Изобретение относится к обработке металлов давлением, в частности к секционным станинам тяжелых многопозиционных гидравлических прессов для горячей и холодной объемной штамповки деталей пустотелой или сложной формы, в том числе стаканов, цилиндров, конусов, фланцев из штучных крупногабаритных заготовок различной геометрической формы.
Известна станина модульного типа, содержащая вертикально смонтированные стойки в виде плит с опорными элементами и проемами, причем плиты стянуты множеством поперечин с образованием одной секции и возможностью подачи заготовки в поперечном направлении относительно указанных стоек для односторонней деформации заготовки (см. патент ЕР 2141006, МПК В30В 15/04, опубл. 06.01.2010 г.).
Модули станины могут быть соединены горизонтально в ряд и предусматривают подачу заготовки в поперечном направлении относительно стоек, что не позволяет применить их в тяжелых гидравлических многопозиционных прессах для штамповки штучных заготовок сложной или пустотелой формы.
Наиболее близкой по технической сущности к изобретению является многосекционная станина многопозиционного гидравлического пресса, содержащая вертикально смонтированные на основании две боковые и средние стойки, выполненные в виде плит с узкими проемами и соединенные стяжками для создания верхних относительно основания секций, соответствующих количеству позиций пресса, причем основание выполнено сплошным с возможностью подачи заготовки в секции в поперечном направлении относительно указанных стоек для одностороннего верхнего воздействия за заготовку (см. патент ЕР 2527134, МПК В30В 1/32, В30В 15/04, опубл. 28.11.2012 г.).
Известная станина не имеет достаточной надежности и жесткости, не пригодна для штамповки крупногабаритных деталей. Подача заготовок в станину осуществляется в поперечном направлении относительно плит с узкими проемами, что ухудшает ее массогабаритные показатели. Деформация заготовки возможна только с одной верхней ее стороны, что увеличивает время изготовления сложных деталей. Таким образом, известная станина неуниверсальна, область ее применения ограничена штамповкой мелкогабаритных деталей.
Технический результат изобретения заключается в повышении надежности и жесткости станины для изготовления деталей любых размеров пустотелой или сложной формы горячим прессованием, имеющей простую надежную универсальную долговечную компактную конструкцию, меньшие общую длину и вес, легко выдерживающей большие нагрузки при операционной эффективности, высокой точности и оперативности изготовления деталей, а также обеспечивающей при рациональном использовании производственных площадей удобный, безопасный, надежный перенос заготовок на позиции пресса одним устройством переноса и снижение трудоемкости изготовления деталей за счет возможности одновременной деформации заготовки снизу и сверху. Кроме того, изобретение позволяет повысить производительность пресса путем упрощения доступа в секции станины при перемещении заготовки между позициями и упростить переналадку пресса на другие заготовки.
Технический результат достигается тем, что в секционной станине многопозиционного гидравлического пресса, содержащей основание, на котором вертикально смонтированы боковые и средние стойки в виде плит с проемами, соединенные стяжками с образованием ряда верхних секций, соответствующих позициям многопозиционного пресса, основание выполнено в виде траверсы с по меньшей мере одной нижней секцией, при этом каждая нижняя секция расположена под соответствующей верхней секцией и объединена с ней с образованием двухуровневой в вертикальном направлении станины.
Предпочтительно нижнюю секцию выполнить заодно целое с соответствующей верхней секцией.
Станина содержит две средние стойки, которые выполнены длиной, превышающей длину боковых стоек, и закреплены в пазах, выполненных в траверсе, с образованием соответствующих верхней и расположенной под ней нижней секций для одновременного или поочередного двухстороннего деформирования заготовки, подаваемой в верхнюю секцию в продольном направлении относительно средних стоек.
Целесообразно первую боковую стойку и средние стойки выполнить в виде плит с проемами оконного типа, а вторую боковую стойку выполнить с П-образным проемом для съема детали.
Траверсу предпочтительно выполнить с кронштейнами для крепления в фундаменте.
Траверсу целесообразно соединить с боковыми и средними стойками нижними клиновыми соединениями, выполненными под траверсой.
Все верхние и нижнюю секции предпочтительно выполнить со сварными распорками.
Стяжки выполнены съемными и образованы из труб, концы которых установлены в соответствующие пазы боковых и средних стоек, и шпилек с резьбой на концах, размещенных в указанных трубах с возможностью фиксации гайками с внешней стороны первой и второй боковых стоек.
Станина снабжена дополнительными стяжками меньшей длины, состоящими из труб и соответствующих шпилек с резьбой на концах, размещенных в трубах с возможностью фиксации гайками на боковых и средних стойках.
Внутри верхних секций боковые и средние стойки предпочтительно выполнить с направляющими, имеющими высоту, соответствующую ходу инструментов пресса на позиции каждой секции.
Сущность изобретения в двухуровневом расположении секций станины, выдерживающей большие нагрузки при ее компактности, простоте сборки, монтажа, обслуживания и имеющей, по меньшей мере, одну нижнюю секцию для технологической операции по деформации заготовки.
Заявителю неизвестно из доступных источников об уровне техники применение в прессах двухуровневой секционной станины жесткой надежной конструкции с продольной подачей в нее крупногабаритной заготовки для двухстороннего одновременного или поочередного ее деформирования в деталь пустотелой или сложной формы.
При проведении патентных исследований не обнаружены решения, идентичные заявленному, а следовательно, предложенное решение соответствует критерию "новизна". Сущность изобретения не следует явным образом из известных решений, следовательно, предложенное изобретение соответствует критерию "изобретательский уровень".
На фиг. 1 представлена станина, вид спереди.
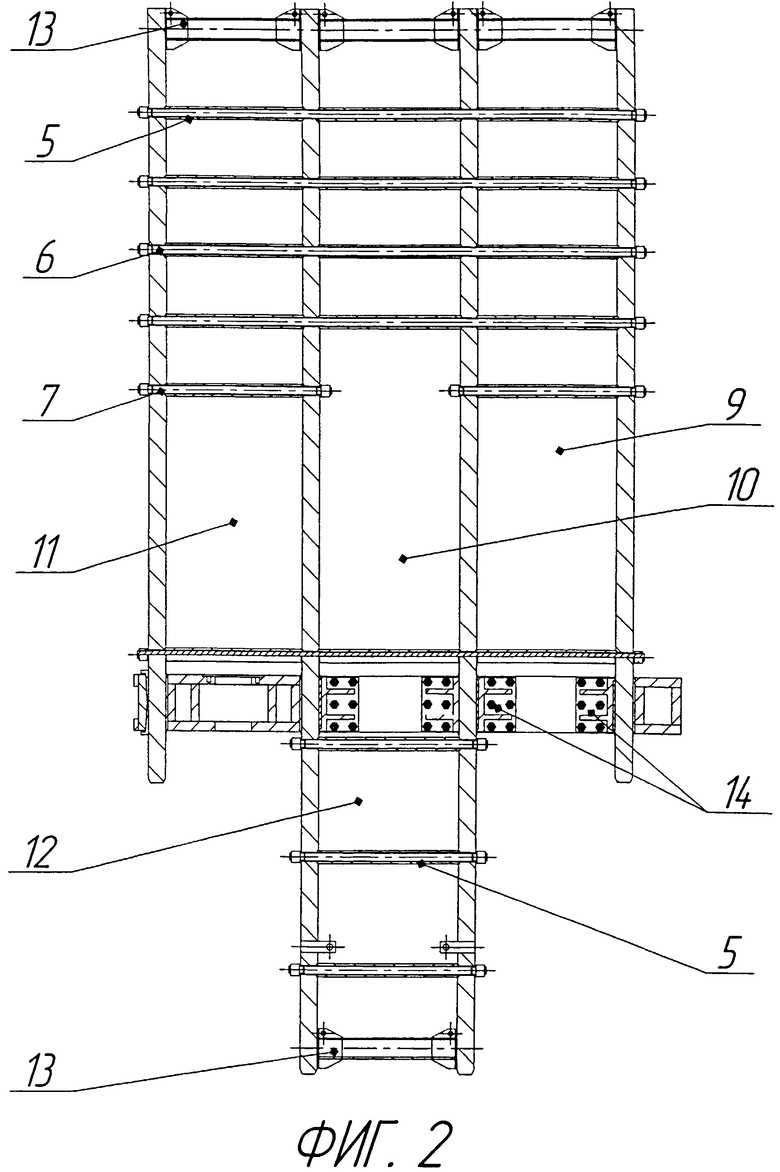
На фиг. 2 изображена станина в разрезе.
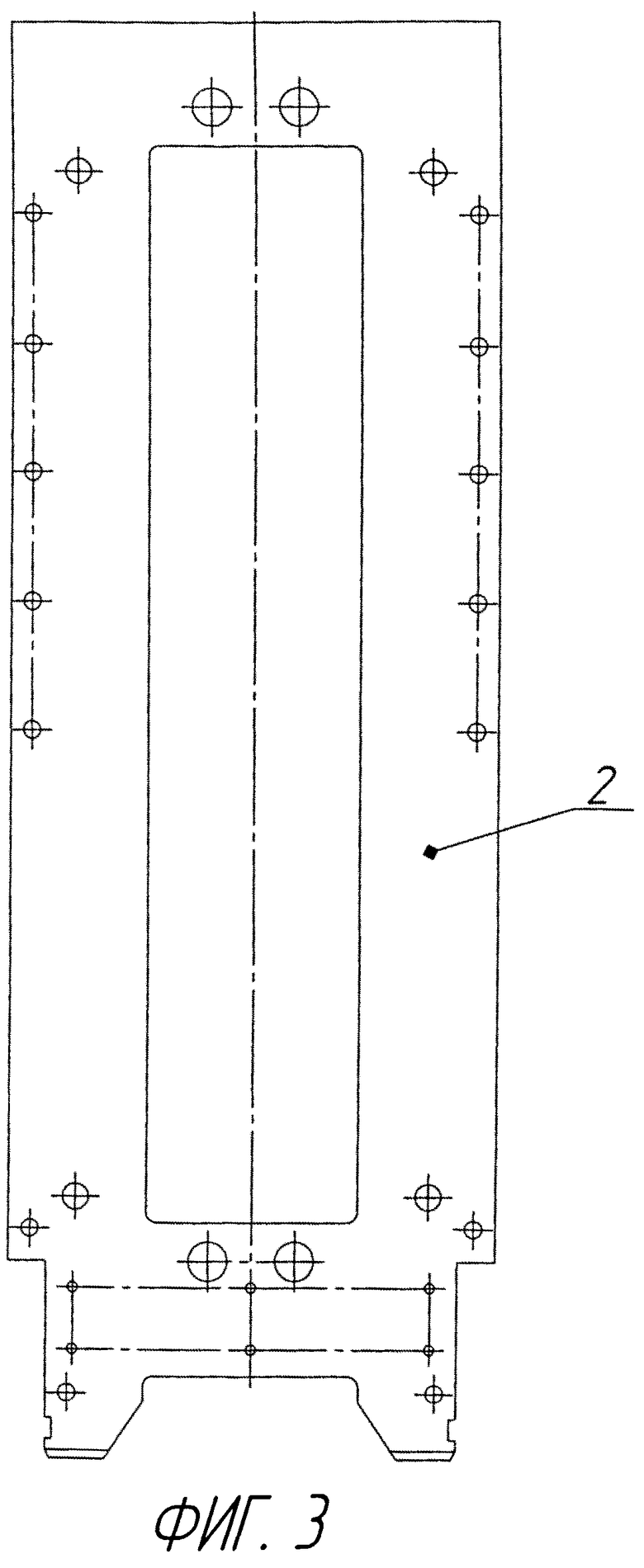
На фиг. 3 показана первая боковая стойка.
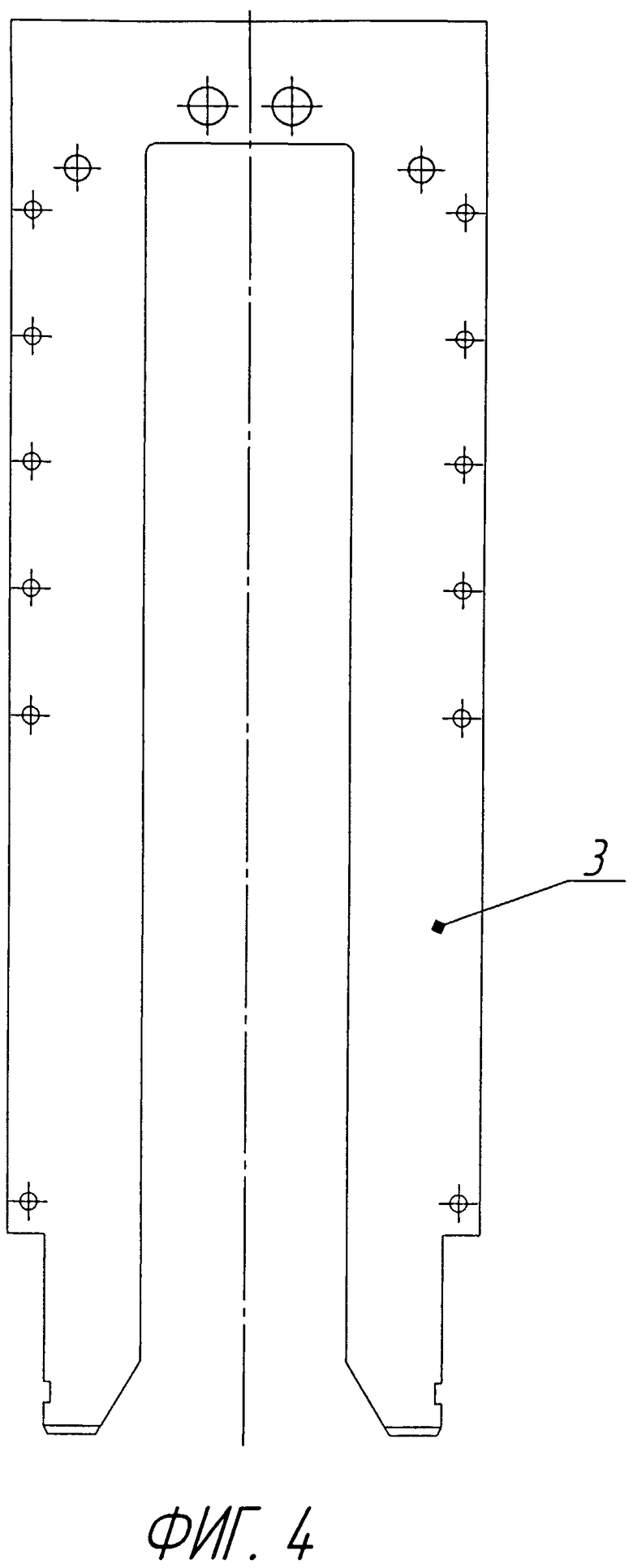
На фиг. 4 показана вторая боковая стойка (П-образной формы).
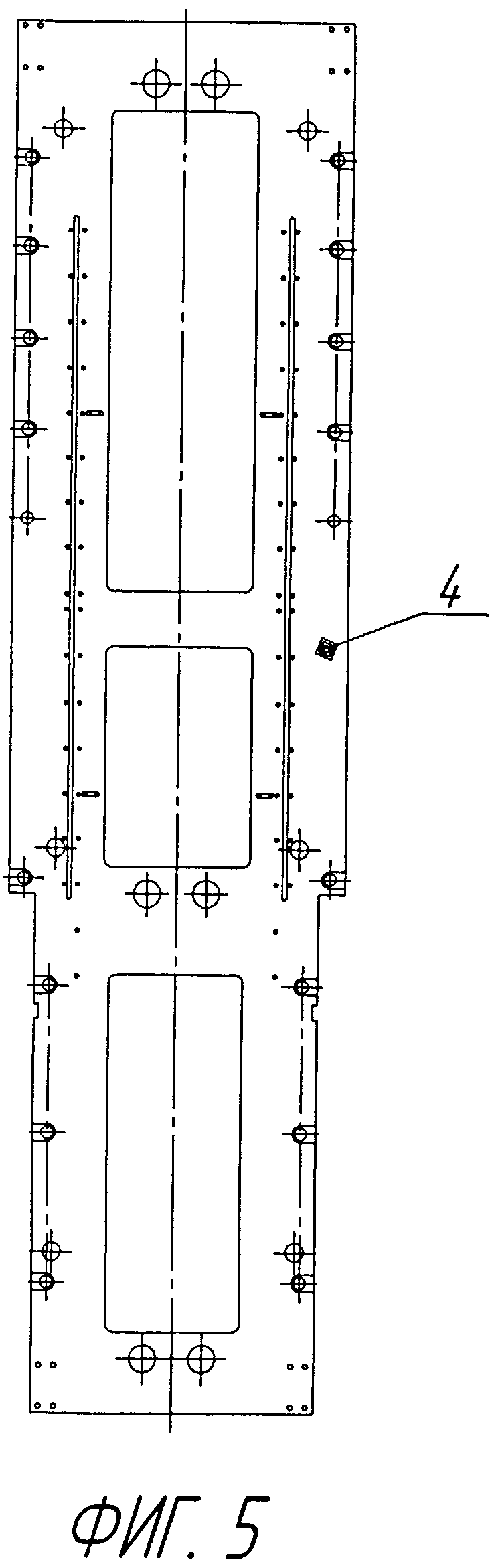
На фиг. 5 показана средняя стойка.
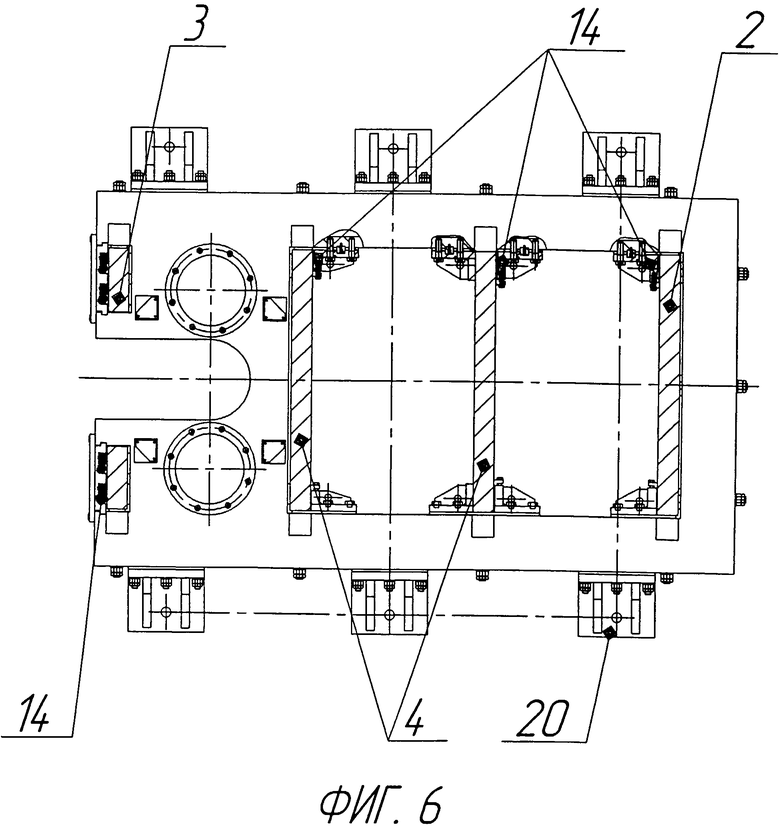
На фиг. 6 представлена станина, вид сверху.
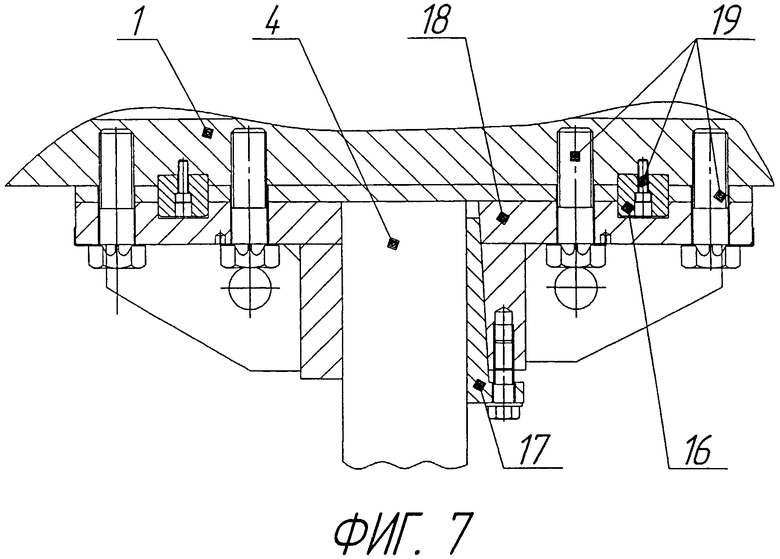
На фиг. 7 изображено верхнее клиновое соединение.
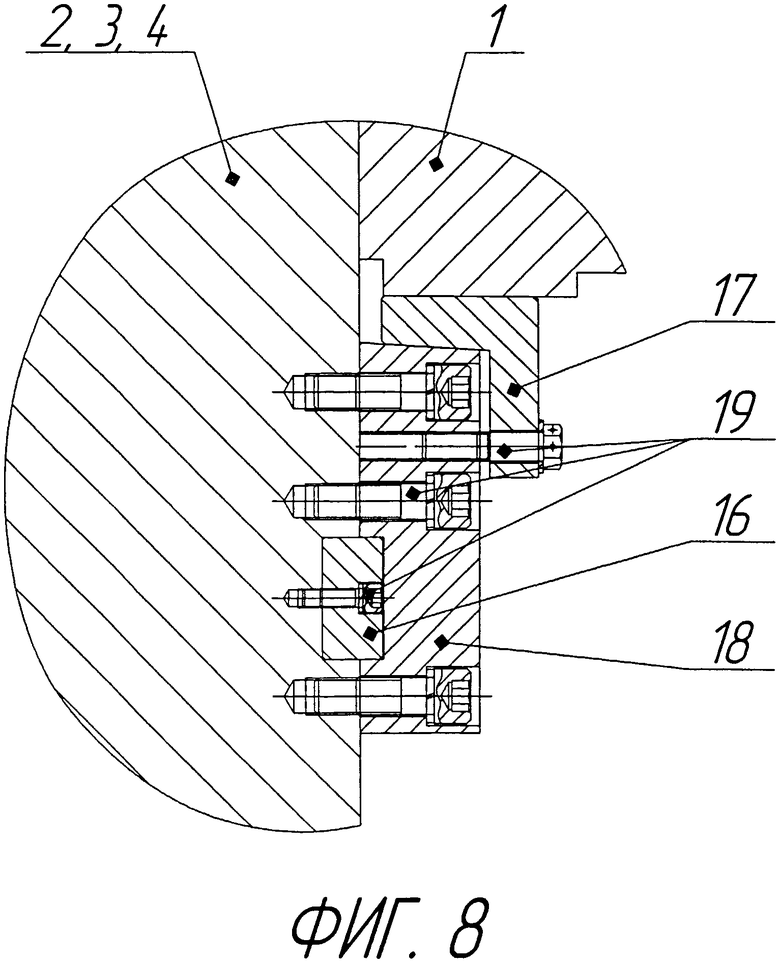
На фиг. 8 изображено нижнее клиновое соединение.
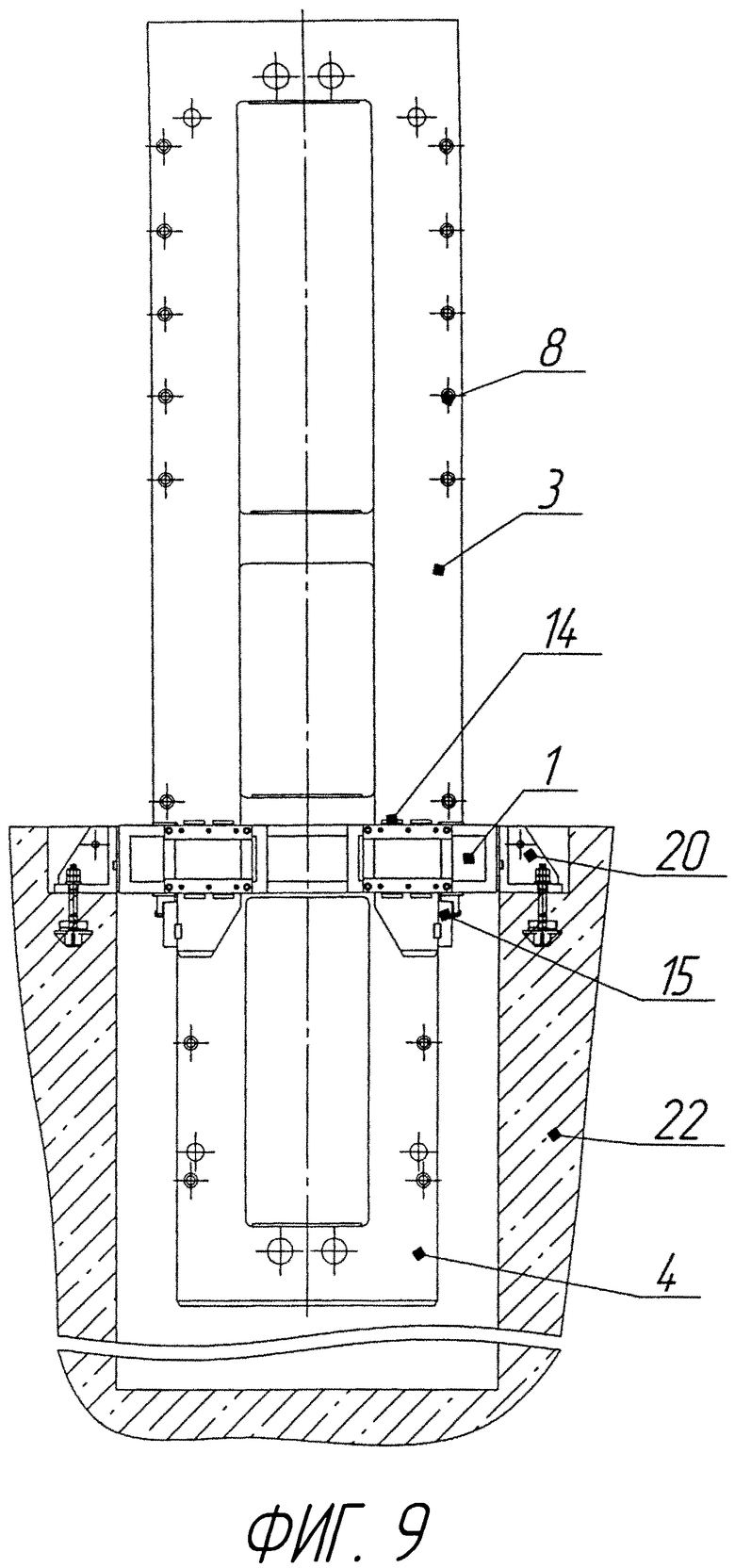
На фиг. 9 представлена станина, установленная на место эксплуатации, вид сбоку.
На фиг. 1-9 приняты следующие обозначения:
1 - траверса;
2 - первая боковая стойка;
3 - вторая боковая стойка (П-образной формы);
4 - средние стойки;
5 - труба
6 - шпилька (в съемной стяжке);
7 - шпилька (в съемной дополнительной стяжке);
8 - гайки;
9 - первая верхняя секция;
10 - вторая верхняя секция;
11 - третья верхняя секция;
12 - нижняя секция;
13 - сварная распорка;
14 - верхнее клиновое соединение;
15 - нижнее клиновое соединение;
16 - шпонка;
17 - подвижный клиновый элемент Г-образной формы;
18 - неподвижный клиновый элемент;
19 - крепежные средства (в виде винтов);
20 - кронштейны (траверсы 1);
21 - направляющие (в верхних секциях 9, 10, 11);
22 - фундамент.
Секционная станина многопозиционного гидравлического пресса рамного типа содержит (фиг. 1, 2) основание в виде неподвижной траверсы 1 сварного типа с опорными поверхностями под вертикальную установку первой и второй боковых стоек 2, 3 и средних стоек 4, выполненных в виде цельных плит с проемами (фиг. 3, 4, 5). Указанные стойки 2, 3, 4 стянуты съемными стяжками и дополнительными стяжками, состоящими из труб 5 с установленными внутри соответствующими шпильками 6, 7 (длинными и короткими) с резьбой на концах под гайки 8. При этом образованы первая, вторая, третья верхние и, по меньшей мере, одна нижняя относительно траверсы 1 секции 9, 10, 11, 12, количество которых соответствует количеству технологических операций многопозиционного пресса. Плоскости первой, второй боковых стоек 2, 3 и средних стоек 4 перпендикулярны трубам 5 стяжек.
Средние стойки 4 (фиг. 5) выполнены длиннее первой и второй боковых стоек 2, 3 (фиг. 3, 5) и закреплены в сквозных пазах траверсы 1 с образованием двухуровневой станины, имеющей, по меньшей мере, одну нижнюю секцию 12 под соответствующей верхней 10 секцией для двухсторонней одновременной или поочередной деформации в них заготовки инструментами пресса.
При этом нижняя секция 12 объединена и выполнена заодно целое с соответствующей верхней секцией 10 с возможностью подачи заготовки в верхнюю секцию 10 в продольном направлении относительно средних стоек 4 для воздействия на заготовку инструментами пресса, предназначенными для размещения в верхней и нижней секциях 10, 12.
Расстояние между боковыми и средними стойками 2, 3, 4 обеспечивается сварными распорками 13, обеспечивающими жесткость конструкции станины. Кроме того, применены верхние и нижние клиновые соединения 14, 15 для соединения указанных стоек 2, 3, 4 с траверсой 1. Верхние клиновые соединения 14 (фиг. 7, 6) обеспечивают жесткость связи траверсы 1 с боковыми и средними стойками 2, 3, 4 в горизонтальном направлении. Нижние клиновые соединения 15 (фиг. 8) обеспечивают стягивание всех стоек 2, 3, 4 с траверсой 1 в вертикальном направлении и состоят из неподвижного клинового элемента 16, подвижного клинового элемента 17 Г-образной формы, шпонки 18 и средств крепления в виде винтов 19.
Первая боковая стойка 2 и средние стойки 4 выполнены в виде плит с проемами. Вторая боковая стойка 3 выполнена П-образной для удобства съема готового изделия из пресса. Все боковые и средние стойки 2, 3, 4 выполнены в виде цельных плит, что упрощает их конструкцию и повышает жесткость станины.
Траверса 1 выполнена со сквозными пазами под установку боковых и средних стоек, снабжена кронштейнами 20 для крепления в фундамент 22.
Внутри каждой верхней секции 9, 10, 11 боковые и средние стойки 2, 3, 4 выполнены с направляющими 21, имеющими высоту, соответствующую ходу инструментов пресса.
Станину используют в конструкции трехпозиционного пресса с независимым усилием прессования на каждой позиции, что позволяет осуществлять последовательную штамповку холодной или нагретой заготовки по позициям в диапазоне ее штамповочных температур.
Станину применяют следующим образом. При монтаже станины на месте эксплуатации опорные несущие кронштейны 20 траверсы 1 опираются на фундамент 22 (фиг. 9). Все боковые и средние стойки 2, 3, 4 устанавливаются на поверхности траверсы 1 и прижимаются нижними клиновыми соединениями 15 к базовым поверхностям траверсы 1. Затем указанные стойки 2, 3, 4 фиксируют верхними клиновыми соединениями 14. Для придания общей жесткости конструкции станины все боковые и средние стойки 2, 3, 4 в верхней части связываются между собой сварными распорками 13. Аналогичные распорки 13 устанавливаются в нижней секции 12 станины между средними стойками 4. Окончательно установленные стойки 2, 3, 4 фиксируются относительно друг друга с помощью соответствующих шпилек 6, 7 (длинных и коротких) и гаек 8.
Для получения деталей объемной штамповкой в верхних секциях 9, 10, 11 и нижней секции 12 устанавливают элементы пресса для соответствующих технологических позиций, в том числе гидроцилиндры и инструменты.
Устройством подачи заготовок, например роботом-манипулятором, штучные заготовки подаются продольно стенкам средних стоек 4 в верхние секции 9, 10, 11 поочередно в соответствии с выбранным технологическим маршрутом.
Заготовка, установленная во второй верхней секции 10, может быть деформирована снизу инструментом, размещенным в нижней секции 12, причем указанная деформация снизу может быть произведена одновременно или поочередно с деформацией заготовки сверху инструментом, размещенным в верхней секции 10.
Съем готовой детали осуществляют через П-образный проем во второй боковой стойке 3.
В станине облегчен доступ к штамповому пространству, что упрощает операции по перемещению заготовки по позициям в верхних секциях 9, 10, 11 и при смене штампов.
Конструкция станины обеспечивает:
- выполнение технологических и производственных задач;
- требования к надежности оборудования;
- возможность выполнения поузлового метода сборки и ремонта;
- удобство доступа в секции для регулировки узлов пресса;
- соответствие требованиям техники безопасности.
Компактность станины позволяет осуществлять удобный, безопасный, надежный перенос заготовок на позиции пресса (в жестко закрепленные на траверсе станины секции) одним устройством переноса.
Получена жесткая надежная конструкция станины, которая легко может выдержать большие нагрузки при высокой точности изготовления деталей. В результате обеспечивается повышение производительности труда.
Возможность изготовления станины с двухуровневым секционным исполнением позволяет значительно снизить трудоемкость ее изготовления и сборки и сократить производственные площади.
Конструкция станины транспортабельна, позволяет провести сборку и монтаж пресса оперативно в любых условиях с высокой производительностью.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМПОВОЧНО-ЭКСТРУЗИОННЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 2010 |
|
RU2448835C1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС | 2010 |
|
RU2443560C1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС | 2010 |
|
RU2443561C1 |
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1991 |
|
RU2006367C1 |
| ПРЕСС ДЛЯ СПРЕССОВЫВАНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2012 |
|
RU2501629C1 |
| Штамп для выдавливания деталей коробчатой формы | 1986 |
|
SU1382575A1 |
| ШТАМПОВОЧНО-ЭКСТРУЗИОННЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 2012 |
|
RU2506164C1 |
| Штамп для штамповки коленчатых валов | 1973 |
|
SU541562A1 |
| Устройство В.И.Васильева для штамповки деталей из листового материала | 1986 |
|
SU1388166A1 |
| Тяжелый горячештамповочный механический пресс | 1980 |
|
SU948688A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в конструкциях тяжелых многопозиционных гидравлических прессов для объемной штамповки деталей. Секционная станина многопозиционного гидравлического пресса содержит основание, на котором вертикально смонтированы боковые и средние стойки. Стойки выполнены в виде плит с проемами и соединены стяжками с образованием ряда верхних секций. Указанные секции соответствуют позициям многопозиционного пресса. Основание выполнено в виде траверсы по меньшей мере c одной нижней секцией. Каждая нижняя секция расположена под соответствующей верхней секцией и объединена с ней с образованием двухуровневой в вертикальном направлении станины. В результате повышается жесткость и надежность станины, обеспечивается перенос заготовок на позиции пресса одним устройством, упрощается доступ в секции станины для их переналадки. 9 з.п. ф-лы, 9 ил.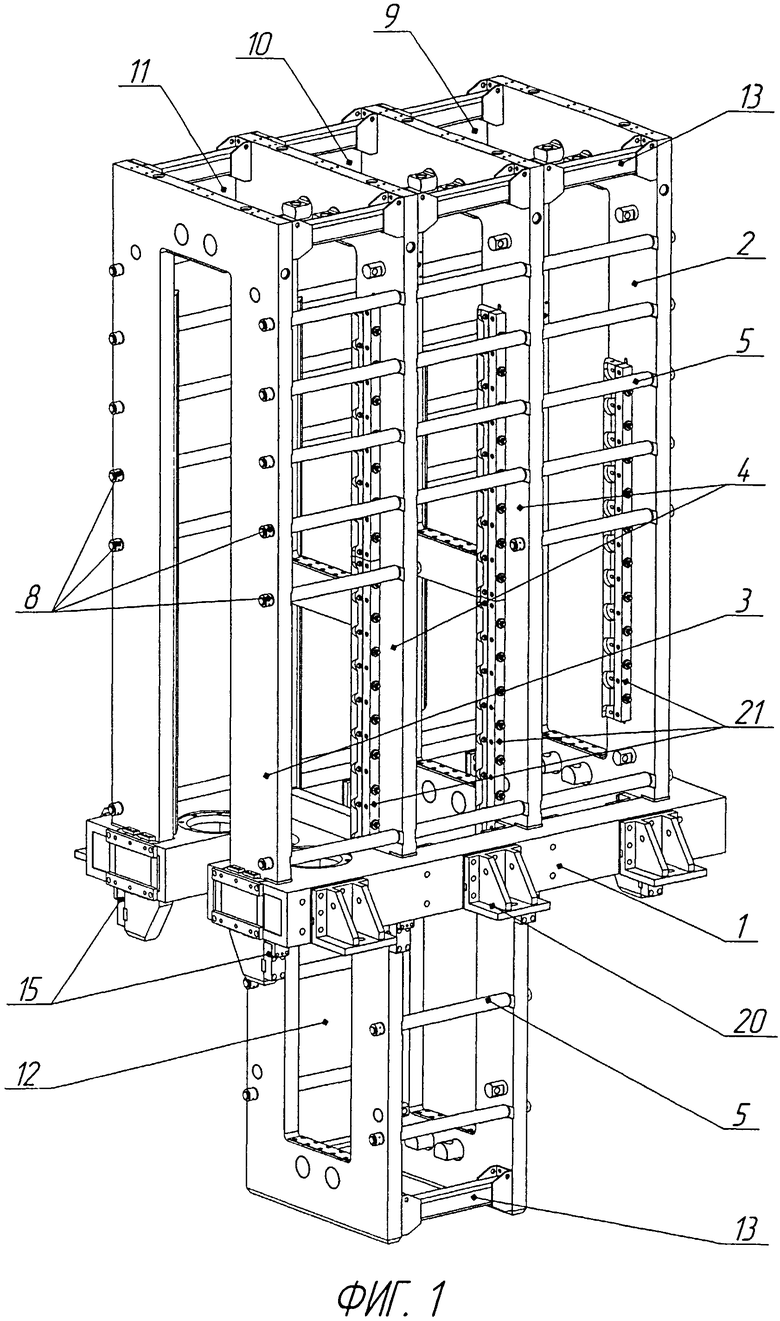
1. Секционная станина многопозиционного гидравлического пресса, содержащая основание, на котором вертикально смонтированы боковые и средние стойки в виде плит с проемами, соединенные стяжками с образованием ряда верхних секций, соответствующих позициям многопозиционного пресса, отличающаяся тем, что основание выполнено в виде траверсы по меньшей мере c одной нижней секцией, при этом каждая нижняя секция расположена под соответствующей верхней секцией и объединена с ней с образованием двухуровневой в вертикальном направлении станины.
2. Станина по п. 1, отличающаяся тем, что нижняя секция выполнена заодно целое с соответствующей верхней секцией.
3. Станина по п. 2, отличающаяся тем, что она содержит две средние стойки, которые выполнены длиной, превышающей длину боковых стоек, и закреплены в пазах, выполненных в траверсе, с образованием соответствующих верхней и расположенной под ней нижней секций для одновременного или поочередного двухстороннего деформирования заготовки, подаваемой в верхнюю секцию в продольном направлении относительно средних стоек.
4. Станина по п. 1, отличающаяся тем, что первая боковая стойка и средние стойки выполнены в виде плит с проемами оконного типа, а вторая боковая стойка выполнена с П-образным проемом для съема детали.
5. Станина по п. 1, отличающаяся тем, что траверса выполнена с кронштейнами для крепления в фундаменте.
6. Станина по п. 1, отличающаяся тем, что траверса соединена с боковыми и средними стойками нижними клиновыми соединениями, выполненными под траверсой.
7. Станина по п. 1, отличающаяся тем, что все верхние и нижняя секции выполнены со сварными распорками.
8. Станина по п. 1, отличающаяся тем, что стяжки выполнены съемными из труб, концы которых установлены в соответствующие пазы боковых и средних стоек, и шпилек с резьбой на концах, размещенных в указанных трубах с возможностью фиксации гайками с внешней стороны первой и второй боковых стоек.
9. Станина по п. 1, отличающаяся тем, что она снабжена дополнительными стяжками меньшей длины, состоящими из труб и соответствующих шпилек с резьбой на концах, размещенных в трубах с возможностью фиксации гайками на боковых и средних стойках.
10. Станина по п. 1, отличающаяся тем, что внутри верхних секций боковые и средние стойки выполнены с направляющими, имеющими высоту, соответствующую ходу инструментов пресса на позиции каждой секции.
| ЭЛЕКТРОМАГНИТНЫЙ РАСХОДОМЕР БОЛЬШОГО ДИАМЕТРА | 2012 |
|
RU2527134C2 |

