05
4
QD О5
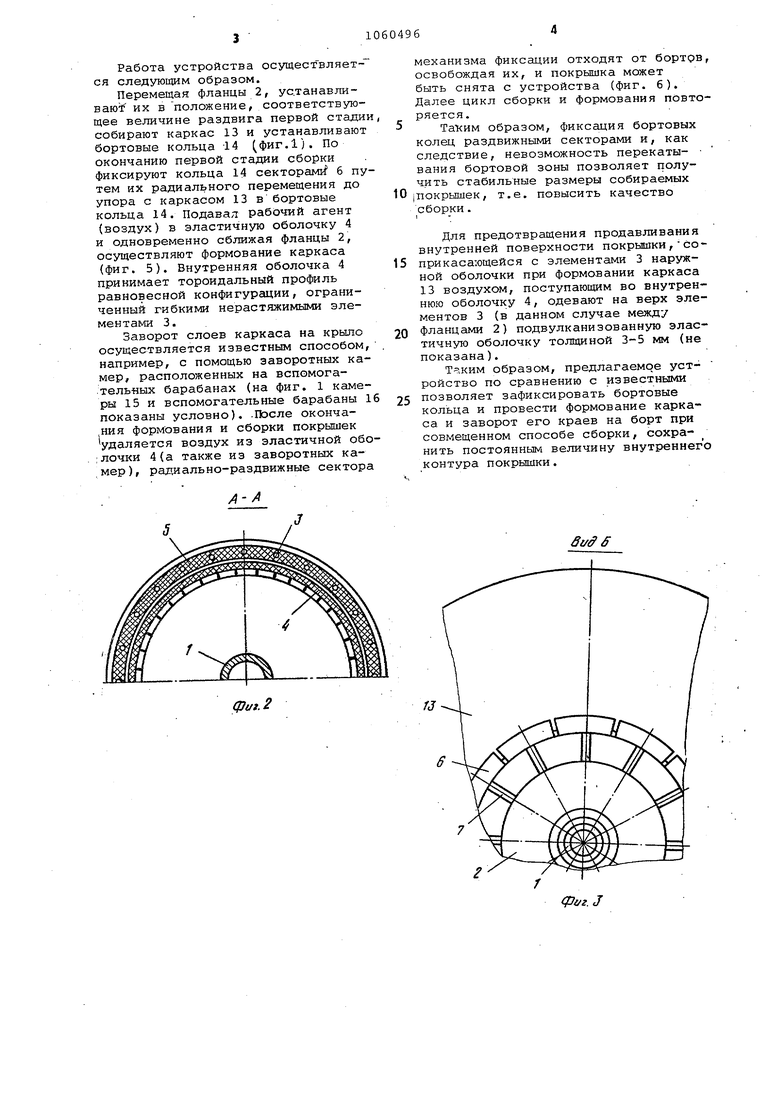
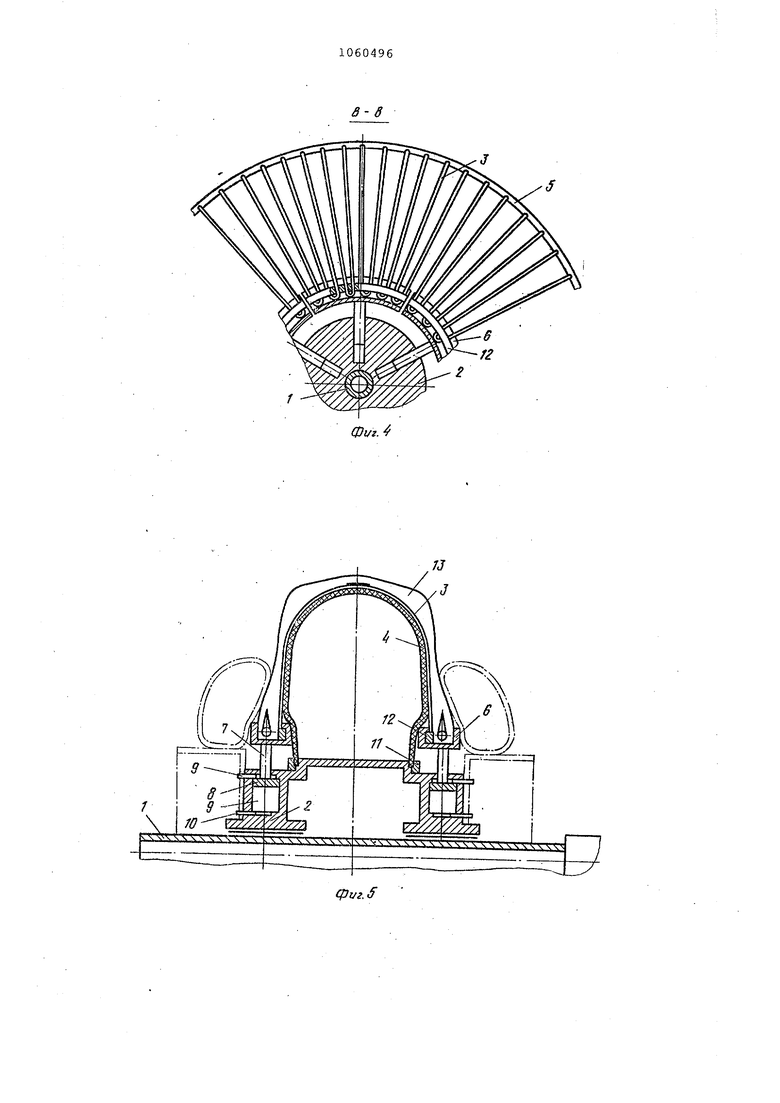
фиг./ Изобретение относится к оборудо ванию для производства покрышек пневматических шин типа и может быть использовано на сбороч- ных участках шинных заводов. Известно устройство для сборки и формования покрышек пневматических шин, содерлсащее смонтированные на приводном валу аксиально подвинч ные фланцы, закрепленную на них своими торцами формующую диафрагму, привод для перемещения фланцев, .механизм для фиксации бортовы колец и приспособление для заворота корда на борт l . . Недостатком этого устройства является неравномерность расположе ния нитей каркаса при сборке радиальных покрышек, в частности крупногабаритных, где требуется прецензионная точность геометрических параметров. Неравномерный шаг нитей обуславливает неравновесную .конфигурацию- ШИНЕЛ, что снижает качество покрышек, Известно так5ке устройство для сборки и формования покрышек пневматических 11Л-1Н, содерлсащее CJVIOHTHрованные на приводном валу фланцы с приводом из аксиального перемещения вдоль вала, наружную цилиндрическую оболочку, образованную ги кими нерастджимыг.и элементами, рас положенными вдоль ее; образующей, и установленную внутри наружной цилиндрической оболочки внутреннюю эластичную оболочку, причем центральная часть гибких нерастяжимых элементов заключена, в эластичном поясе. В данном устройстве ограничением контура необходимой равнове ной конфигурации слуясит ее наруж- ная оболочка, образованная гибкиг-м нерастяжимым элементами. Недостатком этого устройства явля ся отсутствие механизмов фиксации бор товых колец, которые для совмещен ной сборки радиальных покрышек на плос ком барабане являются необходимыми так как только при фиксированных кольцах возможны формирование карк са и заворот его краев на борт, а также невозможность сохранения постоянной величины внутреннего ко тура покрышки (при отсутствии механизма фиксации бортовых колец пр исходит перекатывание бортовой зоны в процессе формования покрышки, причем величина перекатывания, зависящая от многих факторов, различная и, следовательно, величина внутреннего контура покрышки также лолучается различная). Целью изобретения является повы шение качества сборки, покрышек. Поставленная цель достигается тем, что устройство для сборки и формования покрышек пневматических шин, содержащее смонтиров-анные на приводном валу фланцы с приводом их аксиального перемещения вдоль вала, наружную цилиндрическую оболочку, образованную гибкими нерастяжимыми элементами, расположенными вдоль ее образуюш,ей, и установленную внутри наружной цилиндрической оболочки внутреннюю эластичную оболочку, причем центральная часть гибких нерастяжимых элементов заключена в эластичном поясе,, снабжено смонтированными во фланцах радиально раздвижныг..1и секторамьс выполненными на них кольцевьп-да: канавками и приводом для радиального раздвижения секторов, причем внутренняя эластичная оболочка торцами смонтирована на фланцах,, а наружная цилиндрическая оболочка своими торцами закреплена на секторах . На фиг. 1 изображено предлагаемое устройство, продольный разрез на фиг. 2 - разрез Д-А. на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 и б - момент процесса формования каркаса. Устройство для сборки и формования покрышек пневматических шин содержит смонтированнгле на приводном валу 1 фланцы 2 с приводом их аксиально.го перемещения (привод условно не показан), наружную цилиндрическую оболочку, образованную гибкими нерастяжимыми элемента.ми 3 .(например нитями металл.окорда) , расположенны1 ш вдоль ее образующей, и установленную внутри нее внутреннЕОю эластичную например из резины, оболочку 4. Центральная часть гибких нерастяжимых элементов 3 заключена в эластичном поясе 5. Устройство снабжается смонтированными на фланцах 2 радиально раздвижными секторами 6 с выполненными на них кольцевыми канавкаг ш а П-образной формы и приводом для радиального раздвижения секторов, выполненным, например, в виде гидроцилиндра, состоящего из штока 7, на котором крепится сектор б, поршня 8 и каналов 9 и 10 для подачи гидрав1шки. Профиль П-образной формы кольцевых канавок раздвижных секторов выполняется таким, чтобы после сборки покрышки получить соответствующий контур подошвы борта. Торцы внутренней эластичной оболочки 4 монтируются на фланцах 2 при помощи колец I1, а торцы нарз/жной оболочки 3 - на секторах 6 при помощи сегментов 12,
Работа устройства осуществляется следующим образом.
Перемещая фланцы 2, ус.танавлиBaroif их в положение, соответствующее величине раздвига первой стади собирают каркас 13 и устанавливают бортовые кольца 14 (фиг.1). По окончанию первой стадии сборки фиксируют кольца 14 секторам 6 путем их радиального перемещения до упора с каркасом 13 в бортовые кольца 14. Подавал рабочий агент (воздух) в эластичную оболочку 4 и одновременно сближая фланцы 2, осуществляют формование каркаса (фиг. 5). Внутренняя оболочка 4 принимает тороидальный профиль равновесной конфигурации, ограниченный гибкими нерастяжимыми элементами 3. .
Заворот слоев каркаса на крыло осуществляется известным способом, например, с помощью эаворотных камер, расположенных на вспомогатель«ых барабанах (на фиг. 1 камеры 15 и вспомогательные барабаны 1 показаны условно). .После окончания формования и сборки покрышек удаляется воздух из эластичной обо:лочки 4(а также из заворотных ка,мер), радиально-раздвижные сектора
А-А
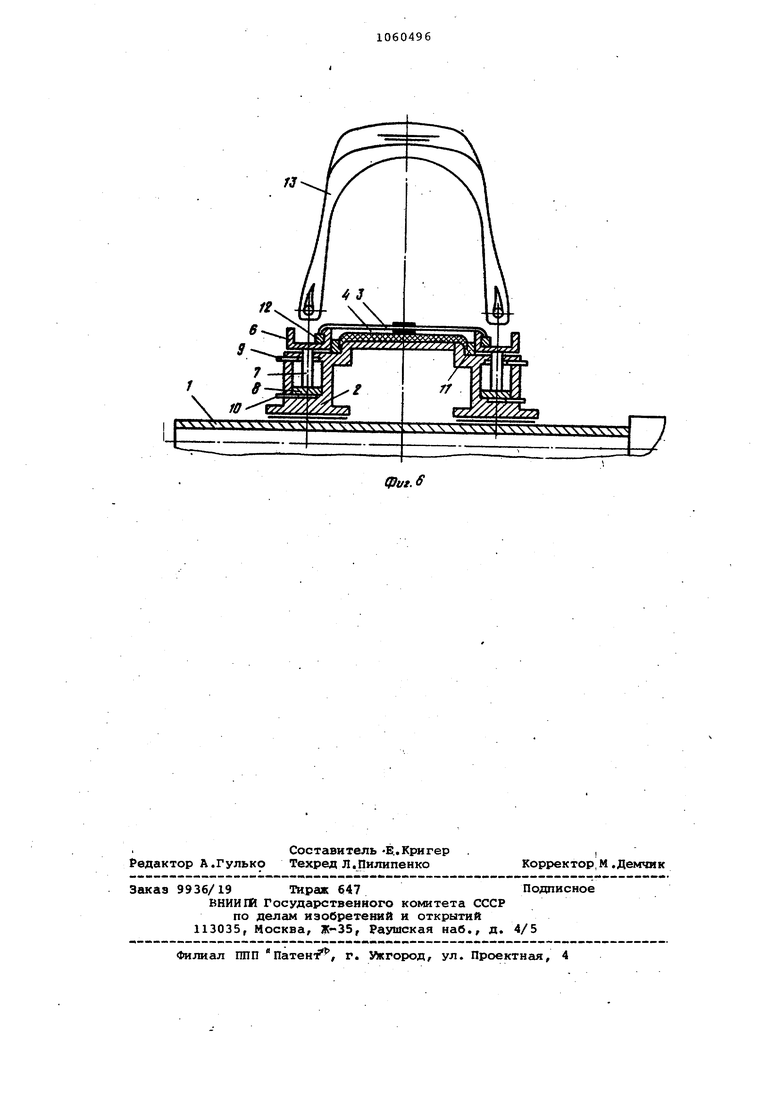
механизма фиксации отходят от бортов, освобождая их, и покрышка может быть снята с устройства (фиг. 6). Далее цикл сборки и формования повторяется.
Таким образом, фиксация бортовых колец раздвижными секторами и, как следствие, невозможность перекаты- вания бортовой зоны позволяет получить стабильные размеры собираемых
0 Покрышек, т.е. повысить качество сборки.
Для предотвращения продавливания внутренней поверхности покрышки,со5 прикасающейся с элементами 3 наружной оболочки при формовании каркаса 13 воздухом, поступающим во внутреннюю оболочку 4, одевают на верх элементов 3 (в данном случае между
0 фланцами 2) подвулканизованную эластичную оболочку толщиной 3-5 мм (не показана).
Таким образом, предлагаемое устройство по сравнению с известными
5 позволяет зафиксировать бортовые кольца и провести формование каркаса и заворот его краев на борт при совмещенном способе сборки, сохранить постоянным величину внутреннего контура покрышки.
(Риг. 2
Si/ff ff
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СБОРКИ И ФОРМОВАНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1992 |
|
RU2011534C1 |
| Устройство для сборки и формования покрышек пневматических шин | 1989 |
|
SU1620327A2 |
| Устройство для формования покрышек пневматических шин | 1978 |
|
SU753672A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И ФОРМОВАНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1992 |
|
RU2011533C1 |
| Устройство для сборки и формования покрышек пневматических шин | 1987 |
|
SU1511137A2 |
| Барабан для сборки и формования покрышек пневматических шин | 1975 |
|
SU853937A1 |
| Устройство для сборки и формования покрышек пневматических шин | 1978 |
|
SU701026A1 |
| Барабан для сборки и формования покрышек пневматических шин | 1975 |
|
SU555615A1 |
| Устройство для сборки и формования покрышек пневматических шин | 1977 |
|
SU765008A1 |
| Барабан для сборки и формования покрышек пневматических шин | 1974 |
|
SU568239A1 |
УСТРОЙСТВО ДЛЯ СБОРКИ И ФОРМОВАНИЯ ШКРЬВЙЕК ПНЕВМАТИЧЕС-; КИХ ШИН, содержащее смонтированные на приводном валу фланцы с приводом их аксиального перемещения вдоль вала, наружную цилиндрическую оболочку, образованную гибкими нерастяжимыми элементами, располсЗкенными вдоль ее образующей, и установленную, внутри наружной цилиндрической оболочки внутреннюю эластичную оболочку, причем центральная часть гибких нерастяжимых элементов заключена в эластичном поясе, отличающееся тем, что, с целью повышения качества сборки покрышек, оно снабжено смонтированными во фланцах радиально раздвижными секторами с вьшолненными на них кольцевыми канавками и приводом для радиального раздвижения секторов, причем внутренняя эластичная оболочка торцами смонтирована на фланцах, а наружная цилиндрическая оболочка 5g своими торцами закреплена на секто(Л рах.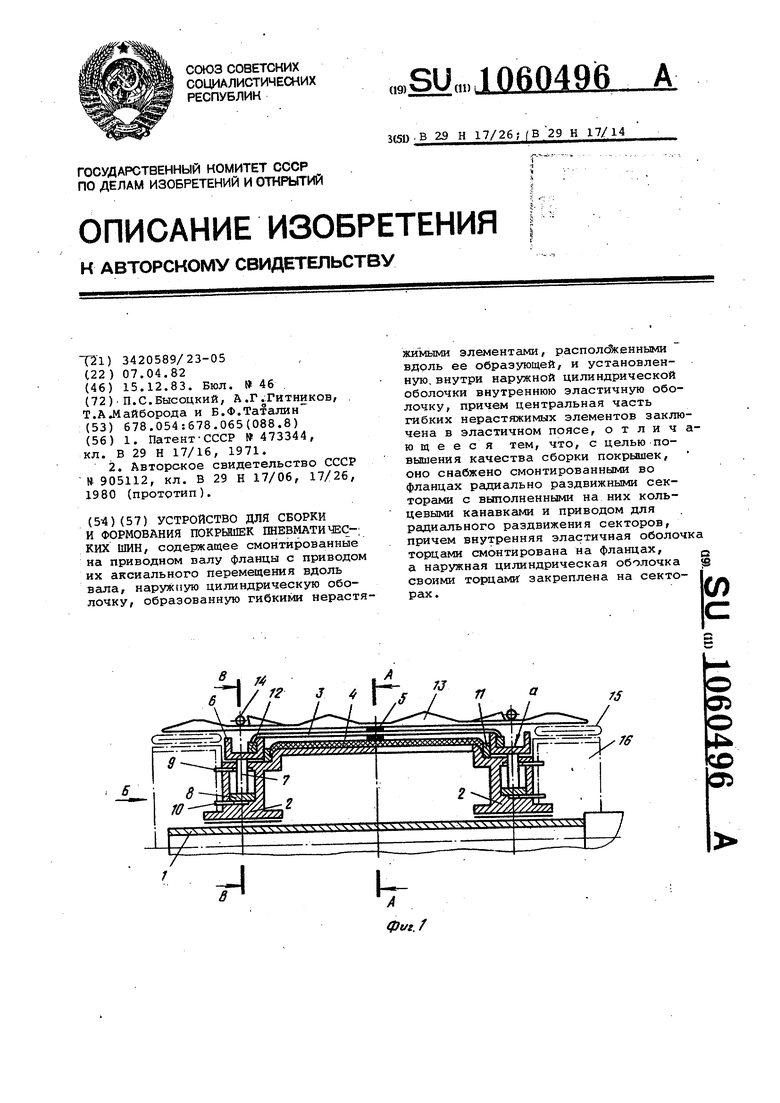
tPvt.ff
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Барабан для сборки и формования покрышек | 1971 |
|
SU473344A3 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Диафрагма к барабану для сборки покрышек пневматических шин | 1980 |
|
SU905112A1 |
| Солесос | 1922 |
|
SU29A1 |
