Изобретение относится к трубному производству и может быть использовано при производстве, например, длинномерных труб методом холодной прокатки.
Известен способ очистки цилиндрического длинномерного изделия, включающий пропускание трубы через тороидальную камеру, в которую подают вращающийся поток моющей жидкости и создают турбулентность потока в выходном сопле, при этом добавляют сжатый воздух в количестве 10-30% (Пат. РФ №2355484, опубл. 29.05.2009 г.).
Недостатками этого способа являются его реализация на отдельно стоящем оборудовании и недостаточная эффективность, вызванная тем, что очистке подвергается только наружная поверхность трубы.
Наиболее близким к предлагаемому изобретению по технической сущности (прототип) и достигаемым результатам является способ обезжиривания труб после холодной прокатки, включающий очистку труб методом удаления технологической смазки с внутренней и с наружной поверхностей труб химической обработкой в трехкомпонентном растворе, содержащем соду каустическую 4-5%, тринатрийфосфат 2-3%, жидкое стекло 1,5-3%, при температуре не ниже 60°C с последующей промывкой в ваннах с холодной и с горячей водой, пасссированием и сушкой (М.Б. Биск и др. «Холодная деформация стальных труб. Ч.1. Подготовка к деформации и волочению», Свердловск, Средне-Уральское книжное издательство, 1976 г., с.78-79).
Недостатками способа по прототипу являются его сложность и трудоемкость, вызванные большим количеством ванн химической обработки, расположенных в травильных отделениях цехов по производству холоднодеформированных труб, а также наличие специального оборудования для обработки длинномерных труб длиной 14000-24000 мм.
Задачей изобретения является разработка способа очистки труб, например, длиной 14000-24000 мм при их производстве методом холодной прокатки с помощью устройства для его осуществления, включающего удаление технологической смазки с внутренней и наружной поверхностей труб с минимальной сложностью и трудоемкостью.
Поставленная цель достигается тем, что в способе очистки труб, включающем удаление технологической смазки с внутренней и с наружной поверхностей труб, удаление технологической смазки с внутренней и с наружной поверхностей труб производят одновременно, механическим путем в процессе холодной прокатки, при этом удаление технологической смазки с внутренней поверхности производят с помощью втулки с кольцевыми лепестками треугольного со срезанной вершиной профиля на наружной поверхности, наружный диаметр которой больше внутреннего диаметра трубы не менее чем на 2 мм, расположенной неподвижно за оправкой стана холодной прокатки, а удаление технологической смазки с наружной поверхности производят устройством, выполненным в виде торцевых шайб, расположенной между ними плоской манжеты и опорного кольца с центральными отверстиями, собранных между двумя металлическими кольцами и установленных неподвижно на выходной стороне стана холодной прокатки труб по оси прокатки, при этом диаметры центральных отверстий в торцевых шайбах не менее чем на 1 мм меньше наружного диаметра трубы, в плоской манжете - не менее чем на 2 мм меньше наружного диаметра трубы, в опорном кольце - на 2-5 мм больше наибольшего наружного диаметра трубы, при этом втулка изготовлена из эластичного полимерного материала, торцевые шайбы и опорное кольцо - из жесткого полимерного материала, а плоская манжета - из маслостойкой резины.
На Фиг.1 показан вид в разрезе устройства, реализующего предлагаемый способ очистки труб, представляющего собой втулку 1 с кольцевыми лепестками 2 треугольного со срезанной вершиной профиля на наружной поверхности, диаметр которой больше внутреннего диаметра трубы 3 не менее чем на 2 мм. Втулку 1, предназначенную для удаления технологической смазки с внутренней поверхности трубы 3, располагают неподвижно за конической оправкой 4 и крепят с помощью болта 5.
Далее по ходу прокатки, указанному стрелкой со знаком V, за втулкой 1 на внешней стороне стана холодной прокатки труб устанавливают неподвижно устройство 6 для очистки наружной поверхности трубы. Устройство 6 для очистки наружной поверхности трубы включает две торцевые шайбы 7 и 8, с расположенной между ними плоской манжетой 9, предназначенной для удаления технологической смазки с наружной поверхности трубы, и опорное кольцо 10, которые располагают между металлическими кольцами 11 и 12, и крепят в месте установки с помощью болтового соединения 13. Торцевые шайбы 7 и 8, имея развитые торцевые поверхности, прилегающие к соответствующим торцевым поверхностям плоской манжеты 9, обеспечивают ее фиксацию в рабочем положении перпендикулярно относительно наружной поверхности труб 3. Торцевые шайбы 7 и 8, плоскую манжету 9 и опорное кольцо 10 выполняют с центральными отверстиями. При этом диаметр центрального отверстия в торцевых шайбах 7 и 8 не менее чем на 1 мм меньше наружного диаметра трубы 3, а в плоской манжете 9 диаметр центрального отверстия не менее чем на 2 мм меньше наружного диаметра трубы 3. Диаметр центрального отверстия в опорном кольце 10 не менее чем на 2-5 мм больше наибольшего диаметра готовой трубы, прокатываемой на стане холодной прокатки.
Способ очистки труб осуществляется следующим образом.
Стан холодной прокатки труб представляет собой двухвалковый стан с периодическим режимом работы, рабочей клети которого сообщают возвратно-поступательное движение. При движении рабочей клети в прямом и обратном направлении происходит обжатие трубы 3 на неподвижной конической оправке 4, при этом в переднем крайнем положении клети происходит поворот прокатываемой трубы 3 вместе с конической оправкой 4, а в заднем крайнем положении клети происходит продольное перемещение трубы 3 при неподвижной конической оправке 4 в направлении V прокатки (Фиг.1) на некоторое расстояние, называемое «подачей», равное 15-30 мм.
При продольном перемещении трубы 3 она проходит над кольцевыми лепестками 2 треугольного со срезанной вершиной профиля, расположенными на наружной поверхности втулки 1, которые за счет упругой деформации их в радиальном направлении, эластичности полимерного материала втулки 1 и срезанной вершины профиля плотно прилегают к внутренней поверхности трубы 3, что обеспечивает снятие слоя технологической смазки с внутренней поверхности трубы по всей ее длине в течение всего цикла прокатки. Благодаря треугольному профилю лепестков 2 торец первой прокатываемой трубы 3, несмотря на превышение наружного диаметра втулки 1 относительно внутреннего диаметра трубы 3, контактируя с боковой наклонной поверхностью кольцевых лепестков 2, проходит их не упираясь, а скользя по ним, отгибая в направлении прокатки V, с последующей деформацией в радиальном направлении.
Одновременно при продольном перемещении трубы 3 она проходит под плоской манжетой 9, предназначенной для удаления технологической смазки с наружной поверхности. Удаление технологической смазки в этом случае происходит благодаря плотному контакту поверхности центрального отверстия плоской манжеты 9 с наружной поверхностью трубы 3, обеспеченному тем, что манжета изготовлена из маслостойкой резины, а диаметр центрального отверстия не менее чем на 2 мм меньше наружного диаметра трубы 3. Торцевые шайбы 7 и 8, обеспечивающие рабочее положение плоской манжеты 9 перпендикулярно относительно наружной поверхности трубы 3, выполняют с центральными отверстиями, диаметр которых не менее чем на 1 мм меньше наружного диаметра трубы 3, что предотвращает возможное проникновение резины плоской манжеты 9 наружу при ее радиальной деформации в рабочем положении. При этом, благодаря плотному контакту с наружной поверхностью трубы и достаточной жесткости полимерного материала, обладающего низким коэффициентом трения, торцевая шайба 7, находящаяся перед плоской манжетой 9, выполняет еще и операцию предварительного снятия технологической смазки с наружной поверхности трубы 3, а торцевая шайба 8, расположенная за плоской манжетой 9, выполняет операцию окончательного снятия технологической смазки. Расположенное за торцевой шайбой 8 опорное кольцо 10, изготавливают из жесткого полимерного материала, диаметр центрального отверстия которого на 2-5 мм больше наибольшего диаметра готовой трубы, прокатываемой на стане холодной прокатки, что предотвращает возможный изгиб торцевых шайб 7, 8 и плоской манжеты 9 в направлении прокатки V, что приводит к уменьшению площади их контактных поверхностей и, как следствие, к снижению количества удаляемой технологической смазки.
Применение предлагаемого способа очистки труб позволяет исключить длительный процесс химической обработки труб, т.к. достигаемая степень чистоты поверхности металла не требует обезжиривания труб перед термообработкой и тем самым обеспечивает удаление технологической смазки с внутренней и наружной поверхностей труб после холодной прокатки, например, длиной 14000-24000 мм с минимальной сложностью и трудоемкостью.
Способ прошел испытания в промышленных условиях.
Опытное опробование предлагаемого технического решения при производстве труб размером 25×2,5×18900-19600 мм позволило проводить их термообработку в печи с защитной атмосферой ф. «EBNER» без химического обезжиривания.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОЧИСТКИ НАРУЖНЫХ ПОВЕРХНОСТЕЙ ТРУБ ИЛИ ТРУБОПРОВОДОВ | 2024 |
|
RU2830797C1 |
| ОПОРА ПРОКАТНОГО ВАЛКА | 2000 |
|
RU2172654C1 |
| КОРРОЗИОННОСТОЙКАЯ ВТУЛКА ВНУТРЕННЕЙ ЗАЩИТЫ ТРУБОПРОВОДОВ | 2021 |
|
RU2767123C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ БИМЕТАЛЛИЧЕСКИХ ТРУБ РАЗМЕРОМ ВН.279Х36 (351Х36) И ВН.346Х40 (426Х40) ММ ИЗ СТАЛИ МАРОК 10ГН2МФА+08Х18Н10Т С ВНУТРЕННИМ ПЛАКИРУЮЩИМ СЛОЕМ СТАЛЬЮ 08Х18Н10Т ТОЛЩИНОЙ 7±2 ММ | 2012 |
|
RU2516137C1 |
| СПОСОБ ПРОИЗВОДСТВА БИМЕТАЛЛИЧЕСКИХ ТРУБ РАЗМЕРОМ ВН.279×36 (351×36) И ВН.346×40 (426×40) мм ДЛЯ АТОМНЫХ ЭЛЕКТРОСТАНЦИЙ ИЗ СТАЛИ МАРОК 10ГН2МФА И 08Х18Н10Т С ВНУТРЕННИМ ПЛАКИРУЮЩИМ СЛОЕМ ТОЛЩИНОЙ 7 мм | 2013 |
|
RU2542129C2 |
| Внутритрубное устройство очистки (варианты) | 2022 |
|
RU2803509C1 |
| УСТРОЙСТВО ДЛЯ ВЫПРАВЛЕНИЯ КРУГЛОЙ ТРУБЫ | 2004 |
|
RU2316402C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ТРУБ | 2007 |
|
RU2350417C1 |
| Оправка для пилигримовой прокатки труб | 1988 |
|
SU1553226A1 |
| Способ непрерывной прокатки труб и оправочный узел для его осуществления | 2017 |
|
RU2707052C1 |
Изобретение относится к трубному производству и может быть использовано при производстве труб, например длинномерных, методом холодной прокатки. Способ включает одновременную очистку внутренней и наружной поверхности труб от технологической смазки непосредственно в процессе прокатки. Уменьшение сложности и трудоемкости процесса обеспечивается за счет того, что для очистки внутренней поверхности применяют втулку с кольцевыми лепестками треугольного со срезанной вершиной профиля на наружной поверхности, а удаление технологической смазки с наружной поверхности производят устройством, выполненным в виде торцевых шайб, расположенной между ними плоской манжеты и опорного кольца с центральными отверстиями, собранных между двумя металлическими кольцами и установленных неподвижно на выходной стороне стана холодной прокатки труб по оси прокатки, втулка изготовлена из эластичного полимерного материала, торцевые шайбы и опорное кольцо - из жесткого полимерного материала, а плоская манжета - из маслостойкой резины. 1 ил.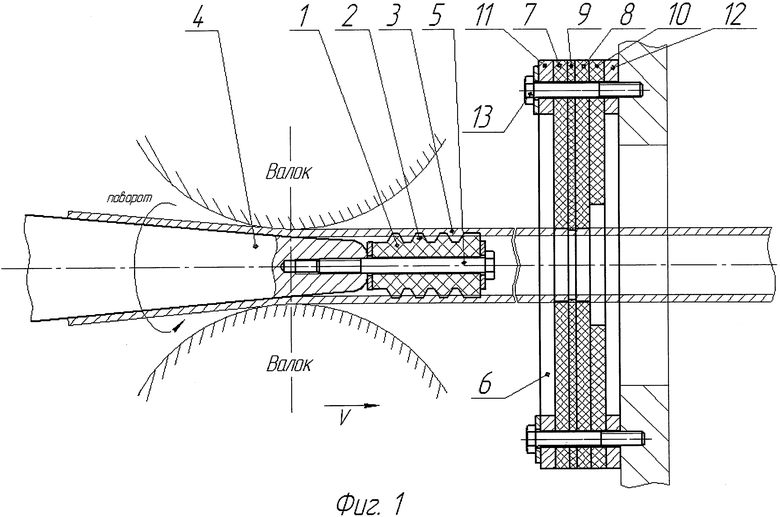
Способ очистки внутренней и наружной поверхности труб, включающий удаление технологической смазки в процессе холодной прокатки, отличающийся тем, что удаление технологической смазки производят механическим путем, при этом удаление технологической смазки с внутренней поверхности производят с помощью втулки с кольцевыми лепестками треугольного со срезанной вершиной профиля на наружной поверхности, наружный диаметр которой больше внутреннего диаметра трубы не менее чем на 2 мм, расположенной неподвижно за оправкой стана холодной прокатки, а удаление технологической смазки с наружной поверхности производят с помощью расположенной между торцевыми шайбами плоской манжеты и опорного кольца с центральными отверстиями, собранных между двумя металлическими кольцами и установленных неподвижно на выходной стороне стана холодной прокатки труб по оси прокатки, при этом диаметры центральных отверстий в торцевых шайбах не менее чем на 1 мм меньше наружного диаметра трубы, в плоской манжете - не менее чем на 2 мм меньше наружного диаметра трубы, а в опорном кольце - на 2-5 мм больше наибольшего наружного диаметра трубы, при этом упомянутая втулка изготовлена из эластичного полимерного материала, торцевые шайбы и опорное кольцо - из жесткого полимерного материала, а плоская манжета - из маслостойкой резины.
| СПОСОБ ОЧИСТКИ ЦИЛИНДРИЧЕСКОГО ДЛИННОМЕРНОГО ИЗДЕЛИЯ | 2007 |
|
RU2355484C2 |
| Устройство для продувки труб | 1979 |
|
SU869861A1 |
| WO 9933588 A1, 08.07.1999 | |||
| ИНВЕРСИОННЫЙ ВОЛЬТАМПЕРОМЕТРИЧЕСКИЙ СПОСОБ ОПРЕДЕЛЕНИЯ КОРДАНУМА (ТАЛИНАЛОЛА) | 1998 |
|
RU2167418C2 |

