Изобретение относится к оборудованию заводов шинной промышленности и предназначено для сборки и формовании брекернопротекторных браслетов радиальных покрышек пневматических шин.
Цель изобретения - повышение качества брекерных браслетов за счет повышения равномерности распределения нитей брекера при формовании.
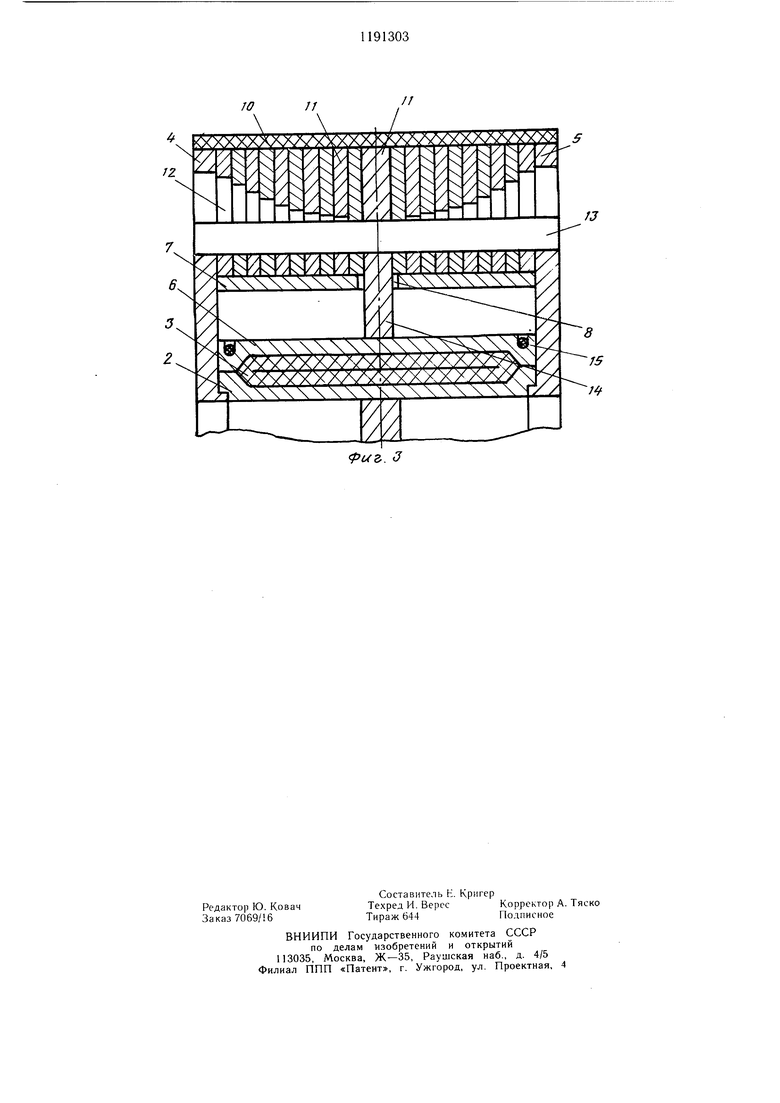
На фиг. 1 изображен предлагаемый барабан, продольный разрез, исходное и рабочее положение; па фиг. 2 - то же, вид сбоку; на фиг. 3 - то же, вариант выполнения.
Барабан для сборки и формования брекерных браслетов содержит смонтированный на основании (не показано) приводной вал 1. На приводном валу 1 жестко смонтировано основание 2 барабана, на котором установлена резиновая диафрагма 3 и кольца 4 и 5. На диафрагме 3 между кольцами 4 и 5 установлены радиально подвижные секторы 6 механизма радиального раздвижения, вокруг которых жестко смонтирована кольцевая обечайка 7, имеющая вырез 8. На обечайке 7 между кольцами 4 и 5 установлены сегменты 9 для сборки и формования брекера 10, выполненные из набора радиальпо подвижных одна относительно другой пластин 11. В пластинах 11 выполнены в радиальном направлении пазы 12. В пазах 12 каждого набора пластин установлен толкатель в виде штанги 13, жестко связанный посредством стойки 14, установленной в вырезе 8, с радиально подвижным сектором 6 механизма радиального раздвижения. На секторах 6 снаружи установлены кольцевые резиновые жгуты 15. Пластины 11 каждого сектора 9 установлены .между собой с зазором. Зазор выбирается исходя из геометрических характеристик сформованного брекера 10.
Барабан работает следующим образом.
В исходном положении барабана включается привод вращения (не показан) приводного вала 1 (фиг. 1), который вращается вместе с основанием 2 барабана и связанным с ним сегментом 9. При этом на наружную поверхность сегментов 9, образованную наружной поверхностью пластины 11, накладываются слои брекера 10 (фиг. 2). Вращение барабана прекращается и во внутреннюю полость диафрагмы 3 подается сжатый вдздух. При этом секторы 6 механизма радиального раздвижения начинают перемещаться в радиальном направлении. Одновременно с ними начинают перемещаться в том же направлении штанги 13, жестко связанные с секторами 6 посредством стоек 14, которые проходят через вырезы 8 в кольцевой обечайке 7. При этом щтанги 13 перемещаются в пазах 12 пластин 11 и, проходя весь паз, начинают пере.мещать пластины в радиальном направлении. Так как толкатель имеет выпуклый профиль, а пазы 12 в пластинах 11 имеют одинаковую длину
(фиг. 1) или в варианте исполнения (фиг. 3) толкатель имеет плоский профиль, а пазы 12 в пластинах 11 имеют различную длину, то пластины, расположенные ближе к середине сегмента, начинают движение раньще и
5 в рабочем положении наружная поверхность сегментов 9 с расположенным на ней брекером 10 принимает выпуклую форму. Брекер таким образом формируется.
В процессе формования брекер 10 растягивается в окружном направлении и сжимается по щирине. При этом пластины 11 каждого набора, установленные между собой с зазором, не препятствуют сжатию брекера 10, а сжимаются вместе с ним.
Далее на сформованный брекер 10 накладывается протектор. Стравливается воздух из полости диафрагмы 3, сегменты 9 под действием толкателей прижимаются к обечайке 7 и занимают исходное положение. Брекерно-протекторный браслет снимается с барабана.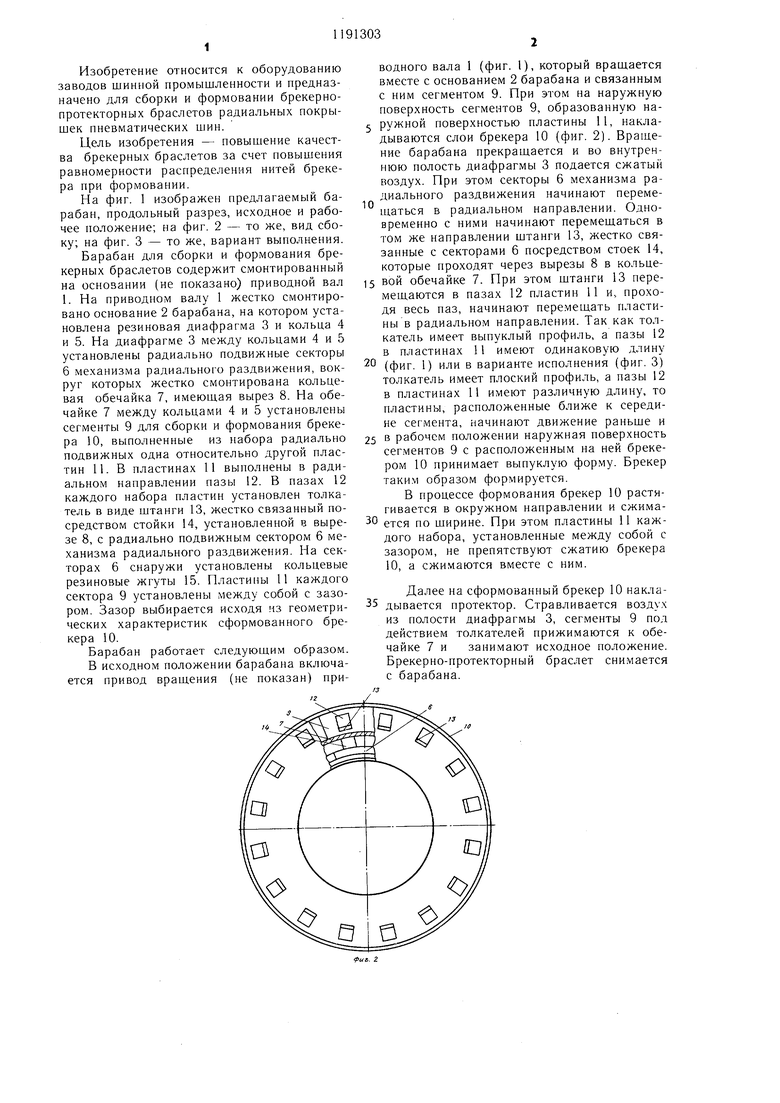
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки металлокордных брекерных браслетов | 1983 |
|
SU1106683A1 |
| Устройство для сборки и формования браслетов покрышек пневматических шин | 1986 |
|
SU1328228A1 |
| Устройство для сборки металлокордных брекерных браслетов | 1986 |
|
SU1335481A2 |
| Устройство для сборки металлокордных брекерных браслетов | 1986 |
|
SU1335482A1 |
| Устройство для сборки покрышек пневматических шин | 1976 |
|
SU738899A1 |
| Барабан для сборки кольцевых заготовок для покрышек пневматических шин | 1990 |
|
SU1775314A1 |
| Барабан для сборки и формования покрышек пневматических шин | 1981 |
|
SU996224A1 |
| Устройство для сборки и формования покрышек пневматических шин | 1983 |
|
SU1106682A1 |
| Способ изготовления пневматических шин и устройство для его осуществления | 1984 |
|
SU1431666A3 |
| Устройство для изготовления покрышек пневматических шин | 1974 |
|
SU540559A3 |
1. БАРАБАН ДЛЯ СБОРКИ И ФОРМОВАНИЯ БРЕКЕРНЫХ БРАСЛЕТОВ, содержащий смонтированные на приводном, валу радиально раздвижные сегменты и механизм для радиального раздвижения сегментов, отличающийся тем, что, с целью повышения качества брекерных браслетов за счет повышения равномерности распределения нитей брекера при формовании, механизм для радиального раздвижения сег ментов выполнен в виде радиально подвижных секторов, установленной вокруг них кольцевой обечайки с вырезом, смонтированной в вырезе стойки, жестко связанной с радиально подвижными секторами, и жестко связанного со стойкой толкателя в виде штанг, а в радиальни подвижных сегментах выполнены радиальные пазы для установки в них штанг. 2. Барабан по п. 1, отличающийся тем, что сегменты выполнены в виде набора радиально подвижных одна относительно другой пластин, установленных между собой с зазором.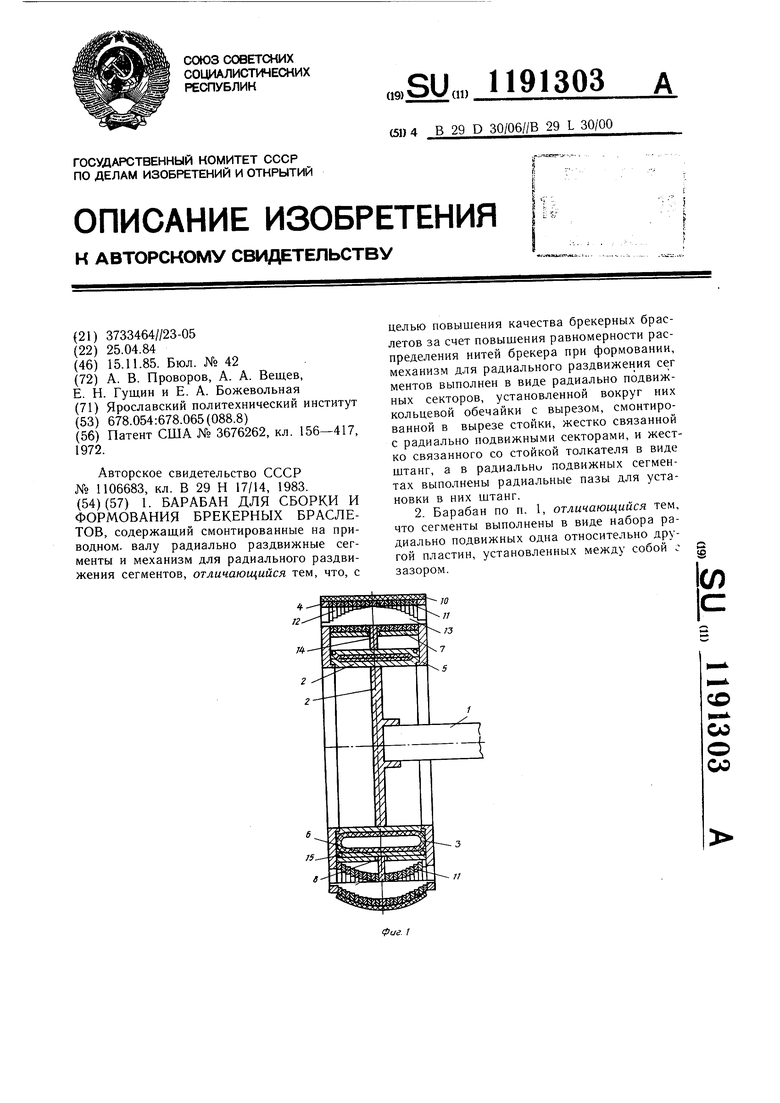
О
vO
.О
а в
О1
О/
О.
| Патент США № 3676262, кл | |||
| Упругое экипажное колесо | 1918 |
|
SU156A1 |
| Устройство для сборки металлокордных брекерных браслетов | 1983 |
|
SU1106683A1 |
| Солесос | 1922 |
|
SU29A1 |
