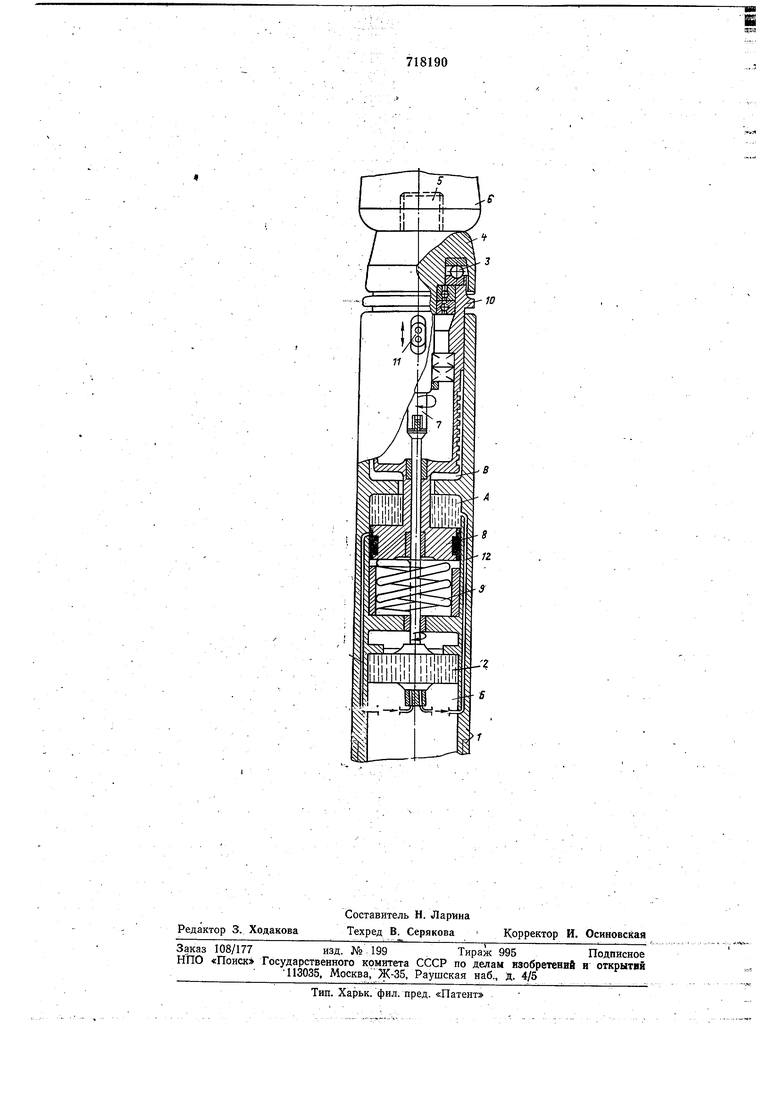
3 соединенным через каналы в ее стенках с полостью, заполненной жидкостьюГ й центральный ШтбШм; жёстко связывающим компрессор с головкой. Введение в предложенное устройство комП|рессора, соединенного с -камерой, за. полненной жидкостью, и центрального штока, связывающего головку с компрессор01 1 и являющегося его приводом, позволяет преобразовать вращён1Ге ротора компрессора в продольные колебания поршня и оправки. На чертеже приведен составной оправочный стержепь станов поперечно-винтовой прокатки т,руб, продольный разрез. Составной оправ-очный стержень юодержит штангу / с несколькими внутренними полостями, одна из которых, полость А, заполнена жидкостью, размещенный в её задней полости Б компрессор 2, установленную в переднем конце штанги поворотно на упорных подшипниках 3 головку 4, несущую выступ 5 для .соединения с оправкой 6, и центральный шток 7, связываюц ии компрессор с головкой. Б полости А штанги, заполненной жидкостью, помещен поршень § и контактируемая с ним пружина 9, а в передней полости В размещен корпус W, для возвратно-поступательного перемещения . которого пр&дусмотрено п1лицевое соединение //. Компрессор 2 выполнен центробежны.м rt-фазньш. Чем больше число фаз п, тем больше создаваемая частота продольных колебаний оправки. Можно допустить и слу. чай , но предп|0чт ительней, чтобы . Компрессор соединен через выполненные в стенках штанги продольные каналы подачи 2 и каналы слива /5 с полостью Л штан гй, заполненной жидкостью. .Работа устройства осуществляется слеДующим образом. С момента вращения головки вращение передается штоку 7, который служит приводом для фазного центробежного комлрессора 2 через канал подачи 12 рабочей жидкости. Происходит нагнетание рабочей жидкости в цилиндрическую полость А штанги //давление в ней увеличивается, перемешает поршень 8 в осевом направлегщи движения металла, происходит сжатие пружины 9 и открытие канала слива /5, всл едствие чего давление в полости А падает. Пружина возвращается в исходное по718190
4 ложение и поршень перекрывает сливной канал. Так как вращение штока продолжается, вновь увеличивается давление в полости А, перемещается поршень в осевом направлении движения металла, происходит сжатие пружины и открытие сливного капала, и весь цикл повторяется. Таким образом, создается, колебание в осевом направлении вращающейся оправки со штоком С частотой, определяемой произведением числа фаз компрессора и числом оборотов головки. При этом каждая фаза Компрессора состоит из такта нагнетания жидкости в цилиндр, перемещения поршпя в осевом направлении, компенсационной пружиньг и: второго такта возвращения системы в исходное состояние. Предлагаемое устройство обеспечивает возможность продольных колебаний оправки, улучшая тем самым технологические условия прошивки, скорости прокатки при вьюоком качестве внутренней поверхности труб., Формула изобретения Составной оправочный стержень трубопрокатного стана, содержащий штангу, имеющую продольньге каналы в стенках и несколько внутренних полостей, одна из которых заполнена жидкостью и в ней размещен поршень и контактируемая с ним пружина, и головку, несущую выступ для соединения с оправкой и установленную поворотно на подЩипииках в переднем конце штанпи, отличающийся тем, что, с целью обеспечения возможности продольных колебаний оправке и улучшения тем самым внутренней поверхности труб, он снабжен компрессором, размещенным в задней полости штанги и соединенным через каналь в ее стенках с полОСтью, заполненной жидкостью, -и центральным щтоком, жестко связывающим компрессор с головкой. Источники информации, принятые во внимание при экспертизе: 1.Авторское свидетельство CQCP. № 437544, кл. В 21 В 25/02, 1972. 2.Авторское свидетельство СССР № 557833, кл. В 21 В 25/02, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Составной оправочный стержень трубопрокатного стана | 1975 |
|
SU557833A1 |
| Оправочный стержень трубопрокатного стана | 1980 |
|
SU880527A1 |
| Оправочный стержень трубопрокатного стана | 1976 |
|
SU722619A1 |
| Оправочный стержень трубопрокатного стана | 1976 |
|
SU586938A1 |
| Оправочный стержень трубопрокатного стана | 1976 |
|
SU644567A1 |
| Технологический инструмент непрерывного стана оправочной прокатки труб | 1990 |
|
SU1734901A1 |
| Устройство для удержания оправочного стержня | 1976 |
|
SU568470A1 |
| УСТРОЙСТВО ПОДПОРА ЗАГОТОВКИ НА СТАНЕ ВИНТОВОЙ ПРОКАТКИ | 2015 |
|
RU2605013C2 |
| Устройство для удержания оправки стана непрерывной прокатки труб | 1983 |
|
SU1079324A1 |
| Устройство для подачи жидкости на внутреннюю поверхность труб | 1981 |
|
SU986534A1 |