Изобретение отиаснтся к перораОозке пластических масс методом литья под давлением и может быть использовано в хиьточеской и ма1Ш1иостроитеяыюй промьпгыенпости, производяиц1х детали из полимеров. Известно запирающееся сопло литьевых ма1шш для П-пастмасс, содержащее корпус с кат алами для прохода расплава и резьбой гго наружной ето поверхности, расположенный в корпусе сменный плавающий клапан, ссадиргенный резьбовым соединением с рассекателем сопряженным с корпусом по направляющей и выполненным с конической поверхностью ij Недостаток известного сопла состоит в том что для наде)Ю1ой работы его необход11мо сравнительно большое усилие для поджатия сопла к пресс-форме, иначе при заливке давление расплава на торец рассекателя может вызвать перемещение рассекателя влево и перекрытие сопла. Большое зсилие под/катия снижает универсальность сопла, так как затрудняет его использование для разЛ1рнпз1х TimoB. Наиболее близким к предлагаемому являет ся самозапирающееся сопло литьевой маапны для переработки пластмасс, содержащее корпус с отверстием для расплава, наконечник с проходным каналом, соединенный с корпусом, и упругий элемент в ввде прямоугольной пластины, размещенный между смежными поверхностями корзтуса и наконечника. В указанном сопле самозапирание его Ьбеспетаваетс за счет нал1иия TipjToro злемента и давления расплава независимо от усилия поджатия к пресс-форме, что облегчает переналадку сопла и позволяет использовать на машинах различных Tim ОБ 2. Указанное сопло характеризуется недостаточ ной надежностью работы, что обусловлено воз можностью изменения конфигурации (профиля упругого злемента,который расположен riepneiiД1гкулярно продольной оси сопла, при воздействии динамических нагрузок от давления расплава в процессе работъ.. Снижению надежности и долговеч.ности сопла способствует необходимость значительного хода упругого злемента, поскольку зазор между упругим злементом и корпусом для прохода расплава должен быть равен выходному отверстию наконечника, а значитель №1Й ход упругого элемента приводит к преждевременному износу и выходу из строя упру гого элемента. Кроме того, в указанном сопл имеют место потери давлешш, так как распла проходит криволкнейио через дополнительные зазоры между корпусом и упругам элементом а котором также могут быть выполнены прорези для прохода расплз.ва, затруднена также разборка сопла после работы, так как накопечник заливается расплавом и остывпгий расплав затруддшет свинчиванте наконечника, который установлен на резьбе. Цель изобретегн1я - повыщение надежности работы сопла и увеличение срока его службы . Указанная цель достигается тем, что в самозапирающемся сопле литьевой машины д.пя переработки пластмасс, содержащем корпус С отверстием для расплава, наконечник с проходным каналом, соединенный с корпусом, и }шр)тий злемент в виде прямоугольной пластины, размещеншлй смежными поверхностями корпуса и наконечника, упругий элемент вьшолнен составным из двух частей с линией стыковки, размешенной но це ггральной оси продольного Kanajra, ппичем каждая из частей закреплена :спк|:ом .между смежн)ми поверхностями KopTiyca и паконеч1Л1ка, которые выполггены кс птчсгзкиг-ли, а проходной канал накопечпяка имеет длину, превышаюпдуга niiUieT частей упругого элемента и поперечное сечение в виде прямоуольнпка с щнриной, равной 1пирине упртого злемепта. npeji;iaracMoe сопло позволяет обеспечить движение расплава при задатке напрямую, позволяет утфостить переналадку, повысить ушверсал1)Ность, долговечность ;-Гро,-:е гого, наличием составного yiipyroro злсмегта из двух частей с линис1г стыковки, размсщсгНой jia центральной оси проходного Kanajra л расиоложещ1ых под углом обеспечивается мянпыальпэ-г: стрела прогиба частей jmpyrHx элеме(ггов при заливке расплавом пресс-форМ :), когда плсщая зазора между частями Tipyroro элемента рзвнг площади ,ш;ого отверстия иаконачпнка. что требует минимального уси;уия для отгиба частей yTip3Toro эломслта, Р.СС .это увеличтгаяет срок работы т1ругого элемента (сопла). сводлj к минимальным потерям рабочего .ца.слешгя расплава npi за:п1вке прссс-(Ьормьт. На фиг. 1 изображено самозаггирающееся сопло в закрытом состоянии; на фиг 2 - разрез А-Л на фиг. 1; на фяг. 3 - ..-аглозапира1ощ,ееся сопло в открытом состоянии, т, с. в момент заливки njjeco--формь расплавом, Сопло содержит корпус I с отн.ерстием 2 для расплава, наконечник 3 с проходным канчлом 4, соеди1 ен1п п1 с корпусом посредством резьбовой втулки 5, и упр}тий элемент б в виде прямоугольной пластитгы, размеишиный между смежтпями поверхностями корпуса 1 и наконечника 3, которые выполнены коглрюскими. Упругий элемент 6 выпоггпеп составным из двух частей с лшшей стыковки, размеп1енной по центральной оси проходного канала 4, причем каждая из частей закреплена ощтм концом с помощью фиксатора 7 в пазах меж,1ду смежными поверхностями корпуса 1 и наконечника 3, а .щюй канал 4 иаконечшка 3 имеет длину, превышающую вылет ) частей ynpyioro элемента 6, и поперечное сечент е в виде прямоугольника с шириной В, равной ширине упругого элемента 6. Самозапирающееся сопло работает следую1Ш1 образом. Самозалирающееся сопло вворачивают в нагревательный цилиндр (не показан) литьевой машины. При заливке пресс-формы (не показана) расплав (пресс-материал) под давлением поступает в отверстие 2 корпуса 1 сопла и давит на части упругого элемента 6, в данном случае на пружишше части пластины, установленные в пазах, выполненных в месте сопря- ; 15
жения конических поверхностей наконечника 3 и корпуса 1, части упругого элемента 6 под действием давления расплава отгибаются до упора в стенки проходного канала 4 наконечника 3. Через образовавшийся зазор а между 20 частями упругого элемента 6 расплав поступает в проходной канал 4 наконечника 3, сориентированного с корпусом 1 пазами и час тями упругого элемента 6 и соединенного с корпусом 1 резьбовой втулкой 5, затем . 25 в отверстие; наконечника 3 и в пресс-форму.
торяется.
Использование предлагаемого самозапирающегося сопла увеличивает долговечность сопла и нагревательного Ш1линдра машины, так как конструкция позволяет производить замену наконечника без вьшертывания корпуса сопла, что удлиняет срок службы резьбы, соединяю щей корпус с нагревательным цилиндром, повышает у1шверсальность сопла, упрощает переналадку при смене перерабатываемого материала или вида литья. 164 После заполнения формующей полости прессформы расгтавом давление расплава в отверстии 2 корпуса 1 сопла и в пресс-форме уравновещивается, части упругог( элемента 6 занимают свое первоначальное положение, так как силы, действующие на части упругого элемента 6 со стороны литьевой машины и пресс-формы будут равны и перекрывают проходной канал 4 наконечника 3 от отверстия 2 корпуса 1 сопла. При наборе пресс-материала шнеком литьевой машины усилия расплава недостаточно для отгиба частей упругого элемента 6 и расплав не вытекает го сопла. При Следующей заливке пресс-формы расплавом процесс работы самозапирающегося сопла пов

| название | год | авторы | номер документа |
|---|---|---|---|
| САМОЗАПИРАЮЩИЙСЯ ИНЖЕКТОР ВПРЫСКА РАСПЛАВА ПОЛИМЕРА | 2014 |
|
RU2574245C1 |
| Сопло литьевой машины для пластмасс | 1986 |
|
SU1351807A1 |
| Сопло литьевой машины для пластмасс | 1986 |
|
SU1353630A1 |
| Сопло литьевой машины для переработки пластмасс | 1987 |
|
SU1495137A1 |
| Сопло литьевой машины для пластмасс | 1983 |
|
SU1151475A1 |
| Запирающееся сопло литьевых машин для пластмасс | 1975 |
|
SU551184A1 |
| КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ | 1969 |
|
SU234644A1 |
| ПЛАСТИКАЦИОННЫЙ ЦИЛИНДР | 1996 |
|
RU2114733C1 |
| Литьевая машина для пластмасс | 1990 |
|
SU1713822A1 |
| Механизм впрыска литьевой машины | 1986 |
|
SU1509271A1 |

САМОЗАПИРАЮЩЕЕСЯ СОПЛО ЛИТЬЕВОЙ МАШИНЫ ДЛЯ ПЕРЕРАБОТКИ ПЛАСТМАСС, содержащее корпус с отверстием для расплава, наконечник с проходным каналом, соединенньш с корпусом, и упругий элемент в виде прямоугольной пластины, размещенный между смежными поверхностями корпуса и наконечника, отличающееся тем, что, с целью повышения надёжности работы сопла и увел1гае1ше срока его службы, упругий элемент вьшолнен составным из двух частей с линией стыковки, размещенной по центральной оси проходного канала, причем каждая из частей закреплена одним концом между смежными поверхностями корпуса и наконечника, которые вьшолнены коническими, а проходной канал наконечника имеет длину, превышающую вылет частей упругого элемента и поперечное сечение в виде прямоугольника с шириной, равной ширине упругого элемента. сг 3 (Л о: Од а: 05 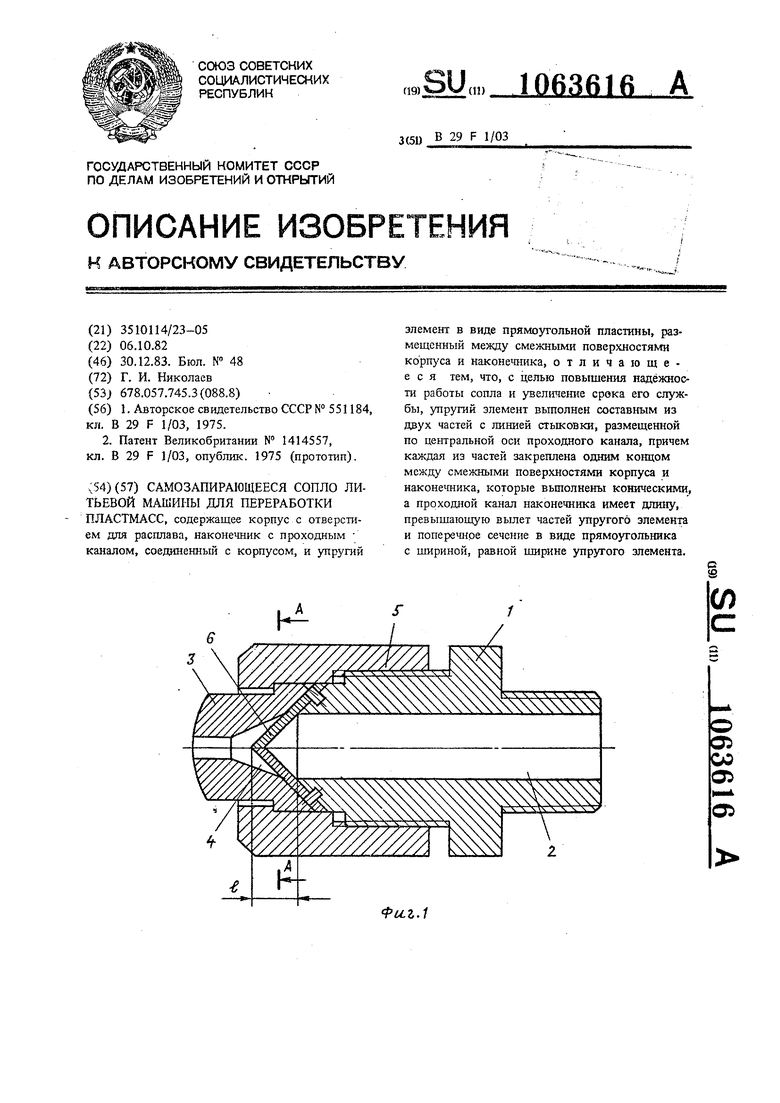
Фиг.з
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Запирающееся сопло литьевых машин для пластмасс | 1975 |
|
SU551184A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для загрузки стержневых деталей с головкой | 1987 |
|
SU1414557A1 |
| Солесос | 1922 |
|
SU29A1 |
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
| ) | |||
