной формы, даже если элемент имеет плоское поперечное сечение, близкое к форме плоского листа, что делает затруднительным обеспечение стабильной деформации. Что касается зависимости предельного радиуса изгиба и постоянной n для деформированного элемента, то с помощью результатов исследований, проведенных для элементов различных форм и выполненных из разных материалов, и их упрощения с помощью вышеуказанных формул (1) и (2), показанных на рассматриваемой ниже Фиг.5, авторам изобретения удалось подтвердить, что изгибаемость элемента, выполненного из стального листа, ухудшалась при чрезмерном увеличении предельного радиуса изгиба Rc, не позволяющем получить стабильное деформирование элемента с получением гофрированной формы, даже при одной и той же постоянной n, в то время как более высокое значение постоянной n позволяло получить стабильную деформацию элемента даже при более низкой способности к изгибу.
На основании этих данных и дальнейших исследований было сделано настоящее изобретение.
Таким образом, предметом настоящего изобретения является:
(1) Элемент, поглощающий энергию столкновения транспортных средств, полученный путем формования высокопрочного тонкого стального листа,
прочность на разрыв TS которого равна по меньшей мере 980 МПа, а постоянная n и предельный радиус изгиба Rc удовлетворяют приведенному ниже уравнению (1):

где:
Rc - предельный радиус изгиба (мм),
t - толщина листа (мм), и
n - постоянная n, вычисленная для истинной деформации в диапазоне от 5% до 10%.
(2) Элемент, поглощающий энергию столкновения транспортных средств, полученный путем формования высокопрочного тонкого стального листа,
прочность на разрыв TS которого равна по меньшей мере 980 МПа, а постоянная n и предельный радиус изгиба Rc удовлетворяют приведенному ниже уравнению (2):

где:
Rc - предельный радиус изгиба (мм),
t - толщина листа (мм), и
n - постоянная n, вычисленная для истинной деформации в диапазоне от 5% до

(3) Элемент, поглощающий энергию столкновения транспортных средств, по n.(1) или (2),
где высокопрочный тонкий стальной лист имеет химический состав, включающий, в мас.%:
C: от 0,14 до 0,30;
Si: от 0,01 до 1,6;
Mn: от 3,5 до 10;
P: 0,060 или менее;
S: 0,0050 или менее;
Al: от 0,01 до 1,5;
N: 0,0060 или менее;
Nb: от 0,01 до 0,10; и
Fe и случайные примеси - остальное,
и где высокопрочный стальной лист имеет микроструктуру, содержащую ферритную фазу в количестве от 30 до 70% по объему от всей микроструктуры и вторичную фазу, отличную от ферритной фазы, причем средний размер зерна ферритной фазы составляет 1,0 мкм или менее, где вторичная фаза содержит по меньшей мере остаточную аустенитную фазу, составляющую по меньшей мере 10% по объему от всей микроструктуры, причем среднее межплоскостное расстояние остаточной аустенитной фазы составляет 1,5 мкм или менее.
(4) Элемент, поглощающий энергию столкновения транспортных средств, по n.(3), в химический состав материала которого входят Si и Al, причем совокупное содержание Si и Al (Si+Al) составляет по меньшей мере 0,5 мас.%.
(5) Способ изготовления элемента, поглощающего энергию столкновения транспортных средств, путем использования в качестве исходного материала высокопрочного тонкого стального листа, которому придают такую форму, чтобы получить элемент, поглощающий энергию столкновения транспортных средств, заданной формы,
в котором материал выбирают из высокопрочных тонких стальных листов, обладающих прочностью на разрыв TS по меньшей мере 980 МПа, и постоянной n и предельным радиусом изгиба Rc, соответствующими приведенному ниже уравнению (1);
где:
Rc - предельный радиус изгиба (мм),
t - толщина листа (мм), и
n - постоянная n, вычисленная для истинной деформации в диапазоне от 5% до 10%
(6) Способ изготовления элемента, поглощающего энергию столкновения транспортных средств, путем использования в качестве исходного материала высокопрочного тонкого стального листа, которому придают такую форму, чтобы получить элемент, поглощающий энергию столкновения транспортных средств, заданной формы,
в котором материал выбирают из высокопрочных тонких стальных листов, обладающих прочностью на разрыв TS по меньшей мере 980 МПа, и постоянной n и предельным радиусом изгиба Rc, соответствующими приведенному ниже уравнению (2);

где:
Rc - предельный радиус изгиба (мм),
t - толщина листа (мм), и
n - постоянная n, вычисленная для истинной деформации в диапазоне от 5% до 10%.
(7) Способ изготовления элемента, поглощающего энергию столкновения транспортных средств, по n.(5) или (6),
в котором высокопрочный тонкий стальной лист имеет химический состав, включающий, в мас.%:
C: от 0,14 до 0,30;
Si: от 0,01 до 1,6;
Mn: от 3,5 до 10;
P: 0,060 или менее;
S: 0,0050 или менее;
Al: от 0,01 до 1,5;
N: 0,0060 или менее;
Nb: от 0,01 до 0,10; и
Fe и случайные примеси - остальное,
и где высокопрочный стальной лист имеет микроструктуру, содержащую ферритную фазу в количестве от 30 до 70% по объему от всей микроструктуры и вторичную фазу, отличную от ферритной фазы, причем средний размер зерна ферритной фазы составляет 1,0 мкм или менее, а вторичная фаза содержит по меньшей мере остаточную аустенитную фазу, составляющую по меньшей мере 10% по объему от всей микроструктуры, где среднее межплоскостное расстояние остаточной аустенитной фазы составляет 1,5 мкм или менее.
(8) Способ изготовления элемента, поглощающего энергию столкновения транспортных средств, по n.(7), в химический состав материала которого входят Si и Al, причем совокупное содержание Si и Al (Si+Al) составляет по меньшей мере 0,5 мас.%. (Полезный эффект, достигаемый с помощью настоящего изобретения) Настоящее изобретение позволяет легко и стабильно получать элементы, поглощающие энергию столкновения транспортных средств, путем формовки высокопрочного тонкого стального листа с прочностью на разрыв TS по меньшей мере 980 МПа, обладающего отличными характеристиками поглощения энергии столкновения при осевом ударном воздействии, что позволяет обеспечить значительный промышленный эффект. Кроме того, в настоящем изобретении можно использовать высокопрочный тонкий стальной лист с прочностью на разрыв 980 МПа или выше, что обеспечивает усиление конструкции поглощающего энергию столкновения элемента, такого как передняя рама или задняя рама, что приводит к уменьшению веса кузова транспортного средства.
Краткое описание чертежей
Ниже будет приведено подробное описание настоящего изобретения со ссылками на прилагаемые чертежи, на которых:
Фиг.1 - поясняющий график, иллюстрирующий, каким образом соотношение между предельным радиусом изгиба (Rc) и постоянной n элемента, поглощающего энергию столкновения транспортных средств, влияет на характер деформации при осевом смятии элемента, поглощающего энергии столкновения транспортных средств, в результате столкновения;
Фиг.2 - поясняющие чертежи, на которых схематично показаны используемые в примерах формы элемента, поглощающего энергию столкновения транспортных средств;
Фиг.3 - график, показывающий зависимость радиуса кривизны при изгибе от постоянной n элемента J с квадратным поперечным сечением и элемента P с плоским поперечным сечением;
Фиг.4 - поясняющий чертеж, схематично показывающий модель для расчета методом конечных элементов, использовавшуюся для моделирования деформации плоского элемента под действием сжимающей продольной нагрузки; и
Фиг.5 - график, показывающий полученное в примерах соотношение между предельным радиусом изгиба Rc/t и постоянной n.
Осуществление изобретения
Сперва будет описана конфигурация элемента, поглощающего энергию столкновения транспортных средств, по настоящему изобретению. Элемент, поглощающий энергию столкновения транспортных средств, по настоящему изобретению выполнен из высокопрочного тонкого стального листа, которому придана определенная форма. Используемый в данном описании термин "определенная форма", хотя ничем особенно и не ограничен, предпочтительно означает элемент с поперечным сечением цилиндрической или многоугольной формы, способный эффективно поглощать энергию столкновения при осевом ударном воздействии. Далее, нет необходимости специально ограничивать способ придания формы стальному листу, и в настоящем изобретении могут быть использованы любые традиционно применяемые методы, такие как, например, штамповка и сгибание.
Далее, высокопрочный тонкий стальной лист, используемый в качестве материала для изготовления поглощающего энергию элемента по настоящему изобретению, должен иметь прочность на разрыв TS по меньшей мере 980 МПа, а также постоянную n и предельный радиус изгиба Rc, удовлетворяющие приведенным ниже формулам (1) или (2):

(где Rc - предельный радиус изгиба (мм), t - толщина листа (мм), и n - постоянная n, полученная при истинной деформации от 5% до 10%), или

(где Rc - предельный радиус изгиба (мм), t - толщина листа (мм), и n - постоянная n, полученная при истинной деформации от 5% до 10%). В настоящем описании термин "тонкий стальной лист" относится к стальному листу толщиной 3,2 мм или менее.
Энергопоглотительный элемент, изготовленный из высокопрочного тонкого стального листа, постоянная n и предельный радиус изгиба Rc которого удовлетворяют приведенному выше уравнению (1), обладает способностью стабильно деформироваться в осевом направлении при столкновении транспортных средств с принятием гофрированной формы, эффективно поглощая, таким образом, энергию столкновения даже в тех случаях, когда в качестве исходного материала используется высокопрочный стальной лист с прочностью на разрыв TS 980 МПа или более. Если постоянная n и предельный радиус изгиба Rc материала стального листа не удовлетворяют приведенному выше уравнению (1), в области изгиба возникает растрескивание (разрывы) в ходе первой фазы деформации в осевом направлении под ударным воздействием на данный элемент, что впоследствии препятствует образованию гофрированной формы. В результате, это приводит к невозможности получения стабильной деформации конструкции элемента, что делает невозможным эффективное поглощение данным элементом большого количества энергии столкновения.
То есть, при ударном воздействии на элемент в осевом направлении, даже если постоянная n материала стального листа является заданной, и, следовательно, также является заданным и радиус кривизны изгибаемого участка элемента при деформации, который определяется постоянной n, то при ударном воздействии в осевом направлении данный элемент все равно будет способен стабильно деформироваться с получением гофрированной формы без растрескивания изгибаемого участка при том условии, что материалом стального листа является высокопрочный стальной лист, предельный радиус изгиба Rc которого соответствует вышеприведенным уравнениям (1) или (2). Кроме того, даже материал стального листа, постоянная n которого является не столь высокой, например равной 0,20 или менее, при ударном воздействии в осевом направлении все равно способен стабильно деформироваться с образованием гофрированной формы без растрескивания изгибаемого участка, если предельный радиус изгиба данного стального листа достаточно мал, чтобы удовлетворять приведенному выше уравнению (1).
Далее, если элемент выполнен из высокопрочного стального листа, отвечающего приведенному выше уравнению (2), отличной сминаемости энергопоглотительного элемента можно добиться даже в случае, когда данный элемент имеет форму поперечного сечения, близкую к форме плоского листа.
Здесь значение постоянной n получают следующим образом. Образец для испытаний (выполненный в соответствии с Японскими промышленными стандартами JIS испытуемый образец №5 для испытаний на разрыв, рабочая длина 50 мм), выделенный из высокопрочного тонкого стального листа, подвергают испытаниям на разрыв в соответствии со стандартом JIS Z 2241, и значение постоянной n, полученное с помощью приведенного ниже уравнения, определенного двухточечным методом в стандарте JIS Z 2253 для истинной деформации в диапазоне от 5% до 10%, используют в качестве искомого значения постоянной n:
Постоянная n=(lnσ10-1nσ5)/(ln0.1-ln0.05),
(где σ10 - истинное напряжение при истинной деформации 10%, σ5 - истинное напряжение при истинной деформации 5%).
Однако при невозможности получения данных для истинной деформации 10% вычисления производят для максимальной достигаемой истинной деформации и соответствующего ей истинного напряжения.
Далее, предельный радиус изгиба Rc получают следующим образом. Выбранный испытуемый образец из высокопрочного тонкого стального листа (толщина листа: t мм), соответствующий требованиям стандарта JIS Z 2248, подвергают испытанию по сгибанию в U-образную форму с разворотом на 180° путем изгибания элемента с радиусом кривизны R на вершине, изменяемым с шагом 0,5 мм, с целью определения минимального радиуса изгиба, при котором не наблюдается визуально различимого линейного растрескивания на внешней стороне изгиба, и найденный минимальный радиус изгиба считали предельным радиусом изгиба Rc. Растрескивание здесь не относится к мелким трещинам, возникающим вследствие присутствия каких-то включений. Как правило, трещины длиной 1 мм или менее объясняются именно присутствием включений.
Высокопрочный тонкий стальной лист, используемый в качестве материала для изготовления энергопоглотительного элемента по настоящему изобретению, никак особенно не ограничен, например, по составу или микроструктуре при том условии, что постоянная n и предельный радиус изгиба Rc данного стального листа удовлетворяют приведенным выше уравнениям (1) или (2).
Здесь, для того, чтобы соответствовать уравнениям (1) и (2), стальной лист, предпочтительно, должен быть тонким стальным листом, химический состав которого включает, в мас.%: C: от 0,14 до 0,30; Si: от 0,01 до 1,6,% Mn: от 3,5 до 10, P: 0,060 или менее, S: 0,0050 или менее, Al: от 0,01 до 1,5, N: 0,0060 или менее, Nb: от 0,01% до 0,10%, Fe и случайные примеси - остальное, и имеющим микроструктуру, содержащую: ферритную фазу в количестве от 30% до 70% по объему от всей микроструктуры, и вторичную фазу, отличающуюся от ферритной фазы, причем ферритная фаза имеет средний размер зерна 1,0 мкм или менее, где вторичная фаза по меньшей мере содержит остаточную аустенитную фазу в количестве по меньшей мере 10% по объему от всей микроструктуры, и среднее межплоскостное расстояние остаточной аустенитной фазы составляет 1,5 мкм или менее.
Далее приводятся причины ограничения содержания каждого из компонентов высокопрочного тонкого стального листа, являющегося предпочтительным материалом для изготовления энергопоглотительного элемента по настоящему изобретению.
Далее везде, процентное содержание в процентах по массе (мас.%) каждого компонента будет обозначаться просто %.
C: от 0,14% до 0,30%
Углерод (C) является элементом, служащим для повышения объемной доли твердой фазы путем улучшения упрочняемости при закалке, повышая, тем самым, прочность стали, концентрируясь в аустените и приводя к стабилизации аустенита, например к стабилизации аустенита при комнатной температуре. Для получения описанного выше эффекта содержание С должно составлять по меньшей мере 0,14%. С другой стороны, при содержании С больше 0,30% возникает тенденция к значительному ухудшению свариваемости методом точечной сварки, а также к значительному снижению сгибаемости. Следовательно, содержание С должно находиться в диапазоне от 0,14% до 0,30%, предпочтительно 0,23% или менее.
Si: от 0,01% до 1,6%
Кремний (Si) является элементом, способствующим повышению прочности за счет упрочнения твердого раствора, а также улучшающим пластичность материала. Для достижения описанного выше эффекта содержание Si должно составлять по меньшей мере 0,01%. С другой стороны в случае, когда содержание Si превышает 1,6%, Si концентрируется в виде оксида на поверхности стального листа, что приводит к невозможности химической обработки и возникновению оголенных участков. Поэтому содержание Si должно составлять от 0,01% до 1,6%, предпочтительно в диапазоне от 0,1 до 1,0%.
Mn: от 3,5% до 10%
Марганец (Mn) эффективно способствует повышению прочности; его функция также заключается в стабилизации аустенита, благодаря чему увеличивается относительное удлинение и постоянная n.Для получения указанного выше эффекта содержание Mn должно составлять по меньшей мере 3,5%. С другой стороны, если содержание Mn намного превышает 10%, наблюдается значительная сегрегация, и в микроструктуре могут иметь место локальные колебания точки фазового перехода мартенсита вследствие сегрегации Mn, или т.п. В результате, стальной лист может иметь неоднородную микроструктуру, в которой ферритная и мартенситная фазы присутствуют в виде полос, что ухудшает сгибаемость материала. Кроме того, в этом случае Mn концентрируется в виде оксида на поверхности стального листа, что может приводить к невозможности нанесения покрытий. Следовательно, содержание Mn должно составлять от 3,5% до 10%, предпочтительно в диапазоне от 4,0% до 7,0%.
P≤0,060%
Фосфор (P) способствует повышению прочности, но в то же время ухудшает свариваемость материала. Такое неблагоприятное влияние становится значительным, когда содержание P превышает 0,060%. Таким образом, содержание P должно составлять 0,060% или менее. Чрезмерное снижение содержания P приводит к повышению затрат в процессе производства стали, и, следовательно, содержание P должно составлять по меньшей мере 0,001%. Предпочтительно, содержание P должно равняться 0,025% или менее, и еще более предпочтительно 0,015%» или менее.
S≤0,0050%
Сера (S) является элементом, придающим стали хрупкость при температуре красного каления, и при высоком содержании она может являться причиной ряда проблем в процессе производства. Кроме того, S образует сульфид марганца (MnS) в виде включений в стальном листе, которые остаются в виде пластинчатых включений после холодной прокатки листа, и, таким образом, ухудшают конечную деформируемость материала, в результате чего снижается его сгибаемость. Данное неблагоприятное воздействие, оказываемое S, становится значительным, когда содержание S превышает 0,0050%). Таким образом, содержание S должно составлять 0,0050% или менее. Чрезмерное снижение содержания S приводит к повышению затрат на десульфуризацию в процессе производства стали, и, следовательно, содержание S должно составлять предпочтительно по меньшей мере 0,0001%, и более предпочтительно 0,0030% или менее.
Al: от 0,01% до 1,5%
Алюминий (Al) - это элемент, который является эффективным раскислителем в процессе выплавки стали. Алюминий также полезен для отделения в шлак неметаллических включений, которые, в противном случае, могут снижать сгибаемость материала. Кроме того, Al концентрирует С в аустените, приводя таким образом к стабилизации аустенита, что улучшает относительное удлинение и постоянную n.Для достижения указанного выше эффекта содержание Al должно составлять по меньшей мере 0,01%). С другой стороны, при содержании Al выше 1,5% происходит не только повышение стоимости материала, но и значительное ухудшение свариваемости. Таким образом, содержание Al должно составлять от 0,01% до 1,5%, предпочтительно от 0,02% до 1,0%.
N≤0,0060%
Азот (N) представляет собой повышающий прочность растворенный компонент, но чрезмерное повышение содержания N приводит к снижению эластичности стального листа. Принимая во внимание очистку феррита с целью повышения эластичности, содержание N предпочтительно надо поддерживать на минимальном уровне, поскольку его положительные эффекты для настоящего изобретения остаются неизменными, пока содержание N не превышает 0,0060%, и, следовательно, содержание N должно быть 0,0060% или менее. Однако, при чрезмерном снижении содержания N происходит повышение затрат в процессе производства стали, и, следовательно, предпочтительное содержание N составляет по меньшей мере 0,0001%.
Nb: от 0,01% до 0,10%
Ниобий (Nb) является элементом, образующим связи с C или N, в результате чего в стали образуются мелкозернистый карбид или нитрид кремния, что эффективно способствует очистке зерен феррита после холодной прокатки и отжига, и получению равномерной тонкозернистой дисперсии и повышению прочности аустенита как твердой фазы. В частности, надлежащий контроль скорости нагрева в процессе отжига обеспечивает очистку феррита и твердой фазы, что улучшает изгибные свойства, в результате чего при ударном воздействии в осевом направлении стальной лист может стабильно деформироваться с образованием гофрированной формы. Для достижения указанного выше эффекта содержание Nb должно составлять по меньшей мере 0,01%. С другой стороны, при содержании Nb более 0,10% происходит эффект насыщения, а также наблюдается повышение твердости горячекатаного листа, что приводит к повышению нагрузки при горячей прокатке и при холодной прокатке, что снижает производительность. Кроме того, при повышенном содержании Nb в феррите возникает чрезмерное количество дисперсных частиц, что уменьшает эластичность феррита, снижая относительное удлинение и изгибаемость. Поэтому содержание Nb должно составлять от 0,01% до 0,10%, предпочтительно в диапазоне от 0,03% до 0,07%.
Выше были приведены количества основных компонентов; общее содержание Si+Al (содержание каждого из которых должно находиться в вышеуказанным диапазонах) предпочтительно составляет по меньшей мере 0,5%.
Как Si, так и Al являются элементами, подавляющими выделение цементита, и, в то же время, способствующими легкому концентрированию С в аустените. Совокупное содержание Si и Al предпочтительно составляет по меньшей мере 0,5% для более эффективного сохранения количества остаточного аустенита в стальном листе на уровне 10% или более. Более предпочтительно, общее содержание Si+Al составляет по меньшей мере 0,7%.
Помимо вышеупомянутых компонентов, остальное приходится на Fe и случайные примеси.
Высокопрочный тонкий стальной лист, используемый в качестве материала для изготовления энергопоглотительного элемента по настоящему изобретению, имеет описанный выше химический состав, а также имеет микроструктуру (многофазную), включающую ферритную фазу в количестве от 30 до 70% по объему и вторичную фазу, отличную от ферритной фазы. Здесь ферритная фаза образована мелкими зернами со средним размером зерна 1,0 мкм или менее. Такая мелкая ферритная фаза, имеющая средний размер зерна 1.0 мкм или менее, обеспечивает заданную высокую прочность (прочность на разрыв TS составляет по меньшей мере, 980 МПа) и даже повышение изгибных характеристик. Однако вышеупомянутый эффект невозможно достичь, если средний размер зерна ферритной фазы превышает 1,0 мкм. Соответственно, средний размер зерна ферритной фазы должен быть равен 1,0 мкм или менее, предпочтительно 0,8 мкм или менее.
Между тем, вторичная фаза, отличающаяся от ферритной фазы, представляет собой твердую вторичную фазу, содержащую по меньшей мере остаточную аустенитную фазу в количестве по меньшей мере 10% по объему от всей микроструктуры. Таким образом, твердая вторичная фаза в указанном количестве обеспечивает повышение прочности и эластичности. Содержание остаточной аустенитной фазы составляет по меньшей мере 10% по объему; данная фаза является мелкодисперсной, и ее среднее межплоскостное расстояние составляет 1,5 мкм или менее в области остаточной аустенитной фазы, что приводит к повышению постоянной n, обеспечивая, в то же время, отличную сгибаемость, что позволяет корректировать соотношение между постоянной n и предельным радиусом изгиба таким образом, чтобы оно попадало в желаемый диапазон. Кроме того, стальной лист с микроструктурой, подобной описанной выше, обеспечивает стабильное деформирование энергопоглотительного элемента при ударном воздействии с получением гофрированной формы. При содержании остаточной аустенитной фазы менее 10% или при грубодисперсности аустенитной фазы со средним межплоскостным расстоянием более 1,5 мкм, требуемую сгибаемость получить не удается. Содержание остаточной аустенитной фазы со средним межплоскостным расстоянием 1 мкм или менее должно составлять предпочтительно по меньшей мере 15% по объему. Средний размер зерна остаточной аустенитной фазы должен составлять предпочтительно от 0,1 мкм до 1 мкм.
В данном изобретении твердая вторичная фаза, помимо остаточной аустенитной фазы, может включать бейнитную (содержащую отпущенный бейнит) фазу, мартенситную (содержащую отпущенный мартенсит) фазу и цементитную фазу. Излишне говорить о том, что каждая твердая вторичная фаза, отличающаяся от остаточной аустенитной фазы, также предпочтительно должна быть мелкодисперсной, как и остаточная аустенитная фаза.
Далее описан предпочтительный способ изготовления высокопрочного тонкого стального листа, предназначенного для использования в качестве материала для изготовления энергопоглотительного элемента по настоящему изобретению.
Стальной материал с вышеупомянутым химическим составом может быть предпочтительно подвергнут горячей прокатке, травлению, холодной прокатке и отжигу, осуществляемым в указанном порядке, чтобы посредством данных операций получить высокопрочный тонкий стальной лист.
Способ изготовления стального материала никак особенно не ограничивается, и любой обычный способ выплавки стали, такой как плавка в конвертере, может быть предпочтительно использован для получения расплавленной стали с вышеуказанным химическим составом, которая может быть подвергнута непрерывному литью, а также литью в слитки и блюмингу для получения, таким образом, толстой прокатной заготовки в качестве стального материала.
Полученная таким образом плоская прокатная заготовка предпочтительно подвергается горячей прокатке либо после однократного охлаждения с последующим повторным нагревом, либо непосредственно после получения, без тепловой обработки после литья.
Температура нагрева в процессе горячей прокатки предпочтительно составляет от 1150 до 1400°C. При температуре нагрева ниже 1150°C не достигается достаточная униформизация, в то время как при высоких температурах нагрева выше 1400°C происходят значительные потери от окисления, и уменьшается количество получаемой продукции. Предпочтительная температура нагрева составляет по меньшей мере 1250°C для уменьшения эффекта сегрегации Mn с целью повышения сгибаемости.
В процессе горячей прокатки плоская прокатная заготовка подвергается черновой прокатке и чистовой прокатке для получения горячекатаного листа, который сворачивают в рулоны.
Условия черновой прокатки никак особенно не оговариваются, при условии, что она обеспечивает получение листовой заготовки требуемой формы и размеров. Далее, в процессе чистовой прокатки температура конца прокатки должна составлять от 850 до 950°C. Если температура конца прокатки находится вне вышеуказанного диапазона, это приводит к невозможности униформизации микроструктуры горячекатаного листа, что, в свою очередь, приводит к ухудшению обрабатываемости листа, в том числе к ухудшению его способности к растяжению и изгибу.
По окончании чистовой прокатки стальной лист охлаждают со средней скоростью от 5 до 200°C/сек в диапазоне температур до 750°C. Такая обработка дает возможность подавить образование лентовидной текстуры, содержащей две фазы, а именно ферритную и перлитную фазы. Температура сматывания полосы в рулон должна составлять от 350°C до 650°C. При температуре сматывания полосы в рулон ниже 350°C чрезмерно повышается прочность стального листа, что затрудняет переход к следующему этапу обработки стального листа, а также его холодную прокатку. С другой стороны, при температуре сматывания полосы в рулон, превышающей 650°C, происходит избыточное образование внутреннего окислительного слоя на поверхности стального листа, что значительно снижает усталостную прочность.
Далее, горячекатаный лист подвергают процессу холодной прокатки, в ходе которого лист сначала подвергают травлению, а затем собственно холодной прокатке, в результате чего получают холоднокатаный лист.
Степень обжатия при холодной прокатке должна предпочтительно составлять по меньшей мере 30% для измельчения зерна микроструктуры. Здесь, при высокой твердости горячекатаного листа возможно проведение нагрева листа приблизительно до 500°C и проведение теплой прокатки вместо холодной. Однако, в соответствии с настоящим изобретением нарастание напряжений в процессе холодной прокатки является критическим для измельчения зерна микроструктуры, и, таким образом, лист подвергают прокатке при комнатной температуре вместо прокатки при повышенной температуре, вызывающей снижение напряжений.
В качестве альтернативного варианта горячекатаный лист может быть подвергнут отжигу с целью смягчения. Степень обжатия при холодной прокатке предпочтительно ограничивается значением 60% или менее, поскольку в противном случае возрастает нагрузка при прокатке, что затрудняет проведение холодной прокатки.
Затем полученный холоднокатаный лист подвергают отжигу с целью получения холоднокатаного отожженного листа.
При отжиге и во время нагрева перед охлаждением производится контроль микроструктуры стального листа, с целью оптимизации объемной долевой концентрации и окончательного размера зерна получаемого феррита. Согласно настоящему изобретению, первичный нагрев от 300 до 600°C производится с высокой средней скоростью от 1 до 50°C/сек, а затем выполняется вторичный нагрев от 600°C до температуры отжига со средней скоростью нагрева от 0,1 до 10°C/сек, чтобы таким образом нагреть стальной лист до температуры отжига от 650 до 750°C.
Первичный нагрев, производимый с высокой средней скоростью от 1 до 50°C/сек, позволяет подавить рост зерен феррита и обеспечивает мелкодисперсность аустенитной фазы в ферритовой матрице, в результате чего достигается мелкодисперсность микроструктуры твердой вторичной фазы. Далее, вторичный нагрев, производимый со скоростью от 0,1 до 10°C/сек, позволяет точно регулировать температуру отжига.
Температура отжига должна составлять от 650 до 750°C. Температура отжига ниже 650°C приводит к возникновению напряжений в процессе холодной прокатки, что ухудшает изгибные свойства листа. С другой стороны, при температуре отжига выше 750°C происходит укрупнение кристаллических зерен, в результате чего становится невозможным получить требуемую мелкую структуру.
Температуру отжига желательно удерживать в вышеуказанном диапазоне в течение периода от 10 до 500 сек. При времени удерживания менее 10 сек в процессе холодной прокатки остаются напряжения, что ухудшает сгибаемость. Между тем, если отжиг производится в течение длительного периода времени, превышающего 500 сек, едва ли можно отметить какие-либо структурные изменения, и, таким образом, верхний предел времени удержания предпочтительно составляет 500 сек.
После выдерживания при вышеуказанной температуре отжига стальной лист охлаждают до температуры 200°C или ниже со средней скоростью от 1 до 30°C/сек. Скорость охлаждения менее 1°C/сек требует длительного времени охлаждения, что приводит к увеличению затрат. С другой стороны, быстрое охлаждение со скоростью более 30°C/сек приводит к неоднородному охлаждению стального листа, что приводит к нестабильному качеству материала. В качестве альтернативного варианта, стальной лист можно охлаждать от температуры отжига до температуры 350-500°C, и затем выдерживать при температуре от 350 до 500°C в течение по меньшей мере 10 сек, предпочтительно в течение по меньшей мере 120 сек, перед тем, как приступать к охлаждению до комнатной температуры.
Во время охлаждения в процессе отжига стальной лист может подвергаться цинкованию, при котором лист помещают в ванну для горячего цинкования, а затем регулируют количество наносимого цинкового слоя посредством, например, струйного регулирования, и далее производят нагрев листа до заданной температуры. Далее, после отжига, стальной лист без всяких проблем может быть подвергнут гальванизации для нанесения цинкового или никелевого покрытия и дрессировке, которые обычно производятся в случае стальных листов, предназначенных для транспортных средств.
ПРИМЕРЫ
(Пример 1)
Расплавленные стали, имеющие указанные в Таблице 1 химические составы, получали на сталеплавильном производстве и разливали в плоские прокатные заготовки (стальной материал) толщиной 300 мм. Затем каждая из полученных таким образом плоских прокатных заготовок была нагрета до указанных в Таблице 2 температур нагрева, после чего была подвергнута горячей прокатке.
После этого полученные горячекатаные листы подвергали холодной прокатке со степенями обжатия, указанными в Таблице 2, и были получены холоднокатаные стальные листы. Затем полученные таким образом холоднокатаные стальные листы подвергали процессу отжига в условиях, указанных в Таблице 2.
Полученные таким образом стальные листы (холоднокатаные отожженные листы) исследовали в отношении микроструктуры, испытаний на разрыв и испытаний на изгиб. Применялись следующие методы испытаний.
Исследование микроструктуры
Испытуемые образцы для исследования микроструктуры отбирали от каждого полученного стального листа; данные образцы подвергали секционной полировке, где толщина листа была параллельна направлению прокатки, и затем травили 3%-ным раствором ниталя, чтобы микроструктуру в области от поверхности стального листа до 1/4 толщины листа можно было рассмотреть с помощью сканирующего электронного микроскопа (степень увеличения от 1000 до 5000), с целью определения микроструктуры и измерения размера зерен кристаллизации ферритной фазы методом секущих с помощью полученных указанным образом электронных микрофотографий. В рамках метода секущих для определения размера зерна феррита на микрофотографию наносят прямые линии, каждая длиной 20 мкм, в перпендикулярном и в горизонтальном направлениях. Для получения доли микроструктуры ферритной фазы микрофотографию подвергали обработке с помощью коммерчески доступного программного обеспечения для обработки изображений (Paint Shop Pro, версия 9 (товарный знак) (разработана компанией Corel Corporation)) и преобразовывали в двоичную форму в ферритную фазу и вторичную фазу, что позволяло измерить относительное содержание ферритной фазы, которую принимали в качестве объемной долевой концентрации ферритной фазы.
Затем методом рентгеновской дифракции определяли часть микроструктуры (объемную долевую концентрацию) остаточной аустенитной фазы. Стальной лист подвергали шлифовке до глубины % толщины листа от его поверхности, а затем химической полировке дополнительно на глубину 0,1 мм. На этой шлифованной и отполированной поверхности с помощью рентгеновского дифрактометра, использующего Kα - линию Mo, измеряли интегральную интенсивность для поверхностей кристаллов (200), (220) и (311) ГЦК-железа и для поверхностей кристаллов (200), (211) и (220) ОЦК-железа. По результатам вышеуказанных измерений производили вычисление доли микроструктуры (объемной долевой концентрации) остаточного аустенита. Для того, чтобы получить распределение остаточной аустенитной фазы, определяли ГЦК-фазу с помощью диаграммы распределения обратного рассеяния электронов на глубине 1/4 толщины листа, и на основании полученных таким образом данных вычисляли средний размер зерна и среднее межплоскостное расстояние для каждой фазы ГЦК. Средний размер зерна остаточного аустенита определяли методом послойной разрезки образцов, при котором на диаграмму распределения обратнорассеянных электронов наносили прямые горизонтальные и вертикальные линии, длина которых соответствовала 20 м в масштабе диаграммы, и количество пересечений усредняли. Для получения среднего межплоскостного расстояния остаточного аустенита на диаграмму распределения обратнорассеянных электронов наносили 10 прямых линий в случайных направлениях, и измеряли сечения зерен феррита между зернами остаточного аустенита, которые затем усредняли, чтобы получить среднее межплоскостное расстояние остаточного аустенита.
(2) Испытания на разрыв
Соответствующий Японскому промышленному стандарту JIS испытуемый образец №5, продольное направление (направление растяжения) которого было ориентировано под углом 90 градусов к направлению прокатки, отобранный в соответствии со стандартом JIS Z 2201 от каждого полученного стального листа, подвергали испытанию на разрыв в соответствии с требованиями стандарта JIS Z 2241, для определения, таким образом, его способности к растяжению (прочности на разрыв TS). Постоянную n вычисляли по данным деформации под действием напряжения, полученным в ходе испытаний на разрыв, с помощью следующего уравнения, определяемого двухточечным методом в стандарте JIS Z 2253 для истинной деформации в диапазоне значений от 5% до 10%.
Постоянная n=(lnσ10-1nσ5)/(ln0.1-ln0.05),
(где σ10 - истинное напряжение при истинной деформации 10%, σ5 - истинное напряжение при истинной деформации 5%)
Здесь при невозможности получения данных для истинной деформации 10% вычисления производились для максимальной достигаемой истинной деформации и соответствующего ей истинного напряжения.
(3) Испытание на изгиб
Выбранный испытуемый образец (ширина 30 мм × длина 100 мм), отобранный согласно требованиям стандарта JIS Z 2248 из каждого полученного высокопрочного тонкого стального листа, подвергали испытаниям на сгибание в U-образную форму с разворотом на 180° с радиусом кривизны R на вершине, изменяемым с шагом 0,5 мм, с целью определения минимального радиуса изгиба Rc (мм), при котором не происходит растрескивание изгибаемого участка. Данный минимальный радиус изгиба Rc считали предельным радиусом изгиба (мм). При этом, трещины длиной 1 мм или менее, возникающие вследствие присутствия включений, не учитывались.
Полученные результаты приведены в Таблице 3.
Далее производили отбор материала для испытаний от каждого из полученных высокопрочных тонких стальных листов, обладающих вышеуказанными свойствами, и данный материал использовали для изготовления посредством изгибания энергопоглотительного элемента с формой поперечного сечения, как показано на Фиг.2. Данный элемент прикрепляли к высокопрочному стальному листу класса прочности 590 МПа, который служил в качестве задней стенки, чтобы получить, таким образом, два типа энергопоглотительных элементов высотой 420 мм (элемент W) и 260 мм (элемент X) соответственно. При этом, соотношение между самой короткой стороной b из сторон, параллельных или перпендикулярных обратной стороне элемента, и толщиной листа t составляет b/t=33,3 для элемента X и b/t=33,3 для элемента W. Для данных энергопоглотительных элементов проводили испытание на смятие. Метод испытаний был следующим.
(4) Испытания на смятие
В ходе испытаний производилось смятие энергопоглотительных элементов ударным воздействием в осевом направлении различными весами от 110 кгс до 190 кгс в зависимости от элемента; при этом скорость воздействия веса составляла 50 км/сек, чтобы обеспечить смятие элемента на высоту 200 мм или 240 мм. После смятия энергопоглотительных элементов производилось визуальное определение характера деформации элементов, для расчета количества поглощенной энергии, необходимого для достижения заданной деформации.
Полученные результаты приведены в Таблице 4.
**) Средняя скорость от 300°C до 600°C
***) Средняя скорость от 600°C до температуры отжига
****) Средняя скорость от температуры отжига до 180°C
разрыв TS (МПа)
изгиба Rc (мм)
**) Формула (1): Rc/t≤1,31×ln(n)+5,21… (1); Формула (2): Rc/t≤1,31×ln(n)+4,21… (2)
***) F - феррит, M - мартенсит, B - бейнит, γ - аустенит (остаточный γ), θ - цементит
Все примеры по настоящему изобретению обеспечивали стабильное деформирование энергопоглотительного элемента при ударном воздействии в осевом направлении с получением гофрированной формы при прочности на разрыв стального листа, равной 980 МПа или выше, и постоянной n и предельном радиусе изгиба, отвечающим уравнениям (1) и (2). Энергия, поглощаемая элементом при смятии, в этом случае составляла 11,5 кДж и выше, что означает, что данный элемент отлично справляется с задачей поглощения энергии столкновения. С другой стороны, в сравнительных примерах, не попадающих в объем настоящего изобретения, наблюдалось растрескивание и неоднородная деформация элементов при смятии в осевом направлении, а энергия, поглощенная при смятии, составляла менее 11,5 кДж, что означает, что эти элементы обладали более низкими характеристиками по поглощению энергии по сравнению с элементами, стабильно деформируемыми в гофрированную форму.
(Пример 2)
Элементы, поглощающие энергию столкновения, изготавливались из тонких стальных листов с прочностью на разрыв от класса 980 МПа до класса 1300 МПа), механические свойства при растяжении, постоянная n и свойства при изгибе (предельный радиус изгиба Rc) которых приведены в Таблице 5. Поглощающие энергию элементы столкновения изготавливали в виде одного из показанных выше элементов X, W и J см. Фиг.2. Задняя пластина каждого из данных элементов была изготовлена из высокопрочного стального листа класса прочности 590 МПа, как и в Примере 1.
Для данных энергопоглотительных элементов проводили испытания на смятие. Метод испытаний был таким же, как и в Примере 1.
Полученные результаты приведены в Таблице 5.
**) Формула (1): Rc/t≤1,31×ln(n)+5,21… (1); Формула (2): Rc/t≤1,31×ln(n)+4,21… (2)
***) См. Фиг.2
Элементы по каждому из примеров осуществления настоящего изобретения при ударном воздействии в осевом направлении стабильно деформировались с приобретением гофрированной формы.
Кроме того, результаты, полученные для Примеров 1 и 2, вместе проиллюстрированы на Фиг.5 в зависимости от предельного радиуса изгиба и постоянной n.На Фиг.5 белыми точками показаны случаи, в которых энергопоглотительный элемент стабильно деформировался с приобретением гофрированной формы, а черными точками показаны случаи, когда в элементе возникали разрывы и его деформация с приобретением гофрированной формы стабильной не являлась.
На основании Фиг.5 становится ясным, что при ударном воздействии в осевом направлении стабильное деформирование энергопоглотительного элемента с приобретением гофрированной формы с отличными характеристиками поглощения энергии столкновения наблюдалось в случаях, когда значение отношения предельного радиуса изгиба к толщине листа (Rc/t) удовлетворяет уравнениям (1) и (2). Например, когда материал стального листа имеет высокую постоянную n, элемент при смятии стабильно деформируется с принятием гофрированной формы. При этом, даже если значение постоянной n невелико, например составляет 0,20 и менее, энергопоглотительный элемент все-таки может стабильно деформироваться с принятием гофрированной формы, если отношение предельного радиуса изгиба к толщине листа (Rc/t) удовлетворяет формулам (1) и (2). В то же время, в энергопоглотительном элементе, выполненном из стального листа, не отвечающего уравнению (1), возникают разрывы независимо от формы данного элемента, и его стабильная деформация с получением гофрированной формы невозможна.
Изобретение относится к области металлургии, а именно к изготовлению поглощающих энергию столкновения транспортных средств элементов. Элемент выполнен из высокопрочного тонкого стального листа, обладающего прочностью на разрыв по меньшей мере 980 МПа и имеющего следующий химический состав, содержащий в мас.%: C: от 0,14 до 0,30, Si: от 0,01 до 1,6, Mn: от 3,5 до 10, N: 0,0060 или менее, Nb: от 0,01 до 0,10, P: 0,06 или менее, S: 0,005 или менее, Al: от 0,1 до 1,5, железо и неизбежные примеси - остальное. Лист имеет микроструктуру, содержащую ферритную фазу в количестве от 30 до 70% по объему от всей микроструктуры и вторичную фазу, отличную от ферритной фазы, причем средний размер зерна ферритной фазы составляет 1,0 мкм или менее, вторичная фаза содержит по меньшей мере остаточную аустенитную фазу, составляющую по меньшей мере 10% по объему от всей микроструктуры, а среднее межплоскостное расстояние остаточной аустенитной фазы составляет 1,5 мкм или менее. Показатель деформационного упрочнения n и предельный радиус изгиба Rc удовлетворяют уравнению: Rc/t≤1,31×ln(n)+5,21, где t - толщина листа (мм). Изготавливаемые элементы имеют высокие характеристики поглощения энергии столкновения при сминающем воздействии в осевом направлении. 4 н. и 2 з.п. ф-лы, 5 ил., 5 табл., 2 пр.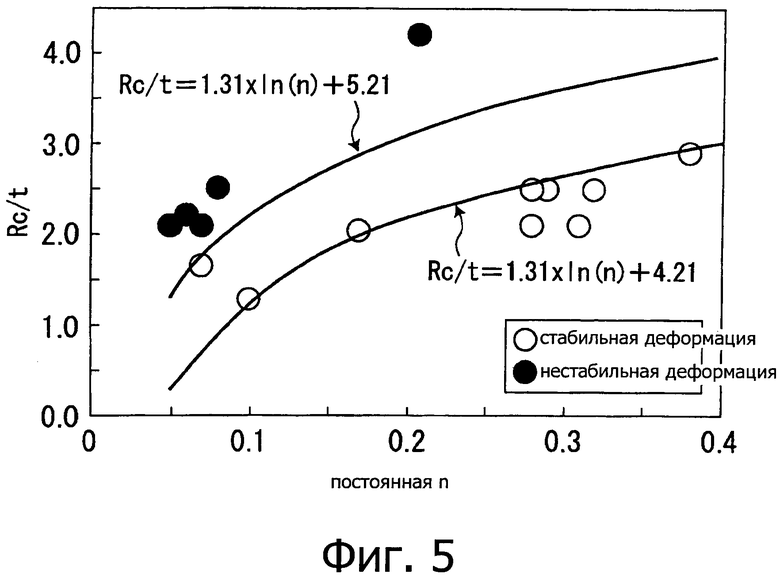
1. Элемент, поглощающий энергию столкновения транспортных средств, выполненный путем формования высокопрочного тонкого стального листа, имеющего прочность на разрыв TS по меньшей мере 980 МПа, постоянную n и предельный радиус изгиба Rc, удовлетворяющие приведенному ниже уравнению (1):
Rc/t≤1,31×ln(n)+5,21 (1),
где Rc - предельный радиус изгиба (мм),
t - толщина листа (мм),
n - постоянная, используемая в качестве показателя деформационного упрочнения, вычисленная с помощью следующего уравнения:
n=(lnσ10-lnσ5)/(ln0,1-1n0,05),
где σ10 - истинное напряжение при истинной деформации 10%, σ5 - истинное напряжение при истинной деформации 5%,
причем высокопрочный тонкий стальной лист имеет химический состав, содержащий, мас.%:
С: от 0,14 до 0,30
Si: от 0,01 до 1,6
Mn: от 3,5 до 10
Р: 0,060 или менее
S: 0,0050 или менее
Al: от 0,01 до 1,5
N: 0,0060 или менее
Nb: от 0,01 до 0,10 и
Fe и случайные примеси - остальное,
при этом высокопрочный стальной лист имеет микроструктуру, содержащую ферритную фазу в количестве от 30 до 70% по объему от всей микроструктуры и вторичную фазу, отличную от ферритной фазы, причем средний размер зерна ферритной фазы составляет 1,0 мкм или менее, вторичная фаза содержит по меньшей мере остаточную аустенитную фазу, составляющую по меньшей мере 10% по объему от всей микроструктуры, а среднее межплоскостное расстояние остаточной аустенитной фазы составляет 1,5 мкм или менее.
2. Элемент, поглощающий энергию столкновения транспортных средств, полученный путем формования высокопрочного тонкого стального листа, имеющего прочность на разрыв TS по меньшей мере 980 МПа, постоянную n и предельный радиус изгиба Rc, удовлетворяющие приведенному ниже уравнению (2):
Rc/t≤1,31×ln(n)+4,21 (2),
где Rc - предельный радиус изгиба (мм),
t - толщина листа (мм),
n - постоянная, используемая в качестве показателя деформационного упрочнения, вычисленная с помощью следующего уравнения:
n=(lnσ10-lnσ5)/(ln0,1-ln0,05),
где σ10 - истинное напряжение при истинной деформации 10%, σ5 - истинное напряжение при истинной деформации 5%,
причем высокопрочный тонкий стальной лист имеет химический состав, содержащий, мас.%:
С: от 0,14 до 0,30
Si: от 0,01 до 1,6
Mn: от 3,5 до 10
Р: 0,060 или менее
S: 0,0050 или менее
Al: от 0,01 до 1,5
N: 0,0060 или менее
Nb: от 0,01 до 0,10 и
Fe и случайные примеси - остальное,
при этом высокопрочный стальной лист имеет микроструктуру, содержащую ферритную фазу в количестве от 30 до 70% по объему от всей микроструктуры и вторичную фазу, отличную от ферритной фазы, причем средний размер зерна ферритной фазы составляет 1,0 мкм или менее, вторичная фаза содержит по меньшей мере остаточную аустенитную фазу, составляющую по меньшей мере 10% по объему от всей микроструктуры, а среднее межплоскостное расстояние остаточной аустенитной фазы составляет 1,5 мкм или менее.
3. Элемент, поглощающий энергию столкновения транспортных средств, по п. 1 или 2, в котором химический состав стального листа содержит Si и Al, причем совокупное содержание Si и Al (Si+Al) составляет по меньшей мере 0,5 мас.%.
4. Способ изготовления элемента, поглощающего энергию столкновения транспортных средств, включающий использование в качестве материала высокопрочного тонкого стального листа, которому придают такую форму, чтобы получить элемент, поглощающий энергию столкновения транспортных средств, заданной формы,
в котором материал выбирают из высокопрочных тонких стальных листов, обладающих прочностью на разрыв TS по меньшей мере 980 МПа, постоянной n и предельным радиус изгиба Rc, соответствующими приведенному ниже уравнению (1):
Rc/t≤1,31×ln(n)+5,21 (1),
где Rc - предельный радиус изгиба (мм),
t - толщина листа (мм),
n - постоянная, используемая в качестве показателя деформационного упрочнения, вычисленная с помощью следующего уравнения:
n=(lnσ10-lnσ5)/(ln0,1-ln0,05),
где σ10 - истинное напряжение при истинной деформации 10%, σ5 - истинное напряжение при истинной деформации 5%,
причем высокопрочный тонкий стальной лист имеет химический состав, содержащий, мас.%:
С: от 0,14 до 0,30
Si: от 0,01 до 1,6
Mn: от 3,5 до 10
Р: 0,060 или менее
S: 0,0050 или менее
Al: от 0,01 до 1,5
N: 0,0060 или менее
Nb: от 0,01 до 0,10 и
Fe и случайные примеси - остальное,
при этом высокопрочный стальной лист имеет микроструктуру, содержащую ферритную фазу в количестве от 30 до 70% по объему от всей микроструктуры и вторичную фазу, отличную от ферритной фазы, причем средний размер зерна ферритной фазы составляет 1,0 мкм или менее, вторичная фаза содержит по меньшей мере остаточную аустенитную фазу, составляющую по меньшей мере 10% по объему от всей микроструктуры, а среднее межплоскостное расстояние остаточной аустенитной фазы составляет 1,5 мкм или менее.
5. Способ изготовления элемента, поглощающего энергию столкновения транспортных средств, включающий использование в качестве материала высокопрочного тонкого стального листа, которому придают такую форму, чтобы получить элемент, поглощающий энергию столкновения транспортных средств, заданной формы,
в котором материал выбирают из высокопрочных тонких стальных листов, обладающих прочностью на разрыв TS по меньшей мере 980 МПа, постоянной n и предельным радиусом изгиба Rc, соответствующими приведенному ниже уравнению (2):
Rc/t≤1,31×ln(n)+4,21 (2),
где Rc - предельный радиус изгиба (мм),
t - толщина листа (мм),
n - постоянная, используемая в качестве показателя деформационного упрочнения, вычисленная с помощью следующего уравнения:
n=(lnσ10-lnσ5)/(ln0,1-ln0,05),
где σ10 - истинное напряжение при истинной деформации 10%, σ5 - истинное напряжение при истинной деформации 5%,
причем высокопрочный тонкий стальной лист имеет химический состав, содержащий, мас.%:
С: от 0,14 до 0,30
Si: от 0,01 до 1,6
Mn: от 3,5 до 10
Р: 0,060 или менее
S: 0,0050 или менее
Al: от 0,01 до 1,5
N: 0,0060 или менее
Nb: от 0,01 до 0,10 и
Fe и случайные примеси - остальное,
при этом высокопрочный стальной лист имеет микроструктуру, содержащую ферритную фазу в количестве от 30 до 70% по объему от всей микроструктуры и вторичную фазу, отличную от ферритной фазы, причем средний размер зерна ферритной фазы составляет 1,0 мкм или менее, вторичная фаза содержит по меньшей мере остаточную аустенитную фазу, составляющую по меньшей мере 10% по объему от всей микроструктуры, а среднее межплоскостное расстояние остаточной аустенитной фазы составляет 1,5 мкм или менее.
6. Способ изготовления элемента, поглощающего энергию столкновения транспортных средств, по п. 4 или 5, в котором химический состав стального листа содержит Si и Al, причем совокупное содержание Si и Al (Si+Al) составляет по меньшей мере 0,5 мас.%.
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| ВЫСОКОПРОЧНЫЙ ХОЛОДНОКАТАНЫЙ СТАЛЬНОЙ ЛИСТ С ПРЕДЕЛОМ ПРОЧНОСТИ НА РАЗРЫВ 780 МПа ИЛИ БОЛЕЕ, ИМЕЮЩИЙ ПРЕВОСХОДНУЮ ЛОКАЛЬНУЮ ДЕФОРМИРУЕМОСТЬ И ЗАМЕДЛЕННОЕ ПОВЫШЕНИЕ ТВЕРДОСТИ МЕСТА СВАРКИ | 2004 |
|
RU2312163C2 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |

