Изобретение относится к отделочно упрочняющей обработке внутренних поверхностей деталей большой длины и может быть использовано в машиностроении при обработке цилиндрических, конических, фасонных отверстий и полостей, в том числе переменного по длине сечения.
Целью изобретения является расширение технологических возможностей путем обеспечения отделочно-упроч- няющей обработки полированными шариками за счет сообщения рабочей среде дополнительных движений.
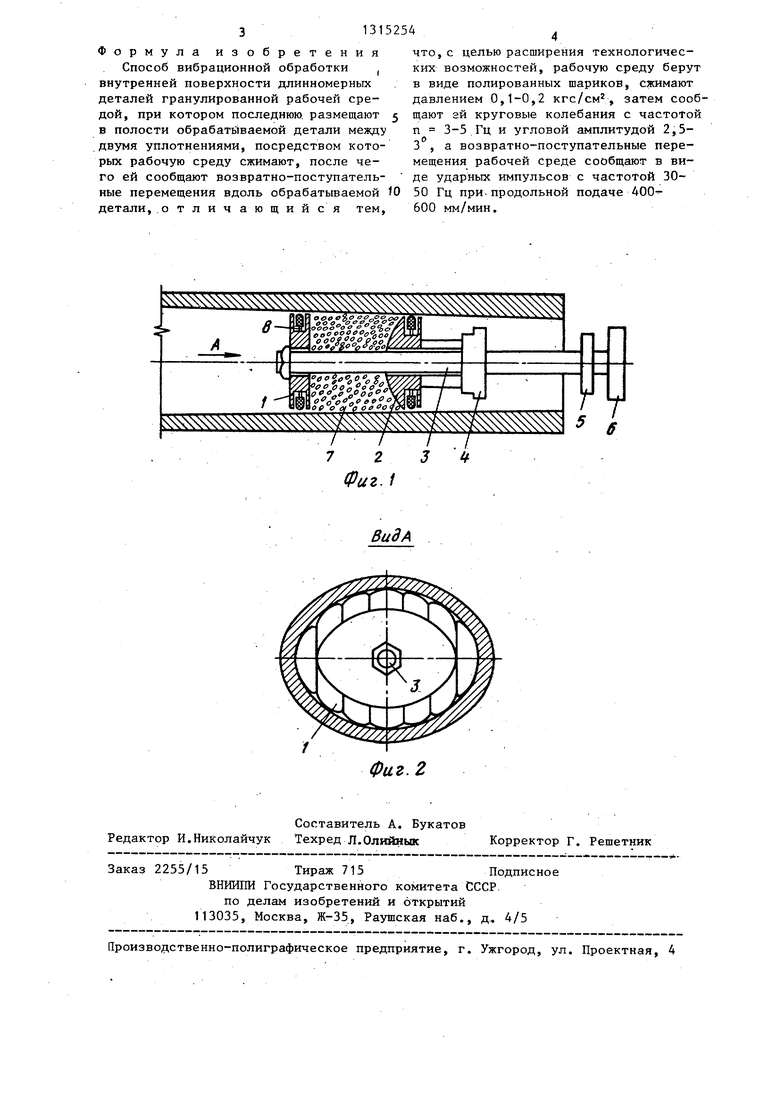
На фиг. 1 изображено устройство для реализации предлагаемого способа общий вид; на фиг. 2 - вид, А на фиг. (схема расположения элементов неподвижного уплотнения шиберно-лепестко- вого типа)о
Устройство для реализации способа состоит из неподвижного уплотнения 1 подвижного уплотнения 2 с ударником, подающей штанги 3, привода 4 осевого перемещения, привода 5 ударных импул сов, привода 6 круговых колебаний, рабочей среды 7 и пружины 8.
Способ основан на обработке внутренней поверхности уплотненной сыпучей рабочей средой, через которую передаются ударные импульсы от механического ударника на обрабатываемую поверхность, при этом уплотнение среды Должно находиться в пределах Р 0,1-0,20 кгс/см. Приложение давления ниже установленного предела связано со значительным рассеянием энергии удара в среде и резким снижением интенсивности обра ботки или полным ее прекращением, тогда как превьш1ение указанного предела приводит к заклиниванию рабочей среды и неравномерной обработке отверстия ка по длине, так и по сечению. Для последовательной обработки отверстия по всей длине уплотненная обрабатывающая среда перемещается вдоль обрабатываемого отверстия со скоростью S 400-600 мм/мин. Подача ниже установленного предела не обеспечивает оптимальной производительности, а превьш1ение связано с ухудшением качества обрабатываемой поверхности вследствие возможного появления на ней задиров.
При обработке отверстий переменного сечения уплотненная обрабатывающая среда заполняет ограниченный
5
уплотнениями объем, контактируя с участком обрабатываемой поверхности. Для равномерной обработки всей внутренней поверхности и перекрытия уча- стков между отдельньгми следами обработки (пятнами контакта частиц обрабатывающей среды с обрабатываемой поверхностью) обрабатывающая уплотненная среда совершает круговые коле0 бания. вокруг оси отверстия в пределах угла cf 2,5-3 с частотой Гц. При этом частота ниже установленного предела не обеспечивает равномерности обработки, а превышение приводит
к нерациональному использованию подводимой энергии. Использование угла колебания ниже установленного предела не обеспечивает угловых перемещений периферийных частиц рабочей сре0 ды, контактирующих с обрабатываемой поверхностью, вследствие демпфирующих свойств среды, а превьшгение его вызывает нарушение в работе устройства, реализующего предлагаемьш способ, и может также привести к снижению качества обрабатываемой поверхности вследствие образования задиров. П р и м е р. Обрабатывают образцы, представляющие собой детали из алюминиевого сплава Д16ЧТ, длиной 0,5 м и s5 150 мм. В качестве рабочих сред используют стальные полированные шары (i 4 мм. Во внутреннюю полость детали загружают 3 л рабочей среды, с двух
5 сторон закрывают специальными уплотнениями шиберно-лепесткового типа, через одно из которых проходит штрк ударного механизма. В качестве привода ударных импульсов используют
0 пневматический ударник, дополнительно этому механизму сообщают необходимую подачу вдоль оси образца S 550 мм/мин, и круговые колебания с частотой п- 4 Гц в пределах угла
5 Cf 2,5 . Рабочую среду сжимают
уплотнениями с давлением ,2кгс/см2 при этом ей передают ударные импульсы с частотой f 40 Гц.
В данном случае размеры единичных
0 пластических отпечатков составляют для алюминиевого сплава 0,6 мм; глубина наклепанного слоя h 0,65 мм, шероховатость поверхности ,2 мкм. Результаты испытаний показали,что
5 при обработке данным способом по сравнению с гидродробеструйной обработкой достигается увеличение глубины нак- лепанного слоя в 2 раза, и повьш1ение производительности процесса в 1,5 раза.
3131525
Формула изобретения Способ вибрационной обработки , внутренней поверхности длинномерных деталей гранулированной рабочей средой, при котором последнюю, размещают 5 в полости обрабатываемой детали между двумя уплотнениями, посредством которых рабочую среду сжимают, после чего ей сообщают возвратно-поступательные перемещения вдоль обрабатываемой Ш 50 Гц при-продольной подаче 400 детали,.отличающийся тем, 600 мм/мин.
что, с целью расширения технологических возможностей, рабочую среду берут в виде полированных шариков, сжимают давлением 0,1-0,2 кгс/см, затем сообщают аи круговые колебания с частотой п 3-5 Гц и угловой плитудой 2,5- 3 , а возвратно-поступательные перемещения рабочей среде сообщают в виде ударных импульсов с частотой 30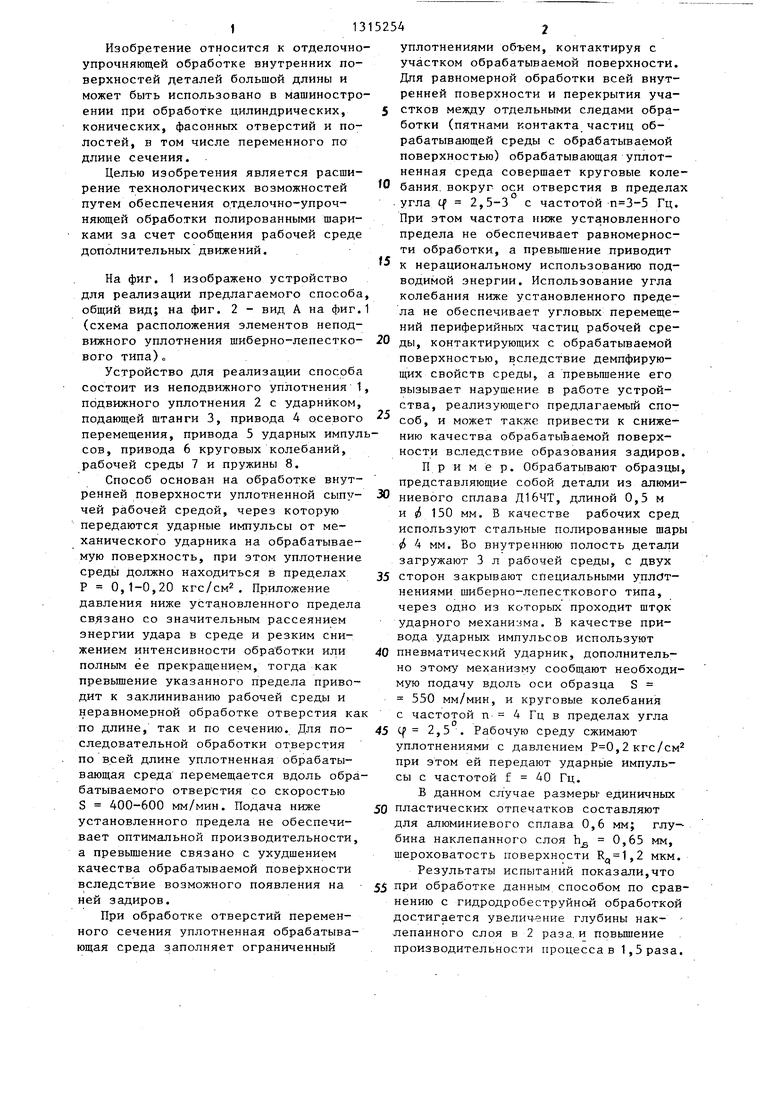
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1992 |
|
RU2025259C1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1992 |
|
RU2025261C1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОБРАБОТКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ МЕЛКОРАЗМЕРНЫХ ДЕТАЛЕЙ | 2014 |
|
RU2572684C1 |
| Устройство для упрочнения поверхностей деталей | 1985 |
|
SU1286394A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ РАБОЧИХ ПОВЕРХНОСТЕЙ ВОЛНОВОДОВ | 2022 |
|
RU2793899C1 |
| Способ упрочнения внутренних поверхностей каналов деталей | 2021 |
|
RU2788444C2 |
| Устройство для поверхностной отделочно-упрочняющей обработки деталей | 1988 |
|
SU1539051A1 |
| Способ вибрационной обработки деталей сложной формы | 1986 |
|
SU1316797A1 |
| СПОСОБ УПРОЧНЕНИЯ КАНАЛОВ ДЕТАЛИ | 2012 |
|
RU2537411C2 |
| Способ вибрационной обработки | 1985 |
|
SU1301666A1 |
Изобретение относится к области вибрационной обработки гранулированной рабочей средой и может быть использовано в машиностроении при безразмерной обработке внутренней поверхности длинномерных деталей.Целью изобретения является расширение технологических возможностей путем обеспечения отделочно-упрочняющей обработки полированными шариками за счет с6обш;ения рабочей среде дополнительных движений. Рабочую среду помещают в полости обрабатываемой детали между двумя уплотнениями, прижимают ее к поверхности обрабатываемой детали с давлением 0,1-0,2 кгс/см , затем сообщают ей круговые колебания с частотой 3-5 Гц и угловой амплитудой 2,5-3 , а возвратно-поступательное перемещение рабочей среде сообщают в виде ударных импульсов с частотой 30-50 Гц при продольной подаче 400- 600 мм/мин, 2 ил. § (Л 00 СП ГчЭ ел 4
Составитель А. Букатов Редактор И.Николайчук Техред Л.Олийнык Корректор Г. Решетник
Заказ 2255/15 Тираж 715Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д,. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
Фаг. 2
| УСТРОЙСТВО для очистки, шлифовки, | 0 |
|
SU184166A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
