ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к трехбарабанной формовочной машине для заготовки шины и способу перемещения материала и относится к резиновой промышленности.
УРОВЕНЬ ТЕХНИКИ
Элементы транспортных средств, используемые в настоящее время, например резиновые шины, используемые космическими летательными аппаратами и транспортными средствами, применяемыми в военной и гражданской областях, главным образом состоят из борта шины со стальной проволокой, компонента корпуса шины и компонент брекерно-протекторного слоя.
Двухбарабанная, трехбарабанная и четырехбарабанная формовочные машины и их способы обычно используются в существующем устройстве и способе изготовления заготовки шины. Отличие технологий изготовления заготовки шины определяется отличиями устройств и способов изготовления; эти устройства и способы изготовления имеют некоторую степень дефектов и не могут полностью выполнять требования качества формования шины и эффективности изготовления.
Например, сначала рассмотрим следующую заявку на патент ZL200710016571.4; название «Трехбарабанная формовочная машина для заготовки шины и способ». Техническая схема выглядит следующим образом: барабан корпуса шины, барабан брекерного слоя и формовочный барабан формовочной машины размещены на одной горизонтальной оси; барабан корпуса шины удерживается приводным блоком барабана корпуса шины; барабан брекерного слоя и формовочный барабан удерживаются одним приводным блоком формовочного барабана; приводной блок формовочного барабана и приводной блок барабана корпуса шины противоположно и коаксиально размещены на одном нижнем направляющем рельсе; компонент кольца передачи корпуса шины для перемещения подготовленного компонента корпуса шины к формовочному барабану соединен с нижним направляющим рельсом скользящим образом между барабаном корпуса шины и формовочным барабаном; кольцо передачи брекерного слоя для перемещения подготовленного компонента брекерно-протекторного слоя к формовочному барабану соединено с нижним направляющим рельсом между барабаном корпуса шины и формовочным барабаном.
Компонент кольца передачи корпуса шины и кольцо передачи брекерного слоя выполняют возвратно-поступательное скольжение для перемещения нескольких видов материалов вдоль нижнего направляющего рельса в устройстве оборудования для изготовления шины; многие части шиноформовочной машины размещены в целом на неподвижном основании и занимают большую рабочую площадь поверхности. В связи с этим оператор всегда двигается взад и вперед между разными видами подвижных компонентов в процессе изготовления заготовки шины так, что он легко сталкивается с оборудованием, что приводит к потенциальной угрозе безопасности.
Для оборудования, размещенного на неподвижном основании, необходимо прокладывать разные виды трубопроводов; трудно проникать во внутреннюю часть конструкции оборудования, когда оператор занимается настройкой, отлаживает и проверяет всю формовочную машину; сложность работы является большой, а время и усилия затратными.
В дополнение, компонент кольца передачи корпуса шины и кольцо передачи брекерного слоя размещены на одном нижнем направляющем рельсе для перемещения материала возвратно-поступательным образом; требования плоскостности направляющего рельса и неподвижного основания являются высокими; точность операции изготовления всей заготовки шины непосредственно страдает при наклонении направляющего рельса или неправильном горизонтальном размещении.
С учетом этого создано настоящее изобретение.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Трехбарабанная формовочная машина для шины и способ перемещения материала, раскрытые в изобретении, предназначены для преодоления дефектов и недостатков вышеуказанных проблем так, что в процессе подготовки и перемещения компонента корпуса шины и компонента брекерно-протекторного слоя используется подвесная портальная каркасная конструкция, а именно - компонент кольца передачи корпуса шины и кольцо передачи брекерного слоя перемещаются скользящим образом вдоль верхней портальной рамы для завершения операции обдувания всех материалов, так, чтобы очистить соответствующие наземные конвейеры, дополнительно уменьшить занятое пространство формовочной машины и упростить конструкцию наземных частей. Таким образом, облегчаются управление и вспомогательное операции для оператора в процессе изготовления заготовки шины, и исключается несчастный случай при столкновении, вызванный столкновением оператора и оборудования.
Другой задачей изобретения является упрощение прокладки трубопроводов наземного оборудования и облегчение установки, наладки и проверки всей формовочной машины оператором.
Задачей изобретения также является достижение коаксиального поднятия всех устройств формовочной машины путем улучшения точности пути перемещения компонента кольца передачи корпуса шины и кольца передачи брекерного слоя так, чтобы эффективно улучшать качество изготовления заготовки шины.
Для решения указанных задач изобретения трехбарабанная формовочная машина для шины главным образом содержит:
барабан корпуса шины, барабан брекерного слоя и формовочный барабан, которые размещены на одной горизонтальной оси;
барабан корпуса шины удерживается приводным блоком барабана корпуса шины; барабан брекерного слоя и формовочный барабан удерживаются одним приводным блоком формовочного барабана;
компонент кольца передачи корпуса шины для перемещения подготовленного компонента корпуса шины к формовочному барабану размещен между барабаном корпуса шины и формовочным барабаном;
кольцо передачи брекерного слоя для перемещения подготовленного компонента брекерно-протекторного слоя к формовочному барабану размещено между барабаном корпуса шины и барабаном брекерного слоя. По сравнению с известным уровнем техники отличия состоят в следующем:
Портальная рама для перемещения сухого материала размещена выше вертикальных направлений барабана корпуса шины, барабана брекерного слоя и формовочного барабана;
Поперечная осевая линия портальной рамы перекрывается с аксиальными осевыми линиями барабана корпуса шины, барабана брекерного слоя и формовочного барабана;
Вершины компонента кольца передачи корпуса шины и кольца передачи брекерного слоя соответственно соединены с портальной рамой скользящим образом;
Портальная рама содержит ферму и множество групп вертикальных стоек, которые соединены друг с другом; ферма размещена горизонтально, и множество групп вертикальных стоек размещены вертикально.
Согласно вышеописанной основной схеме портальная рама обеспечивает рельс скольжения сверху в процессах подготовки и перемещения компонента корпуса шины и компонента брекерно-протекторного слоя; компонент кольца передачи корпуса шины и кольцо передачи брекерного слоя могут завершать операцию перемещения материала так, чтобы очищать соответствующие наземные конвейеры и прокладываемые трубопроводы.
В частности, в одновременно выполняемых процессах подготовки компонента корпуса шины и перемещения компонента корпуса шины к формовочному барабану и процессах подготовки компонента брекерно-протекторного слоя и перемещения компонента брекерно-протекторного слоя к формовочному барабану компонент кольца передачи корпуса шины и кольцо передачи брекерного слоя могут поперечно скользить в станцию обработки вдоль портальной рамы. Перемещение материала заканчивается в воздухе так, что перемещение материала не испытывает воздействия наземного устройства и персонала в процессе изготовления заготовки шины, и авария, вызванная столкновением персонала и оборудования, эффективно исключается.
Для того, чтобы улучшать маневренность в процессах перемещения компонента кольца передачи корпуса шины и кольца передачи брекерного слоя скользящим образом, используется следующий предпочтительный вариант выполнения:
Основания кольца соответственно размещены на вершинах компонента кольца передачи корпуса шины и кольца передачи брекерного слоя; приводной двигатель, который соединен с или управляется приводным блоком корпуса шины или приводным блоком формовочного барабана, размещен на каждом основании кольца; выходной вал каждого приводного двигателя соединен с шестерней, зацепленной с рейкой на портальной раме.
А именно поперечное скольжение компонента кольца передачи корпуса шины и кольца передачи брекерного слоя вдоль портальной рамы заканчивается приводным двигателем для приведения в действие передачи между шестерней и рамой.
Для того, чтобы предотвращать компонент кольца передачи корпуса шины и кольцо передачи брекерного слоя от создания колебаний прочности в процессе поперечного скольжения и улучшать плавность процесса скольжения, на двух сторонах портальной рамы могут быть размещены направляющие; основания кольца портальной рамы соединены с парой седел скольжения; колодки скольжения, размещенные на седлах скольжения, зацеплены с направляющими.
А именно две стороны вершины могут обеспечивать направление скольжения за счет направляющих, чтобы обеспечивать, что весь корпус кольца не отклоняется или не колеблется, когда компонент кольца передачи корпуса шины и кольцо передачи брекерного слоя поперечно скользят так, чтобы эффективно уменьшать сопротивление скольжению.
Для того, чтобы дополнительно обеспечивать, что поперечная осевая линия портальной рамы перекрывается с аксиальными осевыми линиями барабана корпуса шины, барабана брекерного слоя и формовочного барабана, или наладка и ремонт могли быть выполнены при отклонении или неправильном расположении, множество групп регулирующих рам для регулирования горизонтальных расстояний могут быть размещены между вертикальными направлениями фермы и вертикальных стоек портальной рамы;
Регулирующие рамы размещены внутри желобов скольжения на вершинах вертикальных стоек и сверху соединены с фермой;
Вертикальные кронштейны размещены на вертикальных стойках; отверстия с внутренней резьбой образованы на вертикальных кронштейнах и соединены с горизонтальными регулирующими болтам; горизонтальные регулирующие болты соединены с регулирующими рамами.
Для того, чтобы обеспечивать, что вертикальные высоты компонента кольца передачи корпуса шины и кольца передачи брекерного слоя в процессе поперечного скольжения сохраняются одинаковыми на портальной раме, компоненты клиновидного вкладыша, которые сверху завинчены на ферму, размещены на регулирующих рамах и помещены в крепежную щель; каждый компонент клиновидного вкладыша содержит верхний клиновидный вкладыш и нижний клиновидный вкладыш, которые вертикально ламинированы; отверстия с внутренней резьбой образованы в щели фиксации и соединены с вертикальными регулирующими болтами; вертикальные регулирующие болты соединены с каждым верхним клиновидным вкладышем или каждым нижним клиновидным вкладышем.
Верхние клиновидные вкладыши и нижние клиновидные вкладыши приводятся в действие для выполнения продольного смещения с помощью вертикальных регулирующих болтов так, чтобы регулировать вертикальную высоту каждой концевой точки фермы.
Для того, чтобы улучшить точность центрирования материала, прикрепленного к барабану, и обеспечивать соответствующую работу визуальной линейки, световая линейка может быть размещена на боковой части портальной рамы.
Основанный на улучшении трехбарабанной формовочной машины для заготовки шины способ перемещения материала одновременно достигается из замысла конструкции трехбарабанной формовочной машины следующим образом:
Подготавливают соответственно борт шины для образования шины, компонент корпуса шины и компонент брекерно-протекторного слоя; перемещают соответственно подготовленные компонент корпуса шины и компонент брекерно-протекторного слоя к формовочному барабану так, чтобы заканчивать цикл изготовления всей технологии.
Схема способа изготовления шины на трехбарабанной формовочной машине для заготовки шины содержит этапы, на которых:
(1) подготавливают компонент корпуса шины;
(2) перемещают компонент корпуса шины к формовочному барабану;
(3) подготавливают компонент брекерно-протекторного слоя;
(4) перемещают компонент брекерно-протекторного слоя к формовочному барабану; и
(5) заканчивают изготовление заготовки шины на формовочном барабане.
По сравнению с существующим способом перемещения материала трехбарабанной формовочной машины для шины имеются отличия, состоящие в следующем:
Портальная рама, которая размещена выше вертикальных направлений компонента кольца передачи корпуса шины и кольца передачи брекерного слоя, обеспечивает путь скользящего перемещения вдоль двух сторон аксиальных осевых линий барабана корпуса шины, барабана брекерного слоя и формовочного барабана;
Компонент кольца передачи корпуса шины поперечно скользит вдоль портальной рамы для зажатия и перемещения компонента корпуса шины к формовочному барабану на этапе (2);
Кольцо передачи брекерного слоя поперечно скользит вдоль портальной рамы, чтобы перемещать материал для образования компонента брекерно-протекторного слоя к барабану брекерного слоя и подготовки компонента протектора на этапе (3);
Кольцо передачи брекерного слоя поперечно скользит к барабану брекерного слоя вдоль портальной рамы, зажимает компонент протектора и перемещается к формовочному барабану на этапе (4);
Процессы подготовки компонента корпуса шины и перемещения компонента корпуса шины к формовочному барабану на этапе (1) и (2) и процессы подготовки компонента брекерно-протекторного слоя и перемещения компонента брекерно-протекторного слоя к формовочному барабану на этапах (3) и (4) выполняют одновременно;
Кольцо передачи брекерного слоя поперечно скользит к формовочному барабану вдоль портальной рамы для зажима образованной заготовки шины и перемещения заготовки шины в механизм разгрузки шины после операций склеивания и прессования компонента протектора, и на этапе (5) на формовочном барабане заканчивают остов корпуса шины.
На основе способа перемещения материала схема улучшения маневренности скользящего перемещения выглядит следующим образом: компонент кольца передачи корпуса шины и кольцо передачи брекерного слоя выполняют передачу между шестерней и рейкой на портальной раме за счет приводного двигателя для достижения поперечного скольжения компонента кольца передачи корпуса шины и кольца передачи брекерного слоя вдоль портальной рамы так, чтобы завершать перемещение материала.
Схема улучшения плавности скользящего перемещения выглядит следующим образом: вершины компонента кольца передачи корпуса шины и кольца передачи брекерного слоя обеспечивают направление скольжения посредством седел скольжения, зацепленных с направляющими на двух сторонах портальной рамы в процессе поперечного скольжения вдоль портальной рамы.
Для того, чтобы дополнительно обеспечивать, что портальная рама перекрывается с аксиальными осевыми линиями трех барабанов, компонент кольца передачи корпуса шины и кольцо передачи брекерного слоя и множество компонентов находятся на одинаковой вертикальной высоте в процессе скольжения, регулирующие рамы могут быть приведены в движение для выполнения продольного смещения с помощью горизонтальных регулирующих болтов так, чтобы регулировать положение поперечной осевой линии фермы между вертикальными направлениями фермы и вертикальных стоек портальной рамы;
Верхние клиновидные вкладыши и нижние клиновидные вкладыши приводятся в движение для выполнения продольного смещения с помощью вертикальных регулирующих болтов так, чтобы регулировать вертикальную высоту каждой концевой точки фермы.
Суммируя выше приведенное, отметим, что трехбарабанная формовочная машина для шины и ее способ перемещения материала имеют преимущества в том, что:
1. Компонент кольца передачи корпуса шины и кольцо передачи брекерного слоя выполняют скользящее перемещение вдоль портальной рамы так, чтобы завершать операцию обдувания всех материалов. Таким образом, соответственные наземные конвейеры могут быть эффективно очищены, используемая конструкция формовочной машине упрощена, и работа оператора конструкции облегчена.
2. Авария, вызванная столкновением оператора и наземного оборудования, может быть исключена, и рабочая область защищена.
3. Прокладка трубопроводов наземного оборудования может быть упрощена, и все вместе установка, наладка и проверка формовочной машины оператором облегчена.
4. Точность пути перемещения компонента кольца передачи корпуса шины и кольца передачи брекерного слоя может быть улучшена так, чтобы эффективно улучшать качество изготовления заготовки шины.
ОПИСАНИЕ ЧЕРТЕЖЕЙ
Трехбарабанная формовочная машина для шины дополнительно описана со ссылкой на прилагаемые чертежи, на которых:
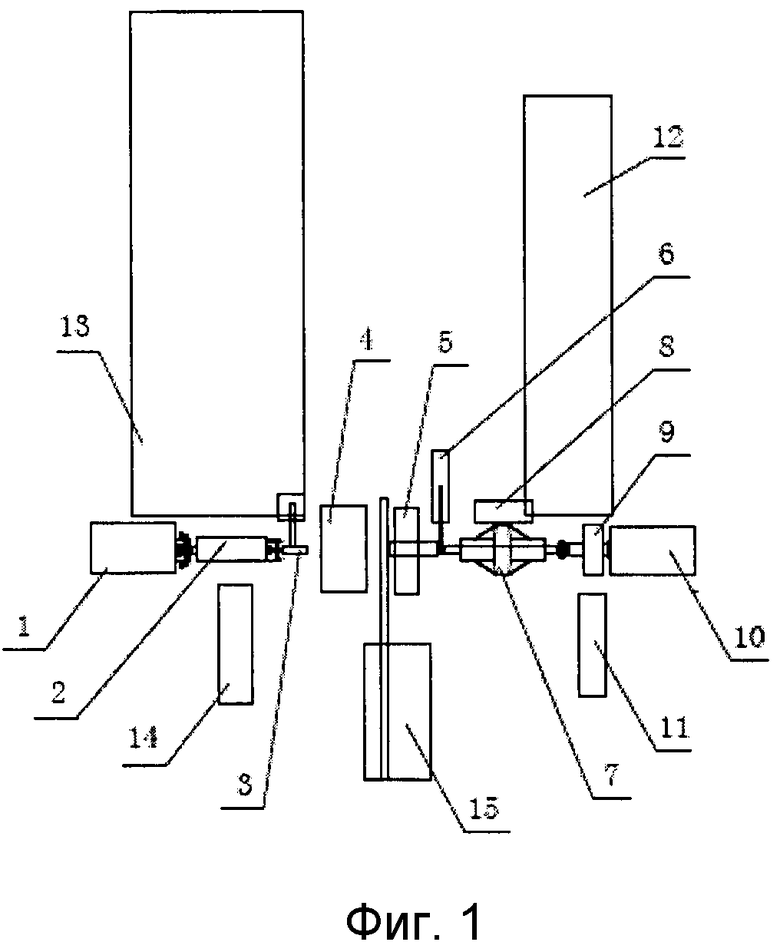
Фиг. 1 - компоновка сооружения трехбарабанной формовочной машины для шины;
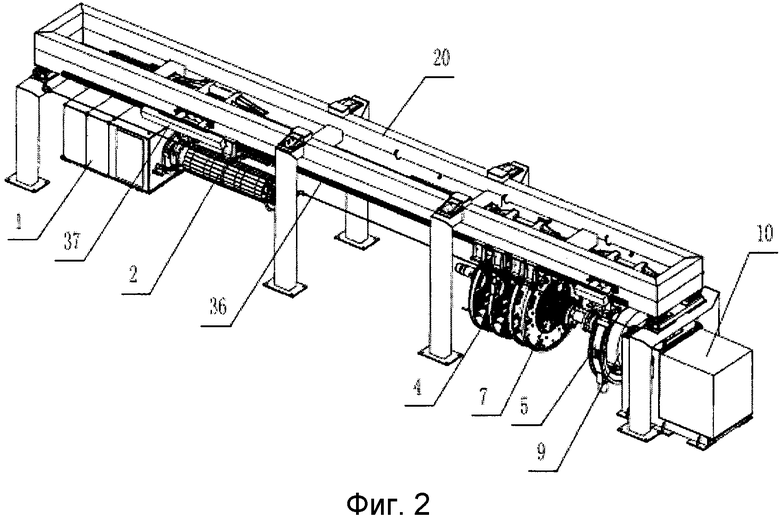
Фиг. 2 - вид главной части машины формовочной машины;
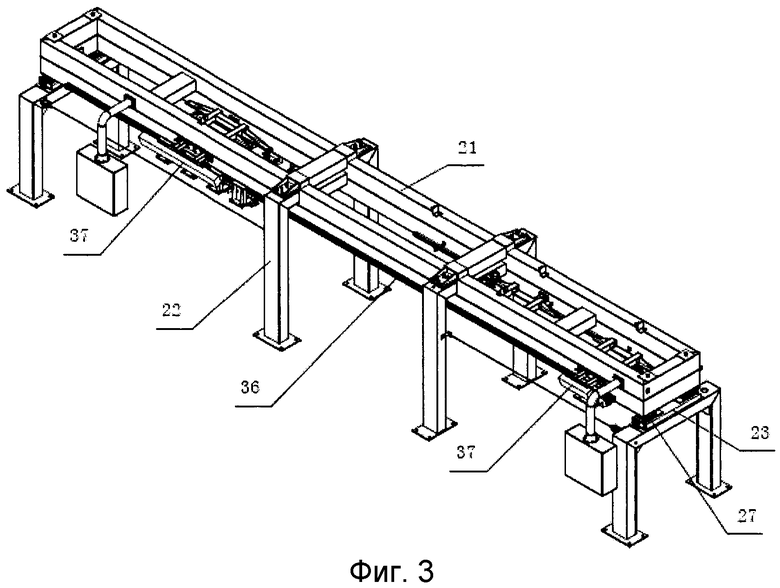
Фиг. 3 - вид портальной рамы;
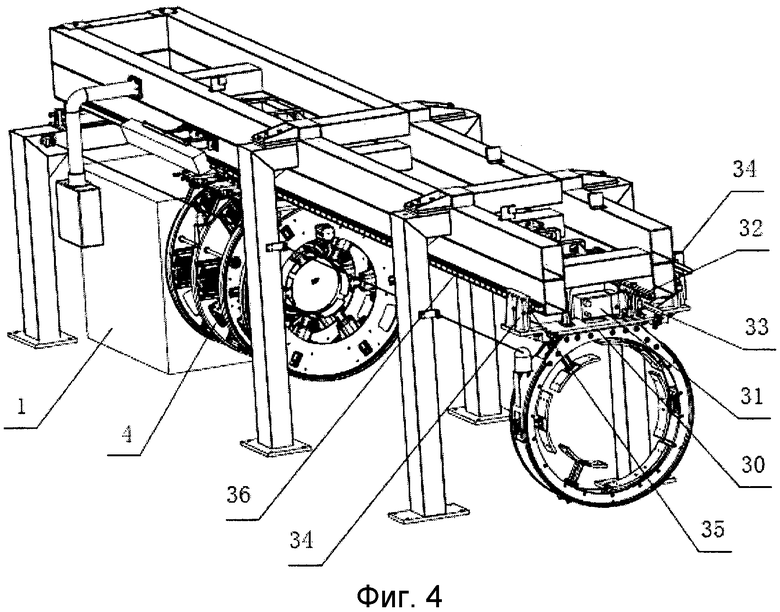
Фиг. 4 - вид конструкции сокращенной главной части машины формовочной машины;
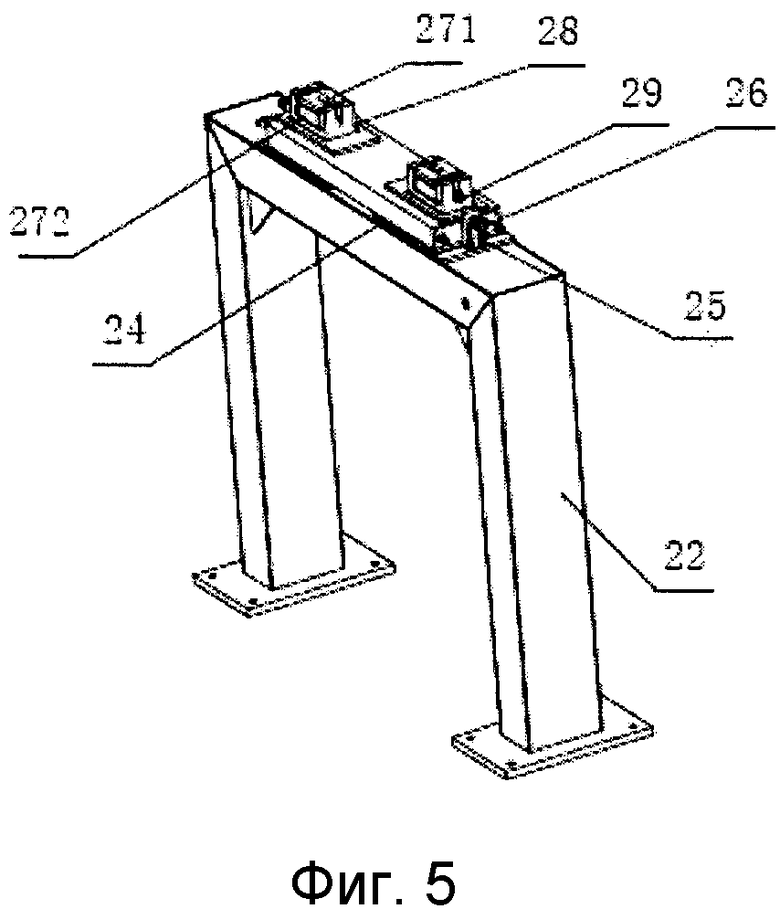
Фиг. 5 - вид конструкции части портальной рамы, из которой удалена ферма; и
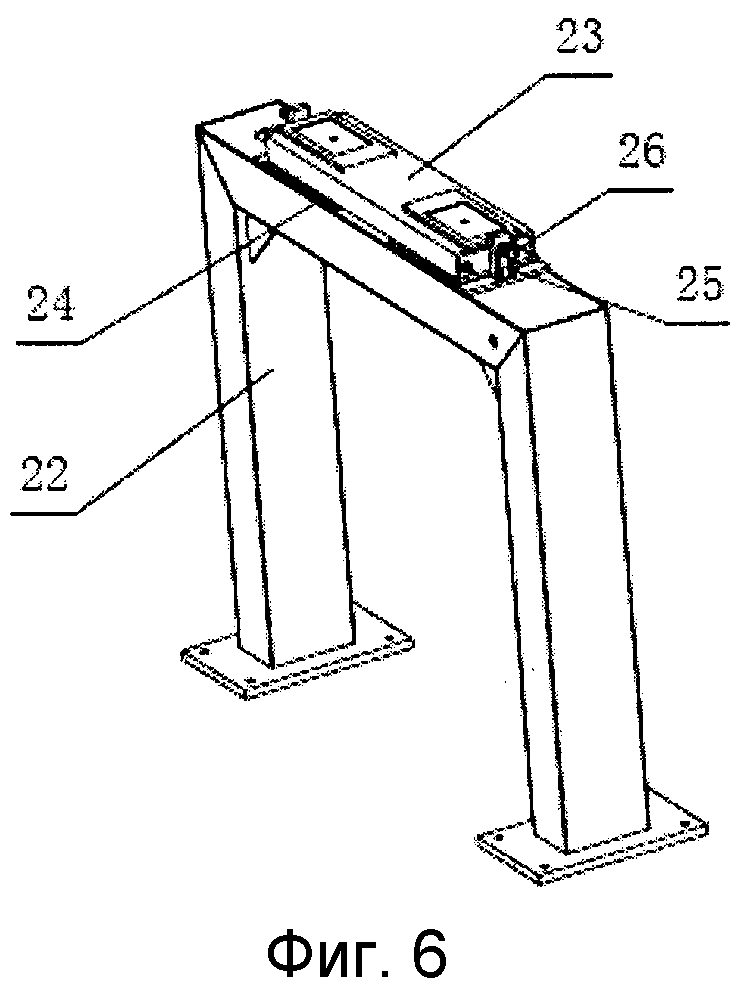
Фиг. 6 - вид конструкции части с Фиг. 5, из которой удалены компоненты клиновидного вкладыша.
На Фиг. 1-6 показаны приводной блок 1 барабана корпуса шины, барабан 2 корпуса шины, упорная бабка 3 барабана корпуса шины, компонент 4 кольца передачи корпуса шины, кольцо 5 передачи брекерного слоя, упорная бабка 6 формовочного барабана, формовочный барабан 7, объединенный ролик 8, барабан 9 брекерного слоя, приводной блок 10 формовочного барабана, рама 11 подачи протектора, рама 12 подачи брекерного слоя, главная рама 13 подачи, рама 14 подачи опорной резины, механизм 15 разгрузки шины;
Портальная рама 20, ферма 21, вертикальные стойки 22, регулирующие каркасы 23, желоба 24 скольжения, вертикальные кронштейны 25, горизонтальные регулирующие болты 26, компоненты 27 клиновидного вкладыша, щель 28 фиксации, вертикальные регулирующие болты 29;
основания 30 кольца, приводные двигатели 31, рамы 32, шестерни 33, седла 34 скольжения, колодки 35 скольжения, направляющие 36, световая линейка 37, верхние клиновидные вкладыши (271) и нижние клиновидные вкладыши (272).
КОНКРЕТНЫЕ ВАРИАНТЫ ВЫПОЛНЕНИЯ ИЗОБРЕТЕНИЯ
В варианте выполнения 1, который показан на Фиг. 1-6, трехбарабанная формовочная машина для шины главным образом содержит: барабан 2 корпуса шины, барабан 9 брекерного слоя и формовочный барабан 7, которые размещены на одной горизонтальной оси.
Система подачи барабана 2 корпуса шины содержит главную раму 13 подачи и раму 14 подачи опорной резины, размещенные на двух сторонах барабана 2 корпуса шины.
Система подачи барабана 9 брекерного слоя содержит раму 11 подачи протектора и раму 12 подачи брекерного слоя, размещенные на двух сторонах барабана 9 брекерного слоя.
Приводной блок барабана 2 корпуса шины представляет собой приводной блок 1 барабана корпуса шины, который коаксиально размещен на внешней стороне барабана 2 корпуса шины.
Формовочный барабан 7 и барабан 9 брекерного слоя удерживаются одним приводным блоком 10 формовочного барабана, размещенным на внешней стороне барабана 9 брекерного слоя.
Приводной блок 1 барабана корпуса шины и приводной блок 10 формовочного барабана размещены противоположно и коаксиально.
Компонент 4 передачи корпуса шины для перемещения подготовленного компонента корпуса шины к формовочному барабану 7 размещен между барабаном 2 корпуса шины и формовочным барабаном 7; компонент 4 передачи корпуса шины используется для зажатия и перемещения компонента корпуса шины; компонент 4 передачи корпуса шины содержит зажимное кольцо стального обода для зажатия стального обода, зажимное кольцо корпуса шины и боковое расширительное кольцо шины.
Кольцо 5 передачи брекерного слоя для перемещения подготовленного компонента брекерно-протекторного слоя к формовочному барабану 7 размещено на одной стороне формовочного барабана 7; кольцо 5 передачи брекерного слоя размещено между барабаном 2 корпуса шины и барабаном 9 брекерного слоя.
В главной конструкции машины формовочной машины портальная рама 20 для перемещения материалов размещена выше вертикальных направлений барабана 2 корпуса шины, слоя 9 барабана корпуса шины и формовочного барабана 7.
Поперечная осевая линия портальной рамы 20 перекрывается с аксиальными осевыми линиями барабана 2 корпуса шины, слоя 9 барабана корпуса шины и формовочного барабана 7.
Портальная рама 20 содержит горизонтально размещенную ферму 21 и множество групп вертикально установленных вертикальных стоек 22; ферма 21 и вертикальные стойки 22 соединены друг с другом.
Основания 30 кольца соответственно размещены на вершинах компонента 4 кольца передачи корпуса шины и кольца 5 передачи брекерного слоя; приводные двигатели 31, которые соединены с и управляются приводным блоком 1 барабана корпуса шины или приводным блоком 10 формовочного барабана, размещены на основаниях 30 кольца.
Вся рейка 32 размещена на боковой части портальной рамы 20; выходные валы приводных двигателей 31 соединены с шестернями 33, зацепленными с рейками 32.
Выходные валы приводных двигателей 31 вращаются по часовой стрелке или против часовой стрелки для приведения в движение шестерней 33 для передачи движения рейке 32 путем управления и передачи сигналов приводного блока 1 барабана корпуса шины и приводного блока 10 барабана корпуса шины; приводные двигатели 31 и основания 30 кольца приводят в движение компонент 4 кольца передачи корпуса шины и кольцо 5 передачи брекерного слоя, чтобы совместно скользить возвратно-поступательным образом вдоль поперечного направления портальной рамы 20 так, чтобы достигать перемещения материала между станциями трех барабанов.
Пара направляющих 36 размещена на двух сторонах портальной рамы 20; основания 30 кольца соединены с парой седел 34 скольжения; колодки 35 скольжения, размещенные на седлах 34 скольжения, зацепляются с направляющими 36.
Весь корпус кольца не отклоняется или не колеблется за счет направления скольжения на двух сторонах, обеспеченных направляющими 36, когда приводные двигатели 31 приводят в движение компонент 4 кольца передачи корпуса шины и кольцо 5 передачи брекерного слоя для поперечного скольжения так, чтобы эффективно уменьшать сопротивление скольжению.
Множество групп регулирующих рам 23 для регулирования горизонтальных расстояний размещены между вертикальными направлениями фермы 21 и вертикальных стоек 22; регулирующие рамы 23 размещены в желобах 24 скольжения на вершинах вертикальных стоек 22; компоненты 27 клиновидного вкладыша, которые сверху привинчены на ферме 21, размещены на регулирующих рамах 23 и размещены внутри щели 28 фиксации.
Вертикальные кронштейны 25 размещены на вертикальных стойках 22; отверстия с внутренней резьбой образованы на вертикальных кронштейнах 25 и соединены с горизонтальными регулирующими болтами 26; горизонтальные регулирующие болты 26 соединены с регулирующими рамами 23.
Горизонтальные регулирующие болты 26 могут поворачиваться гаечным ключом при условии ослабления запорных болтов между фермой 21 и вертикальными стойками 22; горизонтальные регулирующие болты 26 поворачиваются по часовой стрелке или против часовой стрелки внутри отверстий с внутренней резьбой на вертикальных кронштейнах 25 так, чтобы достигать продольного смещения (продольное направление представляет собой направление, вертикальное относительно аксиальных осевых линий барабана 2 корпуса шины, барабана 9 брекерного слоя и формовочного барабана 7 на Фиг. 2 и 3) фермы 21 с помощью регулирующих рам 23 и компонентов 27 клиновидного вкладыша, а именно поперечная осевая линия портальной рамы 20 регулируется с возможностью перекрываться с аксиальными осевыми линиями барабана 2 корпуса шины, барабана 9 брекерного слоя и формовочного барабана 7.
Как показано на Фиг. 5, компонент 27 клиновидного вкладыша содержит верхний клиновидный вкладыш 271 и нижний клиновидный вкладыш 272, которые вертикально ламинированы; отверстия с внутренней резьбой размещены внутри щели 28 фиксации; щель 28 фиксации соединена с вертикальными регулирующими болтами 29; вертикальные регулирующие болты 29 соединены с верхним клиновидным вкладышем 271 или нижним клиновидным вкладышем 272.
Вертикальные регулирующие болты 29 могут поворачиваться гаечным ключом и вращаться по часовой стрелке или против часовой стрелки внутри отверстий с внутренней резьбой в щели 28 фиксации так, чтобы достигать продольное смещение верхнего клиновидного вкладыша 271 или нижнего клиновидного вкладыша 272.
Так как объединенная поверхность верхнего клиновидного вкладыша 271 и нижнего клиновидного вкладыша 272 представляет собой наклоненную плоскость, эквивалентно, ферма 21 поднимается вверх или опускается вниз, когда продольное смещение создается между верхним клиновидным вкладышем 271 и нижним клиновидным вкладышем 272 так, чтобы достигать регулирования фермы 21 противоположно вертикальным высотам вертикальных стоек 22, а именно высота каждого концевого угла фермы 21 является регулируемой, и вертикальные высоты компонента 4 кольца передачи корпуса шины и кольца 5 передачи брекерного слоя в процессе поперечного скольжения могут быть сохранены одинаковыми.
Световые линейки 37 размещены на боковой части портальной рамы 20 и выше барабана 2 корпуса шины и барабана 9 брекерного слоя так, что луч света падает на барабан 2 корпуса шины и барабан 9 брекерного слоя так, чтобы улучшать точность центрирования материала, прикрепленного к барабану содействующим образом, и обеспечивать соответствующую работу визуальной линейки.
Основанный на использовании трехбарабанной формовочной машины для шины новый способ перемещения материала достигается вариантом выполнения в процессах изготовления заготовки шины следующим образом:
Подготавливают соответственно борт шины для образования шины, компонент корпуса шины и компонент брекерно-протекторного слоя; перемещают соответственно подготовленные компонент корпуса шины и компонент брекерно-протекторного слоя к формовочному барабану 7 так, чтобы заканчивать цикл изготовления всей технологии.
Схема способа изготовления шины на трехбарабанной формовочной машине для шины содержит следующие этапы, на которых:
(1) подготавливают компонент корпуса шины,
А именно борт шины размещают в предварительно установленном положении борта шины вблизи барабана корпуса шины применением ручного или механического устройства;
Приводной блок 1 барабана корпуса шины приводит барабан 2 корпуса шины во вращение в положение, требуемое боковой технологией шины с помощью серводвигателя, и занимает угловое положение;
Барабан 2 корпуса шины непрерывно и прямолинейно расширяют так, что значение диаметра удовлетворяет технологическим требованиям;
Упорную бабку 3 барабана корпуса шины приводят в действие с помощью цилиндра и вводят в положение, перекрывающееся с осевой линией барабана 2 корпуса шины, и она поддерживает барабан 2 корпуса шины;
Главная рама 13 подачи перемещает предварительно отрезанный боковой элемент шины к барабану 2 корпуса шины; боковой элемент шины втягивают и крепят с помощью отверстия вакуумного всасывания на барабане 2 корпуса шины, и она вращает круг вместе с барабаном 2 корпуса шины; боковой элемент шины ламинируют и соединяют;
Приводной блок 1 барабана корпуса шины приводит барабан 2 корпуса шины во вращение в положение, требуемое технологией внутреннего вкладыша с помощью серводвигателя, и занимает угловое положение;
Главная рама 13 подачи перемещает предварительно разрезанный внутренний вкладыш к барабану 2 корпуса шины; внутренний вкладыш втягивают и крепят с помощью отверстия вакуумного всасывания на барабане 2 корпуса шины, и она вращает круг вместе с барабаном 2 корпуса шины; внутренний вкладыш ламинируют и соединяют;
Приводной блок 1 барабана корпуса шины приводит барабан 2 корпуса шины во вращение в положение, требуемое технологией бортовой ткани с помощью серводвигателя, и он занимает угловое положение;
Главная рама 13 подачи перемещает бортовую ткань к барабану 2 корпуса шины; бортовую ткань крепят и соединяют, и она вращает круг вместе с барабаном 2 корпуса шины; бортовую ткань обрезают и ламинируют и соединяют; диаметр барабана 2 корпуса шины немного увеличивается;
Бортовую ткань ламинируют, применяя устройство ламинирования; приводной блок 1 барабана корпуса шины приводит барабан 2 корпуса шины во вращение в положение, требуемое технологией полотна корпуса шины с помощью серводвигателя, и занимает угловое положение;
Главная рама 13 подачи перемещает обрезанное полотно корпуса шины к барабану 2 корпуса шины; полотно корпуса шины крепят и соединяют, и она вращает круг вместе с барабаном 2 корпуса шины; полотно корпуса шины склеивают и соединяют; диаметр барабана 2 корпуса шины снова немного увеличивают; клеящий материал ламинируют, применяя устройство ламинирования, так, чтобы обеспечивать отсутствие пузырьков воздуха между слоями ламинирования;
Приводной блок 1 барабана корпуса шины приводит барабан 2 корпуса шины во вращение в положение, требуемое технологией опорной резины с помощью серводвигателя, и занимает угловое положение;
Рама 14 подачи опорной резины перемещает обрезанную опорную резину к барабану 2 корпуса шины; опорную резину крепят и соединяют, и она вращает круг вместе с барабаном 2 корпуса шины; опорную резину склеивают и соединяют;
Упорную бабку 3 барабана корпуса шины приводят в движение цилиндром для отклонения в первоначальное положение;
(2) Перемещают компонент корпуса шины к формовочному барабану,
Приводной блок 1 барабана корпуса шины и барабан 2 корпуса шины приводят в движение с помощью цилиндра или серводвигателя для перемещения в положение ожидания компонента 4 кольца передачи корпуса шины по прямой линии;
Правое зажимное кольцо стального обода компонента 4 кольца передачи корпуса шины сжимается радиальным образом и размещает правый стальной обод за счет притяжения магнита;
Стальной обод на левом конце барабана 2 корпуса шины перемещают к левому зажимному кольцу стального обода компонента 4 кольца передачи корпуса шины;
Левое зажимное кольцо стального обода сжимается радиальным образом и размещает правый стальной обод за счет притяжения магнита; барабан 2 корпуса шины приводят в движение для выполнения небольшого расширения радиальным образом в третий раз, и он достигает положения, требуемого технологией; зажимное кольцо корпуса шины компонента 4 кольца передачи корпуса шины сжимается радиальным образом и втягивает полотно корпуса шины за счет магнитного притяжения;
Барабан 2 корпуса шины быстро сжимается и возвращается в первоначальное положение с помощью цилиндра;
Боковое расширительное кольцо шины компонента 4 кольца передачи корпуса шины выполняет радиальное сжатие и аксиальное перемещение; боковое расширительное кольцо шины зажимает остов корпуса шины и выполняет небольшое расширение радиальным образом;
Компонент 4 кольца передачи корпуса шины приводится в движение с помощью серводвигателя для перемещения остова корпуса шины к формовочному барабану 7; упорная бабка 6 формовочного барабана отклоняется радиальным образом и поддерживает хвостовой конец формовочного барабана 7;
Секторный блок формовочного барабана 7 выполняет радиальное расширение для размещения стального обода; все зажимные кольца компонента 4 кольца передачи корпуса шины расширяются радиальным образом; секторный блок формовочного барабана 7 блокирует стальной обод;
Упорная бабка 6 формовочного барабана отходит; компонент 4 кольца передачи корпуса шины возвращается в первоначальное положение ожидания;
(3) Подготавливают компонент брекерно-протекторного слоя,
Приводной блок 10 формовочного барабана приводит барабан 9 брекерного слоя во вращение в положение ламинирования, требуемое технологией брекерного слоя, с помощью серводвигателя;
Рама 12 подачи брекерного слоя перемещает брекерный слой 1#, 2#, 3#, 4# или 0-сорта к барабану 9 брекерного слоя так, чтобы ламинировать;
Рама 11 подачи протектора перемещает протектор к барабану 9 брекерного слоя для ламинирования; компонент протектора ламинируют роликом протектора рамы 12 подачи брекерного слоя после ламинирования;
(4) Перемещают компонент брекерно-протекторного слоя к формовочному барабану,
Этапы выполнения подготовки и перемещения компонента корпуса шины и этапы выполнения подготовки и перемещения компонента брекерно-протекторного слоя выполняют одновременно поэтапно;
Кольцо 5 передачи брекерного слоя приводят в движение с помощью серводвигателя так, чтобы перемещать в положение барабана 9 брекерного слоя; кольцо 5 передачи брекерного слоя выполняет радиальное сжатие и зажимает компонент протектора;
Барабан 9 брекерного слоя приводят в движение с помощью цилиндра, и он выполняет быстрое сжатие радиальным образом; кольцо 5 передачи брекерного слоя перемещает компонент протектора в положение формовочного барабана 7;
(5) Заканчивают изготовление заготовки шины на формовочном барабане,
Приводной блок 10 формовочного барабана приводит в движение секторный блок формовочного барабана 7 для выполнения аксиального сжатия и одновременно обдувает воздухом уплотненный остов корпуса шины с помощью внутреннего вала формовочного барабана 7; секторный блок формовочного барабана 7 поддерживают в конечном положении, требуемом технологией шины, и внутреннее давление сохраняют после полного объединения остова корпуса шины с компонентом протектора;
Кольцо 5 передачи брекерного слоя перемещают в положение ожидания, и объединенный ролик 8 ламинируют на протектор и сторону шины приведением в движение серводвигателя;
Кольцо 5 передачи брекерного слоя перемещают в положение формовочного барабана 7, и оно зажимает образованную заготовку шины, и заготовку шины перемещают в положение механизма 15 разгрузки шины после полного ламинирования объединенного ролика 8;
Механизм 15 разгрузки шины выдвигает образованную заготовку шины из внешнего пространства трехбарабанной формовочной машины.
Компонент 4 кольца передачи корпуса шины поперечно скользит вдоль портальной рамы 20 для зажатия и перемещения компонента корпуса шины к формовочному барабану 7 на этапе (2);
Кольцо 5 передачи брекерного слоя поперечно скользит вдоль портальной рамы 20 для перемещения материала образования компонента брекерно-протекторного слоя к барабану 9 брекерного слоя и подготовки компонента протектора на этапе (3);
Кольцо 5 передачи брекерного слоя поперечно скользит к барабану 9 брекерного слоя вдоль портальной рамы 20, зажимает и перемещает компонент протектора к формовочному барабану 7 на этапе (4);
Процессы подготовки и перемещения компонента корпуса шины к формовочному барабану на этапах (1) и (2) и процессы подготовки и перемещения компонента брекерно-протекторного слоя к формовочному барабану на этапах (3) и (4) выполняют одновременно;
Кольцо 5 передачи брекерного слоя поперечно скользит к формовочному барабану 7 вдоль портальной рамы 20 так, чтобы зажимать образованную заготовку шины и перемещать заготовку шины к механизму 15 разгрузки шины после завершения операций крепления и ламинирования остова корпуса шины и компонента протектора на формовочном барабане 7 на этапе (5).
На основе управления схемой способа отметим, что компонент 4 кольца передачи корпуса шины и кольцо 5 передачи брекерного слоя выполняют передачу между шестернями 33 и рейками 32 на портальной раме 20 за счет приводных двигателей 31, и поперечное скольжение компонента 4 кольца передачи корпуса шины и кольца 5 передачи брекерного слоя вдоль портальной рамы 20 достигается так, чтобы завершать перемещение материала.
Вершины компонента 4 кольца передачи корпуса шины и кольца 5 передачи брекерного слоя обеспечивают направление скольжения посредством седел 34 скольжения, зацепленных с направляющими 36 на двух сторонах портальной рамы 20 в процессе поперечного скольжения вдоль портальной рамы 20.
Регулирующие рамы 23 могут быть приведены в движение для выполнения продольного смещения с помощью горизонтальных регулирующих болтов 26 так, чтобы регулировать положение поперечной осевой линии фермы 21 между фермой 21 и вертикальными стойками 22;
Верхние клиновидные вкладыши 271 и нижние клиновидные вкладыши 272 приводят в действие для выполнения продольного смещения с помощью вертикальных регулирующих болтов 29 так, чтобы регулировать вертикальную высоту каждой концевой точки фермы 21.
Изобретение относится к трехбарабанной формовочной машине для шины и к способу перемещения материала трехбарабанной формовочной машины. Трехбарабанная формовочная машина для шины содержит барабан корпуса шины, барабан брекерного слоя и формовочный барабан, которые размещены на одной горизонтальной оси, в которой портальная рама для перемещения исходного материала вертикально размещена выше барабана корпуса шины, барабана брекерного слоя и формовочного барабана. Поперечная осевая линия портальной рамы перекрывается с аксиальными осевыми линиями барабана корпуса шины, барабана брекерного слоя и формовочного барабана. Вершины компонента кольца передачи корпуса шины и кольца передачи брекерного слоя соответственно соединены с портальной рамой скользящим образом. Портальная рама содержит горизонтально размещенную ферму и множество групп вертикально установленных вертикальных стоек. Горизонтально размещенная ферма соединена с вертикально размещенными вертикальными стойками. Изобретение обеспечивает повышение качества изготовляемых изделий. 2 н. и 8 з.п. ф-лы, 6 ил.
1. Трехбарабанная формовочная машина для шины, содержащая: барабан корпуса шины, барабан брекерного слоя и формовочный барабан, каждый из которых размещен на одной горизонтальной оси, причем барабан корпуса шины удерживается приводным блоком барабана корпуса шины, а барабан брекерного слоя и формовочный барабан удерживаются одним приводным блоком формовочного барабана;
компонент кольца передачи корпуса шины для перемещения подготовленного компонента корпуса шины к формовочному барабану, размещенный между барабаном корпуса шины и формовочным барабаном;
кольцо передачи брекерного слоя для перемещения подготовленного компонента брекерно-протекторного слоя к формовочному барабану, размещенное между барабаном корпуса шины и барабаном брекерного слоя; при этом:
поверх вертикальных направлений барабана корпуса шины, барабана брекерного слоя и формовочного барабана размещена портальная рама для перемещения сухого материала;
поперечная осевая линия портальной рамы перекрывается с аксиальными осевыми линиями барабана корпуса шины, барабана брекерного слоя и формовочного барабана;
вершины компонента кольца передачи корпуса шины и кольца передачи брекерного слоя соответственно соединены с портальной рамой скользящим образом; и
портальная рама содержит горизонтально размещенную ферму и множество групп вертикально установленных вертикальных стоек, причем горизонтально размещенная ферма соединена с вертикально размещенными вертикальными стойками.
2. Машина по п. 1, в которой основания кольца соответственно размещены на вершинах компонента кольца передачи корпуса шины и кольца передачи брекерного слоя; причем на каждом основании кольца размещен приводной двигатель, который соединен с или управляется приводным блоком корпуса шины или приводным блоком формовочного барабана; при этом выходной вал каждого приводного двигателя соединен с шестерней, зацепленной с рейкой на портальной раме.
3. Машина по п. 2, в которой направляющие размещены на двух сторонах портальной рамы; основания кольца соединены с парой седел скольжения; и колодки скольжения, размещенные на седлах скольжения, зацеплены с направляющими.
4. Машина по п. 1, дополнительно содержащая множество групп регулирующих рам для регулирования горизонтального расстояния между фермой и вертикальными стойками, размещенных между вертикальными направлениями фермы и вертикальных стоек; при этом регулирующие рамы размещены внутри желобов скольжения на вершинах вертикальных стоек и соединены с фермой сверху; причем на вертикальных стойках размещены вертикальные кронштейны; при этом отверстия с внутренней резьбой образованы на вертикальных кронштейнах и соединены с горизонтальными регулирующими болтами; а горизонтальные регулирующие болты соединены с регулирующими рамами.
5. Машина по п. 4, дополнительно содержащая компоненты клиновидного вкладыша, которые сверху завинчены на ферме и размещены на регулирующих рамах в щели фиксации;
при этом каждый компонент клиновидного вкладыша содержит верхний клиновидный вкладыш и нижний клиновидный вкладыш, которые вертикально ламинированы; и
отверстия с внутренней резьбой образованы внутри щели фиксации и соединены с вертикальными регулирующими болтами; и вертикальные регулирующие болты соединены с верхним клиновидным вкладышем или нижним клиновидным вкладышем.
6. Машина по п. 5, дополнительно содержащая световую линейку, размещенную на боковой части портальной рамы.
7. Способ перемещения материала, осуществляемый трехбарабанной формовочной машиной для шины по п. 1, при котором:
размещают портальную раму поверх вертикальных направлений компонента кольца передачи корпуса шины и кольца передачи брекерного слоя для обеспечения пути скользящего перемещения вдоль двух сторон аксиальных осевых линий барабана корпуса шины, барабана брекерного слоя и формовочного барабана;
осуществляют поперечное скольжение компонента кольца передачи корпуса шины вдоль портальной рамы для зажима и перемещения компонента корпуса шины к формовочному барабану в процессе перемещения компонента корпуса шины к формовочному барабану;
осуществляют поперечное скольжение кольца передачи брекерного слоя вдоль портальной рамы для перемещения материала для образования компонента брекерно-протекторного слоя барабана брекерного слоя и подготовки компонента протектора в процессе подготовки компонента брекерно-протекторного слоя;
осуществляют поперечное скольжение кольца передачи брекерного слоя к барабану брекерного слоя вдоль портальной рамы, зажимают компонент протектора и перемещают к формовочному барабану в процессе перемещения компонента брекерно-протекторного слоя к формовочному барабану;
при этом подготовку компонента корпуса шины и перемещение компонента корпуса шины к формовочному барабану и подготовку компонента брекерно-протекторного слоя и перемещение компонента брекерно-протекторного слоя к формовочному барабану выполняют одновременно; и
осуществляют поперечное скольжение кольца передачи брекерного слоя к формовочному барабану вдоль портальной рамы для зажима образованной заготовки шины и перемещения заготовки шины к механизму разгрузки шины после завершения операций склеивания и прессования компонента протектора и остова корпуса шины на формовочном барабане в процессе конечного изготовления заготовки шины на формовочном барабане.
8. Способ по п. 7, при котором компонент кольца передачи корпуса шины и кольцо передачи брекерного слоя выполняют передачу между шестерней и рейкой на портальной раме за счет приводного двигателя для достижения поперечного скольжения компонента кольца передачи корпуса шины и кольца передачи брекерного слоя вдоль портальной рамы так, чтобы завершать перемещение материала.
9. Способ по п. 8, при котором вершины компонента кольца передачи корпуса шины и кольца передачи брекерного слоя обеспечивают направление скольжения посредством седел скольжения, зацепленных с направляющими на двух сторонах портальной рамы во время поперечного скольжения вдоль портальной рамы.
10. Способ по п. 7, при котором регулирующие рамы приводят в движение для выполнения продольного смещения с помощью горизонтальных регулирующих болтов так, чтобы регулировать положение поперечной осевой линии фермы между вертикальными направлениями фермы и вертикальных стоек; и
верхние клиновидные вкладыши и нижние клиновидные вкладыши приводят в действие для выполнения продольного смещения с помощью вертикальных регулирующих болтов так, чтобы регулировать вертикальную высоту каждой концевой точки фермы.
| CN 101372155 A, 25.02.2009 | |||
| Барабан для сборки и формования покрышек пневматических шин | 1975 |
|
SU555615A1 |
| Барабан для сборки и формования брекерных браслетов | 1984 |
|
SU1191303A1 |
| Барабан для сборки и формования покрышек пневматических шин | 1974 |
|
SU571038A1 |
| Устройство для сборки и формования покрышек пневматических шин | 1982 |
|
SU1060496A1 |

