Область техники
Настоящее изобретение относится к способу формирования структурных элементов, выполненных из листового металла, и к структурным элементам, выполненным указанным способом.
Предшествующий уровень техники настоящего изобретения
Существует необходимость в создании структурного элемента автомобиля, такого как лонжерон моторного отсека, рычага управления подвески или балки подрамника подвески, из полого элемента замкнутого сечения, который характеризуется стандартной двухстворчатой конфигурацией, но позволяет избегать известного из предшествующего уровня техники соединения внахлест. Известно, что для широкомасштабного применения, например применения, связанного с автомобильной промышленностью, штамповка листового металла является наиболее эффективным способом изготовления структурных компонентов. Почти в каждом произведенном сегодня автомобиле используют конструкции кузова и отдельные подрамники, сконструированные почти полностью из алюминиевых или стальных штампованных деталей, изготовленных при помощи технологий штамповки. Вне зависимости от применения полых элементов замкнутого сечения, их обычно изготавливают из двух штампованных компонентов незамкнутого сечения из листового металла, образовывая двухстворчатую конфигурацию посредством применения либо перекрывающегося участка для выполнения подходящего сварного соединения углового типа, либо выступающего фланца для создания соединяющего два материала точечного сварного соединения. Главной задачей настоящего изобретения является исключение использования излишнего материала, связанного с соединениями внахлест или соединениями фланцевого тина в двухстворчатых полых элементах замкнутого сечения.
Наиболее эффективным сварным соединением является стыковая конструкция, где два структурно соединяемых компонента соприкасаются вдоль смежных стыков на их открытых кромках таким образом, чтобы не возникало перекрытия материала. Сварку этого стыкового соединения затем могут выполнить при помощи дуговой сварки металлическим электродом в среде инертного газа, дуговой сварки вольфрамовым электродом в среде инертного газа, электродуговой сварки, лазерной сварки или подобных способов, создавая непрерывное структурное соединение двух компонентов. Качество этого сварного стыкового соединения чрезвычайно чувствительно к зазору между двумя компонентами и разнице толщин материалов двух компонентов. Разницу толщин можно контролировать посредством корректировки технических характеристик в процессе проектирования. Зазор между двумя компонентами зависит от возможностей процесса производства. Если два компонента сконструированы из штампованного листового металла при помощи технологий штамповки, то открытые кромки не могут быть выполнены таким образом, чтобы стыковаться с нулевым зазором по причине присущих процессу недостатков. Именно по этой причине в выполненных посредством штамповки двухстворчатых конфигурациях применяют либо перекрывающийся участок для выполнения подходящего сварного соединения углового типа, либо выступающий фланец для создания соединяющего два материала точечного сварного соединения.
Краткое раскрытие настоящего изобретения
В соответствии с настоящим изобретением, предложен способ формирования полого структурного элемента замкнутого сечения, включающий
штамповку верхнего компонента из листового металла с, по существу, незамкнутым сечением, выполненного с двумя в основном параллельными выступающими вниз стыковочными фланцами;
штамповку нижнего компонента из листового металла с, по существу, незамкнутым сечением, выполненного с двумя в основном параллельными выступающими вверх стыковочными фланцами; и
стыковую сварку стыковочных фланцев верхнего и нижнего компонентов из листового металла друг с другом для формирования непрерывного полого структурного элемента с переменным поперечным сечением,
отличающийся тем, что
перед сваркой штампованные стыковочные фланцы верхнего и нижнего компонентов из листового металла подрезают посредством резки лазерной установкой с пятью степенями свободы таким образом, чтобы они взаимодополняли друг друга, при этом верхний и нижний компоненты из листового металла закреплены в креплении в пространственном соответствии.
Подрезанные края верхнего и нижнего компонентов сваривают друг с другом посредством непрерывного стыковой лазерной стыковой сварки.
В некоторых вариантах реализации способ, после этапа, на котором стыковочные фланцы подрезают таким образом, чтобы они взаимодополняли друг друга, включает перемещение верхнего компонента из листового металла и нижнего компонента из листового металла таким образом, чтобы они контактировали друг с другом, с сохранением их жесткого закрепления в креплении, и структурное прикрепление компонентов вдоль стыка посредством стыковой сварки при жестком закреплении компонентов в креплении
Наиболее эффективным процессом для непрерывного структурного соединения двух металлических компонентов является лазерная сварка, поскольку лазерная сварка оказывает меньшее тепловое воздействие по сравнению с другими технологиями сварки. Кроме того, лазерная сварка, как правило, не требует применения присадочного материала и характеризуется значительно более высокой скоростью сварки. Однако лазерная сварка требует более жестких допусков к зазорам стыковых соединений по сравнению с другими технологиями сварки и, таким образом, ее в основном применяют в конфигурациях с перекрывающимися материалами. Полый элемент замкнутого сечения, сконструированный из двух штампованных компонентов незамкнутого сечения из листового металла, выполненных в виде двух створок, со структурным соединением, выполненным посредством лазерной сварки стыкового соединения на стыке между компонентами, будет обеспечивать значительное преимущество в массе и стоимости по сравнению с известными из предшествующего уровня техники конфигурациями.
Согласно варианту осуществления настоящего изобретения полый элемент замкнутого сечения сконструирован из верхнего штампованного компонента из листового металла с, по существу, незамкнутым сечением, изготовленного посредством технологий штамповки и выполненного с двумя в основном параллельными выступающими вниз стыковочными фланцами, и нижнего штампованного компонента из листового металла с, по существу, незамкнутым сечением, изготовленного посредством технологий штамповки и выполненного с двумя в основном параллельными выступающими вверх стыковочными фланцами. После штамповки верхний штампованный компонент из листового металла и нижний штампованный компонент из листового металла жестко удерживают в пространственном соответствии посредством специализированного крепления и выступающие вверх и выступающие вниз стыковочные фланцы обрезают посредством резки лазерной установкой с пятью степенями свободы таким образом, что они взаимодополняют друг друга. Крепление обеспечивает перемещение верхнего штампованного компонента из листового металла и нижнего штампованного компонента из листового металла таким образом, чтобы они контактировали друг с другом вдоль всего их стыка с нулевым зазором, одновременно продолжая жестко удерживать компоненты в пространственном соответствии. После этого верхний штампованный компонент из листового металла и нижний штампованный компонент из листового металла, жестко закрепленные в креплении, структурно соединяют вдоль стыка с нулевым зазором посредством непрерывного стыкового соединения, полученного лазерной сваркой. Поскольку компоненты жестко закреплены в пространственном соответствии и операция подрезки лазером с пятью степенями свободы выполнена в одном и том же креплении, стык с нулевым зазором будет полностью выдержан, и будет осуществлено высококачественное сварное соединение, полученное лазерной сваркой, без наложения излишнего материала, с очень малым тепловым воздействием и с высокой скоростью обработки. В результате будет получен непрерывный полый структурный элемент с переменным поперечным сечением, который характеризуется высоким уровнем пространственной прочности, поскольку после структурного соединения двух штампованных компонентов из листового металла, они удерживают друг друга в пространственном соответствии после извлечения из крепления, тем самым, устраняя эффект упругого последействия материала и формирование дефектов отдельных компонентов.
Таким образом, получен высокоэффективный полый элемент замкнутого сечения, в котором используют меньшее количество материала, чем в структурно эквивалентных двухстворчатых конфигурациях с перекрытием или фланцами, тем самым, предоставляя решение с более низкой массой и стоимостью. Дополнительно, полый элемент замкнутого сечения согласно настоящему изобретению может быть сконструирован посредством эффективных с точки зрения затрат инструментов для вьполнения штамповки в виду того, что больше нет потребности в характеризующихся высокой степенью точности штампованных компонентах из листового металла, поскольку крепление обеспечивает необходимые пространственные допуски во время подрезки и сварки. Дополнительное преимущество полого элемента замкнутого сечения настоящего изобретения заключается в том, что его площадь поперечного сечения может быть в значительной степени изменена вдоль его длины с намного более высокими соотношениями, чем у стандартных неперекрывающихся соединительных конструкций замкнутого сечения, выполненных посредством роликового профилирования листового металла, формования выдуванием или гидравлического прессования.
Краткое описание фигур
Далее изобретение описано подробнее на примере со ссылкой на прилагаемые чертежи, на которых:
на фиг. 1 представлен вид в перспективе полого элемента замкнутого сечения согласно настоящему изобретению;
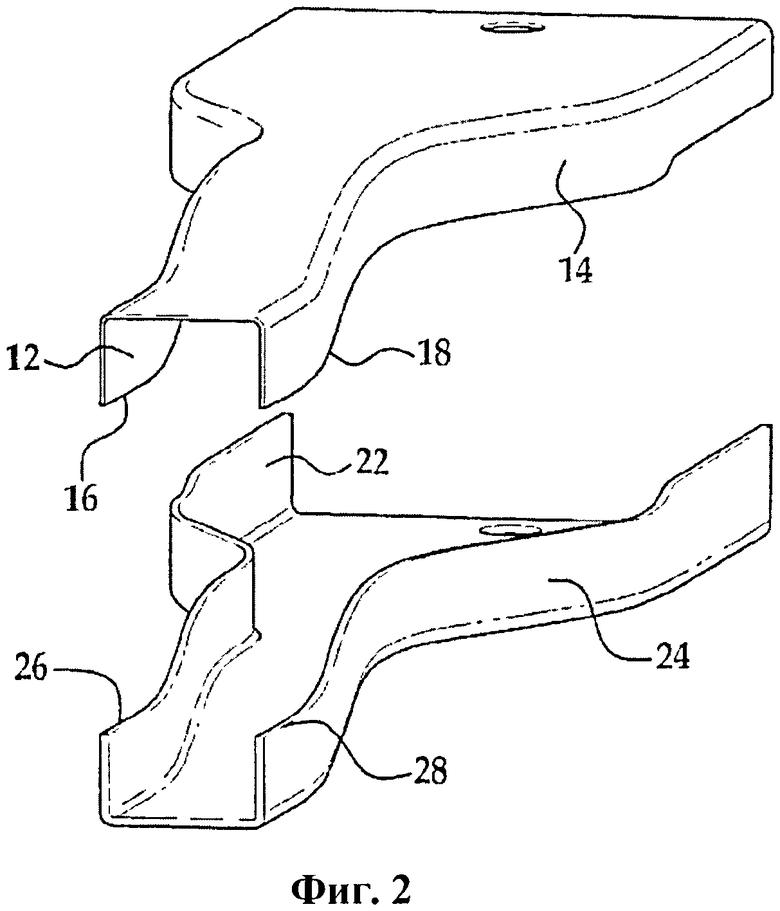
на фиг. 2 представлен покомпонентный вид в перспективе полого элемента замкнутого сечения согласно настоящему изобретению;
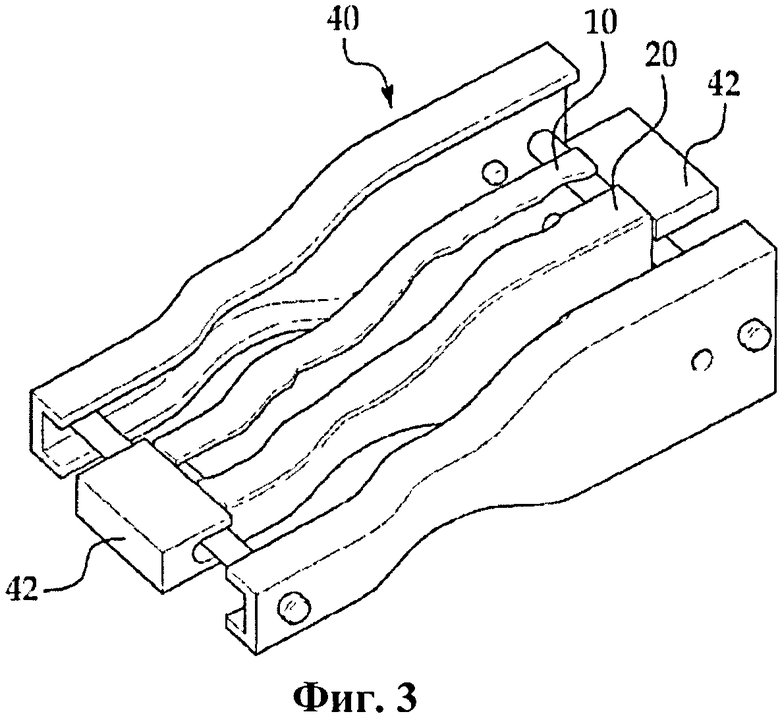
на фиг. 3 представлен вид в перспективе компонентов полого элемента замкнутого сечения согласно настоящему изобретению, частично установленных в специализированное крепление;
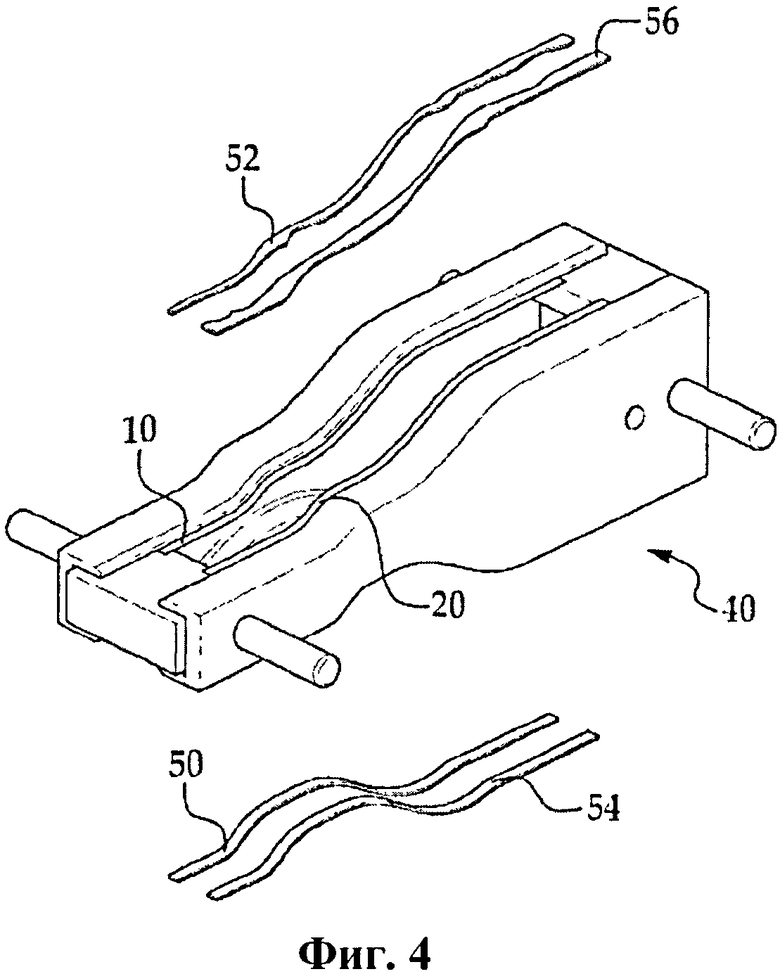
на фиг. 4 представлен вид в перспективе специализированного крепления, причем компоненты полого элемента замкнутого сечения согласно настоящему изобретению полностью установлены и подрезаны;
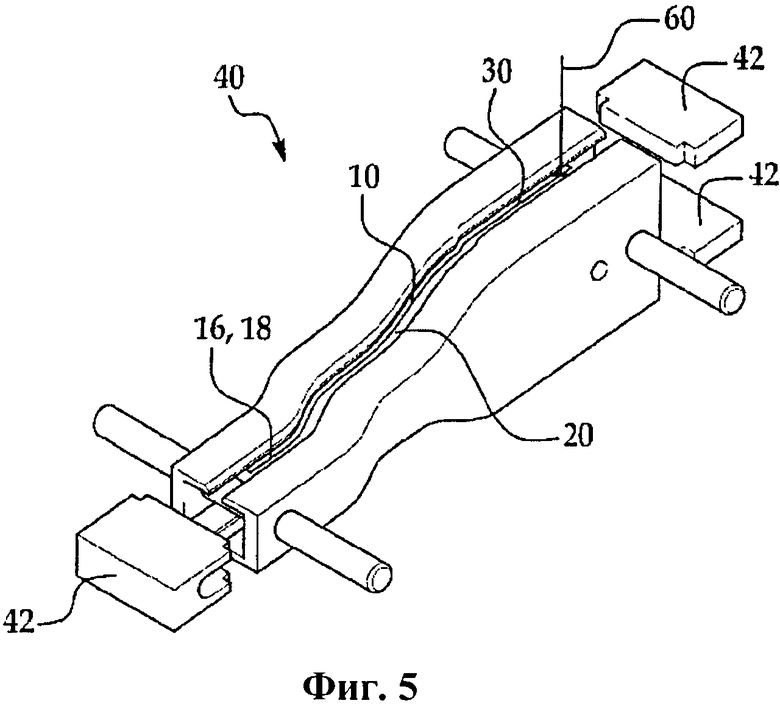
на фиг. 5 представлен вид в перспективе специализированного крепления, причем компоненты полого элемента замкнутого сечения согласно настоящему изобретению полностью установлены в процессе выполнения лазерной сварки;
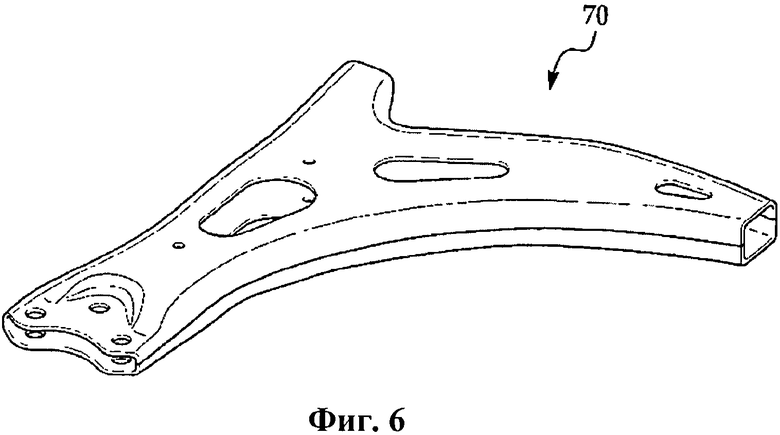
на фиг. 6 представлен вид в перспективе применения полого элемента замкнутого сечения согласно настоящему изобретению;
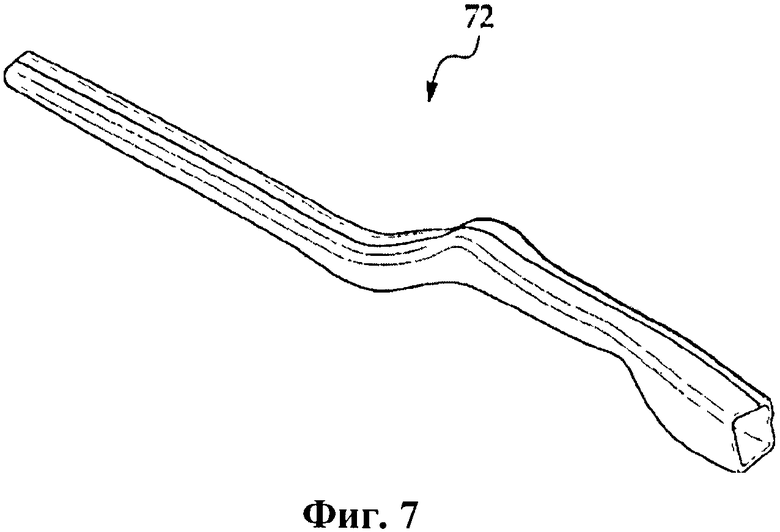
на фиг. 7 представлен вид в перспективе еще одного применения полого элемента замкнутого сечения согласно настоящему изобретению; и
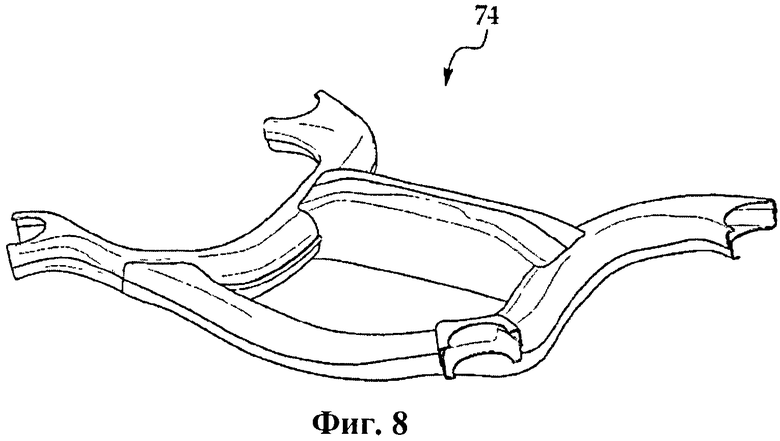
на фиг. 8 представлен, вид в перспективе другого применения полого элемента замкнутого сечения согласно настоящему изобретению.
Подробное раскрытие изобретения
Согласно фиг. 1 и 2 полый элемент (1) замкнутого сечения, по существу, состоит из верхнего штампованного компонента (10) из листового металла и нижнего штампованного компонента (20) из листового металла. Оба штампованных компонента из листового металла изготовлены посредством штамповки плоского листа стали, алюминия или другого подходящего металла или сплава с образованием формы с необходимым незамкнутым сечением, которое обусловлено конструктивными требованиями и требованиями к монтажу конечного применения. Верхний штампованный компонент (10) из листового металла выполнен с двумя в основном параллельными выступающими вниз стыковочными фланцами (12, 14). Как представлено в неограничивающем примере согласно фиг. 1 и 2, нижний штампованный компонент (20) из листового металла выполнен с двумя в основном параллельными выступающими вверх стыковочными фланцами (22, 24). Выступающие вниз стыковочные фланцы (12, 14) верхнего компонента (10) из листового металла после штамповки обрабатывают посредством лазерной установки с пятью степенями свободы с образованием стыковочных кромок (16, 18), характеризующихся высокой степенью точности. Выступающие вверх стыковочные фланцы (22, 24) нижнего компонента (20) из листового металла после штамповки обрабатывают посредством лазерной установки с пятью степенями свободы с образованием стыковочных кромок (26, 28), характеризующихся высокой степенью точности. Стыковочные кромки (16, 18, 26. 28) подрезают в ходе единичной операции посредством лазерной установки с пятью степенями свободы таким образом, что они взаимодополняют друг друга, причем верхний штампованный компонент (10) из листового металла и нижний штампованный компонент (20) из листового металла жестко закреплены в пространственном соответствии посредством специализированного крепления. Таким образом, стыковочные кромки (26, 28) выступающих вверх стыковочных фланцев (22, 24) и стыковочные кромки (16, 18) выступающих вниз стыковочных фланцев (12, 14) выполнены таким образом, чтобы в значительной степени сочетаться друг с другом с нулевым зазором. Указанный стык с нулевым зазором (также называемый "стык") способствует выполнению высококачественного стыкового соединения (30), полученного лазерной сваркой, посредством которого выполняют структурное соединение верхнего штампованного компонента (10) из листового металла и нижнего штампованного компонента (20) из листового металла с тем, чтобы получить непрерывный полый структурный элемент (1) с переменным поперечным сечением.
На фиг. 3 представлен неограничивающий пример специализированного крепления (40), выполненного таким образом, чтобы жестко удерживать верхний штампованный компонент (10) из листового металла и нижний штампованный компонент (20) из листового металла, причем штампованные компоненты из листового металла представлены удерживаемыми на заданном расстоянии посредством разделительных блоков (42) перед установкой в специализированное крепление (40). На фиг. 4 представлено специализированное крепление (40), причем верхний штампованный компонент (10) из листового металла и нижний штампованный компонент (20) из листового металла полностью установлены в крепление (40) и стыковочные кромки (16, 18, 26, 28) подрезаны посредством лазерной установки с пятью степенями свободы таким образом, что они взаимодополняют друг друга. Отходы, включающие неточно выполненные кромки (50, 52, 54, 56), представлены отделенными от стыковочных фланцев (12, 14, 22, 24).
На фиг. 5 представлено специализированное крепление (40), причем разделительные блоки (42) удалены и верхний штампованный компонент (10) из листового металла и нижний штампованный компонент (20) из листового металла контактируют друг с другом вдоль предварительно подрезанных лазером стыковочных кромок (16, 18, 26, 28), выполняя условие нулевого зазора. Лазерный луч (60) представлен завершающим сварное стыковое соединение (30) вдоль стыка с нулевым зазором с тем, чтобы получить непрерывный полый структурный элемент (1) с переменным поперечным сечением.
На фиг. 6 представлен неограничивающий пример рычага (70) подвески автомобиля, выполненного в виде полого элемента замкнутого сечения с переменным поперечным сечением, сконструированного с применением описанной выше технологии изготовления.
На фиг. 7 представлен неограничивающий пример лонжерона (72) моторного отсека автомобиля, выполненного в виде полого элемента замкнутого сечения с переменным поперечным сечением, сконструированного с применением описанной выше технологии изготовления.
На фиг. 8 представлен неограничивающий пример подрамника (74) подвески автомобиля, выполненного из четырех полых элементов замкнутого сечения с переменным поперечным сечением, сконструированных с применением описанной выше технологии изготовления.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНСТРУКТИВНЫЙ ДВУТАВРОВЫЙ РЫЧАГ АВТОМОБИЛЬНОЙ ПОДВЕСКИ | 2008 |
|
RU2497690C2 |
| ШТАМПОВАННЫЙ КОМПОНЕНТ КУЗОВА АВТОМОБИЛЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2706253C1 |
| ПОЛ ТРАНСПОРТНОГО СРЕДСТВА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2790729C1 |
| ФОРМОВАННОЕ ГОРЯЧЕЙ ШТАМПОВКОЙ ИЗДЕЛИЕ, ИСПОЛЬЗУЮЩИЙ ЕГО КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ И СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМОВАННОГО ГОРЯЧЕЙ ШТАМПОВКОЙ ИЗДЕЛИЯ | 2017 |
|
RU2714357C1 |
| СПОСОБ ПРОИЗВОДСТВА УСИЛИТЕЛЯ ЦЕНТРАЛЬНОЙ СТОЙКИ | 2013 |
|
RU2628268C2 |
| ЛИСТОВАЯ СВАРНАЯ ЗАГОТОВКА ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ, ГОРЯЧЕШТАМПОВАННЫЙ ЭЛЕМЕНТ И СПОСОБ ДЛЯ ЕГО ПРОИЗВОДСТВА | 2013 |
|
RU2594766C9 |
| КОСОУР, И ЛЕСТНИЧНЫЙ МАРШ, СОДЕРЖАЩИЙ ЕГО | 2016 |
|
RU2634141C1 |
| ШТАМПОВАННОЕ ИЗДЕЛИЕ | 2016 |
|
RU2689827C1 |
| ШТАМПОВАННОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО КОНСТРУИРОВАНИЯ | 2016 |
|
RU2688112C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННОГО ИЗДЕЛИЯ | 2017 |
|
RU2693402C1 |
Изобретение относится к способу формирования полого структурного элемента замкнутого сечения. Способ формирования полого структурного элемента включает штамповку верхнего компонента из листового металла с незамкнутым сечением, выполненного с двумя в основном параллельными выступающими вниз стыковочными фланцами, штамповку нижнего компонента из листового металла с незамкнутым сечением, выполненного с двумя в основном параллельными выступающими вверх стыковочными фланцами и стыковую сварку стыковочных фланцев верхнего и нижнего компонентов из листового металла друг с другом. Причем перед сваркой штампованные стыковочные фланцы верхнего и нижнего компонентов из листового металла одновременно подрезают посредством резки лазерной установкой с пятью степенями свободы таким образом, чтобы они взаимодополняли друг друга. При этом верхний и нижний компоненты из листового металла закреплены в креплении в пространственном соответствии. По одному из вариантов подрезанные края верхнего и нижнего компонентов сваривают друг с другом посредством непрерывной стыковой лазерной сварки. Изобретение также относится к структурному элементу, представляющему собой рычаг подвески автомобиля, или лонжерон моторного отсека автомобиля, или балку для подрамника подвески автомобиля. Достигается уменьшение массы изделия. 4 н. и 2 з.п. ф-лы, 8 ил.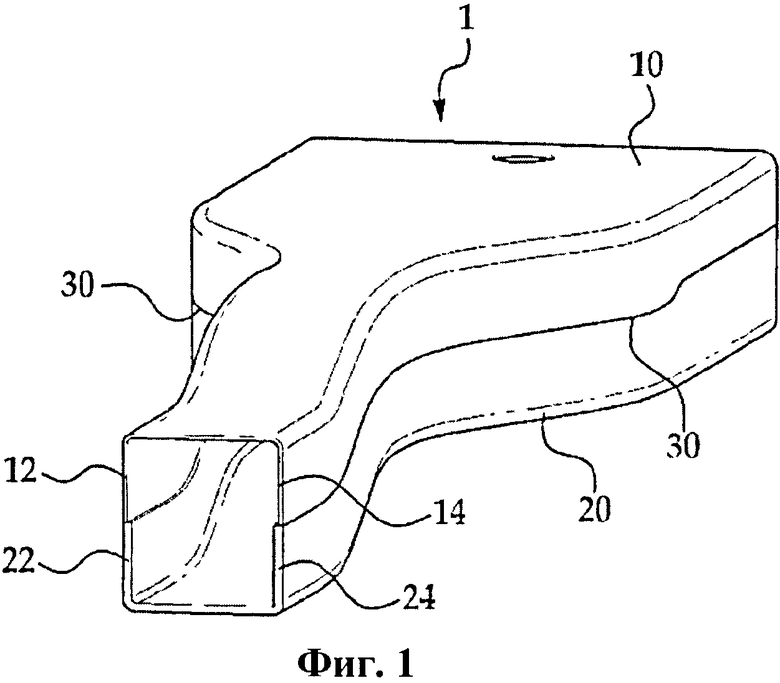
1. Способ формирования полого структурного элемента замкнутого сечения, включающий
штамповку верхнего компонента из листового металла с, по существу, незамкнутым сечением, выполненного с двумя в основном параллельными выступающими вниз стыковочными фланцами;
штамповку нижнего компонента из листового металла с, по существу, незамкнутым сечением, выполненного с двумя в основном параллельными выступающими вверх стыковочными фланцами; и
стыковую сварку стыковочных фланцев верхнего и нижнего компонентов из листового металла друг с другом для формирования непрерывного полого структурного элемента с переменным поперечным сечением,
отличающийся тем, что
перед сваркой штампованные стыковочные фланцы верхнего и нижнего компонентов из листового металла одновременно подрезают посредством резки лазерной установкой с пятью степенями свободы таким образом, чтобы они взаимодополняли друг друга, при этом верхний и нижний компоненты из листового металла закреплены в креплении в пространственном соответствии.
2. Способ по п. 1, отличающийся тем, что подрезанные края верхнего и нижнего компонентов сваривают друг с другом посредством непрерывной стыковой лазерной сварки.
3. Способ по п. 1 или 2, который после этапа, на котором стыковочные фланцы подрезают таким образом, чтобы они взаимодополняли друг друга, включает перемещение верхнего компонента из листового металла и нижнего компонента из листового металла таким образом, чтобы они контактировали друг с другом, с сохранением их жесткого закрепления в креплении, и структурное прикрепление компонентов вдоль стыка посредством стыковой сварки при жестком закреплении компонентов в креплении.
4. Структурный элемент, сформированный способом по любому из пп. 1-3, отличающийся тем, что структурный элемент представляет собой рычаг подвески автомобиля.
5. Структурный элемент, сформированный способом по любому из пп. 1-3, отличающийся тем, что структурный элемент представляет собой лонжерон моторного отсека автомобиля.
6. Структурный элемент, сформированный способом по любому из пп. 1-3, отличающийся тем, что структурный элемент представляет собой балку для подрамника подвески автомобиля.
| Устройство для гидравлической очистки вертикальных бетонных поверхностей | 1987 |
|
SU1557301A1 |
| US 20030205879 A1, 06.11.2003 | |||
| Устройство для правки ножей | 1974 |
|
SU565741A1 |
| Штампосварная надрессорная балка тележки грузового вагона | 1989 |
|
SU1745590A1 |
| СПОСОБ ПОДГОТОВКИ КРОМОК ПОД СВАРКУ ЛИСТОВЫХ ЗАГОТОВОК ИЗ ТИТАНОВЫХ СПЛАВОВ | 2001 |
|
RU2196032C1 |
| DE 102006029292 A1, 27.12.2007. | |||

