Область техники
Изобретение относится к постоянному катоду, определенному в независимом пункте формулы изобретения, для применения в электролитическом извлечении и получении электролизом металлов. Помимо этого, изобретение относится к способу обработки поверхности пластины постоянного катода.
Уровень техники
Когда стремятся получить чистый металл, такой как медь, используют гидрометаллургические способы, такие как электролитическая очистка или электролитическое извлечение. При электролитической очистке медные аноды с примесями электрохимически растворяют и растворенную из них медь восстанавливают на катоде. При электрохимическом извлечении медь восстанавливают непосредственно из электролитического раствора, который обычно является раствором сульфата меди. Скорость осаждения металла, такого как медь, на поверхностях катода в основном зависит от используемой плотности тока. Используемые в способе катоды могут быть начальными листами, изготовленными из подлежащего восстановлению металла, или постоянными катодами, изготовленными, например, из стали. Переход к использованию постоянных катодов был основным трендом в электролитических установках в течение долгого времени, и практически все новые способы электролиза меди основаны на этой технологии. Постоянный катод сам образован из катодной пластины и присоединенного подвесного стержня, используя который катод подвешивают в электролитической ванне. Медь можно механически счищать с катодной пластины постоянного катода и постоянные катоды можно использовать повторно. Постоянные катоды можно использовать как в электролитической очистке, так и в электролитическом извлечении металлов. Одной только стойкости к коррозии марки стали, используемой в качестве пластины постоянного катода в электролите, недостаточно, чтобы гарантировать, что обеспечены свойства, требуемые для катода. Необходимо уделять существенное внимание адгезионным свойствам поверхности пластины катода. Свойства поверхности пластины постоянного катода должны быть соответствующими, так, чтобы осажденный металл спонтанно не удалялся с поверхности в течение электролитического процесса, а сцеплялся достаточно, однако, не препятствуя удалению осажденного металла с использованием, например, обдирочной машины. Наиболее важные свойства, требуемые для пластины постоянного катода, включают стойкость к коррозии, прямолинейность и свойства поверхности, связанные со сцеплением и способностью к удалению осажденного материала.
Способ предшествующего уровня техники состоит в изготовлении пластин постоянного катода из нержавеющей стали. Нержавеющая сталь представляет собой сплав на основе железа, содержащий более 10,5% хрома и менее 1,2% углерода. Хром образует тонкий оксидный слой на поверхности стали, известный как пассивирующая пленка, которая существенно улучшает стойкость стали к коррозии. Другие легирующие элементы также можно использовать для влияния на свойства пассивирующей пленки и, таким образом, стойкости к коррозии. Например, молибден улучшает износостойкость пассивирующей пленки по отношению к питтинговой коррозии, вызванной хлоридами, при которой защитная пассивирующая пленка локально повреждается. Легирующие элементы также используют для влияния на другие свойства, например механические свойства и технологические свойства, такие как свариваемость.
Нержавеющие стали широко используют в применениях, требующих хорошей коррозионной стойкости, таких как обрабатывающая промышленность, химическая промышленность и целлюлозно-бумажная промышленность. Ввиду большого объема использования нержавеющие стали обычно изготавливают путем горячей прокатки. После этого с поверхности стали удаляют прокатную окалину. При производстве более тонких пластин с более узкими допусками на толщину используют холодную прокатку. Обработка после холодной прокатки зависит от требуемого качества поверхности. В стандарте SFS-EN 10088-2 определяют, например, что поверхность типа 2B необходимо подвергать холодной прокатке, тепловой обработке, удалению окалины и прокатке до матового состояния. 2B, таким образом, описывает технологический маршрут материала и, следовательно, устанавливает свойства поверхности только на очень общем уровне с основными параметрами, представляющими собой гладкость и яркость поверхности.
Для описания поверхности обычно используют шероховатость поверхности. Шероховатость поверхности можно определить множеством различных способов, однако, например, широко используемый показатель Ra относится к среднему отклонению шероховатости поверхности. Однако, он не относится к профилю поверхности в целом - образована ли шероховатость поверхности пиками или впадинами. Другими словами, поверхности очень различного качества могут иметь одинаковый показатель Ra. Это проиллюстрировано на Фиг.1а, 1b и 1c.
Согласно US 7807028 B2 предлагают, чтобы пластина постоянного катода была изготовлена из сплава по меньшей мере частично состоящего из двухфазной стали. Двухфазная марка стали относится к стали, содержащей от 30 до 70% аустенита с остатком, имеющим ферритную структуру. Требуемую структуру можно создать посредством соответствующего сплавления. Согласно данной публикации шероховатость поверхности пластины катода является существенным фактором для сцепления осажденного металла. В публикации также представлены структуры, которые необходимо придать поверхности пластины катода для обеспечения сцепления осаждаемого металла. Такие структуры включают, например, различные типы отверстий, канавок и уступов.
Согласно US 7807029 B2 предлагают, чтобы пластина постоянного катода была изготовлена из стали марки 304. Эта марка является универсальной нержавеющей сталью, имеющей состав, очень близкий к марке, известной как кислотостойкая сталь с аустенитной структурой. Согласно этой публикации шероховатость поверхности пластины катода является существенным фактором для сцепления осажденного металла, и также в этой публикации представлены структуры, которые необходимо изготовить на поверхности пластины катода, чтобы обеспечить сцепление осажденного металла. Также предлагают, чтобы сталь была изготовлена с конечной обработкой 2B, чтобы достичь соответствующего сцепления осажденного металла.
Оптимальную поверхность обычно определяют, используя такие параметры, как параметр Ra шероховатости поверхности. Способом описания поверхности, имеющей конкретную конечную обработку, является AISI 316 2B, описывающий определенную марку стали, которая была подвергнута прокатке до матового состояния. При характерном технологическом маршруте получают гладкую, полуматовую, но не зеркальную поверхность. В публикации US 7807028 B2 предлагают параметр 2 В для конечной обработки катодной поверхности, означающий, что поверхность была обработана способами, включающими холодную прокатку, тепловую обработку и удаление окалины. Обработку материала и параметры обработки используют для влияния на свойства конечной поверхности. Однако, только лишь вышеупомянутые способы задания поверхности нельзя рассматривать как достаточные для определения оптимальной поверхности постоянного катода.
При электролитическом осаждении на постоянный катод твердых металлов, таких как никель, сталкиваются с несколькими проблемами. Сцепление с катодной пластиной должно быть очень сильным, так как осажденный металл легко начинает удаляться с пластины. С другой стороны, если сцепление является слишком сильным, трудно отделять осажденный материал, так как почти невозможно скольжение лезвия между осажденным материалом и пластиной катода.
Цель изобретения
Целью изобретения является предоставить новый тип постоянного катода для электролитической очистки и электролитического извлечения металла с полезными свойствами и преимуществами, относительно предшествующего уровня техники. Дополнительной целью изобретения является определение конечных параметров поверхности для оптимальной пластины постоянного катода, принимая во внимание указанные выше проблемы с использованием постоянных катодов.
Дополнительной целью изобретения является предоставление улучшенного постоянного катода для электролитического осаждения твердых металлов.
Сущность изобретения
Существенные характеристики изобретения очевидны из приложенной формулы изобретения.
Изобретение относится к постоянному катоду, используемому в качестве электрода в электролитическом получении металлов, включающему пластину постоянного катода, по меньшей мере частично изготовленную из стали и обеспечивающую возможность электрохимического осаждения металла из электролитического раствора на ее поверхность. Размеры границ зерен поверхности пластины постоянного катода установлены так, чтобы подходить для сцепления осажденного металла с поверхностью и удаления металла с поверхности по меньшей мере на части поверхности, которая контактирует с электролитом.
Согласно одному воплощению изобретения размер зерен в пластине постоянного катода составляет от 1 до 40 мкм, измеренный с помощью метода секущей. Согласно одному воплощению изобретения средняя ширина W границ зерен в пластине постоянного катода составляет от 1 до 3 мкм. Средняя глубина d границ зерен в пластине постоянного катода составляет менее 1 мкм. Согласно изобретению, оптимальный постоянный катод можно создать, влияя на свойства границ зерен поверхности пластины постоянного катода.
Согласно одному воплощению изобретения пластина постоянного катода представляет собой по меньшей мере частично ферритную сталь. Согласно другому воплощению изобретения пластина постоянного катода представляет собой по меньшей мере частично аустенитную сталь. Согласно одному воплощению изобретения пластина постоянного катода представляет собой по меньшей мере частично двухфазную сталь. Свойства поверхности материала пластины постоянного катода по изобретению делают возможным использование различных марок стали для электролитического получения металлов.
Согласно одному воплощению изобретения пластина постоянного катода содержит область поверхности, обладающую свойствами сильного сцепления, и область поверхности, обладающую свойствами слабого сцепления, причем указанные свойства сцепления зависят от размеров границ зерен в указанной области поверхности. Предпочтительно область поверхности со свойствами слабого сцепления образует часть поверхности, которая находится в контакте с электролитом, и указанная область расположена в месте, которое предназначено для начала удаления металла.
Изобретение также относится к устройству, используемому для электролитического получения металлов, причем указанное устройство содержит электролитическую ванну с электролитическим раствором, в которой аноды и постоянные катоды расположены чередующимся образом, и указанные постоянные катоды поддерживаются в ванне с помощью опорных элементов, таким образом, постоянный катод по изобретению является частью устройства.
Изобретение также относится к способу обработки поверхности пластины постоянного катода, в котором пластину постоянного катода по меньшей мере частично образуют из стальной пластины. Согласно данному способу границы зерен поверхности пластины постоянного катода по меньшей мере на части поверхности, которая находится в контакте с электролитом, обрабатывают химически или электрохимически, чтобы достичь требуемых свойств поверхности для сцепления осажденного на поверхности металла и удаления металла с поверхности.
Согласно характерному признаку изобретения поверхность пластины постоянного катода обрабатывают до тех пор, пока не достигнут требуемого усилия отделения, например, путем травления поверхности пластины постоянного катода.
Согласно одному воплощению изобретения различные области поверхности пластины постоянного катода, которые находятся в контакте с электролитом, обрабатывают по-разному, чтобы получить область с сильным сцеплением и область со слабым сцеплением. Предпочтительно область со слабым сцеплением получают на части поверхности пластины катода, которая предназначается для начала удаления осажденного металла.
Список чертежей
Изобретение описывают более подробно со ссылкой на чертежи,
где на Фиг.1a, 1b и 1c показана шероховатость поверхности пластины постоянного катода,
на фиг.2 показано устройство по изобретению,
на Фиг.3a показан постоянный катод,
на Фиг.3b показана поверхность постоянного катода,
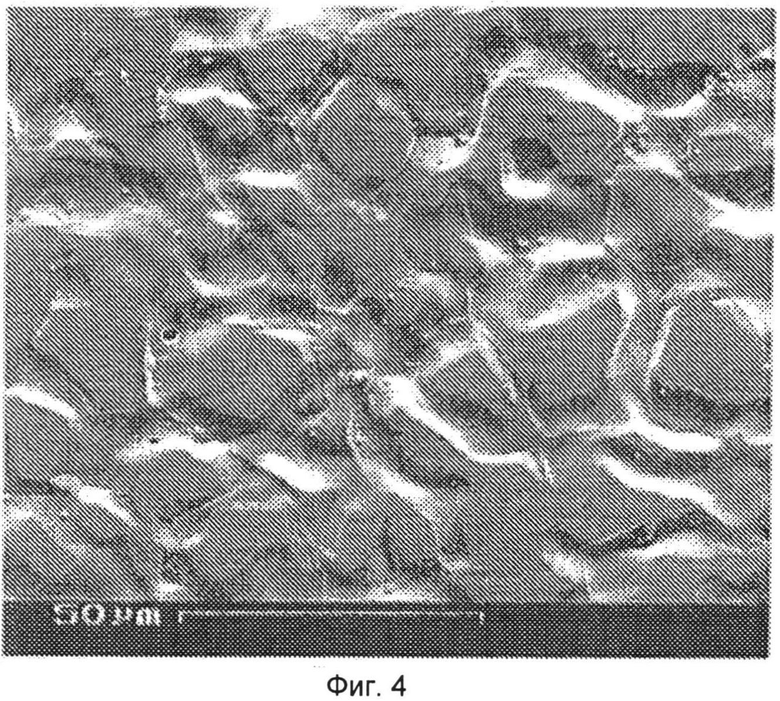
на Фиг.4 показана поверхность образца из пластины постоянного катода,
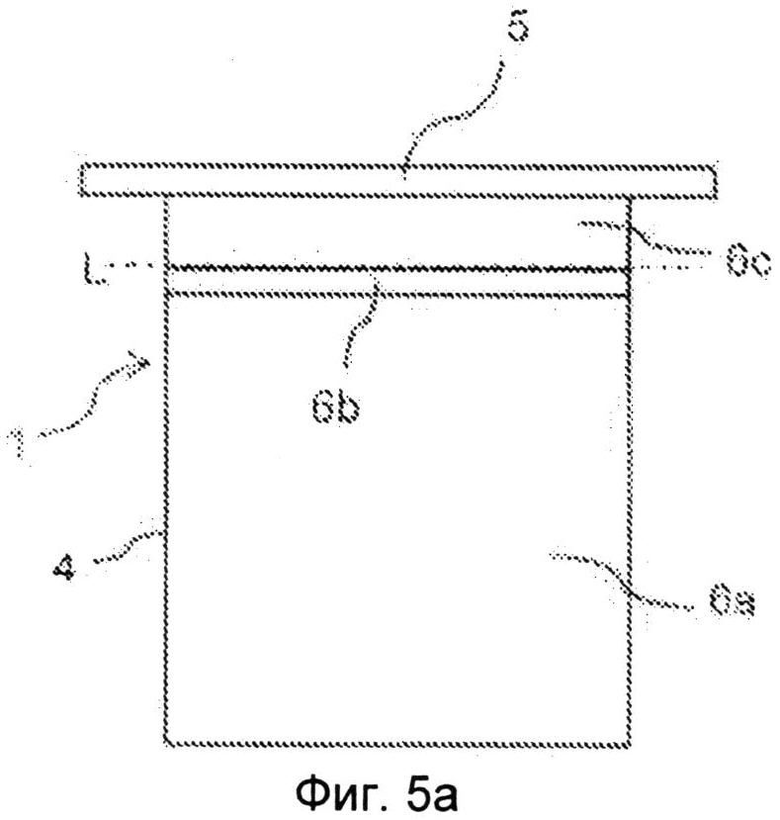
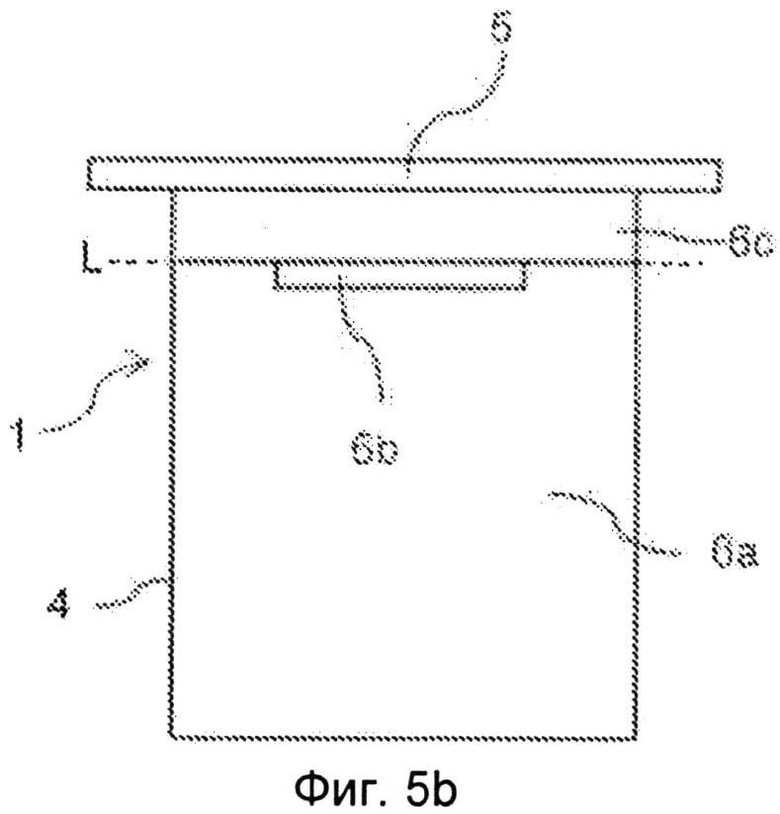
на Фиг.5a и 5b показаны постоянные катоды с областями с различными свойствами сцепления,
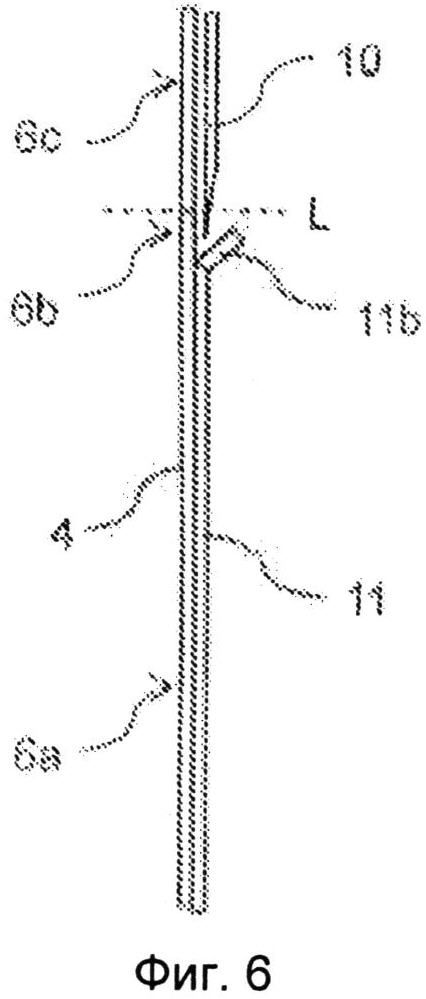
на Фиг.6 показано удаление осажденного материала с постоянного катода,
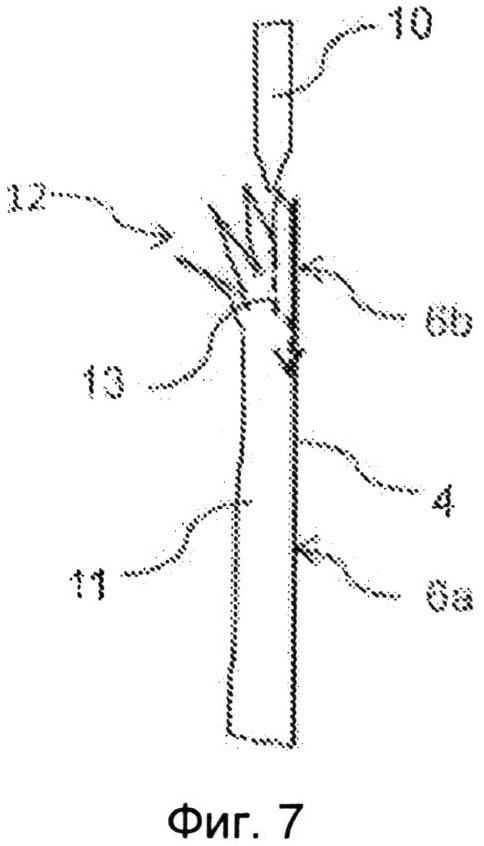
на фиг.7 показана предпочтительная траектория трещины между осажденным материалом и пластиной катода.
Подробное описание изобретения
На Фиг.1a, 1b и 1c показаны различные варианты шероховатости поверхности пластины 4 катода в постоянном катоде 1. Фиг.1a, 1b и 1c имеют одинаковый показатель Ra, описывающий шероховатость поверхности, не смотря на то, что они выглядят различными при более подробном рассмотрении, как схематически показано на чертежах. Согласно изобретению, только лишь показатель шероховатости поверхности не является достаточным для достижения достаточно оптимальной поверхности постоянного катода.
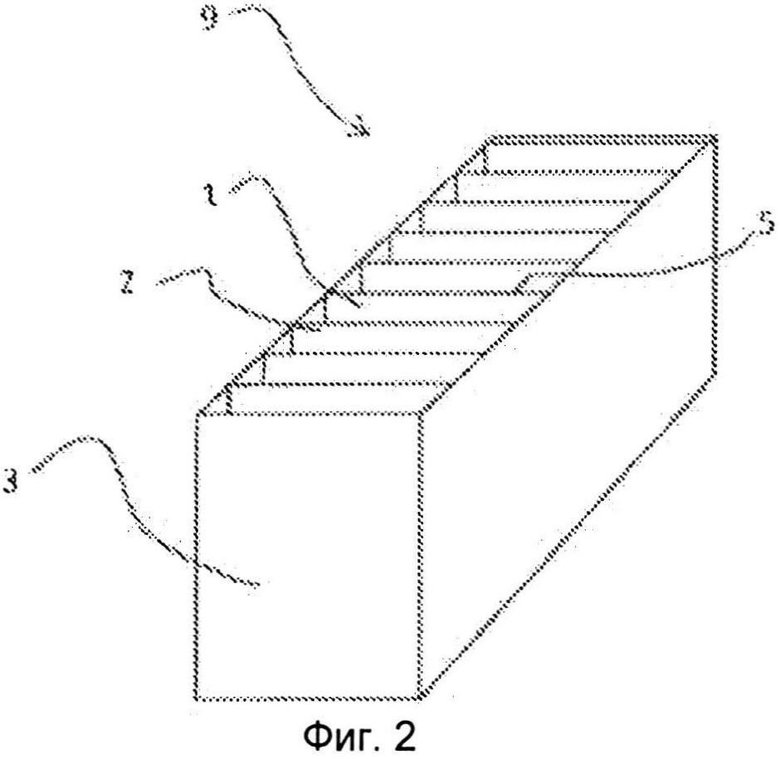
Постоянный катод 1 по изобретению показан в его рабочем окружении на Фиг.2. Постоянный катод предназначен для использования в электролитическом получении металлов. В этом случае постоянный катод помещают в электролитический раствор в электролитической ванне 3 поочередно с анодами 2 по всей протяженности ванны, и требуемый металл осаждается из электролитического раствора на поверхность катодной пластины 4 постоянных катодов 1. Пластину 4 постоянного катода удерживают в ванне, используя опорный элемент 5.
В предшествующем уровне техники описывали постоянные катоды, в которых шероховатость поверхности составляла основной фактор для сцепления осажденного металла. Однако, помимо шероховатости поверхности, вызванной способом изготовления, поверхность металла также имеет границы зерен, которые играют существенную роль в сцеплении меди с поверхностью. Твердый металл обладает кристаллической структурой, что означает, что атомы плотно упакованы в регулярной структуре, и одинаковая структура простирается на большое расстояние по сравнению с межатомным расстоянием. Эти кристаллы обобщенно называют зернами. Зерна образуют нерегулярные объемные области, так как их рост ограничен одновременно растущими прилегающими зернами. В содержащем множество зерен металле каждое зерно тесно соединено с соседними зернами через его поверхность на границе зерна. Граница зерна является областью высокой поверхностной энергии, в которой в основном образуются зародыши осаждающейся меди. Поэтому необходимо уделять особое внимание количеству и свойствам границ зерен.
Границы зерен можно видеть с помощью оптического микроскопа или сканирующего электронного микроскопа, однако исследование размеров границ зерен требует атомно-силового микроскопа (АСМ). АСМ имеет острый зонд, соединенный с гибким кронштейном. Когда зонд перемещают по поверхности исследуемого образца, взаимодействия между поверхностью и зондом регистрируют в виде изгиба кронштейна. Изгиб можно измерить с помощью лазерного луча, что обеспечивает образование трехмерного изображения профиля поверхности образца. АСМ можно использовать для измерения размеров, глубины и ширины границы зерна. Ширина и глубина границ зерен естественно изменяется в некоторой степени. Это изменение можно представить как нормальное отклонение, что делает возможным статистическую обработку размеров.
Размер зерна материала можно определить несколькими различными способами. Одним из способов является метод секущей (Metals Handbook, Desk Edition, ASM International, Metals Park, Ohio, USA, 1998, pp.1405-1409), в котором размер зерна I составляет
I=1/NL,
где NL является количеством границ зерен, деленным на расстояние измерения. Согласно данной формуле размер зерна обратно пропорционален количеству границ зерен на единицу длины.
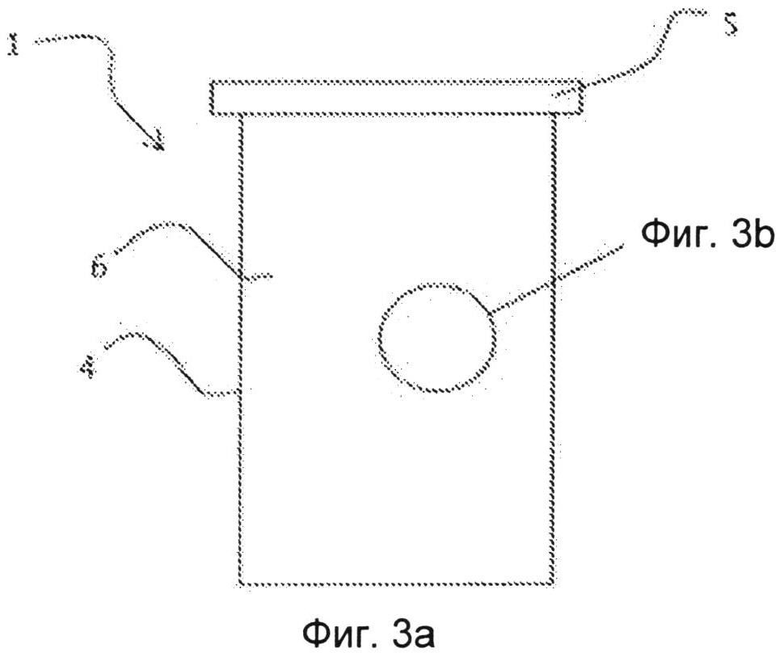
На Фиг.3a и 3b показана поверхность 6 пластины 4 постоянного катода в постоянном катоде 1 по изобретению и на схематическом чертеже представлена ширина W и глубина d границы зерна между зернами 8 поверхности. Ширину границы зерна можно оценить из изображения, полученного с использованием оптического микроскопа или сканирующего электронного микроскопа, или ее можно измерить из результатов АСМ. Согласно изобретению обрабатывают по меньшей мере часть поверхности пластины 6 постоянного катода, которая находится в контакте с электролитом. Границы 7 зерен между зернами 8 на поверхности 6 пластины постоянного катода обрабатывают так, чтобы она подходила для сцепления осажденного металла с поверхностью и удаления с нее металла. Согласно изобретению можно достичь оптимальной поверхности для роста металла. Согласно изобретению размеры границ 7 зерен на поверхности 6 изменяют, чтобы достичь оптимальной поверхности постоянного катода. Размер зерен 8 на поверхности 6 пластины 4 оптимального постоянного катода, измеренный с помощью метода секущей, составляет от 1 до 40 мкм, средняя ширина W границы зерна составляет от 1 до 3 мкм и глубина d границы зерна составляет менее 1 мкм. Пластину постоянного катода по изобретению можно изготовить, например, из аустенитной стали. Согласно изобретению поверхность пластины постоянного катода обрабатывают, например, путем электролитического травления, до тех пор, пока не достигнут требуемого усилия отделения. Усилие отделения представляет способность к отделению осажденного материала от поверхности. Если усилие отделения слишком мало, осажденный металл будет преимущественно сам удаляться с поверхности пластины постоянного катода, при этом чрезвычайно большое усилие отделения делает затруднительным удаление осажденного металла с поверхности пластины постоянного катода.
Так как полное осаждение твердого металла требует сильного сцепления с поверхностью катода для избежания отслаивания или самостоятельного удаления, это также делает начало удаления более сложным. Может быть сложным внедрить лезвие между пластиной катода и осажденным материалом, чтобы удалить с пластины осажденный материал. Изгиб пластины может быть невозможным в силу жесткости осажденного металла. Эту проблему можно решить, располагая область с меньшим сцеплением близко к уровню электролита, то есть близко к уровню, на котором начинается осаждение. Эта область слабого сцепления легко зачищается и дает хорошее начальное место для удаления осажденного материала. Можно легко изготовить две или более области с различными свойствами сцепления, например, путем травления одной области и отсутствия травления в другой области.
На Фиг.5a показан постоянный катод, снабженный тремя областями поверхности 6a, 6b и 6c с различными свойствами сцепления. Линия L показывает уровень электролитического раствора при погружении пластины 4 постоянного катода в электролитическую ванну. Основную часть поверхности пластины катода, область 6a, протравливают таким образом, чтобы достичь требуемых относительных размеров границ зерен для улучшения сцепления осажденного металла с пластиной 4 постоянного катода. Часть пластины 4 постоянного катода выше уровня L электролита, область 6c, может быть непротравленной или слабо протравленной. Между более сильно протравленной областью 6a и непротравленной или слабо протравленной областью 6c ниже уровня L электролита присутствует третья область 6b, которая непротравлена или протравлена таким образом, что размеры границ зерен вызывают только слабое сцепление. Свойства сцепления двух непротравленных или слабо протравленных областей 6b и 6c могут быть одинаковыми или различными. Важно, что пластина 4 постоянного катода содержит по меньшей мере одну область 6a с сильным сцеплением и по меньшей мере одну область 6b со слабым сцеплением, причем область 6b со слабым сцеплением по меньшей мере частично лежит ниже уровня L электролита.
На Фиг.5b показано альтернативное воплощение, в котором область 6b с низким сцеплением расположена в центральной области по ширине катодной пластины 4, и края области ниже линии L электролита образуют часть более сильно протравленной области 6a.
Воплощения Фиг.5a и 5b делают легким начало удаления, когда основная часть 6а пластины 4 постоянного катода обладает сильным сцеплением с осажденным материалом. В случае меди удаление можно легко начинать путем изгибания пластины 4 постоянного катода, чтобы ослабить сцепление осажденного материала с пластиной. Однако, если никель осаждают в виде толстого осадка, используя так называемые постоянные катоды с полным осаждением, изгиб пластины 4 постоянного катода может быть сложным, так как никель является твердым металлом, который легко не деформируется.
Хороших свойств сцепления предпочтительно достигают путем травления по меньшей мере части пластины 4 катода. В воплощениях Фиг.5a и 5b часть 6b пластины 4 катода, расположенную ниже уровня L электролита, поддерживают непротравленной или ее протравливают только слабо для получения области 6b с намного более слабыми свойствами сцепления, чем в большей части 6a пластины 4 катода. Изготовление этого вида пластины 4 постоянного катода в принципе является легким. Области 6b, 6c, которые не подлежат травлению, например, покрывают лентой или даже более просто пластину только погружают на определенную глубину в раствор для травления.
На Фиг.6 показано действие пластины 4 постоянного катода согласно Фиг.5a. На практике осажденные металлы 11 находятся на обеих сторонах пластины 4 катода, однако, для простоты, только один осажденный металл 11 показан на Фиг.6.
Удаление осажденного металла 11 с пластины 4 постоянного катода начинают путем проталкивания лезвия 10, или режущего клина, обдирочной машины между пластиной 4 постоянного катода и осажденным металлом 11. Большая часть осажденного металла 11 сильно сцеплена с поверхностью 6a пластины 4 катода с сильным сцеплением. В верхней части осажденного металла 11 присутствует осадок 11b, обладающий только слабым сцеплением с поверхностью 6b пластины 4 катода. Следовательно, в этой области легко протолкнуть лезвие 10 между осажденным металлом 10b и пластиной 4. Это обеспечивает хорошее начальное место для удаления осажденного металла 11.
Принцип, лежащий в основе функционирования начального места удаления, можно теоретически объяснить с помощью основ механики разрушения. Сила, требуемая для вызывания разрушения, то есть для удаления осажденного металла 11 с поверхности 6a, 6b постоянного катода, можно приблизительно выразить следующей формулой
где F является требуемой силой, A является площадью, подлежащей очищению, K1 является коэффициентом интенсивности напряжений, и а является начальным размером трещины.
Если начальный размер трещины а является очень маленьким, требуемая сила F будет соответственно очень высокой. Наоборот, когда значение а увеличивается, например, путем образования описанного выше начального места для удаления, силу F можно существенно уменьшить.
На Фиг.7 показана самоориентация предпочтительной траектории 13 трещины в поверхности раздела между осажденным металлом 11 и пластиной 4 постоянного катода при удалении в присутствии дефектов 12 на верхнем конце осажденного материала 11. Так как поверхность раздела между осажденным металлом 11 и пластиной 4 катода является наиболее слабым местом, трещина предпочтительно возникает вдоль поверхности раздела, даже если края 12 осажденного металла 11 были «перового типа», как показано на Фиг.7.
Далее изобретение проиллюстрировано с помощью примеров.
Пример 1
Использовали пластины постоянного катода, содержащие материалы с различными свойствами границ зерен. Материалы представляли собой: AISI 316L (EN 1.4404) в состоянии поставки 2B (образец 1), сильно протравленный AISI 316L (EN 1.4404) (образец 2), LDX 2101 (EN 1.4162) в состоянии поставки 2E (образец 3) и AISI 444 (EN 1.4521) 2B с двумя различными степенями протравливания (образцы 4 и 5). Материал AISI 316L протравливали, чтобы увеличить границы зерен, и материал AISI 444 протравливали, чтобы открыть границы зерен. Используемый способ травления представлял собой электролитическое травление. От материалов пластины постоянного катода отрезали небольшие образцы и подвергали их исследованию АСМ для определения размеров границ зерен материалов. Измеренные размеры представлены в таблице 1. В данной таблице W относится к ширине границы зерна и d относится к глубине границы зерна.
Проводили лабораторные эксперименты по электролизу, чтобы осадить медь на эти выбранные поверхности постоянного катода. Поверхность постоянного катода покрывали перфорированным пластиковым листом так, чтобы было возможно осаждать полное количество четырех медных дисков диаметром 20 мм на каждый постоянный катод в течение одного электролизного эксперимента. Используемый в экспериментах анод представлял собой пластину, отрезанную от медного катодного листа. Расстояние между поверхностями катода и анода составляло 30 мм. После осаждения медные диски отделяли от пластины постоянного катода, используя специальное обдирочное устройство, которое может измерять усилие, требуемое для отделения.
Оборудование для электролиза состояло из трехлитровой электролитической ячейки и пятилитрового циркуляционного резервуара. Электролит закачивали из циркуляционного резервуара в электролитическую ячейку, из которой его возвращали обратно в циркуляционный резервуар путем перетока при скорости циркуляции раствора, составляющей 7 литров в минуту. Циркуляционный резервуар был снабжен нагревающим оборудованием и мешалкой.
Используемый для экспериментов электролит изготавливали из сульфата меди и серной кислоты и он содержал 50 г/л меди и 150 г/л серной кислоты. В электролит также добавляли соляную кислоту так, чтобы электролит имел содержание хлорида, составляющее 50 мг/л. Костяной клей и тиомочевину использовали в качестве добавок и непрерывно подавали в циркуляционный резервуар в виде водного раствора. Температуру электролита в электролитической ячейке поддерживали на уровне 65°C путем регулирования температуры электролита в циркуляционном резервуаре. Плотность катодного тока в экспериментах составляла 30 мА/см2, что хорошо соответствует плотности тока, используемой в электролизе промышленного масштаба. Продолжительность электролиза в каждом эксперименте составляла 20 часов. После электролиза защитную пластину удаляли с постоянного катода и медные диски отделяли от постоянного катода после фиксированного промежутка времени после окончания эксперимента. Измеряли требуемое для отделения усилие и данные усилия представлены в таблице 2 в виде относительных усилий, где базовым является AISI 316L в условиях поставки 2B. Выбор базового материала основан на том, что такой материал постоянного катода обычно используют в установках электролиза меди.
На основе результатов экспериментов величина отделяющего усилия явно зависит от размеров границ зерен материала постоянного катода. Травление можно использовать для дополнительного открытия границ зерен материала как по ширине, так и в глубину. Двухфазный материал LDX 2101 не обрабатывали каким-либо образом до экспериментов, и также отделяющие усилие, измеренное на этом материале, является большим, чем отделяющее усилие, измеренное на базовом материале.
Сравнение измеренных отделяющих усилий с размерами границ зерен, измеренных в анализе АСМ (таблица 1), показывает, что чем шире и глубже границы зерен, тем большее требуется отделяющее усилие. Особенно соотношение между шириной и глубиной границ зерен оказывает существенное влияние на требуемое отделяющее усилие.
Также измеряли шероховатость поверхности (показатели Ra) материалов постоянного катода, выбранных для экспериментов по отделению, и измеренные величины представлены в таблице 3. Можно отметить, что обработка травлением, в том числе, в некоторой степени изменяла шероховатость поверхности. Однако, нельзя обнаружить никакой явной корреляции при сравнении шероховатостей поверхности с результатами измерений экспериментов по отделению. Показатель шероховатости поверхности не является мерой размеров границ зерен. Поэтому показатель шероховатости сам по себе нельзя рассматривать как достаточный критерий достижения требуемого сцепления и отделяющего усилия.
Помимо этого, средние размеры зерен различных материалов постоянного катода измеряли, используя микроскоп и метод секущей. Результаты измерений представлены в таблице 4.
Пример 2
При испытании постоянных катодов в электролизе меди промышленного масштаба сразу после начала возникает явление, называемое самостоятельным удалением. Это означает, что медь, осажденная на поверхности постоянного катода, спонтанно удаляется с поверхности пластины постоянного катода либо в течение процесса осаждения, либо когда постоянный катод поднимают из электролитической ванны. Данное явление, естественно, вызывает проблемы на электролитическом заводе, и такие постоянные катоды нельзя использовать. От постоянного катода, подвергшегося самостоятельному удалению, отрезали образец (материал AISI 316L) для анализа его поверхности. Структура поверхности пластины постоянного катода показана на Фиг.4 в виде изображения сканирующей электронной микроскопии.
Структура поверхности пластины постоянного катода показывает, что границы зерен материала были открыты слишком сильно в течение протравливания и больше нельзя обнаружить никакой поверхности с надлежащим сцеплением для меди. Состояние поставки пластины постоянного катода было 2B и, согласно измерениям, показатель Ra ее поверхности находился в пределах от 0,4 до 0,5 мкм. Ширина границы зерна образца. измеренная из изображения сканирующей электронной микроскопии, составляла от 8 до 10 мкм.
Возникновение самостоятельного удаления на катоде показывает, что состояние поставки и показатели шероховатости поверхности пластины постоянного катода не являются достаточными критериями для надлежащего функционирования пластины в электролизе меди, а нужно руководствоваться размерами границ зерен.
Специалисту очевидно, что с развитием технологии основные идеи изобретения можно осуществить несколькими различными способами. Таким образом, изобретение и его воплощения не ограничены описанными выше примерами, но могут изменяться в пределах области защиты формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электролитической обработки для покрытия предметов из нержавеющей стали | 2019 |
|
RU2797342C2 |
| ГЕРМЕТИЗИРОВАННАЯ КАТОДНАЯ ПОДВЕСНАЯ БАЛКА И СПОСОБ ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2319795C2 |
| МЕДНАЯ ФОЛЬГА ЭЛЕКТРОЛИТИЧЕСКОГО ОСАЖДЕНИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2122049C1 |
| СПОСОБ УДАЛЕНИЯ ОСАДКОВ С ПЛАСТИНЫ ПОСТОЯННОГО КАТОДА | 2022 |
|
RU2808861C1 |
| МЕДНАЯ ФОЛЬГА ДЛЯ ПРОИЗВОДСТВА ПЕЧАТНЫХ ПЛАТ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 1995 |
|
RU2138932C1 |
| СПОСОБ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ НА МАТЕРИАЛ В ВИДЕ ЗЕРНИСТОГО ПОРОШКА ИЛИ ГРАНУЛ | 2009 |
|
RU2413039C1 |
| БАТАРЕИ БИОМЕДИЦИНСКОГО УСТРОЙСТВА С ЭЛЕКТРООСАЖДЕННЫМИ КАТОДАМИ | 2017 |
|
RU2682482C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭЛЕКТРООСАЖДЕННОЙ МЕДИ | 2006 |
|
RU2322532C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТОДА ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО ПОЛУЧЕНИЯ МЕДИ | 2010 |
|
RU2439207C1 |
| Способ получения нанодвойникованной медной пленки, модифицированной графеном | 2017 |
|
RU2675611C1 |
Изобретение относится к постоянному катоду, используемому в качестве электрода при электролитическом получении металлов. Катод содержит пластину, по меньшей мере, частично изготовленную из стали, при этом размеры границ зерен на поверхности пластины постоянного катода установлены из условий обеспечения возможности сцепления осажденного металла с поверхностью и удаления металла с поверхности, по меньшей мере, на части поверхности, находящейся в контакте с электролитом, причем пластина выполнена с областью поверхности с сильными свойствами сцепления с осаждаемым металлом и областью поверхности со слабыми свойствами сцепления с осаждаемым металлом, которая расположена в месте начала отделения осажденного металла, причем указанные свойства сцепления поверхности пластины связаны с размерами границ зерен на указанной области поверхности. Раскрыт способ обработки поверхности постоянного катода. Обеспечивается облегчение отделения осажденного металла от поверхности катодной пластины. 2 н. и 9 з.п.ф-лы, 7 ил.,2 прим., 4 табл.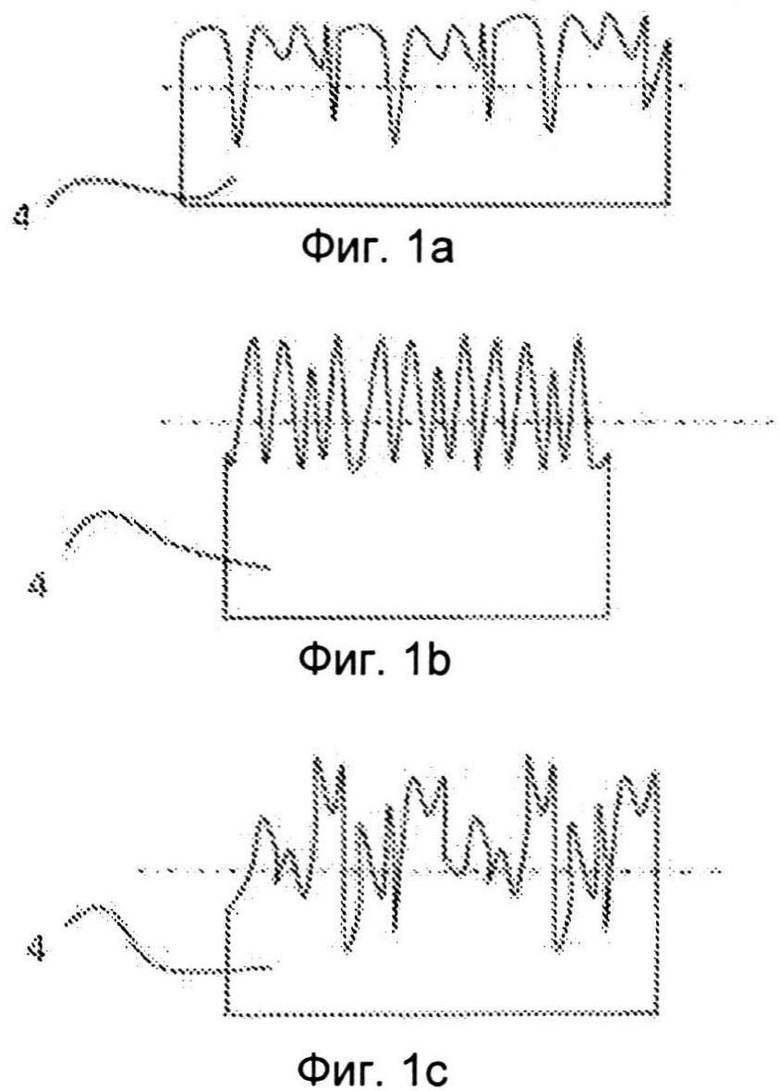
1. Постоянный катод для электролитического получения металлов, содержащий пластину, по меньшей мере, частично изготовленную из стали, для электрохимического осаждения металла из электролитического раствора на ее поверхность, отличающийся тем, что размеры границ зерен стального материала пластины, включающие размер зерна, ширину и глубину, на поверхности пластины катода установлены из условий обеспечения возможности сцепления осажденного металла с поверхностью катода и удаления упомянутого металла с поверхности по меньшей мере на части его поверхности, находящейся в контакте с электролитом, при этом пластина выполнена с областью поверхности с сильными свойствами сцепления с осаждаемым металлом и областью поверхности со слабыми свойствами сцепления с осаждаемым металлом, которая расположена в месте начала отделения осажденного металла, причем указанные свойства сцепления поверхности пластины связаны с размерами границ зерен на указанной области поверхности.
2. Постоянный катод по п. 1, отличающийся тем, что размер зерен на пластине катода, измеренный методом секущей, составляет от 1 до 40 мкм.
3. Постоянный катод по п. 1 или 2, отличающийся тем, что средняя ширина W границы зерна на пластине катода составляет от 1 до 3 мкм.
4. Постоянный катод по п. 1, отличающийся тем, что средняя глубина d границы зерна пластины катода составляет менее 1 мкм.
5. Постоянный катод по п. 1, отличающийся тем, что пластина катода выполнена, по меньшей мере частично, из ферритной стали.
6. Постоянный катод по п. 1, отличающийся тем, что пластина катода выполнена, по меньшей мере частично, из аустенитной стали.
7. Постоянный катод по п. 1, отличающийся тем, что пластина катода выполнена, по меньшей мере частично, из двухфазной стали.
8. Устройство для электролитического получения металлов, содержащее электролитическую ванну с электролитическим раствором, в которой чередующимся образом расположены аноды и постоянные катоды, причем указанные постоянные катоды поддерживаются в ванне с помощью опорных элементов, отличающееся тем, что оно содержит постоянный катод по любому из пп. 1-7.
9. Способ изготовления постоянного катода для электролитического получения металлов по п. 1, отличающийся тем, что стальную поверхность пластины катода обрабатывают химически или электрохимически с получением границ зерен стального материала на поверхности пластины, по меньшей мере на части поверхности, находящейся в контакте с электролитом, для достижения требуемых свойств сцепления с осажденным металлом и отделения осажденного металла с поверхности катода, при этом различные области поверхности пластины катода, находящиеся в контакте с электролитом, обрабатывают с получением области с сильным сцеплением и области со слабым сцеплением, причем область со слабым сцеплением обеспечивают на части поверхности пластины катода, с которой начинают отделение осажденного на нем металла.
10. Способ по п. 9, отличающийся тем, что поверхность пластины постоянного катода обрабатывают до достижения усилия отделения осажденного металла от указанной поверхности.
11. Способ по п. 9, отличающийся тем, что стальную поверхность пластины постоянного катода обрабатывают путем травления.
| US 7807028 B2, 05.10.2010 | |||
| US 20060201586 A1, 14.09.2006 | |||
| WO 2006094355 A1, 14.09.2006 | |||
| US 3883411 A, 13.05.1975 | |||
| АНОД ДЛЯ ВЫДЕЛЕНИЯ КИСЛОРОДА И СООТВЕТСТВУЮЩАЯ ПОДЛОЖКА | 2003 |
|
RU2304640C2 |

