Область техники, к которой относится изобретение
Настоящее изобретение относится к способу сварки трением с перемешиванием стальных листов посредством создания пластической деформации при размягчении стальных листов.
Уровень техники
Сварка трением с перемешиванием (СТП) является способом сварки металлов размягчением металла путем подвода к металлу теплоты, выделяющейся благодаря трению, с последующей пластической деформацией в результате вращения в размягченной области. Сварка трением с перемешиванием широко применяется в качестве подходящего способа для сварки металлов с низкой температурой плавления, таких как алюминиевые сплавы, магниевые сплавы и т.п. (например, разнообразные компоненты в области авиастроения, судостроения, железнодорожного транспорта, автомобилестроения и т.д.).
При сварке металлических материалов с низкой температурой плавления с помощью обычной электродуговой сварки область сварки легко перегревается, что приводит к возникновению различных дефектов. Таким образом, сварка трением с перемешиванием может быть использована как для повышения производительности, так и для обеспечения высокого качества сварного шва.
В связи с этим в настоящее время рассматриваются и изучаются различные способы сварки трением с перемешиванием.
Например, в патентном документе JP S62-183979 А (Патентный документ (ПД) 1) раскрывается способ сварки металлических материалов. Один или оба металлических материала вращаются, и после того, как тепло, возникающее в результате трения вращения, размягчит материалы, материал в размягченной области смещают, вследствие чего возникает пластическая деформация.
Однако поскольку при таком способе сварки металлические изделия должны вращаться, диапазон возможных форм и размеров свариваемых деталей является довольно ограниченным.
В JP Н7-505090 А (ПД 2) также раскрывается способ сварки металлических материалов. При вставке вращающегося инструмента, изготовленного из материала, прочнее свариваемых металлических материалов, в область сварки данных материалов и вращения данного инструмента, а также перемещения вращающегося инструмента, происходит нагрев и размягчение металлических материалов за счет трения при вращении, а благодаря перемешиванию в размягченной области происходит пластическая деформация. Поскольку при таком способе сварки металлические материалы не вращаются, а осуществляется только перемещение вращающегося инструмента, возможная длина свариваемых материалов является практически неограниченной. Кроме того, при таком способе сварки используются тепловыделение и пластическая деформация за счет трения между вращающимся инструментом и свариваемыми металлическими материалами, что позволяет осуществлять сварку без расплавления материала в области сварки, это обеспечивает уменьшение количества возникающих дефектов сварного шва. Температура в области сварки является относительно низкой, что также подавляет возникновение деформации.
Однако при применении раскрываемого в ПД 2 способа сварки для металлических материалов с высокой температурой плавления (таким, как стальные листы и т.п.) достаточное размягчение в области шва становится затруднительным. Это не только снижает применимость данного способа, но и делает невозможным получение хороших характеристик сварного шва.
В документах JP 2003-532542 А (ПД 3) и JP 2003-532543 А (ПД 4) раскрывается вращающийся инструмент, выполненный из износостойкого материала, например из поликристаллического кубического нитрида бора (ПКНБ) или нитрида кремния (SiN4), для сварки трением с перемешиванием разнообразных стальных листов, применяемых в больших количествах в качестве материалов для таких конструкций, как здания, суда, тяжелое машинное оборудование, трубопроводы, автомобили и т.д.
Однако данные керамические материалы являются хрупкими, и поэтому для предотвращения повреждения вращающегося инструмента диапазон толщины свариваемых стальных листов и возможных условий обработки является строго ограниченным.
Для практического применения сварки стальных листов трением с перемешиванием необходимо устранить ограничения по толщине стальных листов и режимам обработки, чтобы получить отличную применимость данного способа, какой обладает обычная электродуговая сварка.
Так, в документе JP 2008-31494 А (ПД 5) раскрывается стальной материал, в который помимо базовых элементов С, Μn, Ρ, и S вводятся Si, Al, и Ti в качестве ферритных стабилизаторов, обеспечивающие сопротивление деформации при сварке трением с перемешиванием.
Однако известно, что при сварке стальных листов трением с перемешиванием выделяющееся при трении тепло и пластическая деформация, возникающая при трении, являются неравномерными, а локально изменяются, что приводит к значительному снижению качества сварного шва. В частности, пластичность становится неравномерной (см. Краткое содержание Лекции №87 (2010), 331 Национальной конференции Сварочного общества Японии (НПД 1)). Другими словами, способ, раскрываемый в ПД 5, имеет недостаток, заключающийся в невозможности получения равномерной пластичности в области сварки.
Список цитированных материалов
Патентная документация
ПД 1: JP S62-183979 А.
ПД 2: JP Н7-505090 А.
ПД 3: JP 2003-532542 А.
ПД 4: JP 2003-532543 А.
ПД 5: JP 2008-31494 А.
Непатентная литература
НПД 1: Краткое содержание Лекции №87 (2010), 331 Национальной конференции Сварочного общества Японии.
Краткое изложение сущности изобретения
Техническая проблема, решаемая изобретением
Цель настоящего изобретения заключается в создании способа сварки трением с перемешиванием, который при сварке стальных листов трением с перемешиванием предотвращает возникновение локальных изменений количества тепла, выделяющегося при трении, и пластической деформации в результате трения, а также обеспечивает образование области сварки с равномерной и высокой пластичностью.
Решение проблемы
Авторы настоящего изобретения изучали способ формирования области сварки, пластичность материала в которой, создаваемая СТП стальных листов, является равномерно распределенной. Одновременно авторы изобретения изучали влияние зацепления, подавляющее происходящее при СТП укрупнение аустенитных зерен посредством рассеяния по стальным листам мелкозернистых осадков TiN или аналогичных компонентов, являющихся стабильными при высоких температурах. Это происходит потому, что образование мелких аустенитных зерен при зацеплении, а также уменьшение размера ферритных зерен, происходящее в результате изменения микроструктуры при последующем процессе охлаждения, может обеспечить повышение пластичности и однородности в области сварки.
Таким образом, для выявления влияния зацепления в процессе сварки с перемешиванием стальных листов авторы настоящего изобретения провели тщательное изучение режимов обработки при сварке трением с перемешиванием и компонентов материала стальных листов, соответствующих данному виду сварки.
Относительно режимов обработки при сварке трением с перемешиванием с использованием вращающегося инструмента авторы изобретения пришли к выводу (а), описанному ниже.
(a) При сварке трением с перемешиванием стальных листов количество подводимого тепла можно рассчитать по скорости вращения, крутящему моменту и толщине стальных листов. Иными словами, количество тепла, подводимого в единицу времени, можно получить, умножив скорость вращения на крутящий момент вращающегося инструмента. Далее, разделив полученную величину на скорость перемещения вращающегося инструмента, можно получить значение количества тепла на единицу длины области сварки (далее "сварочное тепло"). Разделив значение сварочного тепла на толщину стальных листов, мы получим подвод тепла при сварке на единицу толщины листа (далее HIPT), а регулируя НIРТ, мы получим эффект зацепления.
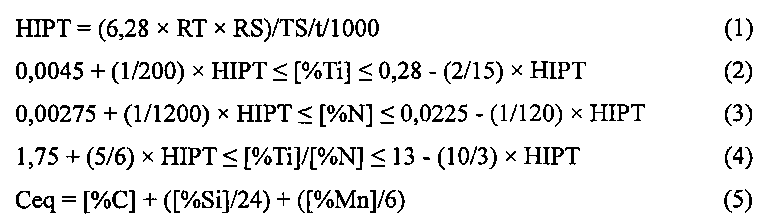
Следует отметить, что, как указано выше, НIРТ (кДж/мм2) можно рассчитать с помощью уравнения (1). В уравнении (1) используются следующие обозначения: RT - крутящий момент вращающегося инструмента (Нм); RS - скорость вращения вращающегося инструмента (об/мин); TS - скорость перемещения вращающегося инструмента в направлении сварки (мм/мин); и t - толщина стальных листов (мм):

Относительно компонентов материала стальных листов при сварке трением с перемешиванием с использованием вращающегося инструмента, авторы изобретения пришли к выводу (b), описанному ниже.
(b) Путем регулирования содержания компонентов стальных листов (в частности, Ti и N), мелкие частицы TiN можно диспергировать по объему стального листа, что обеспечивает улучшенную, равномерную вязкость материала в области сварки. Содержание Ti и N, требующееся для достижения данного эффекта, можно рассчитать, используя HIPT в качестве параметра.
Настоящее изобретение основано на данных выводах.
В частности, способ сварки трением с перемешиванием стальных листов согласно настоящему изобретению предусматривает: вставку вращающегося инструмента в область сварки стальных листов; перемещение вращающегося инструмента при его вращении и размягчение материала стальных листов за счет тепла, выделяющегося при трении вращающегося инструмента со стальными листами; перемешивание металла в размягченной области с помощью вращающегося инструмента таким образом, чтобы обеспечить пластическое течение металла, вращающийся инструмент содержит заплечик и штырь, расположенный на заплечике, и имеет общую ось вращения с заплечиком, причем, по меньшей мере, заплечик и штырь выполнены из материала более высокой твердости, чем твердость свариваемых стальных листов; причем:
подвод тепла при сварке HIРТ (кДж/мм2) на единицу длины стальных листов, рассчитываемый с помощью уравнения (1), поддерживается в диапазоне значений от 0,3 до 1,5, где скорость RS вращения вращающегося инструмента составляет от 100 об/мин до 1000 об/мин, крутящий момент RT вращающегося инструмента составляет от 50 Нм до 500 Нм, скорость TS перемещения вращающегося инструмента составляет от 10 мм/мин до 1000 мм/мин, и t (мм) толщина стальных листов, и
состав материала стальных листов содержит от 0,01 мас.% до 0,2 мас.% С, от 0,5 мас.% до 2,0 мас.% Μn, 0,6 мас.% или менее Si, 0,030 мас.% или менее Р, 0,015 мас.% или менее S и 0,0060 мас.% или менее О, а содержание титана Ti [%Ti] и азота Ν [%N] соответствует уравнениям (2)-(4) с использованием HIPT в качестве параметра; эквивалентное содержание углерода Ceq рассчитывается с помощью уравнения (5) по содержаниям [%С], [%Si] и [%Мn] при содержании С, Si и Μn, равном 0,5 мас.% или менее, и где остальное составляют железо Fe и случайные примеси:
где [%Х] - содержание элемента X (мас.%).
В предлагаемом изобретением способе сварки стальных листов трением с перемешиванием состав материала стальных листов, предпочтительно, дополнительно содержит, по меньшей мере, один элемент из нижесодержащей группы, состоящей из: Аl от 0,005 мас.% до 0,10 мас.% и V от 0,003 мас.% до 0,10 мас.%, и, кроме того, предпочтительно, содержит, по меньшей мере, один элемент из нижеуказанной группы, состоящей из: Сu от 0,05 мас.% до 1,0 мас.%, Ni от 0,05 мас.% до 1,0 мас.%, Сr от 0,05 мас.% до 0,50 мас.%, Мо от 0,02 мас.% до 0,50 мас.% и Nb от 0,003 мас.% до 0,050 мас.%.
Полезный эффект изобретения
Предлагаемый способ сварки стальных листов трением с перемешиванием согласно настоящему изобретению предотвращает локальное изменение тепловыделения и пластической деформации вследствие трения и обеспечивает возможность получения области сварки с равномерной и высокой пластичностью, обеспечивая, таким образом, значительный полезный эффект при промышленном применении.
Краткое описание чертежей
Ниже приводится описание настоящего изобретения со ссылками на прилагаемые чертежи, на которых:
фиг. 1 - схема (в разрезе) возможного взаимного расположения вращающегося инструмента и стальных листов при способе сварки согласно настоящему изобретению;
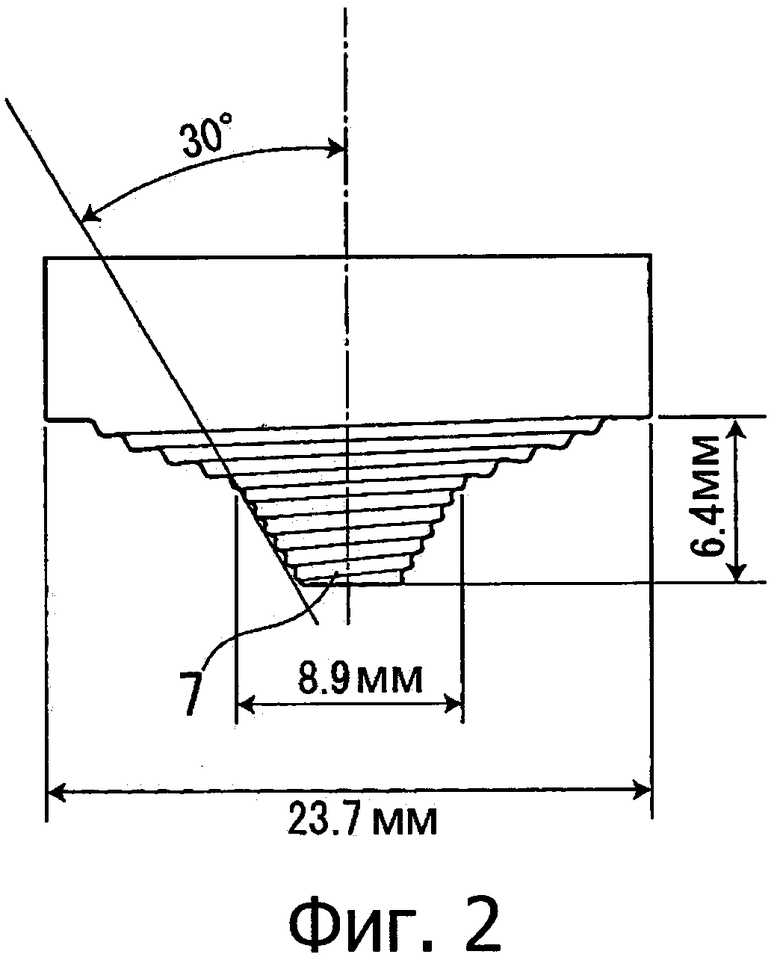
фиг. 2 - вид сбоку предпочтительного варианта исполнения вращающегося инструмента согласно настоящему изобретению;
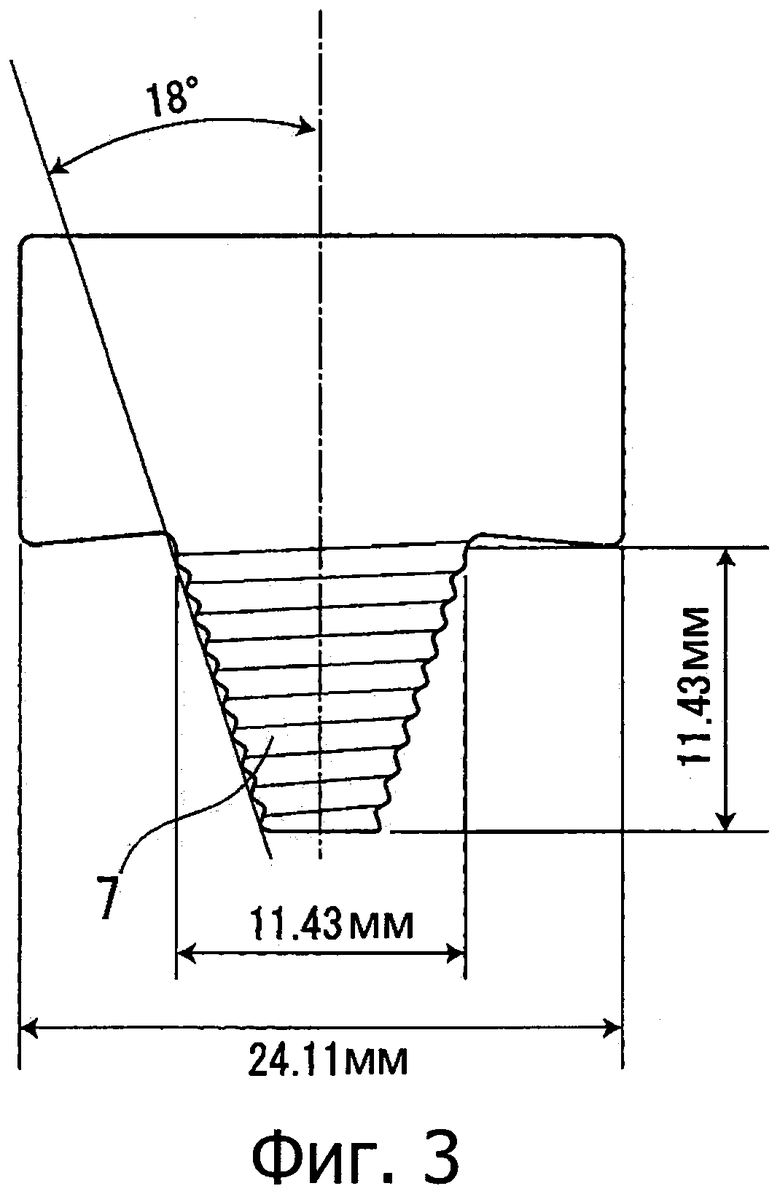
фиг. 3 - вид сбоку еще одного возможного предпочтительного варианта исполнения вращающегося инструмента согласно настоящему изобретению;
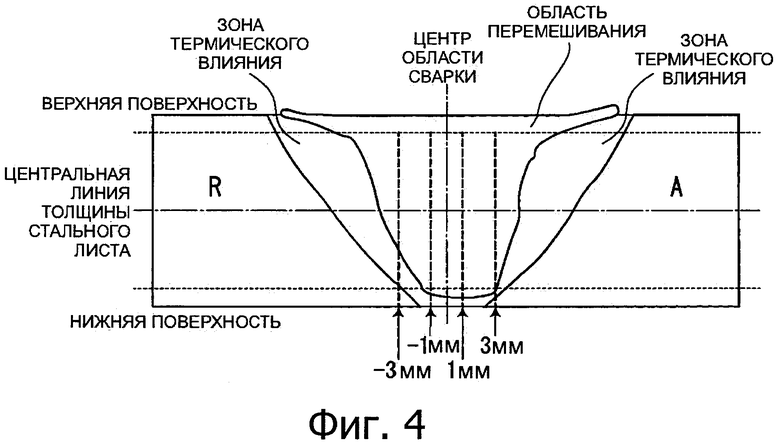
фиг. 4 - вид в разрезе, показывающий положение точек взятия образцов для анализа.
Описание вариантов осуществления изобретения
Ниже приводится подробное описание настоящего изобретения со ссылками на прилагаемые чертежи.
На фиг. 1 показана схема (в разрезе) возможного взаимного расположения вращающегося инструмента и стальных листов при способе сварки согласно настоящему изобретению. Вращающийся инструмент 1, совершающий вращение в направлении стрелки А и установленный по оси вращения 4, содержит заплечик 2 и штырь 3. Заплечик 2 и штырь 3 имеют одну и ту же ось вращения 4. По меньшей мере, заплечик 2 и штырь 3 вращающегося инструмента 1 выполнены из материала, обладающего более высокой твердостью, чем твердость стальных листов 5. Следует иметь в виду, что такими высокотвердыми материалами, предпочтительными для изготовления вышеуказанных элементов, являются поликристаллический кубический нитрид бора (ПКНБ), нитрид кремния (SiN4) или аналогичные материалы.
Процесс сварки стальных листов 5 согласно настоящему изобретению происходит следующим образом. При вставке вращающегося инструмента 1 в зону сварки стальных листов 5, которые должны быть сварены (называемую далее "областью сварки"), и перемещении вращающегося инструмента 1 в направлении стрелки В тепло, образующееся вследствие трения при вращении вращающегося инструмента 1, вызывает размягчение области 6 сварки стальных листов 5, а в результате вращения штыря вращающегося инструмента 1 происходят перемешивание и пластическое течение металла в области сварки, обеспечивающие сварку стальных листов за счет вращения вращающегося инструмента 1.
Ниже приведено описание режимов обработки при вышеописанном способе сварки трением с перемешиванием стальных листов 5 с помощью вращающегося инструмента 1.
Диапазон скоростей вращения вращающегося инструмента: от 100 об/мин до 1000 об/мин
Скорость вращения (RS) вращающегося инструмента 1 необходимо выбирать в соответствующем диапазоне, чтобы обеспечить тепловыделение вследствие трения между вращающимся инструментом 1 и областью сварки 6 стальных листов 5 с целью обеспечения пластического течения металла в данной области 6. При скоростях вращения ниже 100 об/мин невозможно получить достаточное тепловыделение и пластическое течение металла, что приводит к низкому качеству сварного шва. С другой стороны, при скоростях вращения выше 1000 об/мин происходит избыточное тепловыделение и чрезмерное пластическое течение металла, что приводит к возникновению заусенцев или дефектов в области сварки 6. Таким образом, это делает невозможным получение высокого качества области сварки 6. К тому же, при этом происходит чрезмерный нагрев вращающегося инструмента 1, что приводит к повышению вероятности поломки инструмента 1. Соответственно, скорость вращения вращающегося инструмента 1 необходимо выбирать в диапазоне от 100 об/мин до 1000 об/мин.
Диапазон значений крутящего момента вращающегося инструмента: от 50 Нм до 500 Нм
Крутящий момент (RT) вращающегося инструмента 1 необходимо выбирать в соответствующем диапазоне для обеспечения тепловыделения вследствие трения между вращающимся инструментом 1 и областью сварки 6 стальных листов 5 с целью обеспечения пластического течения металла в данной области 6. При крутящем моменте ниже 50 Нм невозможно получить достаточное тепловыделение и пластическое течение металла в области сварки, что приводит к низкому качеству сварного шва. Кроме того, при этом вращающийся инструмент 1 испытывает избыточную нагрузку в направлении сварки, что может привести к поломке инструмента 1. С другой стороны, при крутящем моменте выше 500 Нм происходят избыточное тепловыделение и чрезмерное пластическое течение металла, что приводит к возникновению заусенцев или дефектов в области сварки 6. Таким образом, это делает невозможным получение высокого качества области сварки 6. К тому же, при этом происходит чрезмерный нагрев вращающегося инструмента 1, что приводит к повышению вероятности поломки инструмента 1. Соответственно, крутящий момент вращающегося инструмента 1 следует выбирать в диапазоне значений от 50 Нм до 500 Нм.
Скорость перемещения вращающегося инструмента: от 10 мм/мин до 1000 мм/мин. С точки зрения повышения возможности использования способа сварки трением с перемешиванием, скорость перемещения (TS) вращающегося инструмента 1 предпочтительно выбирать более высокой, но для получения прочности области сварки 6 скорость перемещения необходимо выбирать в соответствующем диапазоне. При скорости перемещения ниже 10 мм/мин происходит избыточное тепловыделение, что приводит к укрупнению микроструктуры. Таким образом, в области сварки 6 происходит снижение пластичности, которая начинает изменяться в более широком диапазоне. С другой стороны, при скорости перемещения более 1000 мм/мин невозможно получить достаточное тепловыделение и пластическое течение металла, что приводит к снижению качества сварного шва. Кроме того, при этом вращающийся инструмент 1 испытывает избыточную нагрузку, что может привести к выходу из строя инструмента 1. Соответственно, скорость перемещения вращающегося инструмента 1 необходимо выбирать в диапазоне от 10 мм/мин до 1000 мм/мин.
Подвод тепла при сварке (НIРТ) на единицу толщины листа: от 0,3 кДж/мм2 до 1,5 кДж/мм2
Подвод тепла при сварке HIPT представляет собой величину, вычисляемую с помощью приведенного ниже уравнения (1). При подводе тепла при сварке HIPT менее 0,3 кДж/мм2 невозможно получить достаточное тепловыделение и пластическое течение металла в области сварки, что приводит к низкому качеству сварного шва. Кроме того, при этом вращающийся инструмент 1 испытывает избыточную нагрузку, что может привести к выходу из строя инструмента 1. И, наоборот, при подводе тепла при сварке HIPT более 1,5 кДж/мм2 происходит избыточное тепловыделение, приводящее к укрупнению микроструктуры. Таким образом, в области сварки 6 происходит снижение пластичности, которая начинает изменяться в более широком диапазоне. Соответственно, величину подвода тепла при сварке НIРТ необходимо выбирать в диапазоне от 0,3 кДж/мм2 до 1,5 кДж/мм2. В приведенном ниже уравнении (1) параметр t обозначает толщину (мм) стальных листов 5:
Следует обратить внимание, что на штыре 3 вращающегося инструмента 1 может быть выполнен спиральный выступ (далее "спираль"). С помощью спирали обеспечивается надежное перемешивание металла в области размягчения стальных листов 5, благодаря чему достигается стабильное пластическое течение металла.
Ниже приводится описание компонентов стальных листов, для сварки которых применяется способ согласно настоящему изобретению.
С: от 0,01 мас.% до 0,2 мас.%
Углерод (С) является элементом, который повышает прочность стального листа. Для того чтобы сталь обладала необходимой прочностью, содержание С должно составлять 0,01 мас.% или более. Однако при содержании С более 0,2 мас.% снижаются вязкость и обрабатываемость стального листа. Соответственно, содержание С выбирают в диапазоне от 0,01 мас.% до 0,2 мас.%. Предпочтительная величина содержания С составляет от 0,04 мас.% до 0,16 мас.%.
Μn: от 0,5 мас.% до 2,0 мас.%
Марганец (Μn) является элементом, который повышает прочность стального листа. Для того чтобы сталь обладала необходимой прочностью, содержание Μn должно составлять 0,5 мас.% или более. Однако при содержании Μn более 2,0 мас.% из-за воздушного охлаждения после прокатки в процессе производства стального листа образуется смешанная феррито-бейнитная микроструктура, что приводит к снижению его вязкости. Соответственно, содержание Μn устанавливают в диапазоне от 0,5 мас.% до 2,0 мас.%. Предпочтительная величина содержания Μn составляет от 1,0 мас.% до 1,7 мас.%.
Si: 0,6 мас.% или менее
Кремний (Si) является элементом, который увеличивает прочность стального листа, но при содержании Si выше 0,6 мас.% резко снижается вязкость в области сварки. Соответственно, содержание Si устанавливают равным 0,6 мас.% или менее. И, наоборот, при содержании Si менее 0,05 маc.% не достигается достаточная прочность стальных листов. Таким образом, предпочтительная величина содержания Si составляет от 0,05 мас.% до 0,6 мас.%.
Р: 0,030 мас.% или менее
Поскольку фосфор (Р) является элементом, который уменьшает прочность стального листа, содержание Ρ желательно уменьшать, насколько это возможно. Содержание фосфора до 0,030 мас.%, однако, является приемлемым. Соответственно, содержание Ρ выбирают равным 0,030 мас.% или менее. Однако снижение содержания Ρ до значений менее 0,001 мас.% будет приводить к повышению трудоемкости процесса очистки материалов стальных листов для сварки. Таким образом, предпочтительная величина содержания Ρ составляет от 0,001 мас.% до 0,030 мас.%.
S: 0,015 мас.% или менее
Сера (S) в стальных листах присутствует, главным образом, в виде сернокислого марганца MnS и является элементом, который влияет на измельчение микроструктуры материала стального листа в процессе прокатки. Однако при содержании S более 0,015 мас.% снижается вязкость стального листа. Соответственно, содержание S выбирают равным 0,015 мас.% или менее. Однако снижение содержания S до значений менее 0,004 мас.% будет приводить к повышению трудоемкости процесса очистки материалов стальных листов для сварки. Таким образом, предпочтительная величина содержания S составляет от 0,004 мас.% до 0,015 мас.%.
О: 0,0060 мас.% или менее
При содержании О более 0,0060 мас.% в стальном листе происходит образование неметаллических включений, что приводит к снижению вязкости и чистоты стального листа. Соответственно, содержание О выбирают равным 0,0060 мас.% или менее. Однако снижение содержания О до значений менее 0,0003 мас.% будет приводить к повышению трудоемкости процесса очистки материалов стальных листов для сварки. Таким образом, предпочтительная величина содержания О составляет от 0,0003 мас.% до 0,0060 мас.%.
Ti: от (0,0045+(1/200)×НIРТ) до (0,28-(2/15)×HIPT) мас.%
Титан (Ti) в стальном листе присутствует, главным образом, в виде нитрида титана TiN и является элементом, эффективно способствующим уменьшению кристаллических зерен. TiN подавляет рост аустенитных зерен вследствие нагрева стального листа в процессе производства и присутствует в аустенитных зернах в диспергированном виде. Если в качестве дополнительного элемента в сплаве присутствует ванадий V, TiN становится ядром VN и способствует выделению VN. В процессе сварки трением с перемешиванием тепло, выделяющееся при трении, и пластическое течение металла под действием трения являются не равномерными, а скорее, локально изменяющимися. Таким образом, верхний и нижний пределы содержания Ti (мас.%), являющиеся эффективными для повышения вязкости материала в области сварки, определяют с использованием НIРТ в качестве параметра. В частности, содержание Ti [% Ti] устанавливается в диапазоне, удовлетворяющем приведенному ниже уравнению:

N: от (0,00275+(1/1200)×HIPT) до (0,0225-(1/120)×HIPT) мас.%
Азот (Ν) в стальных листах соединяется с Ti и V, образуя TiN и VN, и является элементом, эффективно способствующим измельчению кристаллических зерен. Эти нитриды подавляют рост аустенитных зерен при нагревании стального листа в процессе производства, а также становятся вторичным ядром феррита, что способствует образованию феррита. Влияние TiN уже было описано выше. VN выделяется внутри ферритных зерен после трансформации феррита в процессе производства стального листа и повышает прочность стального листа. Таким образом, VN может повышать прочность стального листа без интенсивного водяного охлаждения при охлаждении после прокатки. В результате могут быть получены однородные характеристики стального листа по его толщине, и в направлении толщины листа, что обеспечивает уменьшение остаточных напряжений и остаточной деформации. В процессе сварки трением с перемешиванием тепло, выделяющееся при трении, и пластическое течение металла под действием трения являются не равномерными, а скорее, локально изменяющимися. Таким образом, верхний и нижний пределы содержания N (мас.%), являющиеся эффективными для повышения вязкости материала в области сварки, определяют с использованием HIРТ в качестве параметра. В частности, содержание Ν [%N] устанавливается в диапазоне, удовлетворяющем приведенному ниже уравнению:

[%Ti]/[%N]: от (1,75+(5/6)×HIPT) до (13-(10/3)×HIPT).
Когда отношение [%Ti]/[%N] содержания Ti [%Ή] к содержанию азота Ν [%Ν] становится ниже определенного значения, в стальном листе возрастает содержание свободного азота Ν, что ухудшает обрабатываемость стального листа и приводит к деформационному старению. Однако если вышеуказанное отношение становится выше определенного значения, образуется карбид титана TiC, что приводит к снижению вязкости стальных листов. В процессе сварки трением с перемешиванием тепло, выделяющееся при трении, и пластическое течение металла под действием трения являются не равномерными, а скорее, локально изменяющимися. Таким образом, верхний и нижний пределы отношения [%Ti]/[%N], являющиеся эффективными для повышения вязкости материала в области сварки, определяют с использованием HIPT в качестве параметра. В частности, отношение [%Ti]/[%N] устанавливается в диапазоне, удовлетворяющем приведенному ниже уравнению:

Ceq: 0,5 мас.% и менее
Эквивалентное содержание углерода Ceq определяется приведенным ниже уравнением (5) и рассчитывается по значениям содержания С, Si и Mn ([%С], [%Si] и [%Мn]). При Ceq выше 0,5 мас.% чрезмерно возрастает закаливаемость и уменьшается вязкость в области сварки. Соответственно, эквивалентное содержание углерода Ceq выбирают равным 0,5 мас.% или менее. И, наоборот, при снижении Ceq ниже 0,1 мас.% закаливаемость становится недостаточной, и, вследствие укрупнения микроструктуры, снижается вязкость. Таким образом, предпочтительное значение Ceq выбирают в диапазоне от 0,1 мас.% до 0,5 мас.%

Состав материала стальных листов, к которому является применимым настоящее изобретение, помимо основных вышеописанных компонентов, также включает компоненты, указанные ниже.
Аl: от 0,005 мас.% до 0,10 мас.%
Алюминий (Аl) необходимо добавлять в количестве 0,005 мас.% или более для раскисления в процессе очистки материалов стальных листов для сварки. Однако при введении Аl в количестве более 0,10 мас.% рост кривой эффективности окисления останавливается. Соответственно, предпочтительную величину содержания Аl выбирают в диапазоне от 0,005 мас.% до 0,10 мас.%.
V: от 0,003 мас.% до 0,10 мас.%
Во время охлаждения после прокатки в процессе производства стальных листов V выделяется в виде VN в зернах аустенита, а феррит выделяется с этим VN как вторичное ядро. Таким образом, V способствует очистке кристаллических зерен и повышает вязкость стальных листов. Кроме того, VN выделяется внутри ферритных зерен после трансформации феррита в и повышает прочность стального листа. Следовательно, прочность стальных листов 5 можно повысить без проведения интенсивного водяного охлаждения в процессе охлаждения после прокатки. В результате характеристики стального листа по его толщине могут быть сделаны однородными, что обеспечивает уменьшение остаточных напряжений и остаточной деформации. При содержании V менее 0,003 мас.% эти эффекты не достигаются. Однако при содержании V более 0,10 мас.% снижается вязкость стального листа. Соответственно, предпочтительную величину содержания V выбирают в диапазоне от 0,003 мас.% до 0,10 мас.%. Более предпочтительным является диапазон содержания V: от 0,05 мас.% до 0,10 мас.%, по меньшей мере, один элемент из группы, включающей в себя: Сu: от 0,05 мас.% до 1,0 мас.%, Ni: от 0,05 мас.% до 1,0 мас.%, Сr: от 0,05 мас.% до 0,50 мас.%, Мо: от 0,02 мас.% до 0,50 мас.% и Nb: от 0,003 мас.% до 0,050 мас.%.
Сu, Ni, Сr, Мо и Nb все являются элементами, улучшающими закаливаемость стального листа, а также улучшающими измельчение TiN и VN благодаря снижению критической точки превращения Аr3. При снижении критической точки превращения Аr3 происходит измельчение ферритных зерен, и в результате синергетического эффекта совместно с усилением интенсивности осаждения нитрата ванадия VN может быть достигнуто дополнительное повышение прочности стального листа. Такой эффект не наблюдается для Сu в количестве 0,05 мас.% или менее, Ni в количестве 0,05 мас.% или менее, Сr в количестве 0,05 мас.% или менее, Mo в количестве 0,02 мас.% или менее, или Nb в количестве 0,003 мас.% или менее. И, наоборот, если эти элементы будут присутствовать в избытке, критическая точка превращения Аr3 снижается слишком сильно, в результате чего получается сталь с преобладающей бейнитной микроструктурой. Повышение прочности стали ведет к снижению вязкости. Отдельное изучение влияния каждого элемента показывает, что: если содержание Си превышает 1,0 мас.%, ухудшается обрабатываемость стального листа в горячем состоянии; если содержание Ni выше 1,0 мас.%, возрастают затраты на производство стальных листов; если содержание Сr выше 0,50 мас.%, ухудшается вязкость; если содержание Mo выше 0,50 мас.%, ухудшается вязкость; и если содержание Nb выше 0,050 мас.%, также ухудшается вязкость. Таким образом, предпочтительными диапазонами значений содержания являются: от 0,05 мас.% до 1,0 мас.% для Сu, от 0,05 мас.% до 1,0 мас.% для Ni, от 0,05 мас.% до 0,50 мас.% для Сr, от 0,02 мас.% до 0,50 мас.% для Mo, и от 0,003 мас.% до 0,050 мас.% для Nb.
Необходимо отметить, что все компоненты материала стальных листов, помимо вышеуказанных элементов и железа (Fe), являются случайными примесями.
ПРИМЕРЫ
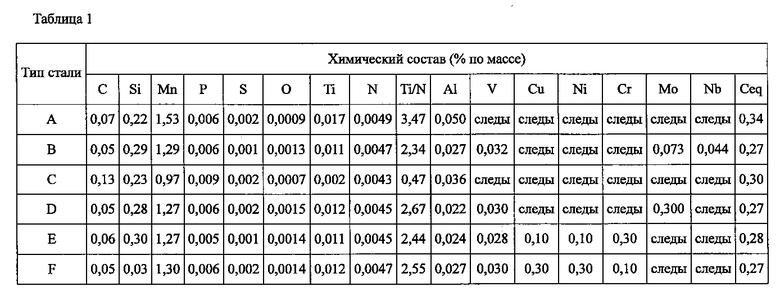
Была произведена сварка трением с перемешиванием по технологии, проиллюстрированной на фиг. 1, стальных листов толщиной 6 мм и 12 мм, в состав которых входили компоненты, указанные в таблице 1. Стыковой шов стальных листов представлял собой шов без скоса кромок (так называемая "разделка без скоса кромок") с состоянием поверхности как для фрезерования, а сварка трением с перемешиванием производилась односторонним однократным проходом.
При сварке использовался вращающийся инструмент, изготовленный из поликристаллического кубического нитрида бора (ПКНБ). В процессе сварки область сварки была защищена аргоном для предотвращения окисления в области сварки. При сварке трением с перемешиванием стальных листов толщиной 6 мм используемый вращающийся инструмент имел заплечик с выпуклым профилем, содержащий спираль 7, и штырь также содержал спираль 7 (см. фиг. 2). Угол наклона α был выбран равным 0° (т.е. ось вращения 4 была расположена перпендикулярно). При сварке трением с перемешиванием стальных листов толщиной 12 мм используемый вращающийся инструмент имел заплечик с вогнутым профилем без спирали, а штырь также содержал спираль 7 (см. фиг. 3). Угол наклона α был установлен равным 3,5°. Угол наклона α - это угол между осью вращения 4 и линией, перпендикулярной поверхности стального листа 5.
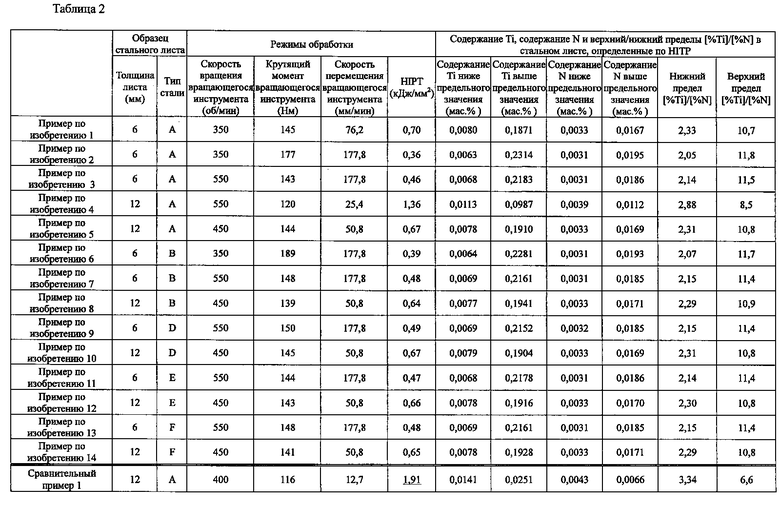
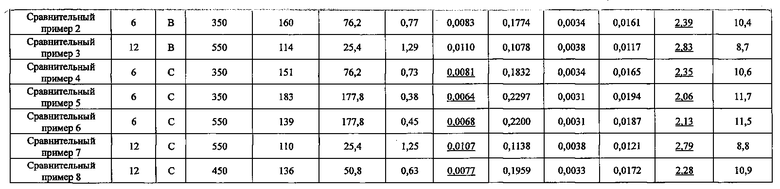
В таблице 2 приведены сочетания стальных листов и режимов обработки. Приведенные в таблице 2 примеры с 1 по 14 настоящего изобретения являются примерами, которые отвечают условиям настоящего изобретения. Сравнительный пример 1 представляет собой способ осуществления, при котором HIРТ выходит из диапазона настоящего изобретения. Сравнительные примеры 2 и 3 являются способами осуществления, при которых отношение [%Ti]/[%N] выходит из диапазона настоящего изобретения. Сравнительные примеры 4-8 являются способами осуществления, при которых содержание Ti и отношение [%Ti]/[%N] выходят из диапазона настоящего изобретения.
От полученного таким образом шва были взяты образцы шириной 5 мм, подразмер №3 в соответствии с требованиями Японского промышленного стандарта JIS Z2202(1998), и с помощью метода, предписываемого Японским промышленным стандартом JIS Z2242, были проведены испытания образцов на ударную вязкость по Шарпи. Как показано на фиг. 4, образцы были получены путем срезания верхней и нижней поверхностей сварного шва, таким образом, чтобы линия середины толщины образца совпадала с линией середины толщины стального листа. Принимая центр области сварки за начало координат, на каждом образце были сделаны метки в четырех точках: -3 мм, -1 мм, 1 мм и 3 мм; при этом координатам на задней стороне (обозначена буквой "R" на фиг. 4) присваивался знак «-», а координатам на передней стороне (обозначена буквой "А" на фиг. 4) присваивался знак "+".
Испытание данных образцов на ударную вязкость по Шарпи производилось при температуре - 40°С и определялась энергия поглощения. Полученные результаты приведены в таблице 3. Следует отметить, что полученные значения величины поглощения энергии были преобразованы в значения, соответствующее поглощению энергии в полноразмерном образце шириной 10 мм, и значения энергии поглощения, приведенные в таблице 3, в 1,5 раза больше значений, которые были получены при испытании образцов уменьшенного размера шириной 5 мм.
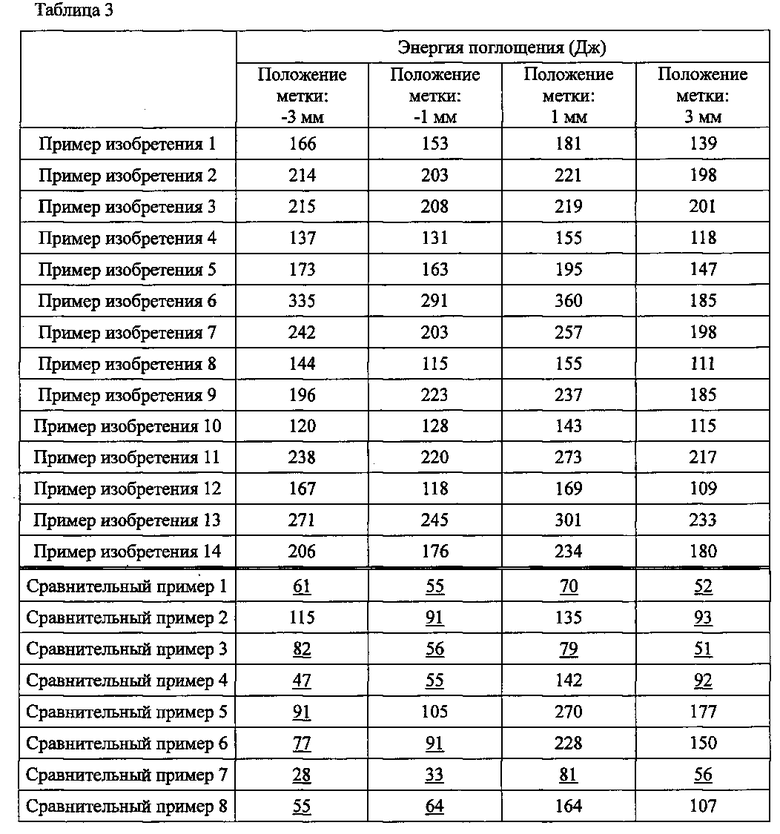
Как видно из таблицы 3, в способах изобретения 1-14 энергия поглощения образцов с различными местами расположения точек метки составляла 100 Дж и более.
И, наоборот, в сравнительных примерах 1-8 для некоторых меток энергия поглощения составляла 100 Дж и более, но в большинстве случаев была менее 100 Дж.
Сравнивая способ 2 по изобретению и сравнительный пример 6, у которых энергия поглощения образца для положения метки 1 мм была приблизительно одинаковой, видно, что разность между максимальным и минимальным значением энергии поглощения для способа по изобретению 2 составляла 23 Дж в 4 образцах с различными положениями меток, в то время как в сравнительном примере 6 эта разность составляла 151 Дж, т.е. изменение было уже гораздо больше, чем в примере 2 по изобретению. Далее, сравнивая способ 8 и по изобретению сравнительный пример 8, у которых значения энергии поглощения образцов с положением метки 3 мм были приблизительно одинаковыми, видно, что разность между максимальным и минимальным значениями энергии поглощения в способе 8 по изобретению составляла 44 Дж в 4 образцах с различными положениями меток, в то время как в сравнительном примере 8 эта разность составляла 100 Дж, т.е. изменение было гораздо шире, чем в способе 8 по изобретению.
Как уже указывалось выше, было подтверждено, что в предлагаемом способе сварки с перемешиванием стальных листов согласно настоящему изобретению можно предотвратить локальное изменение тепла и пластическое течение материала за счет трения, благодаря чему становится возможным формирование области сварки с хорошей и равномерной пластичностью.
Перечень ссылочных позиций
1: Вращающийся инструмент
2: Заплечик
3: Штырь
4: Ось вращения
5: Стальной лист
6: Область сварки
7: Спираль
Способ может быть использован при сварке стальных листов трением с перемешиванием. Для вращающегося инструмента скорость вращения RS устанавливают равной 100-1000 об/мин. Крутящий момент RT устанавливают равным 50-500 Нм. Скорость перемещения TS устанавливают равной 10-1000 мм/мин. Подвод тепла при сварке HIPT (кДж/мм2) регулируют таким образом, чтобы он равнялся от 0,3 до 1,5. Материал свариваемых стальных листов содержит, мас.%: от 0,01 до 0,2 С; от 0,5 до 2,0 Μn; 0,6 или менее Si; 0,030 или менее Р; 0,015 или менее S и 0,0060 или менее О. Содержание титана Ti [%Ti] и азота Ν [%N] ограничивают в зависимости от величины HIPT. Эквивалентное содержание углерода Ceq составляет 0,5 мас.% или менее, а остальное составляют железо и случайные примеси. Способ обеспечивает предотвращение локального изменения тепла, выделяющегося вследствие трения и создаваемой трением пластической деформации, что обеспечивает однородную и хорошую вязкость в области сварки. 2 з.п. ф-лы, 4 ил., 3 табл.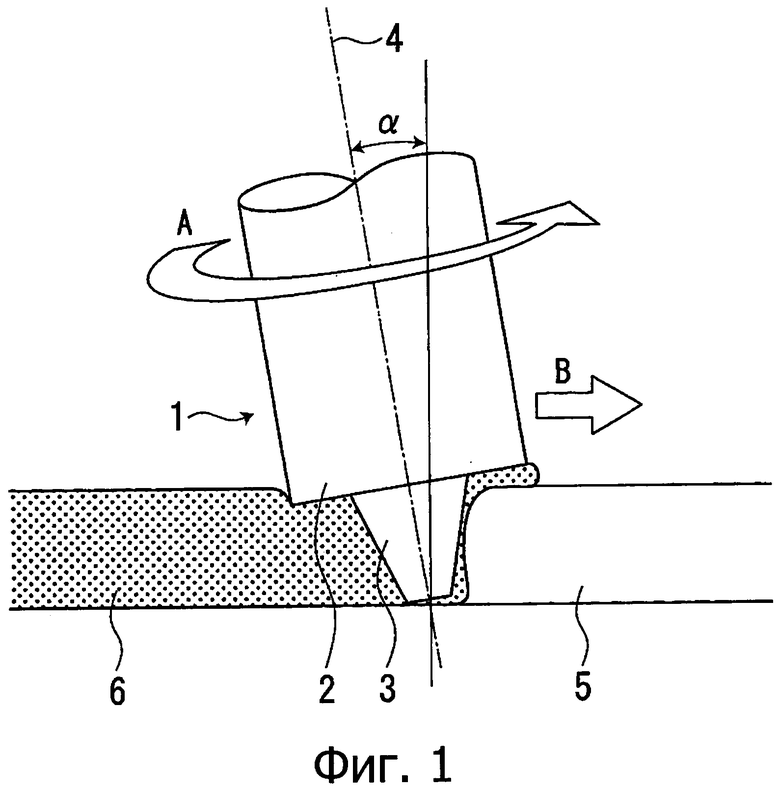
1. Способ сварки стальных листов трением с перемешиванием, включающий введение в область сварки стальных листов вращающегося инструмента, содержащего заплечик и штырь, расположенный на заплечике и имеющий общую ось вращения с заплечиком, причем, по меньшей мере, заплечик и штырь выполнены из материала с более высокой твердостью, чем твердость свариваемых стальных листов, перемещение вращающегося инструмента при его вращении, обеспечивающем размягчение материала стальных листов за счет тепла, выделяющегося при трении вращающегося инструмента со стальными листами, и перемешивание металла в размягченной области за счет пластического течения металла, причем подвод тепла при сварке HIPT (кДж/мм2) на единицу длины стальных листов регулируют таким образом, чтобы он находился в диапазоне значений от 0,3 до 1,5, и рассчитывают с помощью уравнения:

где RS - скорость вращения вращающегося инструмента, которая составляет от 100 об/мин до 1000 об/мин;
RT - крутящий момент вращающегося инструмента, который составляет от 50 Нм до 500 Нм;
TS - скорость перемещения вращающегося инструмента, которая составляет от 10 мм/мин до 1000 мм/мин;
t - толщина стальных листов, мм, и
состав материала стальных листов для сварки содержит: от 0,01 мас.% до 0,2 мас.% С; от 0,5 мас.% до 2,0 мас.% Mn; 0,6 мас.% или менее Si; 0,030 мас.% или менее Р; 0,015 мас.% или менее S и 0,0060 мас.% или менее О, содержание титана Ti [%Ti] и азота N [%N] рассчитывают с использованием HIPT в качестве параметра по уравнениям:

эквивалентное содержание углерода Ceq составляет от 0,1 мас.% до 0,5 мас.% и его рассчитывают по содержаниям [%С], [%Si] и [%Mn], представляющим собой содержания С, Si и Mn, остальное составляют железо Fe и случайные примеси, с помощью уравнения:

где [%Х] - содержание элемента X (мас.%).
2. Способ сварки стальных листов трением с перемешиванием по п. 1, отличающийся тем, что состав материала стальных листов дополнительно содержит, по меньшей мере, один элемент, выбранный из группы: A1: от 0,005 мас.% до 0,10 мас.% и V: от 0,003 мас.% до 0,10 мас.%.
3. Способ сварки стальных листов трением с перемешиванием по п. 1 или 2, отличающийся тем, что состав материала стальных листов дополнительно содержит, по меньшей мере, один элемент, выбранный из группы: Cu: от 0,05 мас.% до 1,0 мас.%; Ni: от 0,05 мас.% до 1,0 мас.%; Cr: от 0,05 мас.% до 0,50 мас.%; Мо: от 0,02 мас.% до 0,50 мас.% и Nb: от 0,003 мас.% до 0,050 мас.%.
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| СПОСОБ ФРИКЦИОННОЙ СВАРКИ С ПЕРЕМЕШИВАНИЕМ МАТЕРИАЛА ЗАГОТОВОК (ВАРИАНТЫ) | 2005 |
|
RU2289496C1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ И НЕРАСХОДУЕМЫЙ ЩУП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2126738C1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2277465C1 |

