Область техники
Изобретение относится к химико-термической обработке, а именно к процессу термодиффузионного цинкования стальных изделий в порошковых смесях, и может быть использовано в отраслях промышленности, где детали и узлы механизмов, изготовленных из сталей различного назначения, работают в агрессивных средах и подвергаются коррозионному воздействию.
Предшествующий уровень техники
Повышение надежности и долговечности стальных изделий, работающих в агрессивных средах, является актуальной задачей современного машиностроения. В настоящее время для повышения коррозионной стойкости изделий, изготовленных из различных марок сталей, используют химические и гальванические способы нанесения защитных покрытий.
Одним из эффективных способов достижения этой цели является нанесение на стальные изделия защитного цинкового покрытия методом термодиффузионного цинкования в насыщающих порошковых смесях различного состава.
Порошковые смеси для термодиффузионного цинкования стальных изделий традиционно включают цинковый порошок, а также активатор и инертный наполнитель, состав и процентное соотношение компонентов которых назначается исходя из поставленной задачи, учитывающей реальные условия эксплуатации конкретных изделий.
Известен состав для диффузионного цинкования стальных изделий (Патент РФ №2016139, опубл. 15.07.1994), включающий парооксидированный порошок цинка и магний при следующем соотношении компонентов, мас.%: пороксидированный порошок цинка 80-96, магний 4-20.
Основным недостатком указанного состава является его низкая насыщающая способность, обусловленная отсутствием в нем активных наполнителей, выполняющих роль ускорителей процесса насыщения цинком обрабатываемой поверхности.
Известен состав для диффузионного цинкования стальных изделий (Авт. св. №1571103, опубл. 15.06.1990 г.), содержащий цинк, алюминий, окись алюминия и нитрилотриметилфосфоновую кислоту, при следующем соотношении компонентов, мас.%: цинк 25-40, алюминий 5-15, нитрилотриметилфосфоновая кислота 1,5-3,5, окись алюминия 41,5-68,5.
Следует отметить, что наличие в составе порошковой смеси нитрилотриметилфосфоновой кислоты, действительно, позволяет повысить коррозионные свойства цинкового покрытия за счет выделения в процессе цинкования (при температуре более 200°С) продуктов распада (фосфонатов), которые являются ингибиторами коррозии. Одновременно фосфонаты предотвращают слипание порошковой смеси, что обеспечивает формирование качественного покрытия.
Однако, многочисленными исследованиями не установлено заметного влияния нитрилотриметилфосфоновой кислоты на интенсификацию процесса насыщения цинком обрабатываемой поверхности, а также на увеличение толщины диффузионного слоя при одинаковом времени обработки по сравнению с известными составами.
Известен состав для термодиффузионного цинкования металлических изделий (Авт. св. №1731872, опубл. 07.05.1992), включающий цинк и инертный наполнитель, и соединение, образующееся в процессе нагрева оксид углерода, при следующем соотношении компонентов, мас.%: цинк 20-92, инертный наполнитель 4-79,5, соединение, образующееся в процессе нагрева оксид углерода, содержащий карбонат цинка или органические бескислородные соединения 0,5-4,0.
К недостаткам указанного состава следует отнести сложность контроля и регулировки выделившегося из соединения в процессе нагрева оксида углерода. В данном случае, количество выделяющегося в процессе нагрева оксида углерода зависит от многих факторов, а именно: температуры и времени цинкования, количества и химического состава соединения. Именно многофункциональная зависимость значительно усложняет проведение целенаправленной интенсификации процесса насыщения.
Известен состав для диффузионного цинкования стальных изделий (Авт. св. №1138430, 07.02.1985), содержащий окись алюминия, цинк, хлористый аммоний, алюминий и сульфоциловую кислоту при следующем соотношении компонентов, мас.%: цинк 30-40, хлористый аммоний 1-3, алюминий 10-12, сульфоциловая кислота 2-3, окись алюминия - остальное.
К недостаткам данного состава следует отнести относительно низкую его химическую активность, что, в конечном итоге, приводит к невысокой насыщающей способности известного состава.
Известен состав для получения диффузионного цинкового покрытия (Авт. св. №1521790, 15.11.1989), включающий цинкосодержащее вещество - гартцинк, алюминий, хлористый аммоний, инертный наполнитель, магний и карналлит при следующем соотношении компонентов, мас.%: гартцинк 45-49, алюминий 2-3, магний 0,02-0,2, хлористый аммоний 0,02-0,2, карналлит 0,02-0,2, инертный наполнитель - остальное.
К основному недостатку данного состава следует отнести высокую сложность его приготовления, а также достаточно низкую скорость насыщения обрабатываемой поверхности цинком. Так, например, при температуре цинкования 480°С и выдержке 6 часов толщина покрытия составляет всего 100 мкм.
Наиболее близким к предлагаемому является состав порошковой смеси для термодиффузионного цинкования, раскрытый в изобретении «Способ изготовления порошковой смеси для термодиффузионного цинкования» (Патент РФ №2180018, опубл. 27.02.2002 г.), включающий порошок цинка, инертный наполнитель и активатор при следующем соотношении ингредиентов, мас.%: инертный наполнитель 50-99, порошок цинка 0,6-40, активатор 0,4-10. В качестве инертного наполнителя используют оксид алюминия - электрокорунд или оксид кремния, а в качестве активатора - хлорид аммония.
Основным недостатком известной смеси является невозможность проведения термодиффузионного цинкования при количестве в ней порошка цинка менее 20% (тем более, 0,6%), независимо от любого количественного соотношения инертного наполнителя и активатора. Следует также отметить, что использование в качестве активатора только одного ингредиента, а именно хлористого аммония, при содержании в смеси цинкового порошка менее 30%, не может обеспечить необходимой ее химической активности для интенсивного протекания процесса насыщения поверхности обрабатываемого материала цинком.
Учитывая актуальность проблемы в области повышения коррозионной стойкости стальных изделий, работающих в агрессивных средах (например, в морской воде), разработан состав порошковой смеси для термодиффузионного цинкования с оптимально сбалансированным составом и процентным соотношением входящих в него компонентов.
Раскрытие изобретения
Задачей предлагаемого изобретения является разработка состава порошковой смеси для термодиффузионного цинкования стальных изделий с целью интенсификации процесса насыщения цинком обрабатываемых поверхностей, увеличения толщины диффузионного слоя и повышения коррозионной стойкости стальных изделий.
Техническим результатом изобретения является то, что в результате применения предложенного состава порошковой смеси для термодиффузионного цинкования стальных изделий наблюдается интенсификация процесса насыщения цинком обрабатываемой поверхности и формируются равномерные по толщине (179-183 мкм), бездефектные (без трещин и отслоений), коррозионно-стойкие (коррозионная стойкость в камере нейтрального соляного тумана не менее 870 ч) цинковые покрытия.
Технический результат достигается при использовании состава порошковой смеси для термодиффузионного цинкования стальных изделий, включающего цинковый порошок, активатор и инертный наполнитель при следующем их соотношении в мас.%:
при этом в качестве активатора используют смесь, состоящую из следующих компонентов в мас.%:
а в качестве инертного наполнителя используют смесь, состоящую из следующих компонентов, в мас.%:
В качестве порошка цинка используют порошок марки ПЦР-1 (порошок цинковый, полученный распылением расплава цинка инертным газом), выпускаемый в промышленном масштабе, имеющий следующий состав, мас.%: фракция менее 63 мкм - не менее 50,0; фракция 63-160 - не более 40,0; фракция более 160 мкм - не более 10,0. Содержание металлического цинка составляет не менее 98 мас.% по ГОСТ 12601-76.
Цинковый порошок марки ПЦР-1 по ГОСТ 12601-76 широко применяется для термодиффузионного цинкования железоуглеродистых сталей и сплавов, чугуна и меди в составе порошковых смесей, включающих, при необходимости, различные активаторы и инертные наполнители.
Выбор компонентов активатора и их процентное содержание обусловлен проведенными многочисленными экспериментами с целью интенсификации процесса насыщения цинком обрабатываемых поверхностей, формирования качественных, максимальных по толщине, коррозионно-стойких покрытий. Все применяемые в составе активатора компоненты негигроскопичны, поэтому в процессе термодиффузионного цинкования не выделяют паров влаги, которые способствуют образованию окисной пленки на поверхности стальных изделий, усложняя процесс насыщения поверхности цинком.
Фторид кальция защищает поверхность стальных изделий от окисления при нагревании. Фторид натрия повышает термодиффузионную активность цинка, значительно ускоряя процесс насыщения обрабатываемой поверхности. Оксид марганца используют для десульфуризации (нейтрализация отрицательного влияния серы, входящей в марочный состав сталей, на качество цинкового покрытия), а также предотвращения возникновения водородной хрупкости материала в процессе термодиффузионного цинкования.
Выбор компонентов инертного наполнителя и их процентное содержание обусловлен следующими факторами. Оксид кальция используют в качестве недорогого огнеупорного материала, что значительно повышает температуру плавления используемой смеси при термодиффузионном цинковании. Следует также отметить, что при термодиффузионном цинковании в процессе взаимодействия оксида кальция с компонентами смеси протекает реакция с выделением тепла, что в значительной степени способствует ускорению процесса насыщения цинком обрабатываемой поверхности материала.
Оксид магния также является огнеупорным материалом. При этом, являясь абразивным элементом инертного наполнителя, он, в процессе термодиффузионного цинкования, очищает поверхность от налипшей порошковой смеси, а также удаляет окисную пленку с обрабатываемой поверхности изделий.
Опока представляет собой прочный, пористый, тугоплавкий материал органогенного происхождения. Следует отметить, что по сравнению с известными инертными наполнителями, например оксидом алюминия (электрокорунд) или оксидом кремния, опока характеризуется повышенными адсорбционными и каталитическими свойствами, что способствует интенсификации диффузионных процессов. Адсорбционная способность опоки обусловлена ее низкой плотностью и высокой пористостью. Именно данные характеристики обеспечивают высокое насыщение опоки цинком из газовой среды, а значит, повышают кроющую способность используемой смеси. Учитывая сказанное выше, можно констатировать, что оптимально сбалансированный состав предлагаемой порошковой смеси обеспечивает двойной эффект при термодиффузионном цинковании стальных изделий, а именно: химико-термический (насыщение цинком обрабатываемой поверхности из газовой среды) и механический - из твердой фазы (при непосредственном контакте порошка цинка и инертного наполнителя с обрабатываемой поверхностью).
Следует отметить, что предлагаемый состав порошковой смеси может быть использован для интенсификации процесса насыщения цинком обрабатываемых поверхностей, увеличения толщины диффузионного слоя и повышения коррозионной стойкости при термодиффузионном цинковании деталей, изготовленных из широкого класса железоуглеродистых сталей, чугуна и меди.
Использование оптимально сбалансированного заявленного состава порошковой смеси позволяет при термодиффузионном цинковании стальных изделий интенсифицировать процесс насыщения цинком обрабатываемых поверхностей, формировать равномерные по толщине (179-183 мкм), бездефектные (без трещин и отслоений), коррозионно-стойкие (коррозионная стойкость в камере нейтрального соляного тумана не менее 870 ч) цинковые покрытия.
Все вышеизложенное позволяет утверждать, что заявляемый состав порошковой смеси для термодиффузионного цинкования стальных изделий характеризуется не только новыми существенными признаками, а именно оптимально сбалансированным составом, но и обеспечивает достижение требуемого технического результата - интенсификация процесса насыщения цинком обрабатываемых поверхностей и формирование максимальных и равномерных по толщине, бездефектных, коррозионно-стойких цинковых покрытий.
Исследование по оценке качества цинковых покрытий проводились на призматических образцах размером 80×50×10 мм, изготовленных из стали 3.
Испытания на коррозионную стойкость проводили в камере нейтрального соляного тумана по ГОСТ 9.308.
Толщину диффузионного слоя определяли металлографическим методом на поперечных микрошлифах с использованием металлографического микроскопа ММР-4.
Осуществление изобретения
Нанесение цинковых покрытий осуществляли по ГОСТ Р.9.316-2006 «Покрытия термодиффузионные цинковые». Общие требования и методы контроля». Предварительно обезжиренные образцы размером 80×50×10 мм, изготовленные из стали 3, и необходимое количество порошковой смеси для термодиффузионного цинкования в заявленном соотношении ингредиентов, мас.%, и процентном соотношении компонентов активатора и инертного наполнителя, мас.%, помещают в контейнер (реторту) с возможностью вращения. Контейнер герметизируют, помещают в печь и ведут термодиффузионное цинкование при температуре 420±5°С в течение 60 минут. После окончания процесса термодиффузионного цинкования и охлаждения контейнера образцы вынимают и очищают их поверхности от остатков порошковой смеси.
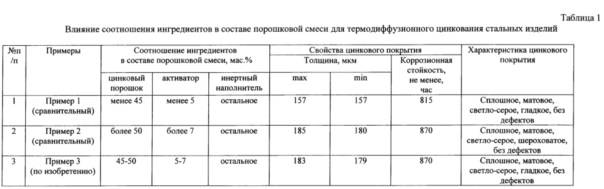
Пример 1 (сравнительный)
Для обработки брали образцы размером 80×50×10 мм, изготовленные из стали 3.
В качестве порошковой смеси для термодиффузионного цинкования брали цинковый порошок, активатор и инертный наполнитель при следующем их соотношении, мас.%: цинковый порошок - менее 45, активатор - менее 5, инертный наполнитель - остальное. В качестве активатора брали смесь, состоящую из следующих компонентов, мас.%: фторид кальция 35-40, фторид натрия 35-40, оксид марганца - остальное. В качестве инертного наполнителя брали смесь, состоящую из следующих компонентов, мас.%: оксид кальция 30-35, оксид магния 30-35, опока - остальное. Порошковую смесь загружали в контейнер с обрабатываемыми образцами. Контейнер герметизировали, помещали в печь и проводили термодиффузионное цинкование при температуре 420±5°С в течение 60 минут. После окончания процесса цинкования и охлаждения контейнера образцы вынимали и очищали от остатков порошковой смеси. Характеристики полученного цинкового покрытия приведены в таблице 1.
Пример 2 (сравнительный)
Для обработки брали образцы размером 80×50×10 мм, изготовленные из стали 3.
В качестве порошковой смеси для термодиффузионного цинкования брали цинковый порошок, активатор и инертный наполнитель при следующем их соотношении, мас.%: цинковый порошок - более 50, активатор - более 7, инертный наполнитель - остальное. В качестве активатора брали смесь, состоящую из следующих компонентов, мас.%: фторид кальция 35-40, фторид натрия 35-40, оксид марганца - остальное. В качестве инертного наполнителя брали смесь, состоящую из следующих компонентов, мас.%: оксид кальция 30, 35, оксид магния 30-35, опока - остальное. Порошковую смесь загружали в контейнер с обрабатываемыми образцами. Контейнер герметизировали, помещали в печь и проводили термодиффузионное цинкование при температуре 420±5°С в течение 60 минут. После окончания процесса цинкования и охлаждения контейнера образцы вынимали и очищали от остатков порошковой смеси. Характеристики полученного цинкового покрытия приведены в таблице 1.
Пример 3 (по изобретению)
Для обработки брали образцы размером 80×50×10 мм, изготовленные из стали 3.
В качестве порошковой смеси для термодиффузионного цинкования брали цинковый порошок, активатор и инертный наполнитель при следующем их соотношении, мас.%: цинковый порошок - 45-50 активатор - 5-7, инертный наполнитель - остальное. В качестве активатора брали смесь, состоящую из следующих компонентов, мас.%: фторид кальция 35,-40, фторид натрия 35-40, оксид марганца - остальное. В качестве инертного наполнителя брали смесь, состоящую из следующих компонентов, мас.%: оксид кальция 30-35, оксид магния 30-35, опока - остальное. Порошковую смесь загружали в контейнер с обрабатываемыми образцами. Контейнер герметизировали, помещали в печь и проводили термодиффузионное цинкование при температуре 420±5°С в течение 60 минут. После окончания процесса цинкования и охлаждения контейнера образцы вынимали и очищали от остатков порошковой смеси. Характеристики полученного цинкового покрытия приведены в таблице 1.
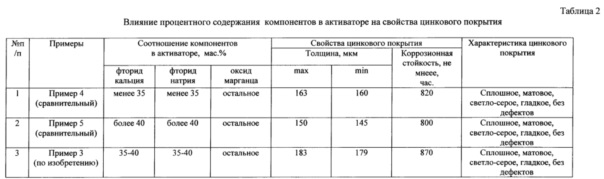
Пример 4 (сравнительный)
Для обработки брали образцы размером 80×50×10 мм, изготовленные из стали 3.
Порошковая смесь для термодиффузионного цинкования аналогична примеру 3. В качестве активатора брали смесь, состоящую из следующих компонентов, мас.%: фторид кальция - менее 35, фторид натрия - менее 35 оксид марганца - остальное. Инертный наполнитель аналогичен примеру 3. Режим термодиффузионного цинкования аналогичен примеру 3. После окончания процесса цинкования и охлаждения контейнера образцы вынимали и очищали от остатков порошковой смеси. Характеристики полученного цинкового покрытия приведены в таблице 2.
Пример 5 (сравнительный)
Для обработки брали образцы размером 80×50×10 мм, изготовленные из стали 3.
Порошковая смесь для термодиффузионного цинкования аналогична примеру 3. В качестве активатора брали смесь, состоящую из следующих компонентов, мас.%: фторид кальция - более 40, фторид натрия - более 40, оксид марганца - остальное. Состав инертного наполнителя аналогичен примеру 3. Режим термодиффузионного цинкования аналогичен примеру 3. После окончания процесса цинкования и охлаждения контейнера образцы вынимали и очищали от остатков порошковой смеси. Характеристики полученного цинкового покрытия приведены в таблице 2.
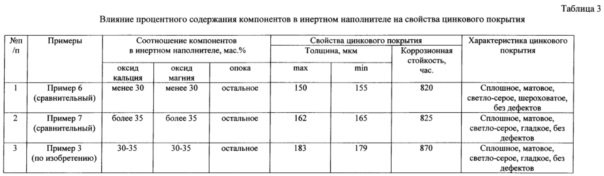
Пример 6 (сравнительный)
Для обработки брали образцы размером 80×50×10 мм, изготовленные из стали 3.
Порошковая смесь для термодиффузионного цинкования аналогична примеру 3. Состав активатора аналогичен примеру 3. В качестве инертного наполнителя брали смесь, состоящую из следующих компонентов, мас.%: оксид кальция - менее 30, оксид магния менее 30, опока - остальное. Режим термодиффузионного цинкования аналогичен примеру 3. После окончания процесса цинкования и охлаждения контейнера образцы вынимали и очищали от остатков порошковой смеси. Характеристики полученного цинкового покрытия приведены в таблице 2.
Пример 7 (сравнительный)
Для обработки брали образцы размером 80×50×10 мм, изготовленные из стали 3.
Порошковая смесь для термодиффузионного цинкования аналогична примеру 3. Состав активатора аналогичен примеру 3. В качестве инертного наполнителя брали смесь, состоящую из следующих компонентов, мас.%: оксид кальция - более 35, оксид магния -более 35, опока - остальное. Режим термодиффузионного цинкования аналогичен примеру 3. После окончания процесса цинкования и охлаждения контейнера образцы вынимали и очищали от остатков порошковой смеси. Характеристики полученного цинкового покрытия приведены в таблице 3.
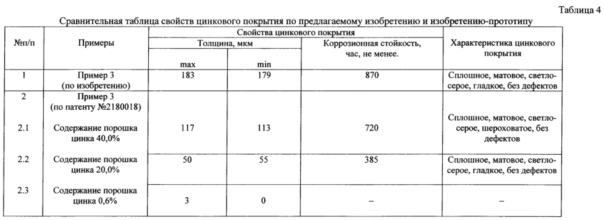
Пример 8 (по прототипу)
Для обработки брали образцы размером 80×50×10 мм, изготовленные из стали 3.
Приготовление порошковой смеси, ее состав, соотношение в ней ингредиентов, мас.% согласно прототипу (патент №2180018). Содержание порошка цинка согласно прототипу брали по максимальному, среднему и минимальному его значению в составе порошковой смеси, а именно: 40,0%, 20,0% и 0,6% соответственно. Режим термодиффузионного цинкования аналогичен примеру 3. После окончания процесса цинкования и охлаждения контейнера образцы вынимали и очищали от остатков порошковой смеси. Характеристики полученного цинкового покрытия приведены в таблице 4.
Таким образом, заявляемый состав порошковой смеси для термодиффузионного цинкования стальных изделий позволяет интенсифицировать процесс насыщения цинком обрабатываемой поверхности, увеличить толщину диффузионного слоя и повысить коррозионную стойкость стальных изделий. При использовании предлагаемого состава формируются равномерные по толщине (179-183 мкм), бездефектные (отсутствие трещин и отслоений), коррозионно-стойкие (коррозионная стойкость в камере нейтрального соляного тумана не менее 870 ч) цинковые покрытия (таблица 1-4, пример 3). Следует также отметить, что при термодиффузионном цинковании стальных изделий с использованием предлагаемого состава порошковой смеси наблюдается значительная интенсификация процесса насыщения цинком обрабатываемой поверхности, а значит, имеется реальная возможность варьировать режимом обработки (температура цинкования, время выдержки) в сторону уменьшения данных характеристик, что экономически целесообразно.
Как показали многочисленные опыты и эксперименты и видно из таблицы 1 (примеры 1, 2), таблицы 2 (примеры 4, 5), таблицы 3 (примеры 6, 7), незначительные изменения в составе порошковой смеси, а именно: массового соотношения ингредиентов в порошковой смеси, процентного содержания компонентов в активаторе и инертном наполнителе, - не приводят к значительным качественным изменениям свойств цинкового покрытия.
Как видно из данных, приведенных в таблице 4 (пример 2, п.п. 2.1), даже при наиболее положительных результатах, способ-прототип не позволяет решить задачу изобретения и добиться требуемого технического результата при термодиффузионном цинковании стальных изделий.
Таким образом, использование заявляемого изобретения позволяет интенсифицировать процесс насыщения цинком обрабатываемых поверхностей, увеличить толщину диффузионного слоя и повысить коррозионную стойкость стальных изделий.
Изобретение относится к химико-термической обработке, а именно к процессу термодиффузионного цинкования стальных изделий в порошковых смесях. Порошковая смесь содержит 45-50 мас.% цинкового порошка, 5-7 мас.% активатора и остальное - инертный наполнитель. В качестве активатора смесь содержит фторид кальция, фторид натрия и оксид марганца, а в качестве инертного наполнителя - оксид кальция, оксид магния и опоку. Обеспечивается интенсификация насыщения цинком обрабатываемых поверхностей изделий, а также увеличение толщины диффузионного слоя и повышение коррозионной стойкости стальных изделий. 4 табл., 8 пр.
Состав порошковой смеси для термодиффузионного цинкования стальных изделий, включающий цинковый порошок, активатор и инертный наполнитель, отличающийся тем, что цинковый порошок, активатор и инертный наполнитель используют при следующем соотношении в мас.%:
в качестве активатора используют смесь, состоящую из следующих компонентов в мас.%:
а в качестве инертного наполнителя используют смесь, состоящую из следующих компонентов в мас.%:
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ СМЕСИ ДЛЯ ТЕРМОДИФФУЗИОННОГО ЦИНКОВАНИЯ | 2000 |
|
RU2180018C1 |
| Состав для диффузионного цинкования стальных изделий | 1988 |
|
SU1571103A1 |
| Состав для диффузионного цинкования металлических изделий | 1989 |
|
SU1731872A1 |
| Состав для диффузионного цинкования стальных деталей | 1983 |
|
SU1138430A1 |
| CN 103668043 A, 26.03.2014. | |||

