Изобретение относится к машиностроение и предназначено для автоматизации процесса электронно-лучевой сварки.
Целью изобретения является повышение качества формирования сварного соединения за счет снижения пульсаций глубины проплавления в корне шва с несквозным проплавлением.
Способ состоит в том, что электронный пучок в процессе сварки в момент изменения глубины проплавления ( Утка проплавления) в большую сторону по отношению к заданной в самом начале процесса отклоняется из зоны- образования пика по информации от датчика проплавления в направлении, обратном направлению сварки только в момент изменения интенсивности тормозного рентгеновского излучения на 5-10% от первоначального значения. Способ повышает качество формирова- ния сварного соединения путем снижения пульсаций глубины проплавления в корне шва. Изменение интенсивности рентгеновского излучения из Зоны сварки менее чем на 5% может быть .обусловлено не только гидродинамическими процессами в канале проплавле- нин, но и взаимодействием электронного пучка с паровой фазой, что не является определяющим в изменении глубины проплавления, а изменение более 10% приводит к значительным пульсациям корня шва. Затем электронный пучок возвращается в исходное состояние
О СЛ
ел J ю
со
после изменения сигнала датчика при заданной установившейся глубине проп- лавления без нарушения общего теплового баланса сварной ванны.
Установлено, что при фиксировании изменения интенсивности тормозного рентгеновского излучения менее 5% по сравнению с первоначальным значением не происходит заметных колебаний глубины проплавления.
При изменении на 5% появляются отдельные отклонения глубины проплавления от 0,8 до 2 мм.
При изменении интенсивности тормозного рентгеновского излучения на 10% от первоначального значения колебания глубины проплавления составляли до 5 мм, а при увеличении свыше 109; колебания глубины проплавления составляли 5,8 - 6 мм и более.
Поэтому для диапазона отклонений пучка в сторону, противоположи з направлению сварки, и был выбран интервал изменения рентгеновского излучения на 5-1°% для повышения качества формирования сварного соединения путем снижения пульсаций глубины проплавления в корне шва.
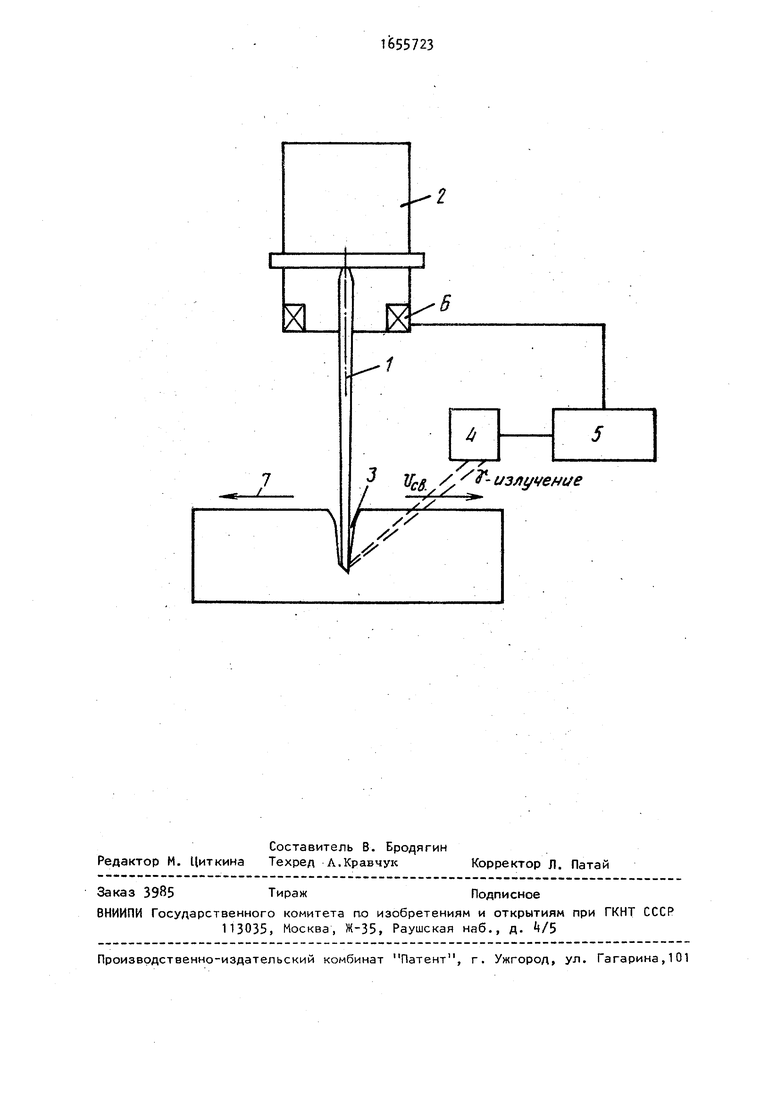
Способ поясняется чертежом.
Электронный пучок 1, формируемый сварочной пушкой 2t производит проп- лавление металла с образованием сварочной ванны 3 Тормозное рентгеновс- кое излучение из сварочной ванны 3 регистрируется датчиком , сигнал с которого после преобразования в логическом устройстве 5 подается на откло няющуюсн систему электронно-лучевой пушки 6, которая в момент образования пика глубины проплавления, сопровождающийся изменением интенсивности рентгеновского излучения, фиксируемого датчиком, отклоняет пучок электронов в направлении, обратном направлению 7 сварки, предотвращая дальнейшее проплавление металла в мес те образования пика проплавления на 5-10% от первоначального значения, после чего происходит возвращение сигнала датчика рентгеновского излучения в установившееся состояние. Затем электронный пучок возвращается в исходное положение путем отключения отклоняющей системы пушки t логическим устройством 5. Такой режим работы системы автоматически повторяется каждый раз при изменении глу
бины проплавления, предотвращая появление пиков проплавления.
При использовании отклонения электронного пучка из зоны образования пика в самом начале этого процесса в направлении, обратном направлению сварки, только в момент изменения интенсивности тормозного рентгеновского излучения на 5-10% от первоначального значения существенно повышается качество сварного шва за счет снижения пульсаций глубины проплавления в корне шва.
П р и м е р. Способ опробован при электронно-лучевой сварке стали 12Х18Н10Т толщиной до 28 мм на установке типа У-25С. Параметры сварки:
5
0
. 0 5
0
5
U,
ус к
зо KB, ini|Nfcn -- MA, v,
с«
15 м/ч, частота колебаний пучка в сторону, обратную- направлению сварки,
составляет f , время выдерж - отм ки пучка в отклоненном положении
порядка 27 мкс.
Технические преимущества изобретения следующие: повышение качества формирования сварного соединения путем уменьшения пульсаций глубины проплавления и снижения количества дефектов в корне шва; повышение надежности стабилизации и контроля глубины проплавления и простота его осуществления; применение способа для сварки не только тонколистовых конструкций, но также средних и больших толщин; использование любого типа электронно-лучевой пушки, не требующей наличия частотной модуляции тока пучка; снижения затрат и уменьшение брака сварки. Формула изобретения
Способ стабилизации и контроля глубины проплавления при электроннолучевой сварке, заключающийся в том, что регистрируют интенсивность тормозного рентгеновского излучения из зоны сварки, в зависимости от этой величины регулируют параметры электронного пучка, отличаю щийся тем, что, с целью повышения качества формирования сварного соединения путем снижения пульсаций глубины проплавления в корне шва, отклоняют электронный пучок в направлении, обратном направлению сварки в момент изменения интенсивности тормозного рентгеновского излучения на 5-10% от первоначального значения.
И
1

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ стабилизации глубины проплавления в процессе лучевой сварки по рентгеновскому излучению | 1986 |
|
SU1504041A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1995 |
|
RU2113954C1 |
| Способ электронно-лучевой сварки и устройство для его осуществления | 1984 |
|
SU1260142A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2013 |
|
RU2547367C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ РАЗНОРОДНЫХ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2013 |
|
RU2534183C1 |
| Способ стабилизации глубины проплавления | 1986 |
|
SU1504040A1 |
| Способ контроля канала проплавления при электронно-лучевой сварке | 1987 |
|
SU1433690A1 |
| СПОСОБ ЭЛЕКТРОННОЛУЧЕВОЙ СВАРКИ | 2012 |
|
RU2522670C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2023557C1 |
| Способ электронно-лучевой сварки и устройство для его осуществления | 1987 |
|
SU1442348A1 |
Изобретение относится к машиностроению и предназначено для автоматизации электронно-лучевой сварки. Цель изобретения - повышение качества формирования сварного соединения путем снижения пульсаций глубины проставления в корне шва с несквозным проплавлением. Электронный пучок по сигналу датчика, который регистрирует интенсивность импульсного рентгеновского излучения, отклоняют из зоны образования пика. Направление отклонения выбирают обратным направлению сварки, причем только в момент изменения интенсивности рентгеновского излучения на 5-1 и% от первоначального значения. Затем электронный пучок возвращают по изменению сигнала датчика в устойчивое состояние без нарушения общего теплового баланса ванны. Способ позволяет стабилизировать качество сварки на любой электронно-лучевой установке, так как не требуется частотной модуляции тока пучка. 1 ил. СО
../
Г
Uc6. // -излучение
УХ
2
| Патент США Г 3780256, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| ( СПОСОБ СТАБИЛИЗАЦИИ И КОНТРОЛЯ ГЛУБИНЫ ПРОПЛАВЛЕНИЯ ПРИ ЭЛЕКТРОННОЛУЧЕВОЙ СВАРКЕ | |||
