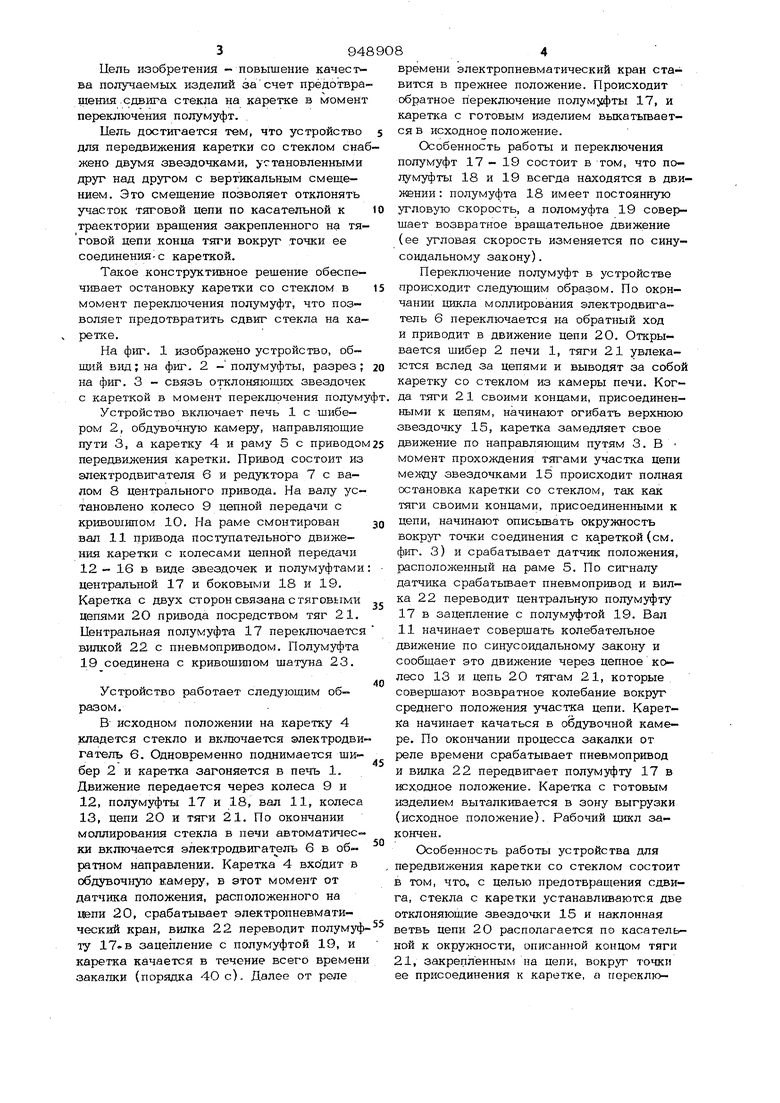
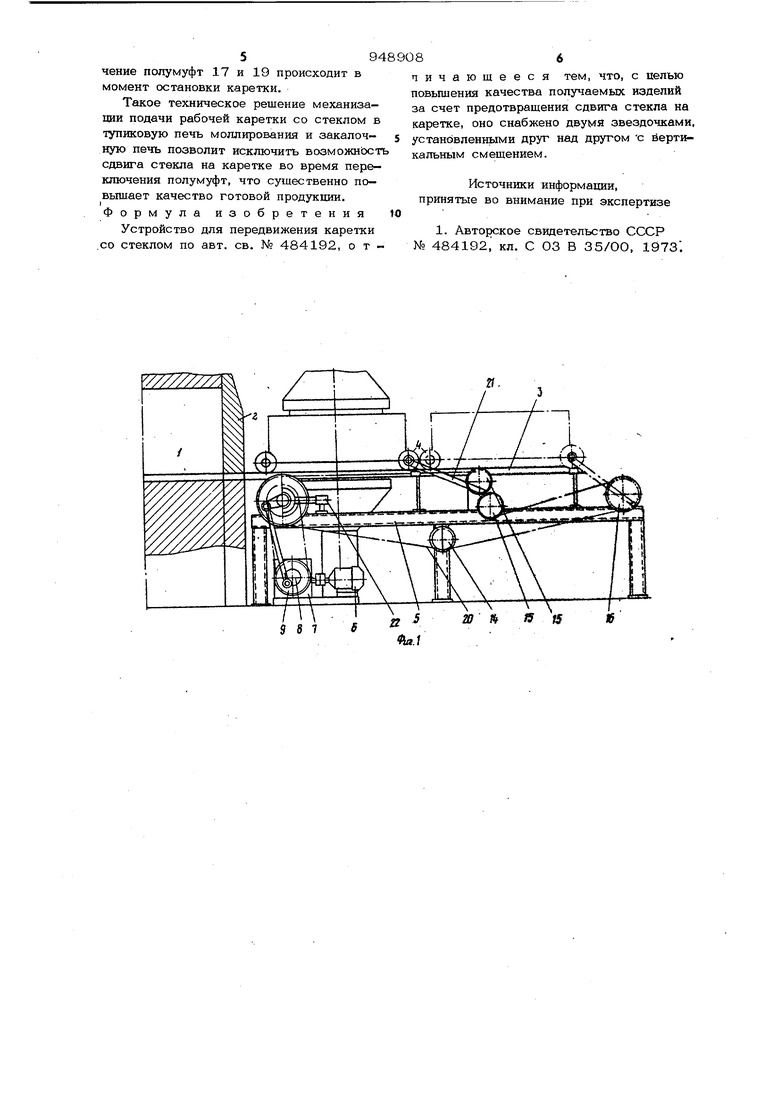
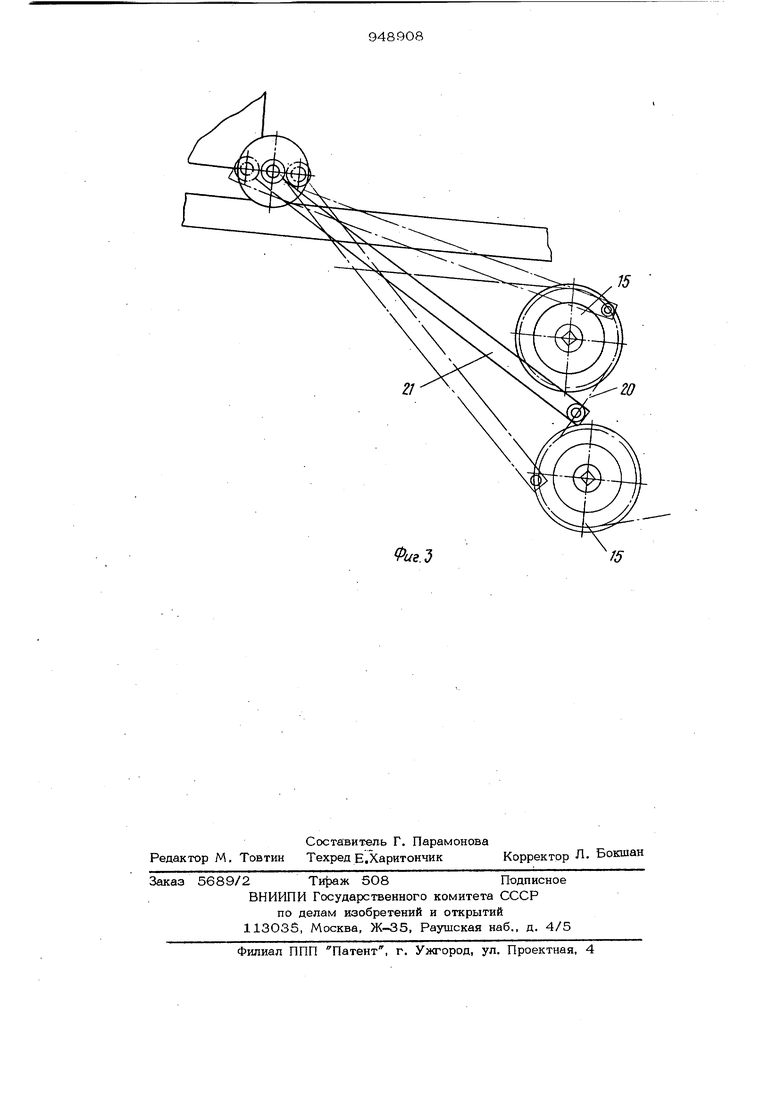
Цепь изобретения - повышение качества получаемых изделий засчет предотвращения .сдвига стекпа на каретке в момент переключения полу муфт. Цель достигается тем, что устройство для передвижения каретки со стеклом снаб жено двумя звездочками, установленными друг над другом с вертикальным смещением. Это смещение позволяет отклонять участок тяговой цепи по касательной к траектории вращения закрепленного на тяговой цепи конца тяги вокруг точки ее соединения-с кареткой. Такое конструктивное решение обеспе- Ч1шает остановку каретки со стеклом в момент переключения полумуфт, что позволяет предотвратить сдвиг стекла на ка- ретке. На фиг. 1 изображено устройство, общий вид; на фиг. 2 - полумуфты, разрез; на фиг. 3 - связь отклоняющих звездочек с кареткой в момент переключения полуму Устройство включает печь 1 с шибе- ром 2, обдувочную камеру, направляющие пути 3, а каретку 4 и раму 5 с приводом передвижения каретки. Привод состоит из электродвигателя 6 и редуктора 7 с валом 8 центрального привода. На валу установлено колесо 9 цепной передачи с кривошипом 10. На раме смонтирован вал 11 пр1шода поступательного движения каретки с колесами цепной передачи 12 - 16 в виде звездочек и полумуфтами центральной 17 и боковыми 18 и 19. Каретка с двух сторон связана стяговыми цепями 2О привода посредством тяг 21. Центральная полумуфта 17 переключается вилкой 22 с пневмоприводом. Полумуфта 19 соединена с кривошшюм шатуна 23. Устройство работает следующим об разом. В исходном положении на каретку 4 кладется стекло и включается электродвигатель 6. Одновременно поднимается шибер 2 и каретка загоняется в печь 1. Движение передается через колеса 9 и 12,полумуфты 17 и 18, вал 11, колеса 13,цепи 20 и тяги 21. По окончании моллирования стекла в печи автоматически включается электродвигат ель 6 в обратном направлении. Каретка 4 входит в обдувочную камеру, в этот момент от датчика положения, расположенного на цепи 20, срабатывает электропневматический кран, вилка 22 переводит полумуфту 17 в зацепление с полумуфтой 19, и каретка качается в течение всего времени закалки (порядка 40 с). Далее от реле времени электропневматический кран ставится в прежнее положение. Происходит обратное переключение полумуфты 17, и каретка с готовым изделием выкатьтается в исходное положение. Особенность работы и переключения полумуфт 17-19 состоит в том, что по- лумуфты 18 и 19 всегда находятся в движении : полумуфта 18 имеет постоянную угловую скорость, а поломуфта 19 совершает возвратное вращательное движение (ее угловая скорость изменяется по синусоидальному закону). Переключение полумуфт в устройстве происходит следующим образом. По окончании цикла моллирования электродвигатель 6 переключается на обратный ход и приводит в движение цепи 20. Открывается шибер 2 печи 1, тяги 21 увлекактся вслед за цепями и выводят за собой каретку со стеклом из камеры печи. Когда тяги 21 своими концами, присоединенными к цепям, начинают огибать верхнюю звездочку 15, каретка замедляет свое движение по направляющим путям 3. В момент прохождения тагами участка цепи между звездочками 15 происходит полная остановка каретки со стеклом, так как тяги своими концами, присоединенными к цепи, начинают описьшать окружность вокруг точки соединения с ка реткой (см. фиг. 3) И срабатывает датчик положения, расположенный на раме 5. По сигналу датчика срабатьшает пневмопривод и вилка 22 переводит центральную полумуфту 17 в зацепление с полумуфтой 19. Вал 11 начинает совершать колебательное движение по синусоидальному закону и сообщает это движение через цепное колесо 13 и цепь 20 тягам 21, которые соверщают возвратное колебание вокруг среднего положения участка цепи. Каретка начинает качаться в обдувочной камере. По окончании процесса закалки от реле времени срабатывает пневмопривод и вилка 22 передвигает полумуфту 17 в исходное положение. Каретка с готовым изделием выталкивается в зону выгрузки (исходное положение). Рабочий цикл закончен. Особенность работы устройства для передвижения каретки со стеклом состоит в том, что, с целью предотвращения сдвига, стекла с каретки устанавливаются две отклоняющие звездочки 15 и наклонная ветвь цепи 20 располагается по касателЕз- ной к окружности, описанной концом тяги 21, закрепленным на цепи, вокруг точки ее присоединения к каретке, а переключение попу муфт 17 и 19 происходит в момент остановки каретки. Такое техническое решение механизации подачи рабочей каретки со стекпом в тупиковую печь моппирования и закалочную печь позволит исключить возможност сдвига стекла на каретке во время переключения полумуфт, что существенно повьпнает качество готовой продукшш. Формула изобретения Устройство для передвижения каретки .со стеклом по авт. св. № 484192, о т пичающееся тем, что, с целью повышения качества получаемых изделий за счет предотвращения сдвига стекла на каретке, оно снабжено двумя звездочками, установленньши Друг над другом с вертикальным смещением. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 484192, кл. С ОЗ В 35/ОО, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для передвижения каретки со стеклом | 1973 |
|
SU484192A1 |
| Устройство для передвижения каретки со стеклом | 1982 |
|
SU1049442A1 |
| Устройство для передвижения каретки со стеклом | 1983 |
|
SU1142458A1 |
| Устройство для моллирования и закалки стеклоизделий | 1980 |
|
SU981264A1 |
| Линия для изготовления стекол "триплекс | 1979 |
|
SU975601A1 |
| УСТАНОВКА ДЛЯ ЗАКАЛКИ ЛИСТОВОГО СТЕКЛА | 1965 |
|
SU167980A1 |
| Канатоукладчик | 1974 |
|
SU511280A1 |
| Коляска для инвалидов | 1990 |
|
SU1801439A1 |
| Кресло-коляска | 1988 |
|
SU1572619A1 |
| КОЛЯСКА ДЛЯ ИНВАЛИДОВ "АКВА" | 1991 |
|
RU2061448C1 |
Фиг. г
//19
Фи.Ъ
