ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение, в целом, относится к обнаружению коррозии в газотурбинных установках и, в частности, к устройству и способу, обеспечивающим обнаружение на месте питтинговой коррозии в лопатках газотурбинного компрессора.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
В качестве топлива с низким выделением CO2 природный газ получил широкое распространение во всем мире. Если расстояние, а также топографические особенности местности между месторождениями природного газа и рынками потребителей не позволяют обеспечить транспортировку по трубопроводам, то объем газа может быть уменьшен, например, до 1/600 от его свободного объема посредством сжижения. Установки для сжижения природного газа (СПГ) обеспечивают сжижение очищенного природного газа в криогенных теплообменниках так, что очищенный сжиженный природный газ может храниться в резервуарах до момента загрузки на предназначенные для этого танкеры для транспортировки между СПГ-установкой и районами потребителей. В районах потребителей СПГ-продукцию выгружают в приемный СПГ-терминал, доводят до давления в трубопроводе и выполняют регазификацию для подачи в потребительскую систему трубопроводов природного газа.
На протяжении последних десятилетий в соответствии с указанными возросшими запросами, соответственно, значительно увеличились габариты СПГ-установок, что в свою очередь привело к снижению издержек производства СПГ, но одновременно повысило конкуренцию на рынке СПГ. Например, в 1980-х годах обычной практикой было производство 2-3 миллионов тон в год. Существующие в настоящее время установки производят 4-5 миллионов тонн в год, а в данное время (2009 год) инжиниринговые компании планируют установки с объемами выпуска продукции порядка 7-8 миллионов тонн в год.
Как правило, в СПГ-установках для приведения в действие компрессорных холодильных агрегатов, используемых в криогенных теплообменниках, обеспечивающих сжижение природного газа, используются, например, газовые турбины. Производительность установки может быть тесно связана с ее надежной работой, в частности, с надежностью работы газовой турбины. Надежной работе газотурбинных установок может препятствовать большое число различных причин неисправности. Как изложено в последующих разделах, одной из таких причин является неблагоприятное воздействие коррозии на впускные направляющие лопатки (ВНЛ) и роторные лопатки турбокомпрессора газовой турбины.
СПГ-установки обычно расположены в условиях морского побережья, в атмосфере которого преобладают такие коррозионные элементы, как хлориды и сульфиды. Образование хлоридов обусловлено близостью моря, тогда как сульфиды образуются в результате сжигания СПГ-установками излишков газа. Установка для фильтрации воздуха газовой турбины требует надлежащих как конструкции, так и технического обслуживания, поскольку она является ключевой в обеспечении качественной работы и надежности всего предприятия за счет очищения воздуха, поступающего в топочную секцию газотурбинной установки. Несмотря на попытки поддерживать надежную и эффективную фильтрацию воздуха, наличие коррозионных элементов таких, как хлориды и сульфиды, в различных ступенях газотурбинной установки, например в осевых лопатках компрессора газовой турбины (например, лопатках ВНА и роторных лопатках R1), является неизбежным. Эти элементы (то есть хлориды и сульфиды) могут разрушать, например, конструкционные материалы лопаток ВНА и роторных лопаток первой ступени (R1) газовой турбины, вызывая питтинговую коррозию, которая при необнаружении, в конечном счете, приводит к началу возникновения и распространению трещин внутри лопаток. Последствиями подобных трещин являются поломки одной или более лопаток ВНА и роторных лопаток R1 газовой турбины, которые, таким образом, приводят к простою газовой турбины.
Указанные простои в работе обходятся весьма дорого. Обычно с производственными машинами/оборудованием СПГ-установок связано нулевое резервирование. Для заданной последовательности газовых турбин простой одной газовой турбины вызывает простой всей последовательности турбин, или, по меньшей мере, значительное снижение объема выпуска СПГ. Как следствие, также может быть задержана поставка СПГ, что обусловливает дополнительные затраты и/или потерю прибыли, которые можно оценить в диапазоне 2-7 млн. долларов/день в зависимости от конкретного размера установки и производственного плана. По этой причине все катастрофические отказы, такие, как те, которые обусловлены питтинговой коррозией, следует предотвращать, поскольку простой продолжительностью в 7-10 дней является ожидаемой продолжительностью для возврата данной установки в рабочее состояние.
Таким образом, для устранения ситуации простоя газовой турбины, обусловленного необнаруженными условиями неисправного состояния, предпочтительным является обеспечение обнаружения коррозии на месте в газотурбинных СПГ-установках без необходимости в демонтаже газотурбинной установки (например, корпуса).
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Различные варианты выполнения данного изобретения предлагают способы и устройства для обнаружения питтинговой коррозии в лопатках турбины. В соответствии по меньшей мере с одним вариантом выполнения устройство (например, датчик вихревых токов) для обнаружения коррозии в одной или более лопатках газотурбинной установки содержит детекторную головку, форма которой согласована с геометрией поверхности переходной секции лопатки газовой турбины, причем детекторная головка выполнена с возможностью перемещения вдоль осевого направления переходной секции для обнаружения питтинговой коррозии. По меньшей мере одно индукционное устройство, расположенное внутри детекторной головки создает первое магнитное поле в области переходной секции, входящей в контакт с детекторной головкой. Приемное устройство обеспечивает обнаружение сигнала, соответствующего второму магнитному полю, принимаемому от области переходной секции, на которую воздействует первое магнитное поле, причем второе магнитное поле генерируется в данной области посредством токов, созданных первым магнитным полем. Затем обрабатывающее сигнал устройство обрабатывает обнаруженный сигнал для корреляции соответствующей амплитуды обнаруженного сигнала с наличием питтинговой коррозии в данной области так, что наличие питтинговой коррозии обнаруживают без какого-либо демонтажа корпуса газотурбинной установки.
В соответствии с одним аспектом по меньшей мере одно индукционное устройство содержит множество индукционных устройств, расположенных внутри детекторной головки и выполненных с возможностью создания первого магнитного поля в области переходной секции, входящей в контакт с детекторной головкой, при этом обнаруженный сигнал содержит множество сигналов, соответствующих второму магнитному полю. Обрабатывающее сигнал устройство выполнено с возможностью обработки множества обнаруженных сигналов для корреляции соответствующих амплитуд обнаруженных сигналов с наличием питтинговой коррозии в данной области, причем каждый из обработанного множества обнаруженных сигналов соответствует каналу прохождения сигнала, связанного с соответствующим одним из множества индукционных устройств, с обеспечением тем самым многоканального выявления питтинговой коррозии.
В соответствии с еще одним аспектом по меньшей мере одно индукционное устройство содержит отдельные катушки индуктивности, включая:
(а) первую катушку, выполненную с возможностью генерации первого магнитного поля; и (b) по меньшей мере одну вторую катушку, выполненную с возможностью принимать второе магнитное поле.
В соответствии с одним аспектом приемное устройство может содержать:
(а) первое и второе индукционное устройство, выполненные с возможностью генерации, соответственно, первого и второго сигнала, принимаемого от второго магнитного поля; (b) первый и второй полосовой пропускающий фильтр, соответственно, присоединенные к первому и второму индукционному устройству, причем первый и второй полосовой пропускающий фильтры обеспечивают фильтрацию, соответственно, первого и второго принятого сигнала; и (с) дифференциальный усилитель, присоединенный к первому и второму полосовому пропускающему фильтру, причем дифференциальный усилитель выполнен с возможностью дифференциального усиления отфильтрованного первого и отфильтрованного второго принятого сигнала и генерации обнаруженного сигнала.
В соответствии с другим аспектом детекторная головка может иметь по существу цилиндрическую форму с радиусом, соответствующим радиусу кривизны переходной секции, или по существу цилиндрическую форму с радиусом, который меньше радиуса кривизны соответствующей переходной секции.
В соответствии с другим аспектом датчик дополнительно содержит секцию рукоятки, присоединенную к детекторной головке, причем секция рукоятки имеет гибкую часть, выполненную с возможностью перемещения детекторной головки в положение измерения за путем обеспечения контакта между детекторной головкой и переходной секцией одной из множества вращающихся лопаток первой ступени R1, посредством манипуляции гибкой частью и детекторной головкой между множеством впускных направляющих лопаток, расположенных перед роторными лопатками R1.
В соответствии с другим аспектом датчик дополнительно содержит видеокамеру, присоединенную к секции рукоятки, причем данная видеокамера расположена рядом с детекторной головкой и обеспечивает содействие оператору в перемещении детекторной головки в положение измерения.
В соответствии с другим аспектом датчик дополнительно содержит возбуждающее устройство, выполненное с возможностью генерации возбуждающего сигнала, который подают по меньшей мере к одному индукционному устройству, при этом возбуждающее устройство регулирует по меньшей мере одну характеристику (например, амплитуду, частоту и т.д.) возбуждающего сигнала для создания отношения сигнал/шум, связанного с обнаруживаемым сигналом, которое превышает заданное пороговое значение.
В соответствии с другим аспектом обрабатывающее сигнал устройство содержит устройство цифровой обработки сигналов (ЦОС), содержащее: (а) аналого-цифровой преобразователь, выполненный с возможностью оцифровки значения амплитуды обнаруженного сигнала; (b) первую зону хранения, выполненную с возможностью хранения значения амплитуды, соответствующего обнаруженному сигналу, со значениями амплитуд других обнаруженных сигналов на основании значения амплитуды, соответствующего обнаруженному сигналу и других сохраненных амплитуд обнаруженных сигналов, соответствующих обнаруженной коррозионной язве; с) вторую зону хранения, выполненную с возможностью хранения эталонных данных, связанных с множеством предварительно созданных областей питтинговой коррозии на поверхности образца переходной области лопатки газовой турбины; и (d) секцию процессора, выполненного с возможностью сравнения значения амплитуды, соответствующего обнаруженному сигналу, с хранящимися эталонными данными для обнаружения наличия питтинговой коррозии в переходной секции.
В соответствии с другим аспектом первая зона хранения содержит информацию об отметке времени, которая добавлена как к значению амплитуды обнаруженного сигнала, так и к другим значениям сохраненных амплитуд обнаруженных сигналов для расчета промежутка времени между обнаружениями питтинговой коррозии в переходной области. Первая зона хранения также может содержать информацию возбуждающего сигнала, который добавляется к значению сохраненной амплитуды обнаруженного сигнала и к другим значениям сохраненных амплитуд обнаруженных сигналов.
В соответствии с другим аспектом варианта выполнения датчик для обнаружения коррозии в одной или более лопатках газовой турбины содержит:
(а) детекторную головку, форма которой согласована с геометрией поверхности переходной секции лопатки газовой турбины, причем детекторная головка выполнена с возможностью перемещения вдоль переходной секции для обнаружения питтинговой коррозии; (b) по меньшей мере один преобразователь, расположенный в детекторной головке и выполненный с возможностью создания первого магнитного поля в области переходной секции, входящей в контакт с детекторной головкой; (с) приемное устройство, выполненное с возможностью обнаружения сигнала, соответствующего второму магнитному полю, принятому от области переходной секции, на которую воздействует первое магнитное поле, причем второе магнитное поле генерируется в данной области посредством созданных первым магнитным полем токов; и (d) обрабатывающее сигнал устройство, выполненное с возможностью обработки обнаруженного сигнала для корреляции соответствующей амплитуды обнаруженного сигнала с наличием питтинговой коррозии в данной области, тем самым наличие питтинговой коррозии определяют без какого-либо демонтажа корпуса газотурбинной установки.
В соответствии с еще одним вариантом выполнения датчик для обнаружения коррозии в одной или более лопатках газовой турбины содержит:
(а) детекторную головку, форма которой согласована с геометрией поверхности переходной секции лопатки газовой турбины, причем детекторная головка выполнена с возможностью перемещения вдоль переходной части для обнаружения питтинговой коррозии; (b) приемопередатчик, расположенный в детекторной головке и выполненный с возможностью создания первого магнитного поля в области переходной секции, входящей в контакт с детекторной головкой, и обнаружения сигнала, соответствующего второму магнитному полю, принятому из области переходной секции, на которую воздействует первое магнитное поле, причем второе магнитное поле генерируется в данной области посредством созданных первым магнитным полем токов; и (с) обрабатывающее сигнал устройство, выполненное с возможностью обработки обнаруженного сигнала для корреляции соответствующей амплитуды обнаруженного сигнала с наличием питтинговой коррозии в данной области, тем самым наличие питтинговой коррозии определяют без какого-либо демонтажа корпуса газотурбинной установки.
В соответствии с одним аспектом приемопередатчик может содержать: (а) передатчик, выполненный с возможностью генерации первого магнитного поля; и (b) приемник, выполненный с возможностью принимать второе магнитное поле и генерировать амплитуду обнаруженного сигнала. Данный передатчик может содержать первое индукционное устройство и индукционное возбуждающее устройство, выполненное с возможностью подачи электрического возбуждающего сигнала к первому индукционному устройству. Данный приемник может содержать второе индукционное устройство; третье индукционное устройство; и дифференциальный усилитель, присоединенный ко второму и третьему индукционному устройству и выполненный с возможностью дифференциального усиления второго и третьего сигнала, принимаемого, соответственно, от второго и третьего индукционного устройства, при этом дифференциальный усилитель генерирует обнаруженный сигнал.
В соответствии по меньшей мере с другим вариантом выполнения предлагается способ обнаружения коррозии в одной или более лопатках газотурбинной установки. Данный способ включает обнаружение питтинговой коррозии вдоль осевого направления переходной секции лопатки газовой турбины посредством согласования обнаружения коррозии с геометрией поверхности переходной секции, и создание первого магнитного поля в области переходной секции во время обнаружения коррозии. Обнаруживают сигнал, соответствующий второму магнитному полю, принимаемый из области переходной секции, которая подвергается воздействию созданного первого магнитного поля, при этом второе магнитное поле генерируется в данной области посредством созданных первым магнитным полем токов. Обнаруженный сигнал затем обрабатывают посредством корреляции соответствующей амплитуды обнаруженного сигнала с наличием питтинговой коррозии в данной области. Таким образом, определяют наличие питтинговой коррозии без какого-либо демонтажа корпуса газотурбинной установки.
В соответствии по меньшей мере с одним аспектом согласование обнаружения коррозии с геометрией поверхности включает использование датчика с головкой, имеющей цилиндрическую форму, радиус которой по существу равен или меньше радиуса кривизны переходной секции.
В соответствии по меньшей мере с одним другим вариантом выполнения блок обнаружения питтинговой коррозии содержит множество датчиков, причем каждый датчик содержит: (а) детекторную головку, форма которой согласована с геометрией поверхности переходной секции лопатки газовой турбины, при этом детекторная головка выполнена с возможностью перемещения вдоль осевого направления переходной секции для обнаружения питтинговой коррозии; (b) по меньшей мере одно индукционное устройство, расположенное внутри детекторной головки и выполненное с возможностью создания магнитного поля в области переходной секции, входящей в контакт с детекторной головкой; (с) приемное устройство, выполненное с возможностью обнаружения сигнала, соответствующего второму магнитному полю, принимаемому из области переходной секции, на которую воздействует первое магнитное поле, причем второе магнитное поле генерируется в данной области посредством созданных первым магнитным полем токов; и (d) обрабатывающее сигнал устройство, выполненное с возможностью обработки обнаруженного сигнала для корреляции соответствующей амплитуды обнаруженного сигнала с наличием питтинговой коррозии в данной области, при этом наличие питтинговой коррозии обнаруживают без какого-либо демонтажа корпуса газотурбинной установки, и в котором результаты обработки обнаруженного сигнала каждым обрабатывающим сигнал устройством из множества устройств датчика выводятся в соответствующий канал.
Специалистам в данной области техники должно быть понятно, что вышеприведенное краткое описание и последующее подробное описание являются иллюстрирующими и поясняющими настоящее изобретение, а не являются ограничительными или ограничивающими преимущества, которые могут быть получены посредством настоящего изобретения. Кроме того, следует понимать, что вышеизложенная сущность настоящего изобретения является представлением некоторых вариантов выполнения настоящего изобретения, а не является ни представляющей, ни включающей в себя все изобретение и все варианты выполнения в объеме правовой охраны предлагаемого изобретения. Соответственно, чертежи, на которые выполнены ссылки в данном документе и которые составляют часть данного документа, иллюстрируют варианты выполнения настоящего изобретения и совместно с подробным описанием служат для объяснения принципов настоящего изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Аспекты, свойства и преимущества вариантов выполнения настоящего изобретения, как с точки зрения конструкции, так и с точки зрения работы, будут понятны и более очевидны при рассмотрении настоящего изобретения в контексте последующего описания, совместно с чертежами, на которых одинаковые ссылочные позиции обозначают одинаковые или подобные детали для различных чертежей, и на которых:
фиг.1А показывает структурную схему датчика вихревых токов (ВТ) в соответствии с вариантом выполнения настоящего изобретения;
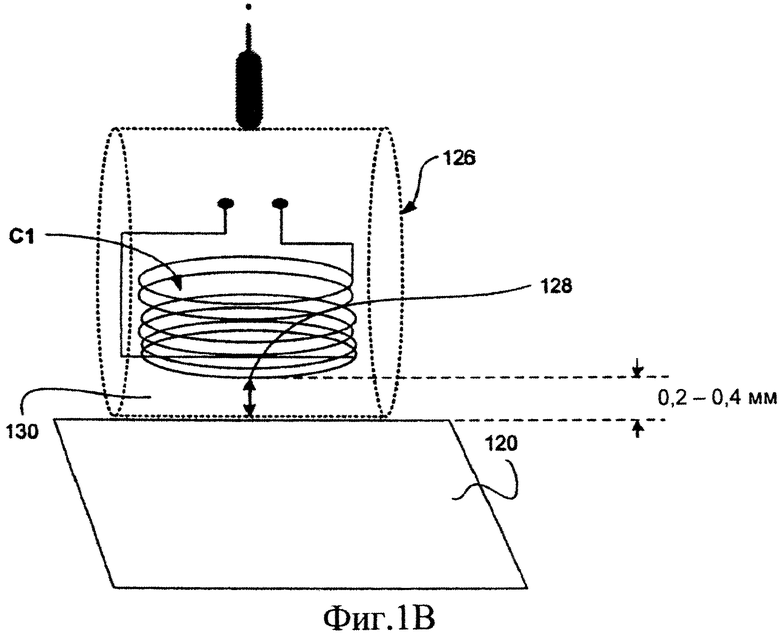
фиг.1В показывает положение головки ВТ датчика относительно контролируемой поверхности в соответствии с вариантом выполнения настоящего изобретения;
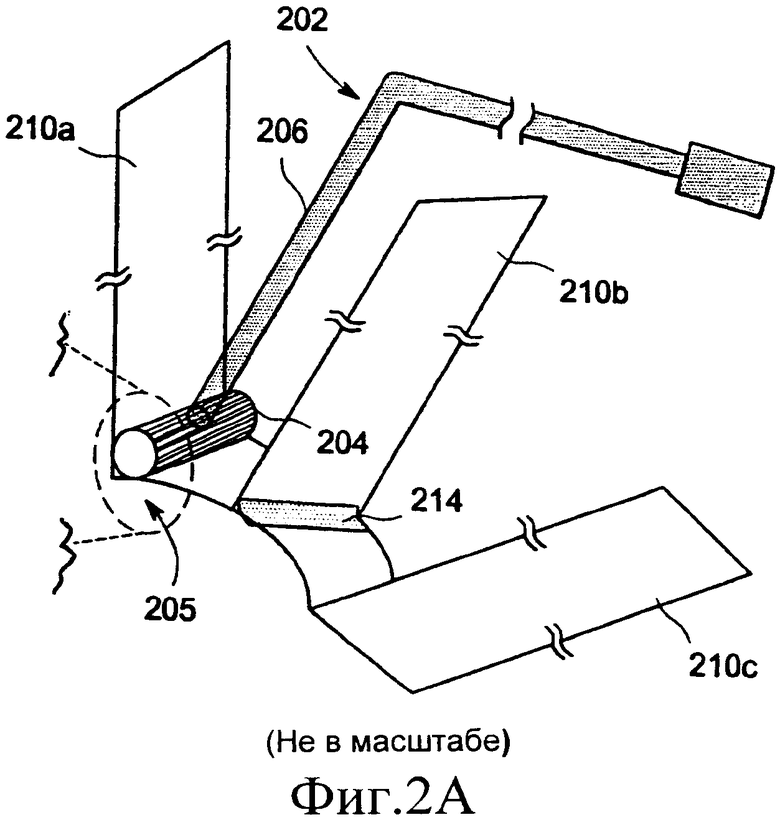
фиг.2А-2С показывают механическую конструкцию и положение ВТ датчика относительно контролируемой роторной лопатки газотурбинной установки в соответствии с вариантом выполнения настоящего изобретения;
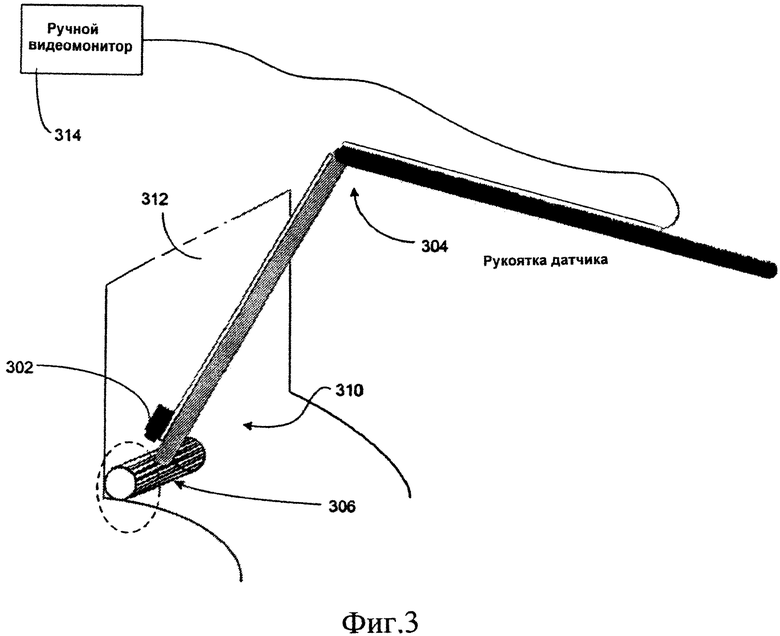
фиг.3 показывает устройство формирования изображения, используемое совместно с ВТ датчиком, в соответствии с вариантом выполнения настоящего изобретения;
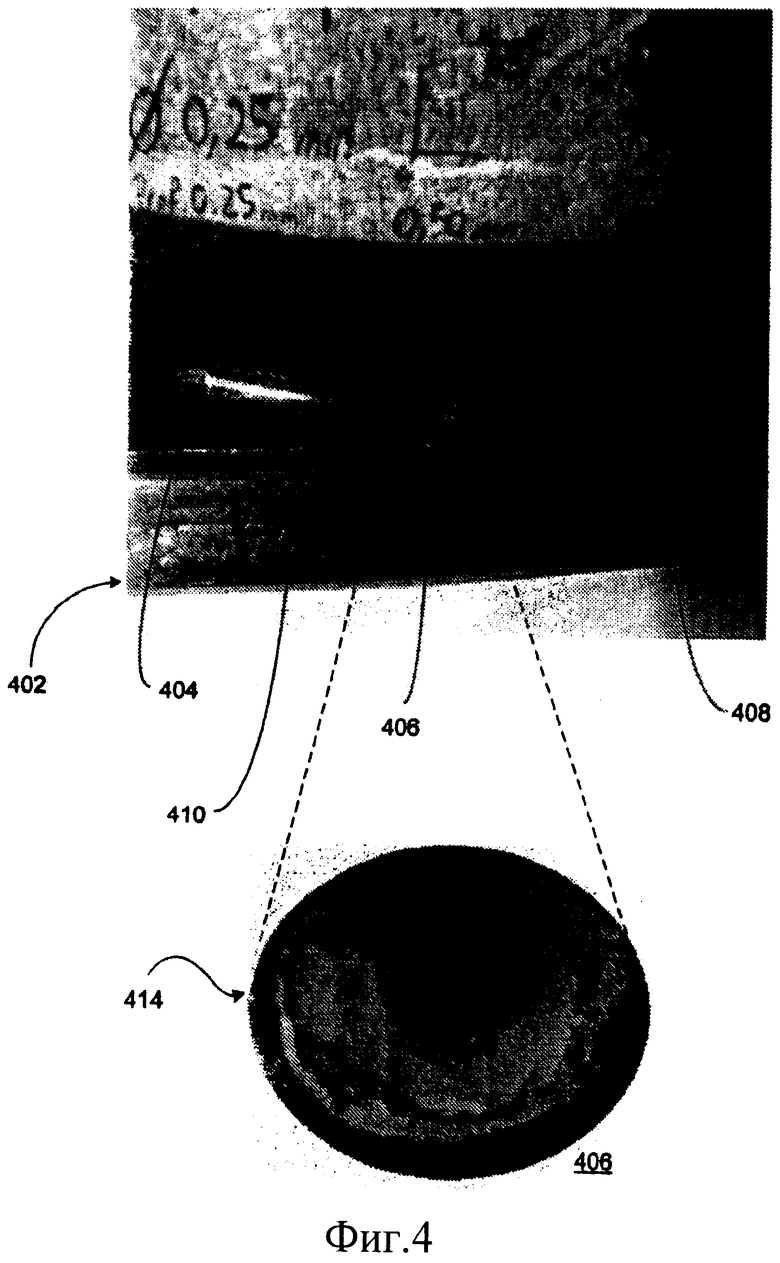
фиг.4 показывает фотоснимок блока 402 калибровки, используемого при создании сохраняемых эталонных данных в соответствии с вариантом выполнения настоящего изобретения;
фиг.5 показывает схему работы ВТ датчика в соответствии с вариантом выполнения настоящего изобретения;
фиг.6 показывает схему обработки сигнала, выполняемую ВТ датчиком в соответствии с вариантом выполнения настоящего изобретения;
фиг.7 показывает экспериментальные технические данные, связанные с обнаружением рабочих параметров ВТ датчика в соответствии с вариантом выполнения настоящего изобретения; и
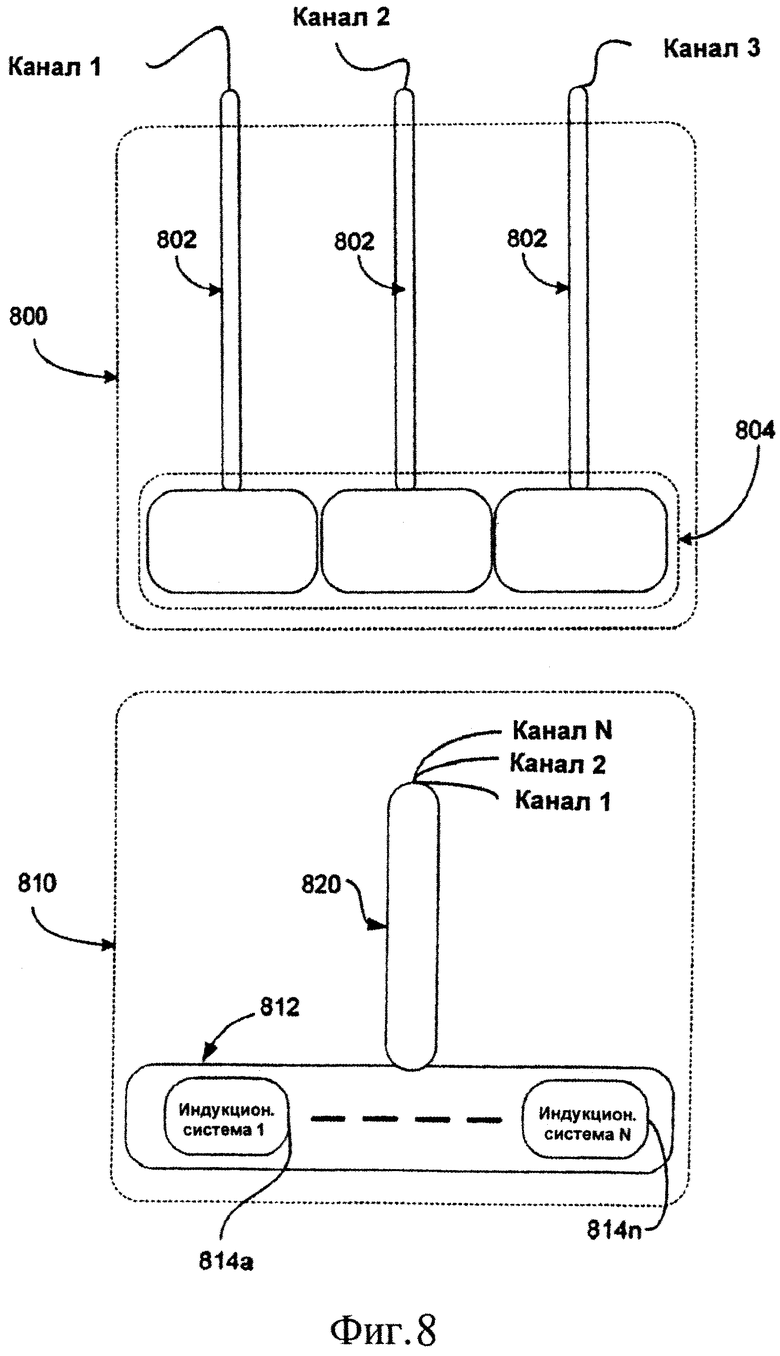
фиг.8 показывает пример блока, содержащего многоканальный ВТ датчик в соответствии с вариантом выполнения настоящего изобретения.
ОПИСАНИЕ ВАРИАНТОВ ВЫПОЛНЕНИЯ ДАННОГО ИЗОБРЕТЕНИЯ
Последующее изложение относится к описанию различных вариантов выполнения и аспектов настоящего изобретения, в которых используются вихревые токи (ВТ) для обнаружения и анализа характеристик коррозии (например, питтинговой коррозии) в роторных лопатках газовой турбины. Соответственно, предлагается новый ВТ датчик и способ обнаружения питтинговой коррозии в первых ступенях роторных лопаток газовой турбины. Первые ступени роторных лопаток газовой турбины (то есть роторные лопатки R1) обычно являются более восприимчивыми к питтинговой коррозии. Помимо этого, при использовании настоящего датчика пользователь получает непосредственный доступ к роторным лопаткам первой ступени (то есть R1) через отверстие в воздухозаборной камере газовой турбины.
Образующиеся при коррозии изъязвления (точечная или питтинговая коррозия) могут иметь или не иметь по существу круговую форму и, в общем, образуют выемки в поверхности материала. Эти выемки, несмотря на очень маленький размер (обычно с глубинами и диаметрами менее 1 мм), приводят к более серьезным дефектам, таким как трещины. Что касается первых ступеней (то есть R1) роторных лопаток газовой турбины, то обнаружение питтинговой коррозии позволяет избежать последующего развития и распространения трещин, поскольку формирование подобных трещин может привести к поломкам роторных лопаток во время работы газовой турбины и, соответственно, к катастрофическому выходу из строя. В то время как трещины образуют резкую неоднородность, что делает их пригодными для обычного обнаружения посредством определения изменения фазы сигнала с использованием ВТ детекторного оборудования, коррозионная язва не демонстрирует подобную резкую неоднородность. Поэтому, в соответствии по меньшей мере с одним вариантом выполнения настоящего изобретения, для обнаружения изменений амплитуды сигнала, возникающих при наличии коррозионной язвы, могут использоваться чувствительные приемные устройства.
Фиг.1А схематически изображает ВТ датчик 100 в соответствии с одним вариантом выполнения настоящего изобретения. Датчик 100 содержит первичное индукционное возбуждающее устройство 102, индукционную систему 104, полосовые пропускающие (ПП) фильтры 106а и 106b, дифференциальный усилитель 108, аналого-цифровой (А/Ц) преобразователь 110, обрабатывающее сигнал устройство 112, носитель 114 для хранения эталонных данных, носитель 116 для регистрации данных и детекторный индикатор 118 (например, видеомонитор, звуковой сигнал). Дополнительное объяснение работы ВТ датчика 100 приведено со ссылкой на схемы, показанные на фиг.5 и 6.
Первичное индукционное возбуждающее устройство 102 содержит источник электрического сигнала, который подает переменный возбуждающий сигнал (например, синусоидальный, импульсный, линейно изменяющийся сигнал и т.д.) в индукционную систему 104 для наведения вихревых токов в поверхности 120 контролируемого материала (то есть в переходной части роторных лопаток R1 газовой турбины). Индукционная система 104 может содержать три индукционных устройства, как показано на увеличенном виде 122 снизу. Как изображено позицией 122, катушка С1 является первичным индукционным устройством, выполненным с возможностью генерации первичного магнитного поля (В1), которое наводится в поверхности 120 и создает в поверхности 122 вихревые токи. Индукционные устройства С2 и С3 являются измерительными катушками, используемыми для приема результирующего магнитного поля, обусловленного взаимодействием созданного первичного магнитного поля (В1) и магнитного поля (В2), созданного вихревыми токами в поверхности 122. Как было отмечено выше, для обнаружения изменений амплитуды сигнала, возникающих при наличии коррозионной язвы, могут использоваться чувствительные приемные схемы. Одну из подобных схем применяют в измерительных катушках (то есть С2, С3). Эти катушки должны иметь диаметр, геометрия которого сравнима с геометрией (например, диаметром) выемок, образующихся в результате питтинговой коррозии. Например, катушка с диаметром 1,6 мм может использоваться для обнаружения коррозионных язв с диаметром 0,25 мм, 0,50 мм и 0,75 мм, и глубиной, соответственно, 0,25 мм, 0,50 мм и 0,75 мм.
Каждое из измерительных индукционных устройств С2 и С3 присоединено, соответственно, к входам ПП фильтров 106а и 106b, которые служат для уменьшения или устранения, среди прочих нежелательных артефактов, таких сигналов как шум высокой частоты и изменения сигналов низкой частоты, которые могут возникать в результате физической манипуляции ВТ датчиком 100 относительно измеряемой области, когда, например, данный датчик используется в качестве ручного датчика. Кроме того, ПП фильтры 106а и 106b также улучшают отношение сигнал/шум (С/Ш) сигналов, принимаемых, соответственно индукционными устройствами С2 и С3. Конфигурация катушек С1, С2 и С3, показанная позицией 122, является одним примером из множества типов возможных расположений катушек. Например, в другой конфигурации измерительные катушки С2 и С3 могут быть расположены на каждой стороне от возбуждающей катушки С1 (расположенной в центре). В соответствии с другим примером одна катушка, такая как катушка С1, может быть использована как для генерации первичного магнитного поля (В1), так и для приема результирующего магнитного поля (В2), обусловленного вихревыми токами, наведенными первичным магнитным полем (В1).
Выходы ПП фильтров 106а и 106b присоединены к различным входам дифференциального усилителя 108. При отсутствии дефектов на поверхности 122, отфильтрованные входные сигналы, принятые от ПП фильтров 106а и 106b на различных входах дифференциального усилителя 108, являются по существу одинаковыми. При этом усилитель 108 генерирует выходное напряжение низкой амплитуды, близкое к нулю. Альтернативно, при выявлении дефектов на поверхности 122 отфильтрованные входные сигналы, принятые от ПП фильтров 106а и 106b на дифференциальных входах дифференциального усилителя 108, не являются одинаковыми. При этом усилитель 108 создает увеличенное выходное напряжение. Так как одна из измерительных катушек (то есть С2 или С3) перемещается над изъязвленной поверхностью (обусловленной коррозией), то реактивная составляющая этой катушки (например, С2) изменяется относительно другой катушки (например, С3). Это в свою очередь вызывает дифференциальное изменение тока сигнала, поступающего к усилителю 108 и, соответственно, увеличение напряжения на выходе.
Амплитуда генерируемого на выходе сигнала может зависеть от нескольких факторов, таких как, но, не ограничиваясь этим, геометрия язвы (например, 0,3×0,45 мм), чувствительность измерительных катушек к изменению магнитных полей, обусловленных вихревыми токами, создаваемых коррозионной язвой, и оптимизация электрических параметров возбуждения, связанных с индукционным возбуждающим устройством 102 (например, форма волны, амплитуда и частота сигнала, возбуждающего первичную катушку). Генерируемый на выходе сигнал может быть преобразован А/Ц преобразователем 110 из аналогового в цифровой формат до его обработки устройством 112 обработки сигнала. Как вариант, аналого-цифровое преобразование может быть выполнено устройством 112 без необходимости в использовании отдельного устройства, такого как А/Ц преобразователь 110.
Устройство 112 обеспечивает различную обработку оцифрованных сигналов на выходе дифференциального усилителя 108. Например, устройство 112 может выполнять обнаружение порогового значения для определения условия совпадения обнаруженной амплитуды с амплитудой сигнала, вызванного обнаружением коррозионной язвы. Устройство 112 обработки сигнала также получает доступ к эталонным данным с носителя 114 эталонных данных для корреляции полученного сигнала с имеющимися эталонными данными (например, различными цифровыми значениями амплитуды), сохраненными на носителе 114. Каждая запись эталонных данных, найденная на носителе 114 для эталонных данных, может, как вариант, предоставлять информацию, связанную с коррозионной язвой, имеющей конкретную геометрию и/или размеры. Альтернативно, доступные эталонные данные могут подтверждать наличие или отсутствие коррозионной язвы на основании степени корреляции амплитуды между принятым сигналом (в оцифрованном формате) и различными значениями амплитуды (в оцифрованном формате), сохраненными на носителе 114 эталонных данных, без обеспечения информации о геометрии и/или размерах. Дополнительная цифровая обработка сигнала (ЦОС), такая как цифровая фильтрация и коррекция, также может быть осуществлена над принятыми сигналами для дополнительного содействия обнаружения коррозионных язв.
Детекторный индикатор 118 предупреждает пользователя датчика 100 об обнаружении им коррозионной язвы. Индикатор 118 может содержать визуальный индикатор, такой как излучающее свет устройство (например, светодиод), и/или звуковой индикатор, такой как зуммер.
Носитель 116 для регистрации данных сигнала хранит информацию, связанную с каждой обнаруженной коррозионной язвой. После подтверждения устройством 112 обнаружения язвы оно сохраняет обнаруженное значение амплитуды наряду с временной отметкой на носителе 116. Временная отметка может содержать информацию о дате (то есть год/месяц/день) и времени (например, в 24-часовом формате), связанную с каждой обнаруженной коррозионной язвой, которая может, среди прочего, обеспечивать значения для вычисления различных временных промежутков между различными случаями обнаружения питтинговой коррозии в роторных лопатках газовой турбины. Носитель 116 для регистрации данных сигнала также может хранить информацию о возбуждающем сигнале, соответствующую каждому обнаруженному значению амплитуды, и информацию о временной отметке. Информация о сохраненном возбуждающем сигнале может содержать характеристики амплитуды, форму и частоту сигнала, поданного на первичную катушку С1, на основе обнаружения коррозионной язвы.
Несмотря на то, что на фиг.1 носитель 114 эталонных данных и носитель 116 для регистрации данных показаны отдельно, тем не менее, оба носителя (114 и 116) могут быть объединены в обрабатывающем сигнал устройстве 112.
Фиг.1 В показывает положение измерительной головки 126 датчика ВТ относительно контролируемой поверхности 120 в соответствии с вариантом выполнения настоящего изобретения. Как показано, первичное индукционное устройство С1 вместе с измерительными катушками С2 и С2 (на фиг.1 В не показаны) расположено в измерительной головке 126 датчика. При эксплуатации измерительная головка 126 датчика вводится в контакт с контролируемой поверхностью 120 (например, роторной лопатки R1). Расстояние между катушкой С1 и поверхностью 120 называется расстоянием отрыва, которое влияет на взаимную индуктивность катушек. В примере, показанном на фиг.1 В, значение расстояния отрыва может находиться в диапазоне 0,2-0,4 мм. Расстояние между концом 128 катушки и поверхностью 120 может быть равно приблизительно 0,2 мм. Кроме того, наружная поверхность 130 измерительной головки 126 датчика может содержать дополнительный защитный слой (не показан) с толщиной около 0,2 мм (например, адгезивную ленту из тефлона толщиной 0,2 мм)
Фиг.2А-2С показывают механическую конструкцию и положение ВТ датчика 202 относительно контролируемой роторной лопатки газотурбинной установки в соответствии с вариантом выполнения данного изобретения. Как показано на фиг.2А, ВТ датчик 202 содержит измерительную головку 204, штангу 206 и направляющее приспособление 208 или удлиненную рукоятку. На фиг.2А размер датчика 202 относительно роторных лопаток 210а 210b и 210с увеличен для лучшей иллюстрации способа. Например, длина головки 204 датчика составляет около 1/6 длины переходной секции 214 каждой из роторных лопаток. Длина направляющего приспособления 208 датчика может составлять около 30 см, тогда как штанга датчика может иметь длину около 5 см.
Ось направляющего приспособления 208 датчика может проходить по существу перпендикулярно оси штанги 206, при этом направляющее приспособление 208 способствует манипулированию датчиком 202 в положении измерения так, что между головкой 204 датчика и переходной секцией 214 роторной лопатки 210а устанавливается физический контакт. Эта конструкция также показана с увеличенным видом области 205 на фиг.2 В.
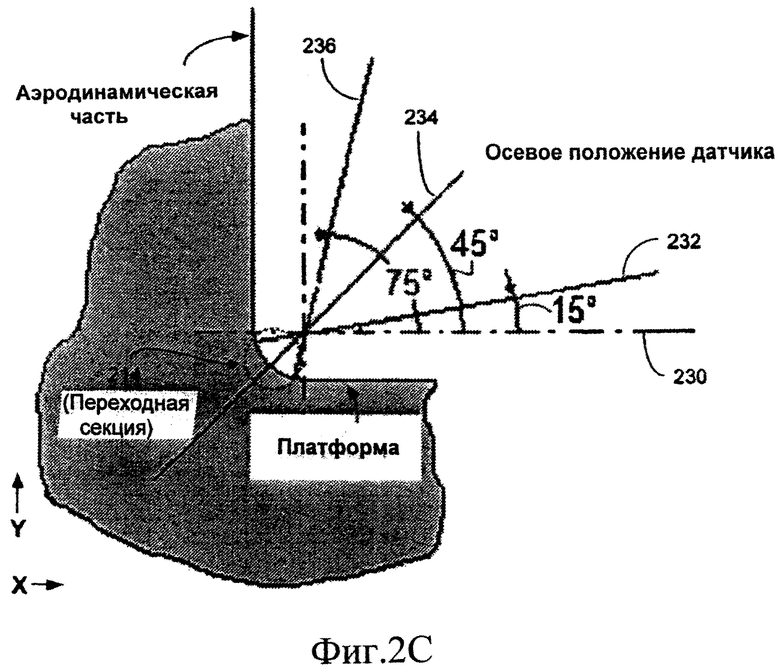
Как показано на фиг.2В переходная секция 214 роторной лопатки 210а является скругленной областью, расположенной между платформой 224 и аэродинамической частью 226. Переходная секция роторных лопаток представляет особый интерес для обнаружения питтинговой коррозии в соответствии с приведенными вариантами выполнения настоящего изобретения. Во время обнаружения питтинговой коррозии головку 204 датчика перемещают движением скольжения вдоль длины переходной секции 214 в контакте с ней между ее краями 218а и 218b в направлении Z. Во время указанного движения скольжения угол между осью штанги 206 датчика и горизонтальной плоскостью поддерживают практически постоянным. Головку 204 датчика перемещают движением скольжения вдоль длины переходной секции 214 в контакте с ней множество раз. Каждый раз штангу 206 поворачивают в плоскости XY для образования нового угла между осью штанги 206 и горизонтальной плоскостью. При изменении угла первичное индукционное устройство С1 создает первичное магнитное поле (В1) в другой области переходной секции 214. Контактное перемещение скольжением головки 204 вдоль длины переходной секции 214 под разными углами способствует проведению обнаруживающих коррозию измерений, покрывающих всю переходную область.
Указанное угловое изменение положения штанги 206 показано на поперечном разрезе роторной лопатки 210а, изображенной на фиг.2С. В соответствии с примером, показанным на фиг.2С, во время проведения обнаруживающих коррозию измерений штангу датчика поворачивают в плоскости XY для образования трех углов между осью штанги 206 и горизонтальной плоскостью 230. Более конкретно, прежде всего, головку 204 датчика перемещают движением скольжения вдоль длины переходной секции 214 в контакте с ней под углом 15°, как показано ссылочной позицией 232. Затем, головку 204 датчика второй раз перемещают движением скольжения вдоль длины переходной секции 214 в контакте с ней под углом 45°, как показано ссылочной позицией 234. И наконец, головку 204 датчика третий раз перемещают движением скольжения вдоль длины переходной секции 214 в контакте с ней под углом 75°, как показано ссылочной позицией 236.
Количество перемещений и углы, используемые во время измерений, могут изменяться. Однако после выявления коррозионной язвы головку 204 датчика вводят в контакт с той областью, которая подвержена воздействию коррозии. После введения головки в контакт с указанной областью угол между осью штангой 206 датчика и горизонтальной плоскостью 230 может быть изменен для определения, присутствуют ли в этой конкретной области переходной секции 214 другие коррозионные язвы.
Фиг.3 показывает устройство 302 формирования изображения, используемое совместно с устройством 304 контактного ВТ датчика, в соответствии с вариантом выполнения данного изобретения. Устройство 302 формирования изображения (например, видеокамера) может быть расположено рядом с измерительной головкой 306 датчика 304 для обеспечения пользователя датчика 304 улучшенным визуальным наблюдением за контролируемой переходной областью 310 роторной лопатки 312. Полученные изображения могут быть отображены на ручном или портативном видеомониторе 314 для пользователя.
Фиг.4 показывает фотоснимок блока 402 калибровки, используемого при генерации эталонных данных, сохраняемых на носителе 114 (фиг.1) эталонных данных, в соответствии с вариантом выполнения данного изобретения. Данный блок калибровки содержит множество предварительно созданных участков 404, 406, 408 питтинговой коррозии, которые выполнены на поверхности 310 переходной части образца с использованием электроэрозионной обработки (ЭЭС). Проиллюстрированный пример показывает несколько предварительно созданных участков 404, 406, 408 питтинговой коррозии, каждый из которых имеет различные диаметры и глубины, которые были точно выполнены на поверхности 310 переходной части образца с использованием (ЭЭС). Предварительно созданный участок 404 коррозионной язвы имеет диаметр 0,25 мм и глубину 0,25 мм. Предварительно созданный участок 406 коррозионной язвы имеет диаметр 0,50 мм и глубину 0,50 мм. Предварительно созданный участок 404 коррозионной язвы имеет диаметр 0,75 мм и глубину 0,75 мм. Под ссылочной позицией 414 показан увеличенный вид предварительно созданного участка 406.
При выполнении измерения коррозионной язвы контактным ВТ датчиком, таким как датчик 100 (фиг.1), на предварительно созданных участках 404,406,408 питтинговой коррозии каждое измерение будет создавать конкретную амплитуду сигнала, которая соответствует каждому участку 404,406,408 питтинговой коррозии. Следовательно, каждая амплитуда коррелированна с конкретной коррозионной язвой, имеющей известную геометрию. Эти амплитуды и соответствующая им геометрия могут формировать по меньшей мере некоторые из эталонных данных, которые сохраняют. Таким образом, амплитуды сигнала, которые формируются во время эксплуатационных испытаний, могут быть коррелированны с эталонными данными для выявления наличия питттинговой коррозии. Как вариант, также может быть предусмотрена приближенная геометрия любой выявляемой коррозионной язвы.
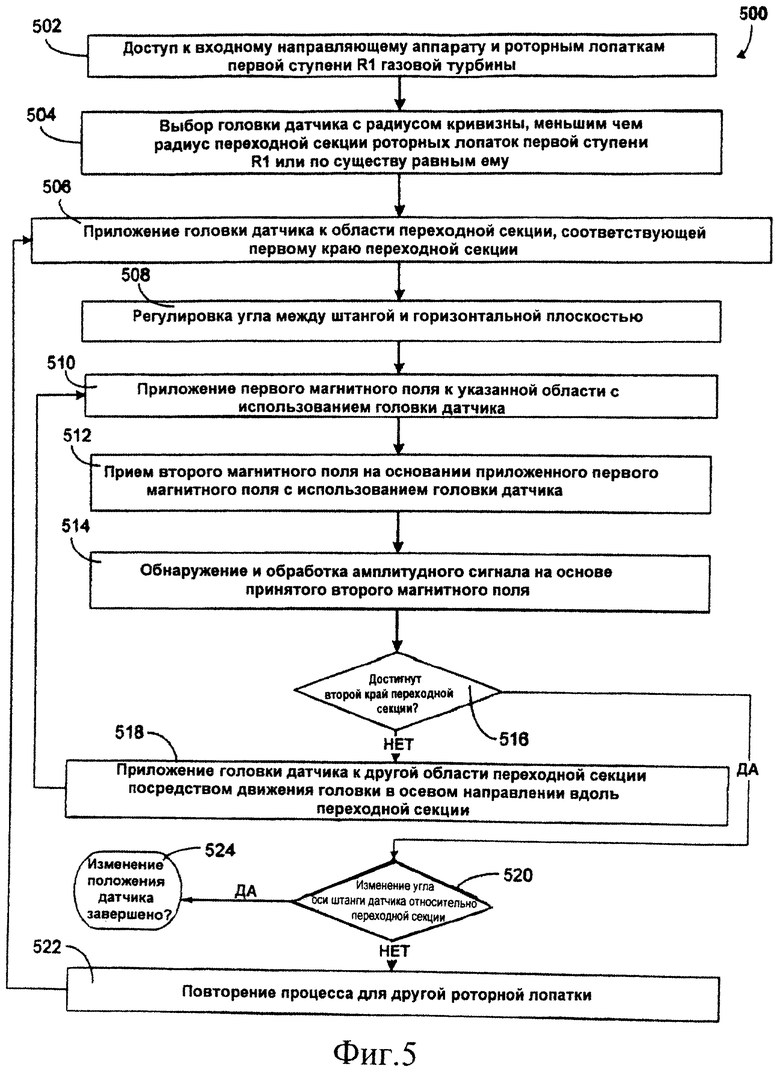
Фиг.5 показывает блок схему 500 работы контактного ВТ датчика 100 (фиг.1) в соответствии с вариантом выполнения данного изобретения. Описание блок схемы 500 приведено со ссылкой на фиг.1 и 2. На этапе 502 пользователь получает доступ к входному направляющему аппарату (ВНА) и роторным лопаткам R1, расположенным непосредственно за ВНА, через отверстие в воздухозаборной камере перед колоколообразным расширением компрессора (то есть раструбом) газовой турбины.
На этапе 504 выбирают головку контактного датчика с радиусом кривизны, меньшим чем радиус контролируемой переходной секции роторных лопаток R1 или по существу равным ему. Например, радиус R (фиг.2В) головки 204 (фиг.2В) датчика должен быть немного меньше радиуса кривизны переходной секции 214 (фиг.2В).
На этапе 506 головку 204 датчика прикладывают к первому краю 218а (фиг.2В) переходной секции 214. На этапе 508 между штангой 206 (фиг.2В) и горизонтальной плоскостью 230 (фиг.2С) устанавливают угол с относительно постоянным значением, например, около 15°, как показано под ссылочной позицией 232 (фиг.2С).
На этапе 510 катушка С1 возбуждения (фиг.1А), расположенная внутри головки 204 датчика, обеспечивает приложение первичного магнитного поля к участку, соответствующему первому краю 218а (фиг.2 В) переходной секции 214. При использовании измерительных катушек С2, С3 (фиг.1А), расположенных в измерительной головке 204, обеспечивается обнаружение второго магнитного поля, созданного током, наведенным в токопроводящей поверхности первого края 218 (фиг.2 В) области переходной секции 214 (этап 512). На основании второго магнитного поля, принятого катушками С2 и С3, амплитудный сигнал может быть генерирован и обработан дифференциальным усилителем 108 (фиг.1А) и обрабатывающим сигнал устройством 112 (фиг.1А), на основе выявленной коррозионной язвы (этап 514).
На этапе 516 выполняется определение, достигла ли головка 204 датчика второго края 218b (фиг.2В) переходной секции 214. При условии (ДА) достижения головкой 204 второго края 218b (фиг.2В) секции (этап 516) определяется, завершено ли (этап 520) изменение угла между осью штанги 206 (фиг.2В) и горизонтальной плоскостью 230 (фиг.2С). Например, если головка 204 датчика работает с использованием трех углов 15°, 45° и 75°, то изменение угла завершается, если измерения были проведены при всех трех углах 15°, 45° и 75°. При условии (ДА) завершения изменения угла (этап 520) технологический процесс блок схемы 500 повторяют для другой роторной лопатки R1 (этап 524).
При условии (НЕТ) незавершения (этап 520) угол между осью штанги 206 (фиг.2 В) и горизонтальной плоскостью 230 (фиг.2С) изменяют на следующий необходимый угол (этап 522). Например, если головка 204 работает с использованием трех углов 15°, 45° и 75°, а текущий угол равен 15°, то датчик устанавливают в следующие настройки угла для формирования угла в 45°. Затем за этапом 522 повторяют этапы 510, 512, 514 и 516 технологического процесса.
Условие (НЕТ) на этапе 516 означает, что головка 204 датчика еще не достигла области второго края 218b (фиг.2В), головку 204 датчика прикладывают к другой области переходной секции 214 посредством движения скольжения вдоль направления оси Z (фиг.2В) переходной секции 214 (этап 518). Затем за этапом 518 повторяют этапы 510, 512, 514 и 516 технологического процесса.
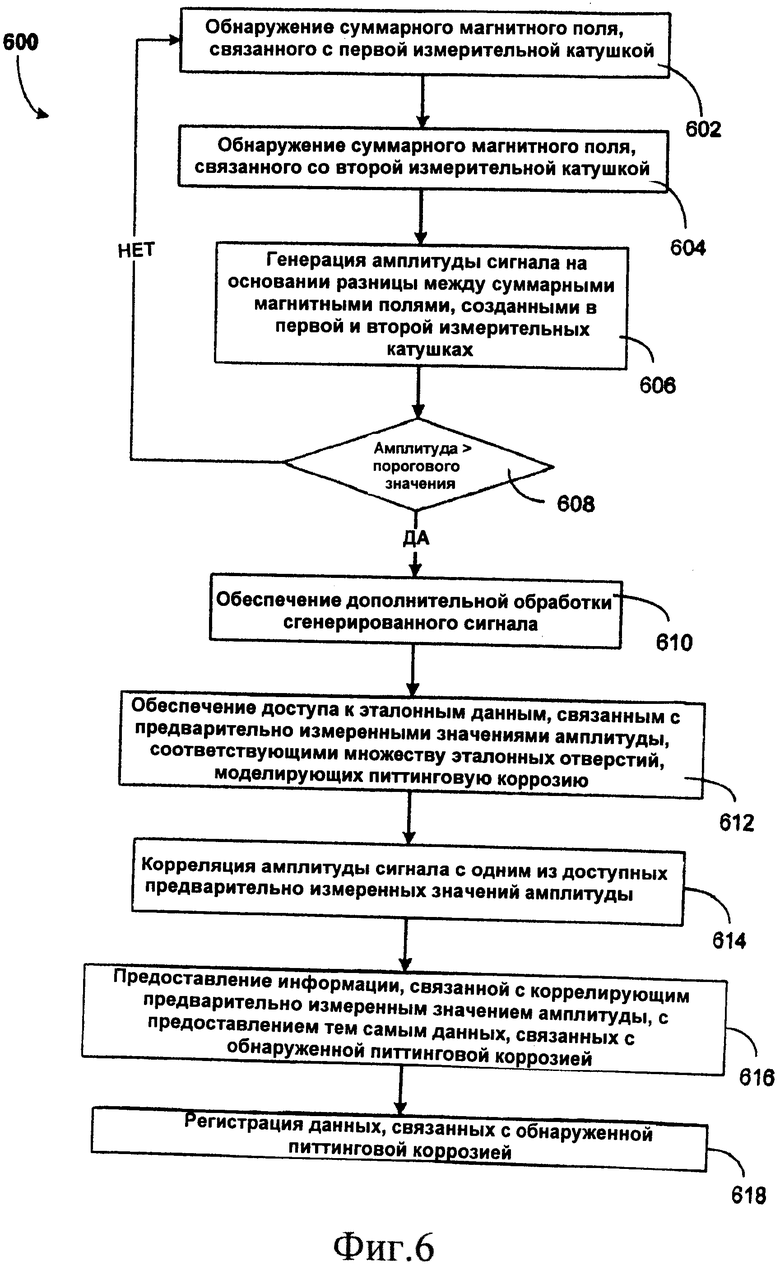
Фиг.6 показывает блок-схему 600 обработки сигнала, выполняемой ВТ датчиком 100 (фиг.1А) при обнаружении питтинговой коррозии в соответствии с вариантом выполнения данного изобретения. На этапе 602 измерительная катушка С2 (фиг.1А) обнаруживает суммарное магнитное поле. Аналогичным образом, на этапе 604 измерительная катушка С3 (фиг.1А) также обнаруживает суммарное магнитное поле. Суммарное магнитное поле является функцией взаимодействия первичного магнитного поля, создаваемого катушкой С1 (фиг.1А), и магнитного поля, создаваемого вихревыми токами, наведенными в токопроводящей поверхности переходной секции 214 (фиг.1В).
На этапе 606 дифференциальный усилитель 108 (фиг.1А) формирует амплитудный сигнал при различном суммарном магнитном поле, возникающем между измерительными катушками С2 и С3. Например, если измерительные катушки С2 и С3 принимают суммарное магнитное поле с поверхности переходной секции 214, на которой отсутствуют коррозионные язвы, то текущее значение, наводимое в обеих измерительных катушках, будет по существу одинаковым. Следовательно, дифференциальный усилитель 108 не будет генерировать сигнал, показывающий увеличение амплитуды. Однако, если катушка С2 принимает магнитное поле от переходной секции 214, в которой имеется коррозионная язва, то коррозионная язва будет разрывать поток вихревых токов в этой области, при этом суммарное магнитное поле, обнаруженное катушкой С2, изменяется относительно суммарного магнитного поля, обнаруженного катушкой С3. При этих условиях дифференциальный усилитель 108 будет создавать сигнал, показывающий увеличение амплитуды.
На этапе 608 обнаруживают, превышает ли сигнал, сгенерированный дифференциальным усилителем 108, заданное пороговое значение. Определение порогового значения выполняется в обрабатывающем сигнал устройстве 112. Условие (НЕТ) означает, что сигнал, сгенерированный дифференциальным усилителем 108, не превышает заданного порогового значения, при этом повторяют этапы 602, 604 и 606 технологического процесса. При условии (ДА) сигнал, сгенерированный усилителем 108, превышает заданное пороговое значение (этап 608), при этом может быть выполнена дополнительная обработка сигнала (например, цифровая фильтрация, коррекция и т.д.) в обрабатывающем сигнал устройстве 112 (этап 610).
На этапе 612 обрабатывающее сигнал устройство 112 получает доступ к носителю 114 эталонных данных для использования сохраненных эталонных данных. Как было изложено выше, сохраненные эталонные данные могут включать предварительно измеренные значения амплитуд, которые соответствуют различным предварительно созданным коррозионным язвам. При использовании доступных эталонных данных устройство 112 соотносит обнаруженный амплитудный сигнал, сгенерированный дифференциальным усилителем 108, с одним из предварительно измеренных значений амплитуды из доступных эталонных данных (этап 614).
На основании соотнесенного предварительно измеренного значения амплитуды также можно получить информацию о данных (например, геометрии коррозионной язвы), связанных с обнаруженной коррозионной язвой, с носителя 114 эталонных данных с использованием обрабатывающего сигнал устройства 112 (этап 616). Затем информация о данных (например, данных о временной отметке, геометрии язвы и т.д.), связанная с обнаруженной коррозионной язвой, может быть зарегистрирована устройством 112 на носителе 116 для зарегистрированных данных (этап 618).
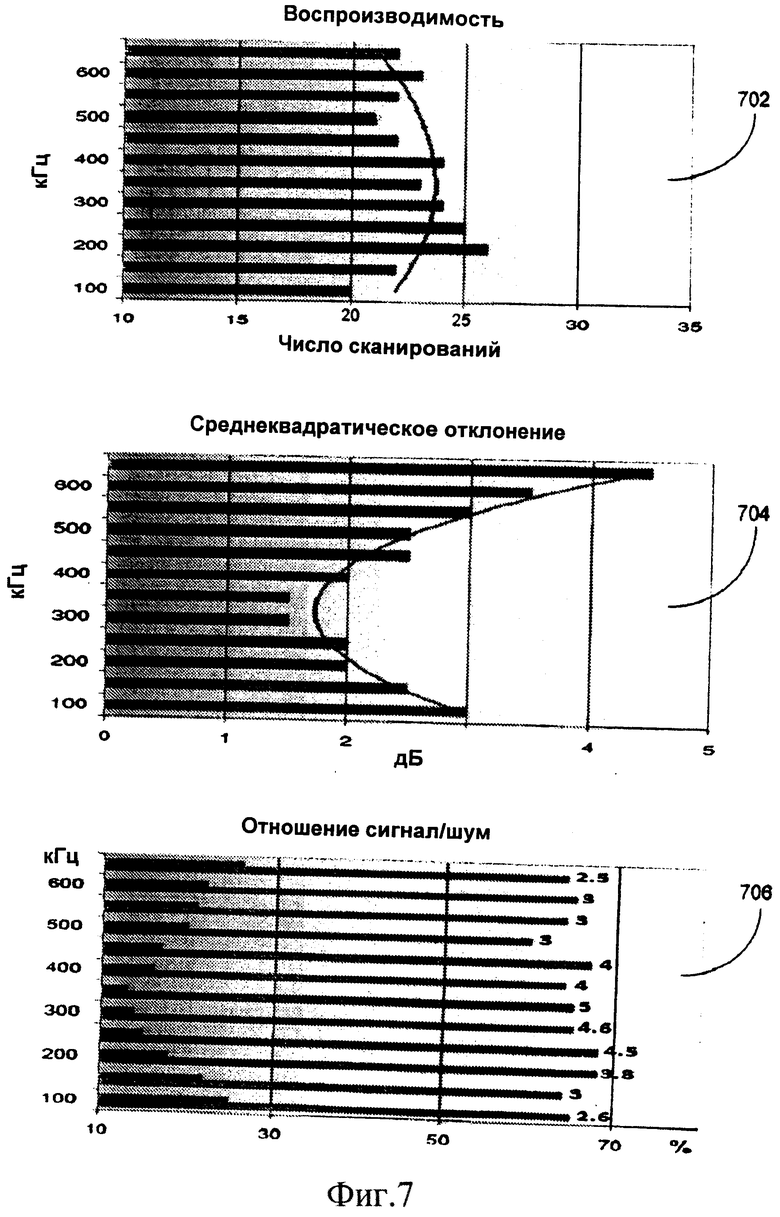
Фиг.7 иллюстрирует экспериментальные технические данные, связанные с обнаружением рабочих параметров ВТ датчика, такого как датчик 100 (фиг.1А), в соответствии с вариантом выполнения данного изобретения. Диаграмма 702 показывает воспроизводимость измерений, выполняемых ВТ датчиком в диапазоне частот 100-600 кГц. Этот диапазон частот относится к частотам, используемым для возбуждения первичной катушки ВТ датчика при анализе. Как показано, частоты в диапазоне 300-400 кГц обеспечивают желательную сравнительно одинаковую воспроизводимость измерений (например, обнаруженные значения амплитуды).
Диаграмма 704 показывает измерение среднеквадратического отклонения, связанного с обнаруженными амплитудами в диапазоне частот 100-600 КГц. Как показано, частоты в диапазоне 300-400 кГц также обеспечивают сравнительно постоянное среднеквадратическое отклонение для значений амплитуд, обнаруженных контактным ВТ датчиком.
Диаграмма 706 показывает измерение отношения сигнал/шум (С/Ш), связанного с обнаруженными амплитудами сигнала в диапазоне частот 100-600 КГц. Как показано, в отношении значений амплитуд, обнаруженных ВТ датчиком, частоты в диапазоне 300-400 кГц также обеспечивают максимальные отношения С/Ш. Следовательно при использовании подобных экспериментальных оценок для конкретного ВТ датчика может быть определен подходящий диапазон рабочих частот (например, 300-400 кГц).
Имеется возможность для объединения нескольких устройств ВТ датчика в один блок для проведения измерений на большем участке поверхности переходной секции. В подобной конфигурации может быть выполнен многоканальный ВТ датчик, в котором каждый канал обеспечивает доступ к данным измерений. Например, можно использовать трехканальный датчик, подобный пример показан на фиг.8. В соответствии с одним вариантом выполнения, многоканальный ВТ датчик 800 может содержать три отдельных датчика 802, которые сконфигурированы так, что их соответствующие измерительные головки соединены друг с другом с образованием увеличенной в продольном направлении головки 804 датчика. Каждый отдельный датчик 802 имеет один канал и может, например, иметь конструкцию, аналогичную конструкции ВТ датчика 100 (фиг.1А). В соответствии с другим вариантом выполнения, многоканальный ВТ датчик 810 может содержать одну головку 812, содержащую множество индукционных систем 814а-814n, при этом каждая индукционная система может, например, иметь конфигурацию, аналогичную конфигурации индукционной системы 104 (фиг.1А). Штанга 820 многоканального ВТ датчика 810 может вмещать мультиплексор сигналов (не показан), который последовательно считывает принимаемые сигналы от каждой индукционной системы 814а-814n. Обработку принимаемых сигналов можно выполнять либо отдельным обрабатывающим устройством (например, устройством 112, фиг.1А), либо использовать параллельную обработку, включающую множество обрабатывающих устройств (например, множество устройств 112, фиг.1А). Следует понимать, что для доступа и обработки множества каналов может быть использовано бесконечное число различных обеспечивающих обработку архитектур.
Несмотря на то, что данное изобретение было проиллюстрировано и описано в отношении конкретных вариантов выполнения, данные варианты выполнения просто иллюстрируют принципы данного изобретения и не являются исключительными или иным образом ограничительными вариантами выполнения. Соответственно, хотя приведенное выше описание иллюстративных вариантов выполнения данного изобретения, а также его различные иллюстративные модификации и свойства обладают множеством специфических характеристик, эти приведенные подробности не следует толковать как ограничивающие объем правовой охраны данного изобретения. Специалистам в данной области техники должно быть понятно, что данное изобретение допускает множество модификаций, приспособлений, изменений, исключений, добавлений и эквивалентных реализации без отклонения от указанного объема и без уменьшения его преимуществ. Например, за исключением степени необходимости или неотъемлемости собственно технологических процессов не подразумевается выполнение конкретного порядка этапов или стадий способов или технологических процессов, приведенных в данном описании, включая чертежи. Во многих случаях порядок выполнения этапов технологических процессов может изменяться, при этом различные иллюстративные этапы могут быть объединены, заменены или исключены без изменения цели, результата или важности описанных способов. Кроме того, необходимо отметить, что термины и формулировки использованы в качестве терминов описания, а не в качестве ограничительных терминов. Не предполагается использование терминов или формулировок, исключающих любые эквиваленты показанных и описанных деталей или их частей. Дополнительно, данное изобретение может быть выполнено на практике без необходимости в обеспечении одного или более преимуществ, описанных в данном документе или иным образом понятных из описания и/или реализуемых в некоторых вариантах выполнения данного изобретения. Предполагается, что данное изобретение не ограничивается рассмотренными вариантами выполнения, а определяется в соответствии с последующими пунктами формулы изобретения.

Изобретение относится к области неразрушающего контроля и может быть использовано для обнаружения коррозии в лопатках газотурбинной установки. Сущность: датчик содержит детекторную головку, форма которой согласована с геометрией поверхности переходной секции лопатки газовой турбины. Детекторная головка выполнена с возможностью перемещения вдоль осевого направления переходной секции для обнаружения питтинговой коррозии. По меньшей мере одно индукционное устройство, расположенное внутри детекторной головки, создает первое магнитное поле в области переходной секции, входящей в контакт с детекторной головкой. Приемное устройство обеспечивает обнаружение сигнала, соответствующего второму магнитному полю, принимаемому из области переходной секции, на которую воздействует первое магнитное поле. Второе магнитное поле генерируется посредством токов, созданных в данной области первым магнитным полем. Затем обрабатывающее сигнал устройство обрабатывает обнаруженный сигнал для корреляции соответствующей амплитуды обнаруженного сигнала с наличием питтинговой коррозии в данной области, так что наличие питтинговой коррозии определяют без какого-либо демонтажа корпуса газотурбинной установки. 8 н. и 15 з.п. ф-лы, 8 ил.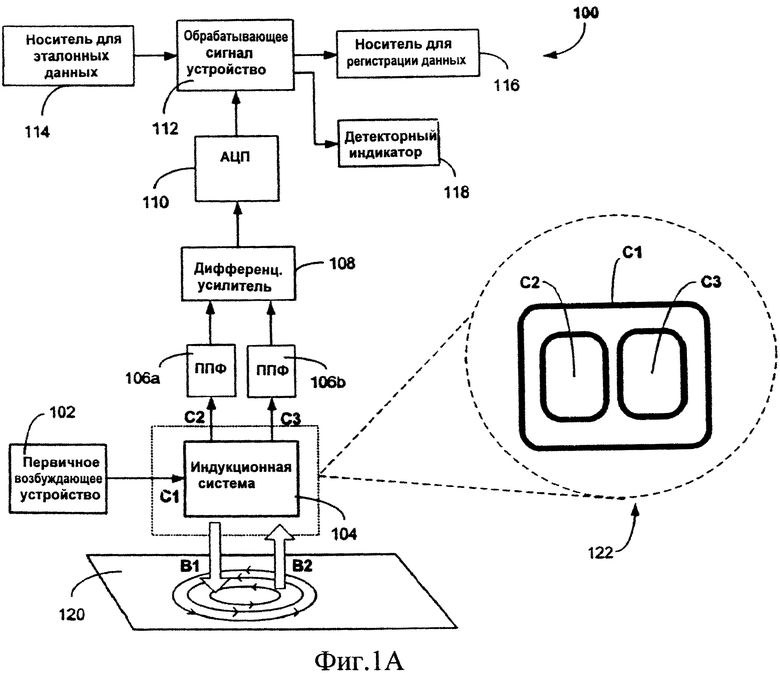
1. Датчик для обнаружения коррозии в одной или более лопатках газотурбинной установки, содержащий:
(a) детекторную головку, форма которой согласована с геометрией поверхности переходной секции лопатки газовой турбины, причем детекторная головка выполнена с возможностью перемещения вдоль осевого направления переходной секции для выявления питтинговой коррозии;
(b) по меньшей мере одно индукционное устройство, расположенное в детекторной головке и выполненное с возможностью создания первого магнитного поля в области переходной секции, входящей в контакт с детекторной головкой;
(c) приемное устройство, выполненное с возможностью обнаружения сигнала, соответствующего второму магнитному полю, принимаемому от области переходной секции, на которую воздействует первое магнитное поле, причем второе магнитное поле генерируется в данной области посредством созданных первым магнитным полем токов; и
(d) обрабатывающее сигнал устройство, выполненное с возможностью обработки обнаруженного сигнала для корреляции соответствующей амплитуды обнаруженного сигнала с наличием питтинговой коррозии в данной области,
при этом датчик предназначен для обнаружения питтинговой коррозии без какого-либо демонтажа корпуса газотурбинной установки, и
приемное устройство содержит:
(i) первое и второе индукционное устройство, выполненные с возможностью генерировать соответственно первый и второй принятый сигнал из второго магнитного поля;
(ii) первый и второй полосовой пропускающий фильтр, присоединенный соответственно к первому и второму индукционному устройству, причем первый и второй полосовой пропускающий фильтры выполнены с возможностью фильтрации соответственно первого и второго принятого сигнала; и
(iii) дифференциальный усилитель, присоединенный к первому и второму полосовому пропускающему фильтру, причем дифференциальный усилитель
выполнен с возможностью дифференциального усиления отфильтрованного первого и отфильтрованного второго принятого сигнала и генерации обнаруженного сигнала.
2. Датчик по п. 1, в котором детекторная головка имеет по существу цилиндрическую форму с радиусом, соответствующим радиусу кривизны переходной секции.
3. Датчик по п. 1, в котором детекторная головка имеет по существу цилиндрическую форму с радиусом, меньшим или по существу равным радиусу кривизны переходной секции.
4. Датчик по п. 1, в котором лопатка газовой турбины представляет собой одну из множества вращающихся лопаток первой ступени R1, расположенных за множеством впускных направляющих лопаток.
5. Датчик по п. 1, в котором созданные токи включают вихревые токи.
6. Датчик по п. 1, дополнительно содержащий возбуждающее устройство, выполненное с возможностью генерации возбуждающего сигнала, который подается на по меньшей мере одно индукционное устройство, при этом возбуждающее устройство регулирует по меньшей мере одну характеристику возбуждающего сигнала для создания отношения сигнал/шум, связанного с обнаруживаемым сигналом, которое превышает заданное пороговое значение.
7. Датчик по п. 6, в котором упомянутая по меньшей мере одна характеристика содержит амплитуду возбуждающего сигнала.
8. Датчик по п. 6, в котором упомянутая по меньшей мере одна характеристика содержит частоту возбуждающего сигнала.
9. Датчик по п. 6, в котором упомянутая по меньшей мере одна характеристика содержит комбинацию амплитуды и частоты возбуждающего сигнала.
10. Датчик для обнаружения коррозии в одной или более лопатках газотурбинной установки, содержащий:
(a) детекторную головку, форма которой согласована с геометрией поверхности переходной секции лопатки газовой турбины, причем детекторная головка выполнена с возможностью перемещения вдоль осевого направления переходной секции для выявления питтинговой коррозии;
(b) по меньшей мере одно индукционное устройство, расположенное в детекторной головке и выполненное с возможностью создания первого магнитного поля в области переходной секции, входящей в контакт с детекторной головкой;
(c) приемное устройство, выполненное с возможностью обнаружения сигнала, соответствующего второму магнитному полю, принимаемому от области переходной секции, на которую воздействует первое магнитное поле, причем второе магнитное поле генерируется в данной области посредством созданных первым магнитным полем токов; и
(d) обрабатывающее сигнал устройство, выполненное с возможностью обработки обнаруженного сигнала для корреляции соответствующей амплитуды обнаруженного сигнала с наличием питтинговой коррозии в данной области,
при этом датчик предназначен для обнаружения питтинговой коррозии без какого-либо демонтажа корпуса газотурбинной установки, и лопатка газовой турбины представляет собой одну из множества вращающихся лопаток первой ступени R1, расположенных за множеством впускных направляющих лопаток, и
датчик дополнительно содержит секцию рукоятки, присоединенную к детекторной головке, причем секция рукоятки имеет гибкую часть, выполненную с возможностью перемещения детекторной головки в положение измерения путем обеспечения контакта между детекторной головкой и переходной секцией одной из множества вращающихся лопаток первой ступени R1 посредством манипуляции гибкой частью и детекторной головкой между множеством впускных направляющих лопаток.
11. Датчик по п. 10, дополнительно содержащий видеокамеру, присоединенную к секции рукоятки, причем данная видеокамера расположена рядом с детекторной головкой и обеспечивает содействие оператору в перемещении детекторной головки в положение измерения.
12. Датчик для обнаружения коррозии в одной или более лопатках газотурбинной установки, содержащий:
(a) детекторную головку, форма которой согласована с геометрией поверхности переходной секции лопатки газовой турбины, причем детекторная головка выполнена с возможностью перемещения вдоль осевого направления переходной секции для выявления питтинговой коррозии;
(b) по меньшей мере одно индукционное устройство, расположенное в детекторной головке и выполненное с возможностью создания первого магнитного поля в области переходной секции, входящей в контакт с детекторной головкой;
(c) приемное устройство, выполненное с возможностью обнаружения сигнала, соответствующего второму магнитному полю, принимаемому от области переходной секции, на которую воздействует первое магнитное поле, причем второе магнитное поле генерируется в данной области посредством созданных первым магнитным полем токов; и
(d) обрабатывающее сигнал устройство, выполненное с возможностью обработки обнаруженного сигнала для корреляции соответствующей амплитуды обнаруженного сигнала с наличием питтинговой коррозии в данной области,
при этом датчик предназначен для обнаружения питтинговой коррозии без какого-либо демонтажа корпуса газотурбинной установки, и обрабатывающее сигнал устройство содержит устройство цифровой обработки сигналов (ЦОС), содержащее:
(i) аналого-цифровой преобразователь, выполненный с возможностью оцифровки амплитуды обнаруженного сигнала;
(ii) первую зону хранения, выполненную с возможностью хранения амплитуды, соответствующей обнаруженному сигналу, с сохраненными амплитудами других обнаруженных сигналов, на основании амплитуды, соответствующей обнаруженному сигналу и других сохраненных амплитуд обнаруженных сигналов, соответствующих выявленной коррозионной язве;
iii) вторую зону хранения, выполненную с возможностью хранения эталонных данных, связанных с множеством предварительно созданных областей питтинговой коррозии на поверхности образца переходной секции лопатки газовой турбины; и
(iv) секцию процессора, выполненного с возможностью сравнения амплитуды, соответствующей обнаруженному сигналу, с хранящимися эталонными данными для обнаружения наличия питтинговой коррозии в переходной секции.
13. Датчик по п. 12, в котором первая зона хранения содержит информацию об отметке времени, которая добавлена как к амплитуде, соответствующей обнаруженному сигналу, так и к другим сохраненным амплитудам обнаруженных сигналов для расчета промежутка времени между обнаружением питтинговой коррозии в переходной секции.
14. Датчик по п. 12, в котором первая зона хранения содержит информацию о возбуждающем сигнале, которую добавляют к сохраненной амплитуде обнаруженного сигнала и другим сохраненным амплитудам обнаруженных сигналов для оценки обнаружения питтинговой коррозии в переходной секции.
15. Датчик для обнаружения коррозии в одной или более лопатках газотурбинной установки, содержащий:
(a) детекторную головку, форма которой согласована с геометрией поверхности переходной секции лопатки газовой турбины, причем детекторная головка выполнена с возможностью перемещения вдоль переходной секции для обнаружения питтинговой коррозии;
(b) по меньшей мере один преобразователь, расположенный в детекторной головке и выполненный с возможностью создания первого магнитного поля в области переходной секции, входящей в контакт с детекторной головкой,
(c) приемное устройство, выполненное с возможностью обнаружения сигнала, соответствующего второму магнитному полю, принятому от области переходной секции, на которую воздействует первое магнитное поле, причем
второе магнитное поле генерируется в данной области посредством созданных первым магнитным полем токов; и
(d) обрабатывающее сигнал устройство, выполненное с возможностью обработки обнаруженного сигнала для корреляции соответствующей амплитуды обнаруженного сигнала с наличием питтинговой коррозии в данной области,
при этом датчик предназначен для обнаружения питтинговой коррозии без какого-либо демонтажа корпуса газотурбинной установки, и
приемное устройство содержит:
(i) первое и второе индукционное устройство, выполненные с возможностью генерировать соответственно первый и второй принятые сигналы из второго магнитного поля;
(ii) первый и второй полосовой пропускающий фильтр, присоединенный соответственно к первому и второму индукционному устройству, причем первый и второй полосовой пропускающий фильтры выполнены с возможностью фильтрации соответственно первого и второго принятого сигнала; и
(iii) дифференциальный усилитель, присоединенный к первому и второму полосовому пропускающему фильтру, причем дифференциальный усилитель выполнен с возможностью дифференциального усиления отфильтрованного первого и отфильтрованного второго принятого сигнала и генерации обнаруженного сигнала.
16. Датчик для обнаружения коррозии в одной или более лопатках газотурбинной установки, содержащий:
(a) детекторную головку, форма которой согласована с геометрией поверхности переходной секции лопатки газовой турбины, причем детекторная головка выполнена с возможностью перемещения вдоль переходной секции для обнаружения питтинговой коррозии;
(b) приемопередатчик, расположенный в детекторной головке и выполненный с возможностью создания первого магнитного поля в области переходной секции, входящей в контакт с детекторной головкой, и обнаружения сигнала, соответствующего второму магнитному полю, принятому из области переходной секции, на которую воздействует первое магнитное поле, причем
второе магнитное поле генерируется в данной области посредством созданных первым магнитным полем токов; и
(с) обрабатывающее сигнал устройство, выполненное с возможностью обработки обнаруженного сигнала для корреляции соответствующей амплитуды обнаруженного сигнала с наличием питтинговой коррозии в данной области,
при этом датчик предназначен для обнаружения питтинговой коррозии без какого-либо демонтажа корпуса газотурбинной установки, и
приемник содержит:
(i) второе индукционное устройство;
(ii) третье индукционное устройство; и
(iii) дифференциальный усилитель, присоединенный ко второму и третьему индукционному устройству, для дифференциального усиления второго и третьего сигнала, принимаемого соответственно от второго и третьего индукционного устройства, при этом дифференциальный усилитель генерирует обнаруженный сигнал.
17. Датчик по п. 16, в котором приемопередатчик содержит:
(a) передатчик, выполненный с возможностью генерации первого магнитного поля; и
(b) приемник, выполненный с возможностью приема второго магнитного поля и генерации амплитуды обнаруженного сигнала.
18. Датчик по п. 16, в котором передатчик содержит:
(a) первое индукционное устройство; и
(b) возбуждающее устройство, выполненное с возможностью подачи электрического возбуждающего сигнала к первому индукционному устройству.
19. Датчик по п. 16, в котором каждая вторая и третья катушка имеет:
(a) диаметр катушки около 1,6-2,0 мм;
(b) цилиндрическую опору катушки;
(c) частоту в диапазоне приблизительно 50-900 кГц; и
(d) отношение сигнал/шум около 5/1.
20. Способ обнаружения коррозии в одной или более лопатках газотурбинной установки, включающий:
(a) обнаружение питтинговой коррозии вдоль осевого направления переходной секции лопатки газовой турбины посредством датчика с детекторной головкой, форма которой согласована с геометрией поверхности переходной секции;
(b) создание первого магнитного поля в области переходной секции во время обнаружения коррозии;
(c) обнаружение сигнала, соответствующего второму магнитному полю, принимаемому из области переходной секции, которая подвергается воздействию созданного первого магнитного поля, причем второе магнитное поле генерируется в данной области токами, созданными первым магнитным полем;
(d) обработку обнаруженного сигнала посредством корреляции соответствующей амплитуды обнаруженного сигнала с наличием питтинговой коррозии в данной области,
(e) формирование изображения лопатки газовой турбины с использованием устройства формирования изображения для содействия выявлению питтинговой коррозии; и
(f) отображение изображенной лопатки газовой турбины для пользователя,
при этом наличие питтинговой коррозии определяют без какого-либо демонтажа корпуса газотурбинной установки.
21. Способ по п. 20, в котором согласование обнаружения коррозии с геометрией поверхности включает использование головки датчика с цилиндрической формой, радиус которой по существу равен или меньше радиуса кривизны, связанного с переходной секцией.
22. Датчик для обнаружения коррозии в одной или более лопатках газотурбинной установки, содержащий:
(а) детекторную головку, форма которой согласована с геометрией поверхности переходной секции лопатки газовой турбины, причем детекторная головка выполнена с возможностью перемещения вдоль осевого направления переходной секции для выявления питтинговой коррозии;
(b) по меньшей мере одно индукционное устройство, расположенное в детекторной головке и выполненное с возможностью создания первого магнитного поля в области переходной секции, входящей в контакт с детекторной головкой;
(c) приемное устройство, выполненное с возможностью обнаружения сигнала, соответствующего второму магнитному полю, принимаемому от области переходной секции, на которую воздействует первое магнитное поле, причем второе магнитное поле генерируется в данной области посредством созданных первым магнитным полем токов; и
(d) обрабатывающее сигнал устройство, выполненное с возможностью обработки обнаруженного сигнала для корреляции соответствующей амплитуды обнаруженного сигнала с наличием питтинговой коррозии в данной области,
при этом датчик предназначен для обнаружения питтинговой коррозии без какого-либо демонтажа корпуса газотурбинной установки, и
упомянутое по меньшей мере одно индукционное устройство образовано множеством индукционных устройств, которые расположены в детекторной головке и каждое из которых выполнено с возможностью создания первого магнитного поля в области переходной секции, входящей в контакт с детекторной головкой;
указанный обнаруженный сигнал содержит множество сигналов, соответствующих указанному второму магнитному полю; и
указанное обрабатывающее сигнал устройство выполнено с возможностью обработки множества обнаруженных сигналов для корреляции соответствующих амплитуд обнаруженных сигналов с наличием питтинговой коррозии в данной области,
причем каждый из обработанного множества обнаруженных сигналов соответствует каналу, связанному с соответствующим одним из множества индукционных устройств, с обеспечением тем самым многоканального выявления питтинговой коррозии.
23. Блок обнаружения питтинговой коррозии, содержащий множество датчиков, в котором каждый датчик содержит:
(a) детекторную головку, форма которой согласована с геометрией поверхности переходной секции лопатки газовой турбины, причем детекторная головка выполнена с возможностью перемещения вдоль осевого направления переходной секции для обнаружения питтинговой коррозии;
(b) по меньшей мере одно индукционное устройство, расположенное внутри детекторной головки и выполненное с возможностью создания магнитного поля в области переходной секции, входящей в контакт с детекторной головкой;
(c) приемное устройство, выполненное с возможностью обнаружения сигнала, соответствующего второму магнитному полю, принимаемому из области переходной секции, на которую воздействует первое магнитное поле, причем второе магнитное поле генерируется в данной области посредством созданных первым магнитным полем токов; и
(d) обрабатывающее сигнал устройство, выполненное с возможностью обработки обнаруженного сигнала для корреляции соответствующей амплитуды обнаруженного сигнала с наличием питтинговой коррозии в данной области,
при этом блок предназначен для обнаружения питтинговой коррозии без какого-либо демонтажа корпуса газотурбинной установки, и
результаты обработки обнаруженного сигнала каждым обрабатывающим сигнал устройством множества датчиков выводятся в соответствующий канал, и
каждое приемное устройство содержит:
(i) первое и второе индукционное устройство, выполненные с возможностью генерировать соответственно первый и второй принятый сигнал из второго магнитного поля;
(ii) первый и второй полосовой пропускающий фильтр, присоединенный соответственно к первому и второму индукционному устройству, причем первый и второй полосовой пропускающий фильтры выполнены с возможностью фильтрации соответственно первого и второго принятого сигнала; и
(iii) дифференциальный усилитель, присоединенный к первому и второму полосовому пропускающему фильтру, причем дифференциальный усилитель выполнен с возможностью дифференциального усиления отфильтрованного первого и отфильтрованного второго принятого сигнала и генерации обнаруженного сигнала.
| US 6452384 B1, 17.09.2002 | |||
| US 20030071616 А1, 17.04.2003 | |||
| УСТРОЙСТВО для КОНТРОЛЯ ЛОПАТОК ТУРБИН ^" и КОМПРЕССОРОВ ПОВЕРХНОСТНЫМИ УЛЬТРАЗВУКОВЫМИ ВОЛНАМИвс1:<:оюзндя^^Л1 | 0 |
|
SU172102A1 |
| ДВУХСКАЛЬЧАТЫЙ НАСОС ДЛЯ ГИДРАВЛИЧЕСКОГО ПРЕССА | 1935 |
|
SU47986A1 |
| Ультразвуковой дискретный датчик уровня | 1974 |
|
SU518635A1 |
| УСТРОЙСТВО ВИХРЕТОКОВОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ПОВЕРХНОСТИ МАТЕРИАЛА КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ | 1990 |
|
RU2072519C1 |
| WO 2002079774 A2, 10.10.2002 | |||

