ел
О)
сд
сг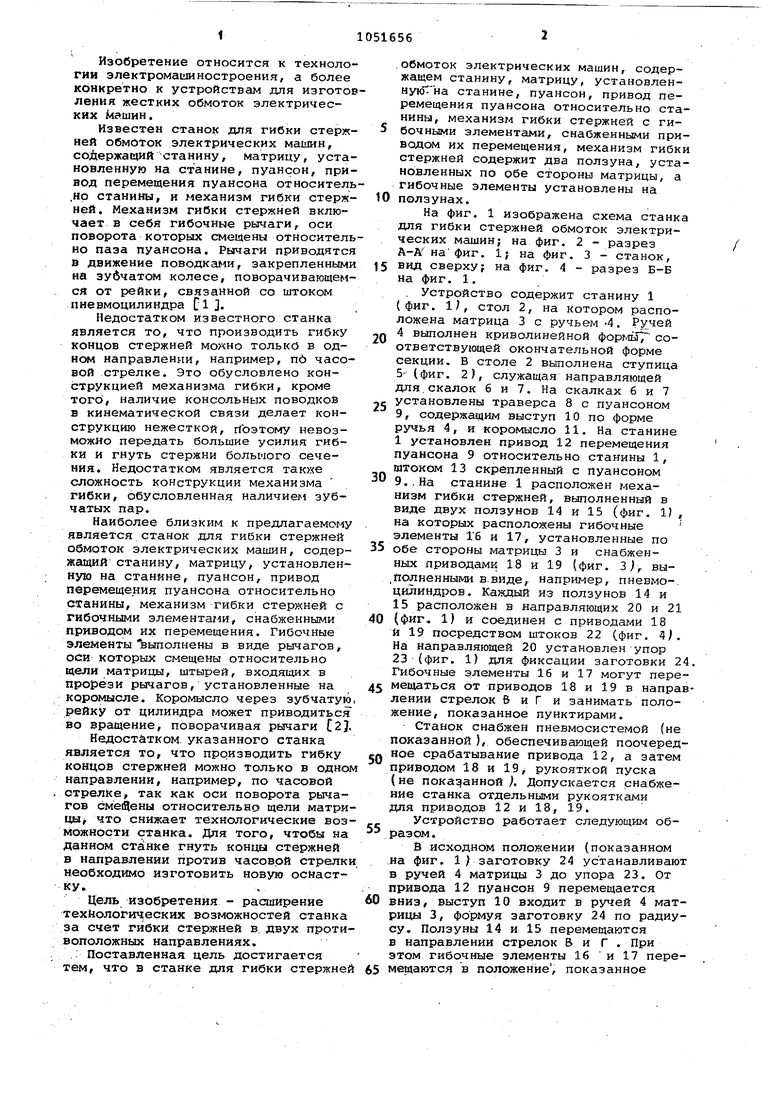
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ГИБКИ ПРЯМОУГОЛЬНЫХ ТРУБ | 2007 |
|
RU2354479C1 |
| ЛШИНА ДЛЯ ГИБКИ ДЕТАЛЕЙПд"::::';';'] | 1971 |
|
SU290633A1 |
| Станок для двусторонней гибки труб | 1987 |
|
SU1523215A1 |
| ГИБОЧНЫЙ ЭЛЕКТРОМАГНИТНЫЙ СТАНОК | 2006 |
|
RU2317871C1 |
| Способ и устройство для гибки тонколистового металла | 2017 |
|
RU2638465C1 |
| Автомат для изготовления заготовок одновитковых секций обмоток электрических машин | 1979 |
|
SU884046A1 |
| Станок для гибки проката | 1976 |
|
SU642046A1 |
| Станок для пробивки в ленте отверстий и последующей намотки ее в рулон | 1979 |
|
SU1114322A3 |
| Трубогибочный станок | 1980 |
|
SU940912A1 |
| Станок для изготовления змеевиков | 1981 |
|
SU967612A1 |

Изобретение относится к технологии электромашиностроения, а более конкретно к устройствам для изготовления жестких обмоток электрических Машин.
Известен станок для гибки стержней обмоток электрических машин, содержас1Ий станину, матрицу, установленную на станине, пуансон, привод перемещения пуансона относительно станины, и механизм гибки стержней , Механизм гибки стержней включает в себя гибочные рычаги, оси поворота которых смещены относительно паза пуансона. Рычаги приводятся в движение поводками, закрепленными на зубчатом колесе, поворачивающемся от рейки, связанной со штоком пневмоцилиндра Cl .
Недостатком известного станка является то, что производить гибку концов стержней можно только в однсм направлении, например, п6 часовой стрелке. Это обусловлено конструкцией механизма гибки, кроме того, наличие консольных поводков в кинематической связи делает конструкцию нежесткой, лоэтому невозможно передать большие усилия гибки и гнуть стержни большого сечения. Недостатком является такие сложность конструкции механизма гибки, обусловленная наличием зубчатых пар.
Наиболее близким к пpeдлaгaeмo 1y является станок для гибки стержней обмоток электрических машин, содержащий станину, матрицу, установленную на станине, пуансон, привод перемещения пуансона относительно станины, механизм гибки стержней с гибочными элементаг1И, снабженными приводом их перемещения. Гибочные элементывыполнены в виде рычагов, оси которых смещены относительно щели матрицы, штырей, входящих в прорези рычагов, установленные на коромысле. Коромысло через зубчатую рейку от цилиндра может приводиться во вращение, поворачивая рычаги C2J.
Недостатком указанного станка является то, что производить гибку концов стержней можно только в одном направлении, например, по часовой стрелке, так как оси поворота рычагов сме|3ены относительно щели матрицы что снижает технологические возможности станка. Для того, чтобы на данном станке гнуть концы стержней в направлении против часовой стрелки необходимо изготовить новую осиастку
Цель изобретения - расширение техйологических возможностей станка за счет гибки стержней в. двух противоположных направлениях.
.. Поставленная цель достигается тем, что в станке для гибки стержней
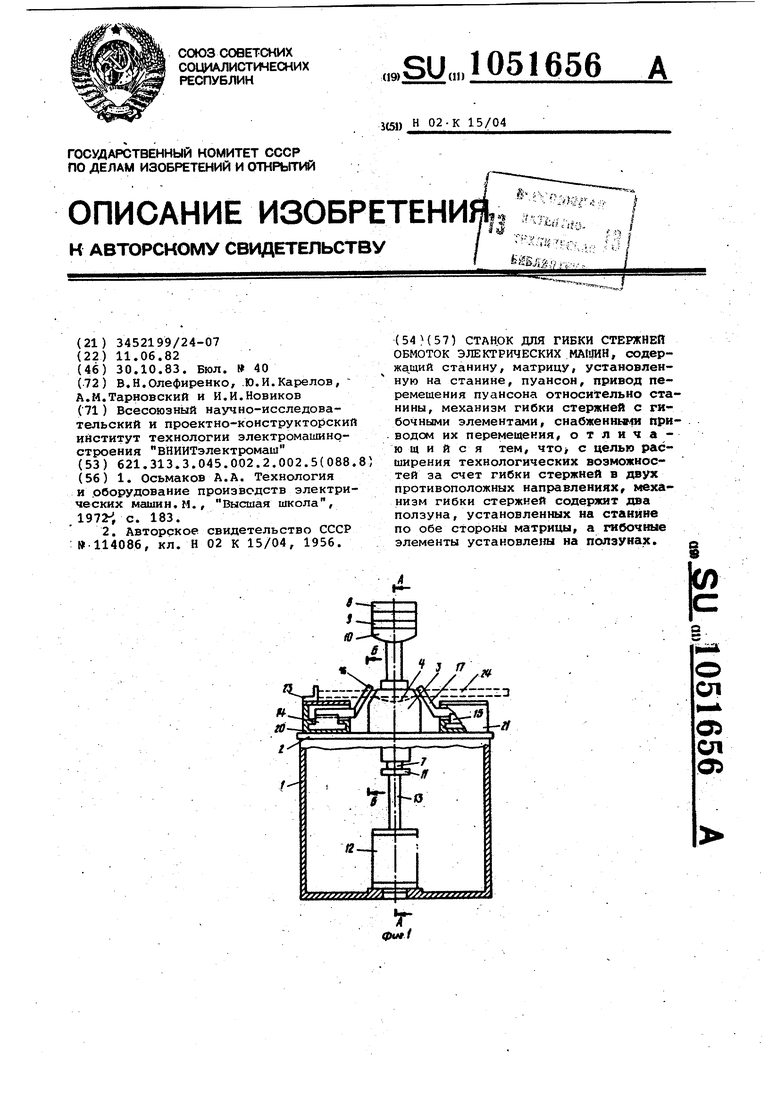
.обмоток электрических машин, содержащем станину, матрицу, установленную на станине, пуансон, привод перемещения пуансона относительно станины, механизм гибки стержней с гибочными элементами, снабженными приводом их перемещения, механизм гибки стержней содержит два ползуна, установленных по обе стороны матрицы, а гибочные элементы установлены на ползунах.
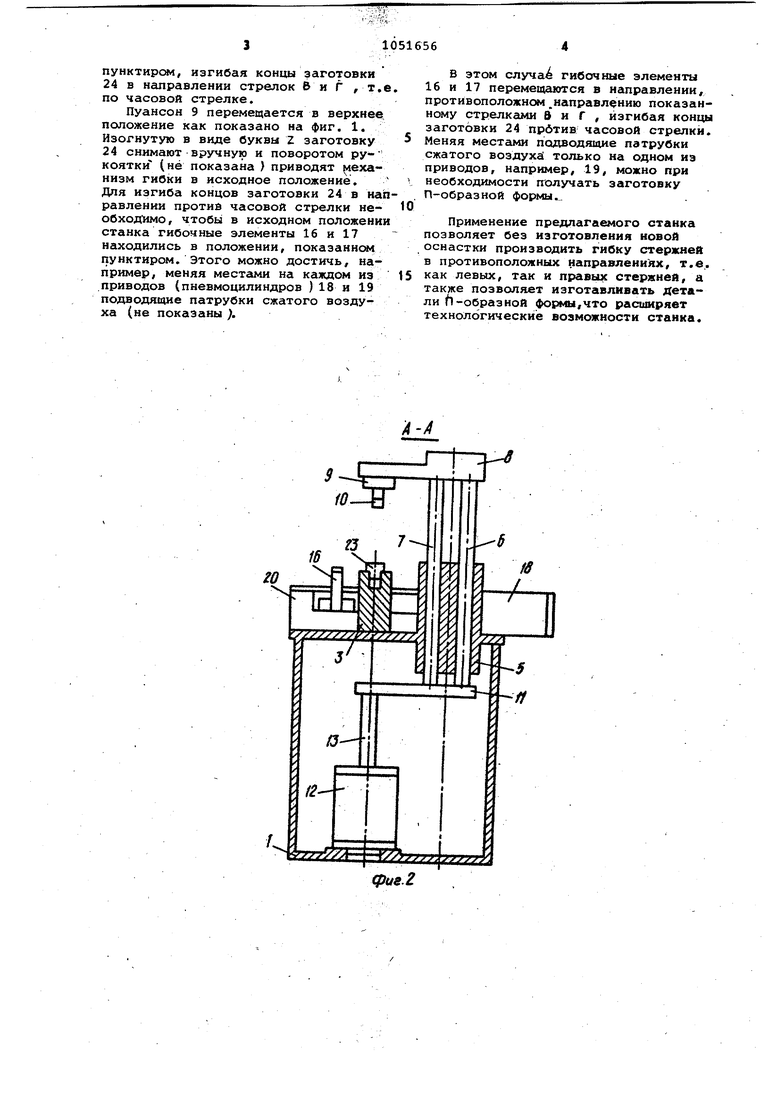
На фиг. 1 изображена схема станка для гибки стержней обмоток электрических машин; на фиг. 2 - разрез А-А нафиг. 1; на фиг. 3 - станок, вид сверху; на фиг. 4 - разрез Б-Б на фиг. 1.
. Устройство содержит станину 1 (фиг. 1/, стол 2, на котором расположена матрица 3 с ручьем -4. Ручей 4 выполнен криволинейной форг-шТ соответствующей окончательной форме секции. В столе 2 выполнена ступица 5- (фиг. 2), служащая направляющей для.скалок б и 7. На скалках 6 и 7 установлены траверса 8 с пуансоном 9, содержащим выступ 10 по форме ручья 4, и коромысло 11. На станине 1 установлен привод 12 перемещения пуансона 9 относительно станины 1, штоком 13 скрепленный с пуансоном 9.,На станине 1 расположен механизм гибки стержней, выполненный в виде двух ползунов 14 и 15 (фиг. II , на которых расположены гибочные элементы Гб и 17, установленные по обе стороны матрицы 3 и снабженных приводами 18 и 19 (фиг. 3J, вы.полненными в виде, наприг ер, пневмо-. цилиндров. Каждый из ползунов 14 и 15 расположен в направляющих 20 и 21 (фиг 1) и соединен с приводами 18 И 19 посредством штоков 22 (фиг. 4. На направляющей 20 установлен упор 23 (фиг. 1) для фиксации заготовки 24 Гибочные элементы 16 и 17 могут перемещаться от приводов 18 и 19 в направлении стрелок 6 и Г и занимать положение, показанное пунктирами.
Станок снабжен пневмосистемой (не показанной ), обеспечивающей поочередное срабатывание привода 12, а затем приводом 18 и 19 рукояткой пуска (не показанной ), Допускается рнабжение станка отдельными рукоятками для приводов 12и18,19.
Устройство работает следующим образом .
В исходном положении (показанном на фиг. 1J заготовку 24 устанавливают в ручей 4 матрицы 3 до упора 23. От привода 12 пуансон 9 перемещается вниз, выступ 10 входит в ручей 4 матрицы 3, формуя заготовку 24 по радиусу. Ползуны 14 и 15 перемещаются в направлении стрелок В и Г . При этом гибочные элементы 16 и 17 перемещаются в положение, показанное
пунктире, изгибая концы заготовки 24 в направлении стрелок Ви Г ,т.е. по часовой стрелке.
Пуансон 9 перемещается в верхнее положение как показано на фиг. 1. Изогнутую в виде буквы Z заготовку 24 снимают-вручную и поворотом рукоятки (не показана ) приводят еханизм гибки в исходное положение. Для изгиба концов заготовки 24 в иаНравлении против часовой стрелки необход11мо, чтобы в исходном положении станка гибонные элементы 16 и 17 находились в положении, показанном пунктиром. Этого можно достичь, например, меняя местги и на каждом из приводов (пневмоцилиндров ) 18 и 19 подводящие патрубки сжатого воздуха (не показаны ),
В этом случай гибочные элементы 16 и 17 перемещаются в иаправлении, противоположном,направлению показанному стрелками В и Г , изгибая концы заготовки 24 прбтив часовой стрелки. Меняя местами подводящие патрубки сжатого воздуха только иа одном из приводов, например, 19, можно при необходимости получать заготовку П-образной формы.
Применение предлагаемого станка позволяет без изготовления новой оснастки производить гибку стержней в противоположных направлениях, т.е. как левых, так и правых стержней, а также позволяет изготавливать детали h-образной ,что расширяет технологические возможности станка.
фие.З
гз 5-6
Ю
Ь
N
zi /
л гаь . J
04/г4
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Осьмаков А.А | |||
| Технология и .оборудование производств электрических машин.М., Высшая школа, 1972, с | |||
| Переносная мусоросжигательная печь-снеготаялка | 1920 |
|
SU183A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для механизированной гибки стержней обмоток электрических машин | 1957 |
|
SU114086A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
