Изобретение относится к трубопрокатному производству и может быть использовано при прошивке заготовок на трубопрокатных станах.
Известен стержень прошивной оправки прокатного стана, включающий составную трубу из патрубков и хвостовика, соединенных между собой сваркой, при этом на свободном конце крайнего патрубка выполнена резьба (см. кн. Осадчий В.Я., Вавилин А.С., Зимовец В.Г. и др. Технология и оборудование трубного производства. Учебник для вузов. М.: Интермет Инжиниринг, 2001, с. 81 рис. 3.14).
Недостатками известного устройства являются низкая прочность и срок службы в связи с поломкой сварного соединения, в т.ч. из-за уменьшения площади сечения трубы на месте сварного шва.
Известен стержень прошивной оправки прокатного стана, включающий составную трубу из патрубков и хвостовик, на смежных концах которых выполнены внутренние и наружные открытые проточки с образованием наружных и внутренних торцевых буртов, при этом торцы наружных буртов приварены между собой (см. чертеж прошивной оправки стана KSW фирмы SMS MEER, прилагается).
Соединение патрубков между собой и хвостовиком посредством кольцевых проточек и сваркой существенно снижает кривизну стержня.
Недостатками известного устройства являются низкая прочность и срок службы в связи со снижением прочности стержня на месте стыка из-за уменьшения площади сечения трубы на месте сварного шва, низкими механическими свойствами сварного соединения.
Целью предлагаемого технического решения являются увеличение срока службы стержня оправки при одновременном снижении трудоемкости изготовления и сборки.
Указанная цель достигается тем, что в стержне прошивной оправки, содержащей трубу, состоящую из жестко соединенных патрубков, хвостовик, на смежных концах которых выполнены внутренние и наружные открытые проточки с образованием наружных и внутренних торцевых буртов с возможностью взаимодействия наружных буртов смежных узлов, согласно техническому решению на смежных концевых участках патрубков и хвостовика выполнены конические резьбы, а наружный диаметр «D», толщина стенки «S» трубы с одной стороны, и размеры резьбы - средний диаметр резьбы в основной плоскости «D0», угол профиля «φ» и шаг «t» резьбы, с другой стороны, связаны следующими соотношениями:
D0≤D-2t;
 .
.
Между внутренними буртами смежных резьб установлены кольца с возможностью взаимодействия с торцами буртов.
Известно соединение труб, например, бурильных, насосно-компрессорных труб при помощи конического резьбового соединения. В отличие от известных конструкций в предлагаемом техническом решении, исходя из известных размеров труб, определяется диаметр в основной плоскости, далее угол профиля, шаг и требуемая высота резьбы. В отличие от известных конструкций длина (высота) резьбы может отличаться от величины, регламентируемой нормативной документацией, при сохранении всех остальных размеров и параметров резьбового соединения, в т.ч. калибров.
Конструкция предлагаемого устройства поясняется чертежами.
На фиг. 1 представлен общий вид стержня оправки.
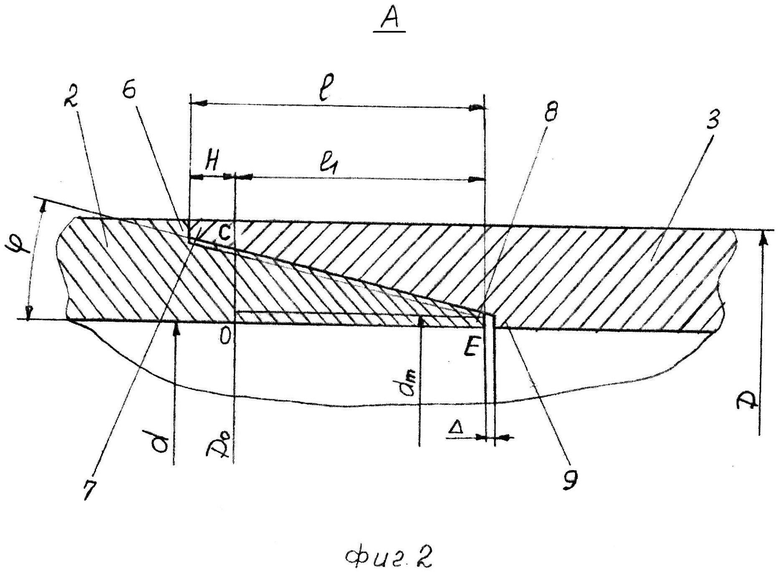
На фиг. 2 - узел А (резьбовое соединение) на фиг. 1.
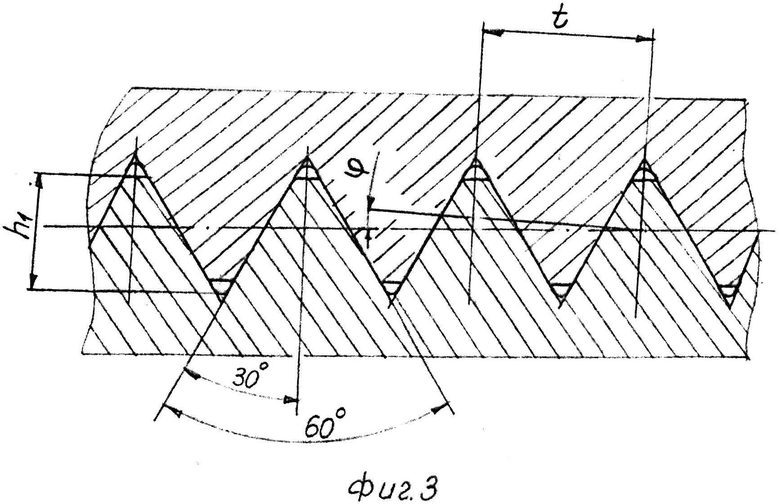
На фиг. 3 - профиль конической резьбы.
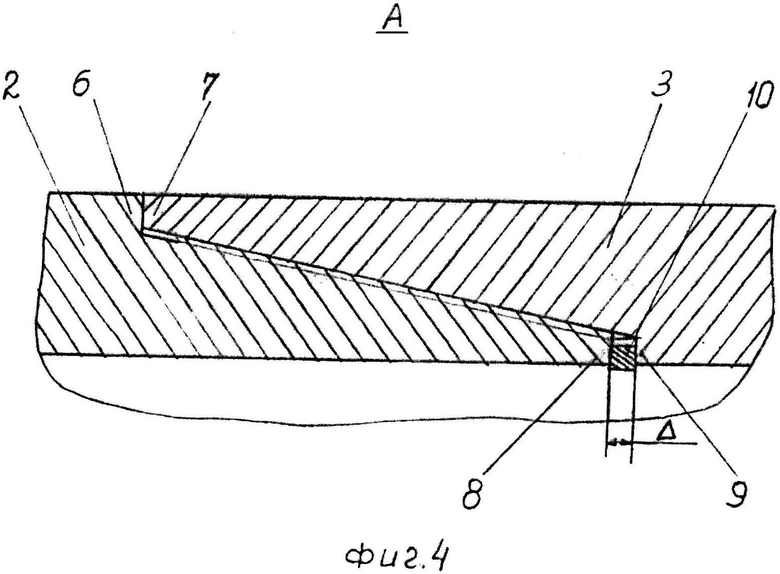
На фиг. 4 - узел А (вариант резьбового соединения) на фиг. 1.
Стержень прошивной оправки содержит трубу 1 (фиг. 1), включающую патрубки 2, 3 и 4, хвостовик 5, которые соединены между собой посредством конического резьбового соединения с образованием наружных 6, 7 и внутренних 8, 9 торцевых буртов. Требуемая прочность, жесткость и устойчивость стержня определяются наружным "D" и внутренним "d" диаметрами, а также механическими свойствами материала стержня. При этом прочность резьбового соединения должна быть не менее прочности тела трубы 1, т.е. патрубков 2-4 и хвостовика 5.
В соответствии с нормативной документацией (стандарты РФ (например, ГОСТ 20692-75, ГОСТ 5286-75, ГОСТ 7918-75), европейских стран и API) размеры и профиль конической резьбы определяются углом наклона профиля (φ) (Фиг. 2 и 4), шагом резьбы (t), средним диаметром в основной плоскости (D0), расстоянием от основной плоскости до торца (Н), а также длиной конической части трубы (l=l1+Н), равной сумме длины резьбы (l1), и расстоянием от основной плоскости до торца (Н).
С целью минимизации нагрузок и напряжений в резьбовом соединении разность между наружным диаметром трубы (D) и средним диаметром резьбы в основной плоскости (D0), а также между минимальным диаметром резьбы (dm) и внутренним диаметром трубы (d) должны быть минимальными, т.е.
D-D0→min и dm-d→min.
Для конической резьбы разность между наибольшим и наименьшим диаметрами приблизительно равна шагу резьбы t, а разность между наружным диаметром трубы (D) и средним диаметром резьбы в основной плоскости (D0) ориентировочно равна удвоенному шагу резьбы (2t).
Исходя из этого, получим условие выбора диаметра резьбы в основной плоскости в зависимости от диаметра трубы (D) стержня

Разность между минимальным диаметром резьбы (dm) и внутренним диаметром трубы (d), из условия обеспечения требуемой прочности резьбовой части, должна быть не менее удвоенной разности наибольшего и наименьшего диаметров резьбы, т.е. удвоенному шагу резьбы

С учетом соотношений (1) и (2), из треугольника ОСЕ (фиг. 2) имеем
ОС=0,5(D-d)-2t=S-2t,
где S=0,5(D-d) - толщина стенки трубы.
Высота (длина резьбовой части) резьбы составляет
 .
.
Учитывая, что для малых углов φ (угол наклона профиля конических резьб не превышает 7 градусов), tgφ≈φ, получим
 .
.
Для обеспечения требуемой прочности резьбового соединения число витков резьбы должно быть не менее 10, т.е. должно соблюдаться следующее условие:

При соединении патрубков 2-4 и хвостовика 5 коническим резьбовым соединением нагрузка между деталями стержня передается практически всей площадью сечения патрубков, за исключением площади, заключенной между минимальным диаметром резьбы (dm) и внутренним диаметром трубы (d). При соединении патрубков 2-4 и хвостовика 5 между внутренними торцевыми буртами 8 и 9 (фиг. 2), заключенными между минимальным диаметром резьбы (dm) и внутренним диаметром трубы (d), остается гарантированный зазор шириной "Δ" (фиг. 2). При этом наружные торцевые бурты 6 и 7 патрубков 2-4 и хвостовика 5 контактируют между собой.
При выполнении условий (1)-(3) напряжения в резьбовой части патрубков 2-4 и хвостовика 5 незначительно превышают напряжения, возникающие в теле трубы 1. С целью снижения напряжений в резьбовой части в образованный между внутренними торцевыми буртами 8 и 9 патрубков 2-4 и хвостовика 5 зазор шириной "Δ" может быть установлено кольцо 10 с возможностью его взаимодействия с торцами буртов 8 и 9.
Стержень оправки работает следующим образом.
Стержень оправки, включая патрубки 2-4 и хвостовик 5 (фиг. 1-3), в основном испытывают усилие сжатия и крутящий момент. После сборки стержня торцы наружных буртов 6 и 7 соединяемых деталей (патрубков 2-4 и хвостовика 5) контактируют между собой, передавая часть осевого усилия. Небольшое уменьшение площади сечения патрубков 2-4 и хвостовика 5 в резьбовой части приводит к незначительному повышению напряжений.
При установке кольца 10 в зазор шириной "Δ" между внутренними буртами 8 и 9 смежных деталей осевая нагрузка передается практически всей площадью патрубков 2-4 и хвостовика 5.
Учитывая, что длина стержня в собранном виде может достигать до 20 метров, разборная конструкция стержня существенно упрощает транспортирование, хранение и монтаж. Кроме того, исключение сварного соединения существенно повышает прочность и ресурс стержня.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для удержания оправки в трубопрокатном стане | 1979 |
|
SU772622A1 |
| ШТАНГА БУРОВАЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2557285C1 |
| УСТРОЙСТВО КОНЦЕВОГО СОЕДИНЕНИЯ ЭЛАСТИЧНОГО ТРУБОПРОВОДА | 2010 |
|
RU2439418C1 |
| КОНЦЕВОЕ СОЕДИНЕНИЕ ЭЛАСТИЧНОГО ТРУБОПРОВОДА | 2009 |
|
RU2410594C1 |
| ОПРАВОЧНЫЙ УЗЕЛ СТАНА ВИНТОВОЙ ПРОКАТКИ | 2008 |
|
RU2354468C1 |
| Внутренний инструмент косовалкового стана | 1985 |
|
SU1242271A1 |
| ТРУБНОЕ СОЕДИНЕНИЕ С КОНИЧЕСКОЙ УДЛИНЕННОЙ РЕЗЬБОЙ ТРЕУГОЛЬНОГО ПРОФИЛЯ | 2008 |
|
RU2386072C1 |
| Устройство для установки оправки трубопрокатного стана | 1981 |
|
SU982831A1 |
| СПОСОБ И ПРОКАТНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ СТАЛЬНЫХ ТРУБ | 2008 |
|
RU2401708C2 |
| СИСТЕМА ДЛЯ ФИКСАЦИИ КОСТЕЙ | 2021 |
|
RU2765329C1 |
Изобретение относится к области трубопрокатного производства и может быть использовано при прошивке заготовок на трубопрокатных станах. Стержень прошивной оправки выполнен в виде трубы, состоящей из жестко соединенных патрубков и хвостовика. Повышение прочности стержня и увеличение его ресурса обеспечивается за счет того, что на смежных концевых участках патрубков и хвостовика выполнены ответно друг другу конические резьбы с образованием наружных и внутренних торцевых буртов, при этом наружные бурты смежных узлов взаимодействуют между собой. Соотношение наружного диаметра, толщины стенки трубы, и размеров резьбы - средний диаметр резьбы в основной плоскости «D0», угол профиля «φ» и шаг «t» резьбы, регламентированы математическими зависимостями. 1 з.п. ф-лы, 4 ил.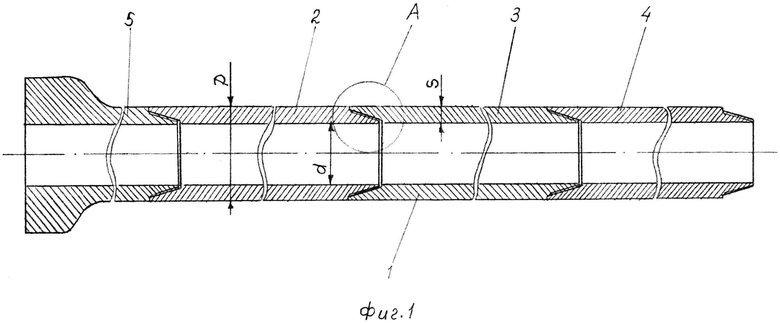
1. Стержень прошивной оправки, выполненный в виде трубы, состоящей из жестко соединенных патрубков и хвостовика, на смежных концевых участках которых выполнены внутренние и наружные открытые проточки, образующие внутренние и наружные торцевые бурты, с возможностью взаимодействия смежных наружных буртов, отличающийся тем, что на смежных концевых участках патрубков и хвостовика ответно друг другу выполнены конические резьбы, параметры которых связаны следующими соотношениями:
D0≤D-2t;
 ,
,
где D0 - средний диаметр резьбы в основной плоскости;
φ - угол профиля резьбы;
t - шаг резьбы;
D - наружный диаметр трубы;
S - толщина стенки трубы.
2. Стержень по п. 1, отличающийся тем, что между смежными внутренними буртами установлены кольца с возможностью взаимодействия с торцами буртов.
| Удерживатель оправки трубопрокатного стана | 1990 |
|
SU1712015A1 |
| Устройство для установки оправки | 1979 |
|
SU801913A1 |
| Составной оправочный стержень трубопрокатного стана | 1975 |
|
SU557833A1 |
| Составной оправочный стержень трубопрокатного стана | 1978 |
|
SU718190A1 |
| US 3049947 A, 21.08.1962 | |||

