ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее раскрытие относится к легированным слиткам и другим легированным обрабатываемым деталям и к способам обработки легированных слитков и других легированных обрабатываемых деталей.
УРОВЕНЬ ТЕХНИКИ
[0002] Различные сплавы могут быть охарактеризованы как “чувствительные к образованию трещин”. Слитки и другие обрабатываемые детали, составленные из чувствительных к образованию трещин сплавов, могут образовывать трещины по всей своей поверхности и/или краям в ходе рабочих операций в горячем состоянии. При формовке изделий из чувствительных к образованию трещин сплавов могут возникнуть проблемы, так как, например, может возникнуть необходимость отшлифовать или удалить иным способом трещины, образованные во время штамповки или других рабочих операций в горячем состоянии, тем самым увеличивая время изготовления и затраты, и уменьшая выход продукции.
[0003] Во время некоторых рабочих операций в горячем состоянии, таких как штамповка и прессование, штампы прикладывают силу к легированной обрабатываемой детали для деформации легированной обрабатываемой детали. Взаимодействие между поверхностями штампа и поверхностями легированной обрабатываемой детали может включать теплопередачу, трение и износ. Одной из традиционных методик уменьшения образования трещин на поверхности и крае во время горячей обработки является помещение легированной обрабатываемой детали в металлический контейнер перед горячей обработкой. Например, при цилиндрической форме обрабатываемой детали внутренний диаметр металлического контейнера может быть незначительно больше внешнего диаметра легированной обрабатываемой детали. Легированная обрабатываемая деталь может быть вставлена в металлический контейнер таким образом, что металлический контейнер слабо окружает легированную обрабатываемую деталь, но не связывается с ней металлургически. Штампы могут соприкасаться с внешними поверхностями металлического контейнера. Металлический контейнер термически изолирует и механически защищает помещенную легированную обрабатываемую деталь, таким образом устраняя или уменьшая число случаев образования трещин на легированной обрабатываемой детали. Металлический контейнер термически изолирует легированную обрабатываемую деталь при помощи воздушных зазоров между легированной обрабатываемой деталью и внутренними поверхностями металлического контейнера, и также путем прямого предотвращения излучения тепла легированной обрабатываемой деталью в окружающую среду.
[0004] Операция затаривания легированной обрабатываемой детали может в результате привести к различным недостаткам. Например, механический контакт между штампами для штамповки и внешними поверхностями металлической коробки может расколоть металлический контейнер. Кроме того, во время штамповки осадкой/протяжкой затаренной обрабатываемой детали, металлический контейнер может расколоться во время операции протяжки, и в таком случае может возникнуть необходимость повторно затаривать легированную обрабатываемую деталь между каждым циклом осадка/протяжка совмещенных операций штамповки осадкой/протяжкой. Повторное затаривание усложняет процесс и увеличивает затраты. Более того, металлический контейнер может помешать оператору визуально наблюдать за образованием трещин и других образующихся во время работы дефектов на поверхности затаренной легированной обрабатываемой детали.
[0005] Учитывая вышеизложенные недостатки, преимущественным было бы обеспечить более эффективный и/или более экономически эффективный способ горячей обработки чувствительных к образованию трещин сплавов. В более общем смысле, преимущественным было бы обеспечить способ улучшения обрабатываемости в горячем состоянии легированных слитков и других легированных обрабатываемых деталей.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0006] Аспекты согласно настоящему раскрытию относятся к способам обработки легированных слитков и других легированных обрабатываемых деталей для улучшения обрабатываемости в горячем состоянии.
[0007] Неограничивающий аспект согласно настоящему раскрытию относится к способу обработки легированной обрабатываемой детали для уменьшения образования горячих трещин, при этом способ включает распыление материала металлического покрытия по меньшей мере на часть поверхности легированной обрабатываемой детали для образования покрытия поверхности, металлургически связанного с легированной обрабатываемой деталью. Металлическое покрытие поверхности может быть более пластичным, чем легированная обрабатываемая деталь, и уменьшает тепловые потери от легированной обрабатываемой детали. В некоторых неограничивающих вариантах осуществления способа легированная обрабатываемая деталь вращается вокруг продольной оси обрабатываемой детали во время распыления материала металлического покрытия, который осаждается по меньшей мере на части окружной поверхности легированной обрабатываемой детали.
[0008] Дополнительный неограничивающий аспект согласно настоящему раскрытию относится к способу обработки легированной обрабатываемой детали для уменьшения образования горячих трещин, при этом способ включает вставку легированной обрабатываемой детали в металлический контейнер. Металлический контейнер может характеризоваться более низким коэффициентом теплового расширения, чем у сплава, и содержит внутреннюю поверхность, содержащую бороникелевое покрытие по меньшей мере на ее части. Легированная обрабатываемая деталь заключается в металлический контейнер для образования затаренной сборки, и по меньшей мере часть газа удаляется из внутренней части затаренной сборки. Затаренная сборка нагревается до соединения за счет переходной жидкой фазы легированной обрабатываемой детали с металлическим контейнером.
[0009] Другой неограничивающий аспект согласно настоящему раскрытию относится к легированным обрабатываемым деталям, выполненным или обработанным согласно любому из способов настоящего раскрытия.
[0010] Еще один неограничивающий аспект согласно настоящему раскрытию относится к изделиям производства, выполненным из легированных обрабатываемых деталей, выполненных или обработанных согласно любому из способов настоящего раскрытия, или содержащим их. Такие изделия производства включают, например, составляющие реактивного двигателя, составляющие наземной турбины, клапаны, составляющие двигателя, валы и крепежные детали.
ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
[0011] Различные неограничивающие варианты осуществления, описанные в данном документе, могут быть лучше поняты, принимая во внимание следующее описание вместе с сопровождающими графическими материалами.
[0012] На Фиг. 1 представлена блок-схема согласно некоторым неограничивающим вариантам осуществления способа, раскрытого в данном документе.
[0013] На Фиг. 2 представлена схема способа обработки легированной обрабатываемой детали согласно различным неограничивающим вариантам осуществления, раскрытым в данном документе.
[0014] На Фиг. 3 представлена схема способа обработки легированной обрабатываемой детали согласно различным неограничивающим вариантам осуществления, раскрытым в данном документе.
[0015] На Фиг. 4 представлена блок-схема согласно некоторым неограничивающим вариантам осуществления способа, раскрытого в данном документе.
[0016] На Фиг. 5 представлена схема способа обработки легированной обрабатываемой детали согласно различным неограничивающим вариантам осуществления, раскрытым в данном документе.
[0017] Читатель примет во внимание вышеизложенные подробности, а также другие, учитывая следующее описание различных неограничивающих и неисчерпывающих вариантов осуществления согласно настоящему раскрытию.
ОПИСАНИЕ НЕКОТОРЫХ НЕОГРАНИЧИВАЮЩИХ ВАРИАНТОВ РЕАЛИЗАЦИИ ИЗОБРЕТЕНИЯ
[0018] Как правило, используемые в данном документе термины “состоящий, по существу, из” и “состоящий из” включены в термин “содержащий”.
[0019] Как правило, используемые в данном документе существительные в единственном числе относятся “по меньшей мере к одному” или “к одному или нескольким”, если не указано иное.
[0020] Как правило, используемые в данном документе термины “включающий в себя” и “имеющий” означают “включающий”.
[0021] Как правило, используемый в данном документе термин “температура размягчения” относится к минимальной температуре, при которой конкретный материал уже не ведет себя как жесткое твердое тело и начинает прогибаться под собственным весом.
[0022] Как правило, используемый в данном документе термин “приблизительно” относится к приемлемой доли погрешности для измеренной величины, учитывая характер или точность измерения. Типичные приводимые в качестве примера доли погрешности могут находится в пределах 20%, в пределах 10% или в пределах 5% заданного значения или диапазона значений.
[0023] Все числовые величины, указанные в данном документе, следует понимать как модифицированные во всех случаях термином “приблизительно”, если не указано иное. Числовые величины, раскрытые в данном документе, являются приблизительными и подразумевается, что каждое числовое значение означает как упомянутое значение, так и функциональный диапазон эквивалентов, окружающих это значение. По наименьшей мере, и не в качестве попытки ограничения применимости теории эквивалентов к объему формулы изобретения, каждое числовое значение должно по меньшей мере истолковываться с учетом количества представленных значащих цифр и путем применения традиционных методик округления. Несмотря на приблизительные значения числовых величин, указанных в данном документе, считается, что числовые величины, описанные в определенных примерах фактических измеренных значений, настолько точны, насколько это возможно.
[0024] Все числовые диапазоны, указанные в данном документе, включают в себя все поддиапазоны, относящиеся к ним. Например, предполагается, что диапазоны “1-10” и “от 1 до 10” включают в себя все поддиапазоны от упомянутого минимального значения 1 и до упомянутого максимального значения 10, в том числе также 1 и 10. Предполагается, что любое максимальное числовое ограничение, упомянутое в данном документе, включает в себя все более низкие числовые ограничения. Предполагается, что любое минимальное числовое ограничение, упомянутое в данном документе, включает в себя все более высокие числовые ограничения.
[0025] В следующем описании некоторые подробности изложены для обеспечения полного понимания различных неограничивающих вариантов осуществления изделий и способов, описанных в данном документе. Специалисту в данной области техники будет понятно, что неограничивающие варианты осуществления, описанные в данном документе, можно осуществлять на практике без этих подробностей. В других случаях хорошо известные структуры и способы, связанные с изделиями и способами, могут не быть показанными или описанными подробно для избежания ненужных скрытых описаний неограничивающих вариантов осуществления, описанных в данном документе.
[0026] Настоящее раскрытие описывает различные признаки, аспекты и преимущества различных неограничивающих вариантов осуществления изделий и способов. Однако, понятно, что настоящее раскрытие охватывает численные альтернативные варианты осуществления, которые могут быть выполнены путем комбинирования любых различных признаков, аспектов и преимуществ различных неограничивающих вариантов осуществления, описанных в данном документе, в любой комбинации или подкомбинации, которую специалист в данной области техники может считать применимой.
[0027] Во время операций горячей обработки, таких как, например, операции штамповки и операции прессования, к легированному слитку или другой легированной обрабатываемой детали могут применять силу при температуре большей, чем температура окружающей среды, такой как выше температуры рекристаллизации обрабатываемой детали, для пластичной деформации обрабатываемой детали. Температура легированной обрабатываемой детали при рабочей операции может быть большей, чем температура штампов или других структур, применяемых к механически приложенной силе к поверхностям легированной обрабатываемой детали. Легированная обрабатываемая деталь может вызывать температурные градиенты вследствие охлаждения ее поверхности путем тепловых потерь в окружающую среду и смещения термического градиента между ее поверхностями и соприкасающимися штампами или другими структурами. Температурные градиенты могут способствовать образованию трещин на поверхности обрабатываемой детали во время горячей обработки. Образование трещин на поверхности является особенно проблематичным в ситуациях, когда легированную обрабатываемую деталь получают из чувствительного к образованию трещин сплава.
[0028] Согласно некоторым неограничивающим вариантам осуществления легированная обрабатываемая деталь может состоять из чувствительного к образованию трещин сплава или содержать его. Например, различные сплавы на основе никеля, сплава на основе железа, сплавы на основе никеля и железа, сплавы на основе титана, сплавы на основе титана и никеля, сплавы на основе кобальта и сверхпрочные сплавы, такие как сверхпрочные сплавы на основе никеля, могут быть чувствительными к образованию трещин, особенно во время операций горячей обработки. Легированный слиток или другая легированная обрабатываемая деталь могут быть образованы из чувствительных к образованию трещин сплавов и сверхпрочных сплавов. Например, чувствительная к образованию трещин легированная обрабатываемая деталь может быть образована из сплавов или сверхпрочных сплавов, выбранных без ограничения из сплава 718 (номер согласно Универсальной системе обозначений металлов и сплавов N07718), сплава 720 (номер согласно Универсальной системе обозначений металлов и сплавов N07720), сплава Rene 41™ (номер согласно Универсальной системе обозначений металлов и сплавов N07041), сплава Rene 88™ , сплава Waspaloy® (номер согласно Универсальной системе обозначений металлов и сплавов N07001) и сплава Inconel® 100.
Хотя способы, описанные в данном документе, являются преимущественными для применения с использованием чувствительных к образованию трещин сплавов, будет понятно, что такие способы также, как правило, будут применимы к любому сплаву, в том числе, например, сплавам, характеризующимся относительно низкой пластичностью при температурах горячей обработки, сплавам, обрабатываемым в горячем состоянии при температурах 1000°F-2200°F, и сплавам, которые, как правило, не склонны к образованию трещин. Как таковой, используемый в данном документе термин “сплав” включает в себя традиционные сплавы и сверхпрочные сплавы. Как будет понятно специалистам в данной области техники, сверхпрочные сплавы проявляют относительно хорошую стабильность поверхности, стойкость к коррозии и сопротивление окислению, высокую прочность и высокое сопротивление ползучести при высоких температурах. В различных неограничивающих вариантах осуществления легированная обрабатываемая деталь может включать или быть выбрана из слитка, заготовки, болванки, пластины, трубки, спеченного брикета и т.п.
[0029] Легированный слиток или другая легированная обрабатываемая деталь могут быть образованы с применением, например, методик традиционной металлургии или методик порошковой металлургии. Например, в различных неограничивающих вариантах осуществления легированный слиток или другая легированная обрабатываемая деталь могут быть образованы с помощью комбинации вакуумной индукционной плавки (VIM) и вакуумной дуговой плавки (VAR), известной как операция VIM-VAR. В различных неограничивающих вариантах осуществления легированная обрабатываемая деталь может быть образована с помощью методики тройной плавки, в которой операцию электрошлакового пересплава (ESR) осуществляют непосредственно с операцией VIM и операцией VAR, с обеспечением последовательности VIM-ESR-VAR (то есть, тройной плавки). В других неограничивающих вариантах осуществления легированная обрабатываемая деталь может быть образована с применением операции порошковой металлургии, включающей распыление расплавленного сплава и сбор и затвердение полученного в результате металлургического порошка в легированную обрабатываемую деталь.
[0030] В некоторых неограничивающих вариантах осуществления легированный слиток или другая легированная обрабатываемая деталь могут быть образованы с применением операции распылительной штамповки. Например, VIM можно использовать для получения состава основного сплава из сырья. Операцию ESR можно необязательно использовать после VIM. Расплавленный сплав можно извлекать из сварочной ванны VIM или ESR и распылять с образованием расплавленных капель. Расплавленный сплав можно извлекать из сварочной ванны с использованием, например, проводящей системы с холодными стенками (CIG). Сплав может осаждаться в виде расплавленного или полурасплавленного материала с использованием операции распылительной штамповки с образованием затвердевшей легированной обрабатываемой детали.
[0031] В некоторых неограничивающих вариантах осуществления легированный слиток или другая легированная обрабатываемая деталь могут быть образованы с применением операции горячего изостатического прессования (HIP). HIP, как правило, относится к изостатическому применению газа под высоким давлением и при высокой температуре, такого как, например, аргон, для уплотнения и затвердения порошкового материала в монолитный брикет. Порошок можно отделить от газа под высоким давлением и при высокой температуре с помощью герметически запаянного резервуара, который выполняет функцию барьера давления между газом и порошком при его уплотнении и затвердении. Герметически запаянный резервуар может пластично деформироваться для уплотнения порошка, и при повышенных температурах отдельные порошковые частицы могут эффективно спекаться вместе с образованием монолитного брикета. Можно применять давление для однородного уплотнения для всего порошка, и можно достичь однородного распределения плотности в брикете. Например, можно загрузить порошок приблизительно эквивалентного сплава никеля и титана в металлический резервуар, такой как, например, стальной контейнер, и дегазировать для удаления адсорбированной влаги и газового включения. Резервуар, содержащий порошок приблизительно эквивалентного сплава никеля и титана, можно герметически запаять под действием вакуума, таким как, например, с помощью сварки. Запаянный резервуар затем можно поддать операции HIP при температуре и под давлением, достаточным для достижения полного уплотнения порошка приблизительно эквивалентного сплава никеля и титана в резервуаре с образованием таким образом полностью уплотненного брикета приблизительно эквивалентного сплава никеля и титана.
[0032] В некоторых неограничивающих вариантах осуществления согласно настоящему раскрытию, согласно Фиг. 1, способ обработки легированной обрабатываемой детали для уменьшения образования горячих трещин может, как правило, включать вращение 10 легированной обрабатываемой детали вокруг продольной оси легированной обрабатываемой детали; и распыление 15 материала металлического покрытия по меньшей мере на часть окружной поверхности легированной обрабатываемой детали для образования покрытия поверхности, металлургически связанного с легированной обрабатываемой деталью, что уменьшает тепловые потери от легированной обрабатываемой детали. В некоторых неограничивающих вариантах осуществления легированная обрабатываемая деталь может, как правило, представлять собой легированную обрабатываемую деталь цилиндрической формы, и металлическое покрытие может осаждаться, например, на окружную поверхность легированной обрабатываемой детали. Однако, будет понятно, что легированная обрабатываемая деталь будет иметь различную форму. В дополнение, хотя на Фиг. 1 схематически изображен один из вариантов осуществления, в котором легированную обрабатываемую деталь вращают вокруг оси, будет понятно, что можно применять любой альтернативный способ, в котором распылительное устройство перемещают относительно легированной обрабатываемой детали, или наоборот, таким образом, что материал металлического покрытия может распределяться по поверхности легированной обрабатываемой детали и осаждаться на ней.
[0033] В некоторых неограничивающих вариантах осуществления способ согласно настоящему раскрытию может включать распыление материала металлического покрытия по меньшей мере на часть продольного конца легированной обрабатываемой детали для образования металлического покрытия поверхности, металлургически связанного с легированной обрабатываемой деталью, что уменьшает тепловые потери от легированной обрабатываемой детали. В некоторых неограничивающих вариантах осуществления способ может включать перемещение легированной обрабатываемой детали вдоль продольной оси обрабатываемой детали после завершения по меньшей мере одного вращения легированной обрабатываемой детали; распыление материала металлического покрытия по меньшей мере на следующую часть внешней окружной поверхности легированной обрабатываемой детали и повторное перемещение и распыление до достижения желаемой толщины покрытия. Однако, снова будет понятно, что можно применять любую альтернативную операцию для достижения таким образом относительного движения между распылительным и легированной обрабатываемой деталью, таким образом, что материал металлического покрытия может распределяться по поверхности легированной обрабатываемой детали и осаждаться на ней.
[0034] В некоторых неограничивающих вариантах осуществления материал металлического покрытия может быть более пластичным и/или ковким, чем легированная обрабатываемая деталь. В различных неограничивающих вариантах осуществления металлическое покрытие, образованное на легированной обрабатываемой детали, может быть более пластичным при широком диапазоне температур, таком как, например, 68°F-2300°F и 1500°F-2250°F. Пластичность металлического покрытия и легированной обрабатываемой детали можно измерять как удлинение или уменьшение площади в испытании на растяжение. В некоторых неограничивающих вариантах осуществления металлическое покрытие может включать удлинение (% в 2 дюйма при комнатной температуре) больше, чем удлинение легированной обрабатываемой детали. В некоторых неограничивающих вариантах осуществления металлическое покрытие может включать удлинение (% в 2 дюйма при комнатной температуре) по меньшей мере 15%, по меньшей мере 20%, по меньшей мере 30%, по меньшей мере 40%, более 20%, более 25%, более 30%, более 35, более 40%, более 45%, 15%-45%, 20%-40% или 25%-40%. В некоторых неограничивающих вариантах осуществления легированная обрабатываемая деталь может включать удлинение (% в 2 дюйма при комнатной температуре) вплоть до 15%, вплоть до 20% или вплоть до 30%.
[0035] В некоторых неограничивающих вариантах осуществления материал металлического покрытия может включать металлический материал, характеризующейся большей вязкостью и/или более низкой твердостью, чем сплав легированной обрабатываемой детали при конкретной рабочей температуре, используемой при обработке легированной обрабатываемой детали. Твердость можно измерять согласно испытанию на определение твердости по Роквеллу. В некоторых неограничивающих вариантах осуществления металлическое покрытие может включать твердость по Роквеллу меньшую, чем твердость по Роквеллу легированной обрабатываемой детали. В некоторых неограничивающих вариантах осуществления металлическое покрытие может включать твердость B по Роквеллу 88-95 и легированная обрабатываемая деталь может включать твердость B по Роквеллу 92-100. В некоторых неограничивающих вариантах осуществления металлическое покрытие может включать твердость B по Роквеллу 82-88 и легированная обрабатываемая деталь может включать твердость B по Роквеллу 92-100. В некоторых неограничивающих вариантах осуществления металлическое покрытие может включать твердость B по Роквеллу 88 и легированная обрабатываемая деталь может включать твердость B по Роквеллу 92. В некоторых неограничивающих вариантах осуществления металлическое покрытие может включать твердость C по Роквеллу 25 и легированная обрабатываемая деталь может включать твердость C по Роквеллу 38. Вязкость металлического покрытия и легированной обрабатываемой детали можно измерять с помощью ударного испытания по Шарпи с V-образным надрезом на обожженных материалах при комнатной температуре. В некоторых неограничивающих вариантах осуществления материал металлического покрытия может включать энергию разрушения образца Шарпи с V-образным надрезом больше, чем энергия разрушения образца Шарпи с V-образным надрезом легированной обрабатываемой детали. В некоторых неограничивающих вариантах осуществления металлическое покрытие может включать энергию разрушения образца Шарпи с V-образным надрезом 65-80 фут-фунт при 75°F.
[0036] В некоторых неограничивающих вариантах осуществления металлическое покрытие может термически изолировать поверхность легированной обрабатываемой детали от поверхностей соприкасающихся штампов. В таком случае металлическое покрытие уменьшает или ограничивает излучение тепла лежащей в основе легированной обрабатываемой детали в окружающую среду и/или на поверхности штампов штамповки или прессования, соприкасающихся с покрытой обрабатываемой деталью. Термоизоляционный эффект металлического покрытия может предотвращать или уменьшать охлаждение лежащей в основе поверхности легированной обрабатываемой детали до температуры перехода в хрупкое состояние, при которой поверхность может более легко образовывать трещины во время горячей обработки. В некоторых неограничивающих вариантах осуществления материал металлического покрытия может быть более устойчив к кислороду, чем легированная обрабатываемая деталь.
[0037] В некоторых неограничивающих вариантах осуществления материал металлического покрытия может содержать металлические частицы, распыленные на поверхность обрабатываемой детали. Металлические частицы могут представлять собой, например, одни или несколько из частиц из нержавеющей стали, частиц из сплава на основе никеля, частиц из сплава на основе железа, частиц из сплава на основе никеля и железа, частиц из сплава на основе титана и частиц из сплава на основе кобальта. В некоторых неограничивающих вариантах осуществления металлические частицы могут быть выбраны из частиц из нержавеющей стали и частиц из сплава на основе никеля. В некоторых неограничивающих вариантах осуществления частицы из нержавеющей стали могут включать частицы из аустенитной нержавеющей стали. В некоторых неограничивающих вариантах осуществления материал металлического покрытия может содержать частицы из аустенитной нержавеющей стали, выбранные из группы, состоящей из частиц из нержавеющей стали типа 304 (номер согласно Универсальной системе обозначений металлов и сплавов S30400), частиц из нержавеющей стали типа 304L (номер согласно Универсальной системе обозначений металлов и сплавов S30403), частиц из нержавеющей стали типа 316 (номер согласно Универсальной системе обозначений металлов и сплавов S31600) и частиц из нержавеющей стали типа 316L (номер согласно Универсальной системе обозначений металлов и сплавов S31603). В некоторых неограничивающих вариантах осуществления материал металлического покрытия может содержать частицы из сплава на основе никеля, выбранные из группы, состоящей из частиц сплава 600 (UNS N06600) и частиц сплава 625 (UNS N06625).
[0038] В некоторых неограничивающих вариантах осуществления материал металлического покрытия и легированная обрабатываемая деталь могут содержать основной металл, выбранный из группы, состоящей из кобальта, железа и никеля. В некоторых неограничивающих вариантах осуществления основной металл материала металлического покрытия может быть таким же, как и основной металл легированной обрабатываемой детали.Например, материал металлического покрытия может содержать сплав на основе никеля, выбранный из сплава 600 (номер согласно Универсальной системе обозначений металлов и сплавов N06600) и сплава 625 (номер согласно Универсальной системе обозначений металлов и сплавов N06625), и легированная обрабатываемая деталь может содержать сплав на основе никеля, выбранный из сплава 720 (номер согласно Универсальной системе обозначений металлов и сплавов N07720), сплава Rene 88™ и сплава Waspaloy® (номер согласно Универсальной системе обозначений металлов и сплавов N07001). В некоторых неограничивающих вариантах осуществления основной металл материала металлического покрытия и основной металл легированной обрабатываемой детали могут быть отличными друг от друга. Например, материал металлического покрытия может содержать сплав на основе железа, выбранный из нержавеющей стали типа 304 (номер согласно Универсальной системе обозначений металлов и сплавов S30400) и нержавеющей стали типа 316 (номер согласно Универсальной системе обозначений металлов и сплавов S31600), и легированная обрабатываемая деталь может содержать сплав на основе никеля, выбранный из сплава 720 (номер согласно Универсальной системе обозначений металлов и сплавов N07720), сплава Rene 88™ и сплава Waspaloy® (номер согласно Универсальной системе обозначений металлов и сплавов N07001).
[0039] В некоторых неограничивающих вариантах осуществления способ обработки легированной обрабатываемой детали для уменьшения образования горячих трещин может, как правило, включать термическое распыление материала металлического покрытия по меньшей мере на часть окружной поверхности легированной обрабатываемой детали для образования металлического покрытия поверхности, металлургически связанного с легированной обрабатываемой деталью, при этом металлическое покрытие поверхности уменьшает тепловые потери от легированной обрабатываемой детали. В некоторых неограничивающих вариантах осуществления легированная обрабатываемая деталь может включать, как правило, легированную обрабатываемую деталь цилиндрической формы. Как понятно специалистам в данной области техники, термическое распыление может включать распыление материала металлического покрытия на поверхность, в то время как материал металлического покрытия выдерживают при температуре большей, чем температура плавления материала металлического покрытия или равной ей, таким образом, что распыленный материал металлического покрытия содержит полурасплавленные металлические частицы и/или расплавленные металлические капли. Традиционные методики термического распыления включают, например, методики термического распыления плазмы, кислородного топлива для высокоскоростного распыления (HVOF), дуговое распыление и газопламенное распыление. Любая из нескольких традиционных методик термического распыления может быть подходяще адаптирована для применения в способах согласно настоящему раскрытию без чрезмерных усилий.
[0040] В некоторых неограничивающих вариантах осуществления перед термическим распылением материала металлического покрытия, содержащего полурасплавленные металлические частицы и/или расплавленные металлические капли, на поверхность легированной обрабатываемой детали, по меньшей мере часть поверхности легированной обрабатываемой детали может быть нагрета по меньшей мере до 1100°F, например как, 1100°F-2000°F. Например, по меньшей мере часть окружной поверхности легированной обрабатываемой детали, как правило, цилиндрической формы, может быть нагрета до температуры более 2000°F, и затем материал металлического покрытия, содержащий полурасплавленные металлические частицы и/или расплавленные металлические капли, может быть термически распылен по меньшей мере на часть нагретой поверхности легированной обрабатываемой детали.
[0041] В некоторых неограничивающих вариантах осуществления, согласно Фиг. 2, система 100 термического распыления может, как правило, включать сосуд 105, такой как промежуточное разливочное устройство, для удержания материала металлического покрытия в расплавленном состоянии. Сосуд 105 может содержать нижнюю стенку, оснащенную отверстием для обеспечения течения расплавленного материала из сосуда 105. Расплавленный материал может попадать в сосуд 105 из ковша или печи 107. Сопло 110 может прилегать к нижней стенке сосуда 105 для получения выходящего потока расплавленного материала металлического покрытия из отверстия. Распылитель 120 может быть соединенным с соплом 110 для распыления расплавленного материала металлического покрытия, который выходит из сопла 110. Распылитель 120 может сталкивать выходящий поток расплавленного материала со потоком жидкой среды, таким как поток жидкости, воздуха или инертного газа, для разделения выходящего потока на расплавленные капли, образующие конус 125 распыла. Распыление, включающее конус 125 распыла, можно осуществлять при температуре большей, чем температура плавления и/или температура размягчения материала металлического покрытия или равной им. Распыление, включающее конус 125 распыла, может включать расплавленный материал и/или полурасплавленный материал. Варианты конструкции распылителей 120 и систем для распыления, которые можно применять в сочетании с этим и другими неограничивающими вариантами осуществления, описанными в данном документе, будут очевидны специалистам в данной области техники при рассмотрении данного описания различных вариантов осуществления настоящего раскрытия.
[0042] Согласно неограничивающему варианту осуществления, показанному на Фиг. 2, легированную обрабатываемую деталь 130 можно перемещать и вращать параллельно продольной оси легированной обрабатываемой детали 130 с помощью вращающегося уплотнения 140 в камере 150 для распыления. Катушка 160 индукционного или контактного нагревания может быть расположена вокруг периметра обрабатываемой детали 130 для обеспечения нагревания поверхности обрабатываемой детали 130 и/или конуса 125 распыла. В некоторых неограничивающих вариантах осуществления катушка 160 нагревания может нагревать поверхность обрабатываемой детали до 1850°F. Термически распыленное металлическое покрытие 135 поверхности может быть образовано по меньшей мере на части окружной поверхности легированной обрабатываемой детали 130, как правило, цилиндрической формы, путем сталкивания конуса 125 распыла с легированной обрабатываемой деталью 130 и вращения легированной обрабатываемой детали 130. Легированная обрабатываемая деталь 130 может проходить под конусом 125 распыла и через него. Хотя на Фиг. 1 схематически изображен один из вариантов осуществления, в котором легированную обрабатываемую деталь вращают вокруг оси, будет понятно, что можно применять любой альтернативный способ, в котором распылительное устройство перемещают относительно легированной обрабатываемой детали, или наоборот, таким образом, что материал металлического покрытия может распределяться по поверхности легированной обрабатываемой детали и осаждаться на ней.
[0043] Необязательно легированная обрабатываемая деталь 130 может соприкасаться с одним или несколькими валиками (не показаны) перед выходом из камеры 150 для распыления и/или после выхода из камеры 150 для распыления. После термического распыления и необязательно прокатки легированную обрабатываемую деталь можно убрать из камеры 150 для распыления. Любое избыточное распыление расплавленного материала покрытия может затвердевать в виде порошка для сбора в основании 155 камеры и повторной операции.
[0044] В некоторых неограничивающих вариантах осуществления способ согласно настоящему раскрытию может включать прокатку легированной обрабатываемой детали для затвердения или загустения термически распыленного металлического покрытия поверхности после термического распыления. Не желая быть связанными соответствием конкретной теории, считают, что полурасплавленные металлические частицы и/или расплавленные металлические капли могут окисляться во время штамповки и при зависании в воздухе и образовывать поры. Полученное в результате термически распыленное металлическое покрытие поверхности может характеризоваться открытой пористостью, что может мешать последующей горячей обработки покрытой легированной обрабатываемой детали. В некоторых неограничивающих вариантах осуществления способ по настоящему изобретению может включать после термического распыления прокатку легированной обрабатываемой детали в камере для распыления для удаления или уменьшения открытой пористости в термически распыленном металлическом покрытии поверхности. В некоторых неограничивающих вариантах осуществления способ может включать после термического распыления повторное нагревание покрытой легированной обрабатываемой детали и прокатку легированной обрабатываемой детали в камере для распыления для удаления или уменьшения открытой пористости в термически распыленном металлическом покрытии поверхности. В некоторых неограничивающих вариантах осуществления и без ограничения в способе прокатки можно использовать вплоть до 17 клетей валков, например как, 2-8 клетей, и технологического материала при нормах вплоть до 100 тонн/час. В некоторых других неограничивающих вариантах осуществления способ согласно настоящему раскрытию может включать затвердение или загустение металлического покрытия поверхности путем горячего изостатического прессования покрытой обрабатываемой детали для удаления или уменьшения открытой пористости в термически распыленном металлическом покрытии поверхности.
[0045] В некоторых неограничивающих вариантах осуществления характеристики термически распыленного покрытия поверхности могут быть связанными с условиями обработки, в том числе без ограничения с температурой, давлением, отклонением (расстоянием между распылительным соплом и целевой поверхностью легированной обрабатываемой детали), скоростью распыления и выходом осаждения. В некоторых неограничивающих вариантах осуществления давление струи материала металлического покрытия, полученной с помощью устройства для термического распыления, может составлять 1 МПа, вплоть до 1 МПа, менее 1 МПа, 0,5-1 МПа или 0,7-1 МПа. В некоторых неограничивающих вариантах осуществления температура струи материала металлического покрытия, полученной с помощью устройства для термического распыления, может составлять 1000°F-2700°F, 1500°F-2500°F или 2250°F-2700°F. В некоторых неограничивающих вариантах осуществления скорость распыления материала металлического покрытия, вызванная с помощью устройства для термического распыления, может составлять от 1 фунт/мин. до 100 фунт/мин., от 30 фунт/мин. до 100 фунт/мин., от 25 фунт/мин. до 75 фунт/мин. или 50 фунт/мин. В некоторых неограничивающих вариантах осуществления расстояние отклонения между устройством для термического распыления и целевой поверхностью легированной обрабатываемой детали может составлять от 1 дюйма до 72 дюймов, от 12 дюймов до 72 дюймов, от 24 дюймов до 36 дюймов, от 36 дюймов до 72 дюймов или 36 дюймов. В некоторых неограничивающих вариантах осуществления выход осаждения способа термического распыления может составлять вплоть до 95%, вплоть до 80%, вплоть до 75%, вплоть до 70%, от 10% до 95%, от 20% до 80%, от 25% до 75%, от 30% до 60% или 50%. Как правило, используемый в данном документе термин “выход осаждения” относится к процентному содержанию термически распыленного материала металлического покрытия, который прилипает к легированной обрабатываемой детали.
[0046] В некоторых неограничивающих вариантах осуществления толщина термически распыленного металлического покрытия поверхности на легированной обрабатываемой детали может составлять вплоть до 2 дюймов, вплоть до 1 дюйма, вплоть до 0,5 дюймов, вплоть до 0,25 дюймов, от 0,25 до 2 дюймов, от 0,5 до 1 дюйма или от 1 до 2 дюймов. В некоторых неограничивающих вариантах осуществления толщина термически распыленного металлического покрытия поверхности после прокатки может составлять вплоть до 2 дюймов, вплоть до 1 дюйма, вплоть до 0,5 дюймов, вплоть до 0,25 дюймов, от 0,25 до 2 дюймов, от 0,5 до 1 дюйма, от 1 до 2 дюймов, от 0,25 до 0,5 дюймов, от 0,1 до 0,5 дюймов или от 0,1 до 0,25 дюймов. В некоторых неограничивающих вариантах осуществления толщина термически распыленной металлической поверхности может быть связана со скоростью движения и/или скоростью вращения легированной обрабатываемой детали.
[0047] В некоторых неограничивающих вариантах осуществления способ обработки легированной обрабатываемой детали для уменьшения образования горячих трещин может, как правило, включать холодное распыление материала металлического покрытия по меньшей мере на часть поверхности легированной обрабатываемой детали для образования металлического покрытия поверхности, металлургически связанного с легированной обрабатываемой деталью, при этом металлическое покрытие поверхности уменьшает тепловые потери от легированной обрабатываемой детали. В некоторых неограничивающих вариантах осуществления легированная обрабатываемая деталь может, как правило, представлять собой легированную обрабатываемую деталь цилиндрической формы, и металлическое покрытие может осаждаться, например, на окружную поверхность легированной обрабатываемой детали. Однако, будет понятно, что легированная обрабатываемая деталь будет иметь различную форму. Как понятно специалистам в данной области техники, холодное распыление может включать распыление материала металлического покрытия на поверхность, в то время как материал металлического покрытия выдерживают при температуре ниже температуры плавления материала металлического покрытия, таким образом, что распыленный материал металлического покрытия содержит твердые частицы материала металлического покрытия.
[0048] В некоторых неограничивающих вариантах осуществления, согласно Фиг. 3, система 200 холодного распыления может, как правило, включать сосуд 205 для удержания материала металлического покрытия в твердых частичках. Сосуд 205 может содержать нижнюю стенку, оснащенную отверстием для обеспечения потока зернистого материала из сосуда 200. Сопло 210, такое как суживающееся-расширяющееся сопло (Лаваля), может быть соединено с сосудом 200 для получения материала в твердых частичках из отверстия. Сопло 210 может ускорять поток жидкой среды, такой как воздух, азот, гелий, аргон или их смеси, до сверхзвуковой скорости. Материал в твердых частичках может подаваться из сосуда 200 в поток жидкой среды, чтобы стать захваченным течением, и ускоряться до высоких скоростей с образованием конуса 225 распыла. Материал в твердых частичках может подаваться из сосуда 200 в поток жидкой среды с верхней части сопла 210 или на выходе сопла 210. Поток жидкой среды можно нагреть до температуры меньшей, чем температура плавления и/или температура размягчения материала в твердых частичках. В некоторых неограничивающих вариантах осуществления поток жидкой среды можно не нагревать до входа в сопло 210 при достижении материала в твердых частичках достаточной скорости для пластичной деформации при столкновении с обрабатываемой деталью 205. Подходящие сопла и устройства для холодного распыления, которые можно применять в сочетании с этим и другими неограничивающими вариантами осуществления, описанными в данном документе, будут очевидны специалистам в данной области техники при рассмотрении описания настоящего изобретения вариантов осуществления настоящего изобретения.
[0049] Согласно неограничивающему варианту осуществления, показанному на Фиг. 3, легированную обрабатываемую деталь 230 можно перемещать и вращать параллельно продольной оси легированной обрабатываемой детали 230 с помощью вращающегося уплотнения 240 в камере 250 для распыления. Нанесенное путем холодного распыления покрытие 235 поверхности может быть образовано по меньшей мере на части окружной поверхности легированной обрабатываемой детали 230 путем сталкивания конуса 225 распыла с легированной обрабатываемой деталью 230 и вращения легированной обрабатываемой детали 230. Легированная обрабатываемая деталь 230 может проходить под конусом 225 распыла и через него. Любое избыточное распыление твердого материала металлического покрытия можно собирать в основании 255 камеры и снова использовать. Хотя на Фиг. 3 схематически изображен один из вариантов осуществления, в котором легированную обрабатываемую деталь вращают вокруг оси, будет понятно, что можно применять любой альтернативный способ, в котором распылительное устройство перемещают относительно легированной обрабатываемой детали, или наоборот, таким образом, что материал металлического покрытия может распределяться по поверхности легированной обрабатываемой детали и осаждаться на ней.
[0050] Холодное распыление можно осуществлять при относительно низких температурах, ниже температуры плавления зернистого материала металлического покрытия и легированной обрабатываемой детали. Относительно низкие температуры могут предотвращать высокотемпературное окисление, испарение, плавление, рекристаллизацию и/или газообразование материала металлического покрытия, что может обеспечить преимущество над способами нанесения термического распыления. В некоторых неограничивающих вариантах осуществления исходная структура и свойства твердого материала металлического покрытия могут быть защищены при осаждении в виде покрытия на легированной обрабатываемой детали без фазовых превращений, которые иным образом могут быть связаны со способами нанесения высокотемпературных покрытий, такими как, например, способы распыления плазмы, HVOF, способы дугового распыления, способы газопламенного распыления или другие способы термического распыления. Не желая быть связанными соответствием конкретной теории, считают, что нанесенный путем холодного распыления материал покрытия не будет окисляться при зависании в воздухе и может обеспечить металлическое покрытие на легированной обрабатываемой детали, характеризующееся высокой плотностью и/или более низкой удельной теплопроводностью, чем различные термически распыленные покрытия.
[0051] Лежащие в основе принципы, аппарат и методология холодного распыления в общем описаны, например, в патенте США № 5302414. Не желая быть связанными соответствием конкретной теории, считают, что нанесенное путем холодного распыления покрытие поверхности может быть образовано в результате столкновения частиц на поверхности обрабатываемой детали. Столкновение твердых металлических частиц на легированной обрабатываемой детали может пластично деформировать твердые металлические частицы. Разрезание по границе раздела частица/частица и/или границе раздела частица/обрабатываемая деталь может разрушать поверхностные окисные пленки на частицах и/или легированной обрабатываемой детали, вызывая таким образом контакт металла с металлом и образование сильных, металлургических связей между отдельными частицами металлического покрытия и между частицами металлического покрытия и поверхностью легированной обрабатываемой детали. Связывание в способах холодного распыления может зависеть от способа деформации частиц и, таким образом, тяжелые, хрупкие материалы могут не подходить для холодного распыления вследствие их ограниченной способности к пластичной деформации.
[0052] В некоторых неограничивающих вариантах осуществления характеристики нанесенного путем холодного распыления покрытия поверхности могут быть связанными с условиями обработки, в том числе без ограничения с температурой, давлением, скоростью движения легированной обрабатываемой детали, отклонением (расстоянием между соплом и поверхностью легированной обрабатываемой детали), скоростью распыления и выходом осаждения. В некоторых неограничивающих вариантах осуществления давление струи, полученной с помощью устройства для холодного распыления, может составлять от 0,5 до 5 МПа, от 0,7 до 5 МПа, от 1 до 5 МПа, от 1 до 4 МПа, от 0,3 до 1 МПа, от 0,5 до 1 МПа или от 0,7 до 1 МПа. В некоторых неограничивающих вариантах осуществления температура струи, полученной с помощью устройства для холодного распыления, может составлять 100-1000°C, 100-600°C, 250-600°C, 300-1000°C, 400-600°C, 500-1000°C или 500-800°C. В некоторых неограничивающих вариантах осуществления скорость распыления устройства для холодного распыления может составлять от 1 до 200 г/мин., от 10 до 100 г/мин. или от 0,1 до 1 г/мин. В некоторых неограничивающих вариантах осуществления расстояние отклонения между устройством для холодного распыления и целевой поверхностью легированной обрабатываемой детали может составлять от 1 до 72 дюймов, от 12 до 72 дюймов, от 24 до 36 дюймов, от 36 до 72 дюймов или 36 дюймов. В некоторых неограничивающих вариантах осуществления выход осаждения способа холодного распыления может составлять вплоть до 95%, вплоть до 80%, вплоть до 75%, вплоть до 70%, от 10% до 95%, от 20% до 80%, от 25% до 75%, от 30% до 60% или 50%.
[0053] В некоторых неограничивающих вариантах осуществления толщина нанесенного путем холодного распыления покрытия поверхности может составлять вплоть до 2 дюймов, вплоть до 1 дюйма, вплоть до 0,5 дюймов, вплоть до 0,25 дюймов, от 0,25 дюймов до 2 дюймов, от 0,5 дюймов до 1 дюйма или от 1 дюйма до 2 дюймов. В некоторых неограничивающих вариантах осуществления толщина термически распыленной металлической поверхности может быть связана со скоростью движения и/или скоростью вращения легированной обрабатываемой детали.
[0054] В некоторых неограничивающих вариантах осуществления согласно настоящему раскрытию после осаждения покрытия поверхности на область окружной или другой поверхности легированной обрабатываемой детали можно повторно менять положение легированной обрабатываемой детали для перемещения осажденного покрытия поверхности и соответствующей области поверхности от конуса распыла и перемещения второй или следующей области поверхности к конусу распыла. После повторной перемены положения легированной обрабатываемой детали металлическое покрытие поверхности может быть нанесено путем холодного распыления на поверхность легированной обрабатываемой детали путем перемещения легированной обрабатываемой детали в направлении, параллельном продольной оси легированной обрабатываемой детали, для приведения в контакт с конусом распыла. Другими словами, конус распыла может быть неподвижным, в то время как легированную обрабатываемую деталь перемещают параллельно продольной оси легированной обрабатываемой детали и следующая область поверхности легированной обрабатываемой детали проходит под конусом распыла.
[0055] Соответствующие повторные перемены положения легированной обрабатываемой детали и осаждение металлического покрытия поверхности, например, на окружную поверхность легированной обрабатываемой детали, как правило цилиндрической формы, в направлениях, параллельных продольной оси легированной обрабатываемой детали, могут быть успешно повторены до существенного покрытия окружной поверхности легированной обрабатываемой детали металлическим покрытием. В некоторых неограничивающих вариантах осуществления параметры распыления и положение легированной обрабатываемой детали могут быть заранее определены и/или активно регулироваться для образования однородного покрытия поверхности по меньшей мере на части окружной поверхности легированной обрабатываемой детали.
[0056] Диапазон температур, при котором сплавы могут обрабатывать в горячем состоянии, может учитывать температуру, при которой в сплаве и составе появляются трещины и образуют материал металлического покрытия, осажденный с помощью способов согласно настоящему раскрытию. При заданной начальной температуре для операции горячей обработки некоторые сплавы можно эффективно обрабатывать в горячем состоянии при большем диапазоне температур, чем другие сплавы, из-за разниц в температуре, при которой в сплаве появляются трещины. Для сплавов, имеющих относительно небольшой диапазон температур при горячей обработки (то есть разницу между самой низкой температурой, при которой сплав можно обрабатывать в горячем состоянии, и температурой, при которой появляются трещины), толщина металлического покрытия поверхности может быть относительно большей для уменьшения или предотвращения охлаждения расположенной под ней обрабатываемой детали до диапазона температур перехода в хрупкое состояние, при котором появляются трещины. Также, для сплавов, имеющих относительно большой диапазон температур при горячей обработки, толщина металлического покрытия поверхности может быть относительно меньшей для уменьшения или предотвращения охлаждения расположенного под ней легированного слитка или другой легированной обрабатываемой детали до диапазона температур перехода в хрупкое состояние, при котором появляются трещины.
[0057] В некоторых неограничивающих вариантах осуществления металлическое покрытие поверхности может быть образовано по меньшей мере на части поверхности легированной обрабатываемой детали. В некоторых неограничивающих вариантах осуществления металлическое покрытие поверхности может быть образовано на существенной части поверхности обрабатываемой детали. В некоторых неограничивающих вариантах осуществления металлическое покрытие поверхности может быть образовано на окружной поверхности легированной обрабатываемой детали. В некоторых неограничивающих вариантах осуществления металлическое покрытие поверхности может быть образовано на окружной поверхности обрабатываемой детали и по меньшей мере на боковой грани или торцевой грани обрабатываемой детали. В некоторых неограничивающих вариантах осуществления металлическое покрытие поверхности может быть образовано на окружной поверхности обрабатываемой детали и на каждой боковой грани или торцевой грани обрабатываемой детали.
[0058] Металлическое покрытие поверхности, обеспечиваемое на легированной обрабатываемой детали согласно способам, раскрытым в данном документе, может осаждаться до толщины, достаточной для термического изолирования расположенной под ней поверхности обрабатываемой детали от поверхности соприкасающегося штампа, таким образом уменьшая или предотвращая охлаждение расположенной под ней поверхности обрабатываемой детали до температуры, при которой расположенная под ней поверхность обрабатываемой детали может быть более подвержена образованию трещин во время горячей обработки. Таким образом, более высокие температуры горячей обработки могут, как правило, быть взаимосвязаны с предпочтением для большей толщины металлического покрытия поверхности. В некоторых неограничивающих вариантах осуществления толщина металлического покрытия может быть подходящей для уменьшения тепловых потерь от обрабатываемой детали. Не желая быть связанными соответствием конкретной теории, металлическое покрытие поверхности может уменьшать тепловые потери легированной обрабатываемой детали и/или увеличивать скольжение обрабатываемой детали относительно штампа или других соприкасающихся поверхностей во время горячей обработки. Металлическое покрытие поверхности может выполнять роль теплового барьера для тепловых потерь от обрабатываемой дели через конвекцию, проводимость и/или излучение.
[0059] Согласно некоторым неограничивающим вариантам осуществления способ обработки легированного слитка или другой легированной обрабатываемой детали для уменьшения образования горячих трещин может, как правило, включать охлаждение легированной обрабатываемой детали, в том числе металлического покрытия поверхности, перед обработкой легированной обрабатываемой детали. Охлаждение легированной обрабатываемой детали может включать охлаждение металлического покрытия поверхности. В некоторых неограничивающих вариантах осуществления охлаждение легированной обрабатываемой детали может включать охлаждение подачей воздуха легированной обрабатываемой детали. В некоторых неограничивающих вариантах осуществления поверхность легированной обрабатываемой детали может быть охлаждена до комнатной температуры перед обработкой легированной обрабатываемой детали.
[0060] В некоторых неограничивающих вариантах осуществления, согласно Фиг. 4, дополнительный способ обработки легированной обрабатываемой детали согласно настоящему раскрытию для уменьшения образования горячих трещин, как правило, включает вставку 40 легированной обрабатываемой детали в металлический контейнер. По меньшей мере часть внутренней поверхности металлического контейнера содержит бороникелевое покрытие. Легированную обрабатываемую деталь заключают 42 в металлический контейнер для образования затаренной сборки. По меньшей мере часть газа удаляют 44 из внутренней части затаренной сборки и нагревают 46 затаренную сборку, чтобы соединить переходной жидкой фазой легированную обрабатываемую деталь с металлическим контейнером. В некоторых неограничивающих вариантах осуществления металлический контейнер может содержать металлическую крышку. Например, металлическую крышку могут приваривать или иным образом надежно прикреплять к открытому концу металлического контейнера для помещения легированной обрабатываемой детали в металлический контейнер и, таким образом, получать затаренную сборку. В различных неограничивающих вариантах осуществления способа выходное отверстие может быть обеспечено в металлическом контейнере или металлической крышке, и затаренная сборка может быть запаяна за исключением выходного отверстия. Газ могут выводить из внутренней части затаренной сборки путем применения вакуума к выходному отверстию.
[0061] В некоторых неограничивающих вариантах осуществления бороникелевое покрытие может металлургически связывать легированную обрабатываемую деталь с металлическим контейнером во время нагревания затаренной сборки. Соответственно, в некоторых неограничивающих вариантах осуществления металлический контейнер может быть упоминаемым или считаться покрытием поверхности, металлургически связанным с легированной обрабатываемой деталью.
[0062] В некоторых неограничивающих вариантах осуществления металлический контейнер может содержать, как правило, цилиндрическую металлическую часть, имеющую открытый конец и металлическую крышку, которая может быть приварена или иным образом прикреплена к открытому концу металлической части и, таким образом, заключать в себя легированную обрабатываемую деталь. В некоторых неограничивающих вариантах осуществления толщина стенки металлического контейнера может составлять от 0,25 до 1 дюйма, например как, от 0,25 до 0,75 дюймов или более чем от 0,25 до 0,5 дюймов. В некоторых неограничивающих вариантах осуществления металлический контейнер может иметь внутренний диаметр, который больше внешнего диаметра легированной обрабатываемой детали таким образом, что легированная обрабатываемая деталь может быть помещена в контейнер. В некоторых неограничивающих вариантах осуществления металлический контейнер может иметь больший внешний диаметр на открытом конце контейнера относительно внутреннего диаметра закрытого конца. В некоторых неограничивающих вариантах осуществления затаренная сборка может содержать зазор между легированной обрабатываемой деталью и металлическим контейнером. В некоторых других неограничивающих вариантах осуществления в затаренной сборке может отсутствовать зазор между легированной обрабатываемой деталью и металлическим контейнером. В некоторых неограничивающих вариантах осуществления легированную обрабатываемую деталь можно вставлять в металлический контейнер для приведения в контакт с металлическим контейнером в результате силы тяжести. В некоторых неограничивающих вариантах осуществления легированная обрабатываемая деталь может соприкасаться с металлическим контейнером, в том числе с его бороникелевым покрытием, во время соединения за счет переходной жидкой фазы и/или гомогенизации.
[0063] В некоторых неограничивающих вариантах осуществления легированная обрабатываемая деталь и/или металлический контейнер могут иметь коническую форму. Металлический контейнер конической формы может быть образован путем холодной штамповки и сварки металлического листа для подгонки под легированную обрабатываемую деталь конической формы. В некоторых неограничивающих вариантах осуществления каждый из легированной обрабатываемой детали конической формы и металлического контейнера конической формы может иметь расширенный конец и суженный конец. В некоторых неограничивающих вариантах осуществления суженный конец может включать нижний конец и расширенный конец может включать верхний конец. В некоторых неограничивающих вариантах осуществления каждый из легированной обрабатываемой детали конической формы и металлического контейнера конической формы может иметь сужение от 1:50 до 1:200, от 1:50 до 1:100, 1:200, 1:100 или 1:50. В некоторых неограничивающих вариантах осуществления легированная обрабатываемая деталь может содержать коническую, цилиндрическую внешнюю поверхность, и металлический контейнер может содержать дополняющую коническую, цилиндрическую внутреннюю поверхность. В некоторых неограничивающих вариантах осуществления дополняющая геометрическая форма конических поверхностей может обеспечивать близкий контакт между легированной обрабатываемой деталью и металлическим контейнером, в том числе бороникелевым покрытием. В некоторых неограничивающих вариантах осуществления легированная обрабатываемая деталь может быть сужена вдоль всей длины продольной оси легированной обрабатываемой детали. Не желая быть связанными соответствием конкретной теории, считают, что использование обрабатываемой детали в форме конуса и металлического контейнера в форме конуса, имеющих дополняющие геометрические формы, может улучшить контакт между легированной обрабатываемой деталью и металлическим контейнером, в том числе бороникелевым покрытием, в сравнении с легированной обрабатываемой деталью не в форме конуса и/или металлическим контейнером не в форме конуса.
[0064] В некоторых неограничивающих вариантах осуществления металлический контейнер может содержать материал, характеризующийся более низким коэффициентом теплового расширения, чем легированная обрабатываемая деталь. Например, аустенитная нержавеющая сталь может характеризоваться коэффициентом теплового расширения приблизительно на 30% больше, чем углеродистая сталь. В некоторых неограничивающих вариантах осуществления коэффициент теплового расширения металлического контейнера может быть по меньшей мере на 20% меньше, чем коэффициент теплового расширения легированной обрабатываемой детали при широком диапазоне температур, таком как, например, 68°F-2000°F. Не желая быть связанными соответствием конкретной теории, считают, что обеспечение такой разницы в свойствах теплового расширения между легированной обрабатываемой деталью и металлическим контейнером может вызывать напряжение при сжатии для поддержки контакта между легированной обрабатываемой деталью и металлическим контейнером, в том числе бороникелевым покрытием, во время нагревания затаренной сборки и соединения за счет переходной жидкой фазы. В некоторых неограничивающих вариантах осуществления материал металлического контейнера может характеризоваться коэффициентом теплового расширения 6,9x10-6 дюйм/дюйм•°F при 70-200°F (12,4мкм/м•°C при 21-93°C). В некоторых неограничивающих вариантах осуществления материал металлического контейнера может характеризоваться коэффициентом теплового расширения 9,2x10-6 дюйм/дюйм•°F при 70-200°F (16,5 мкм/м•°C при 21-93°C). В некоторых неограничивающих вариантах осуществления легированная обрабатываемая деталь может характеризоваться коэффициентом теплового расширения 6,8x10-6 дюйм/дюйм•°F при 70-200°F (12,2 мкм/м•°C при 21-93°C).
[0065] В некоторых неограничивающих вариантах осуществления металлический контейнер может содержать материал, выбранный из сплава на основе никеля, сплава на основе железа, сплава на основе никеля и железа, сплава на основе кобальта и нержавеющей стали. Контейнер из сплава на основе железа может содержать сплав 902 (номер согласно Универсальной системе обозначений металлов и сплавов N09902). В некоторых неограничивающих вариантах осуществления металлический контейнер может содержать нержавеющую сталь типа 430 (номер согласно Универсальной системе обозначений металлов и сплавов S43000).
[0066] В некоторых неограничивающих вариантах осуществления легированная обрабатываемая деталь и металлический контейнер могут содержать основной металл, выбранный из группы, состоящей из кобальта, железа и никеля. В некоторых неограничивающих вариантах осуществления основной металл металлического контейнера и основной металл легированной обрабатываемой детали могут быть отличными друг от друга. Например, металлический контейнер может содержать сплав на основе железа, выбранный из сплава 902 (номер согласно Универсальной системе обозначений металлов и сплавов N09902) и нержавеющей стали типа 430 (номер согласно Универсальной системе обозначений металлов и сплавов S43000), в то время как легированная обрабатываемая деталь может содержать сплав на основе никеля, выбранный из сплава 720 (номер согласно Универсальной системе обозначений металлов и сплавов N07720), сплава Rene 88™ и сплава Waspaloy® (номер согласно Универсальной системе обозначений металлов и сплавов N07001).
[0067] В некоторых неограничивающих вариантах осуществления способ может включать осаждение бороникелевого покрытия по меньшей мере на часть внутренней поверхности металлического контейнера перед вставкой легированной обрабатываемой детали в металлический контейнер. В некоторых неограничивающих вариантах осуществления бороникелевое покрытие можно наносить на внутреннюю поверхность металлического контейнера путем нанесение покрытия методом химического восстановления. Как известно специалистам в данной области техники, нанесение покрытия методом химического восстановления может осаждать материал на поверхность без использования электрического тока. В общем, нанесение покрытия методом химического восстановления включает каталитическое восстановление одного или нескольких ионов металла в растворе для осаждения металла на поверхности без использования электрической энергии. Движущая сила для способа осаждения может быть обеспечена с помощью химического восстановителя в растворе. Различные подходящие способы нанесения покрытия методом химического восстановления могут быть использованы для осаждения бороникелевого покрытия на внутреннюю поверхность металлического контейнера, и специалисты в данной области техники без труда смогут применять традиционные методики нанесения покрытия методом химического восстановления для обеспечения подходящего бороникелевого покрытия на внутренней поверхности металлического контейнера в соответствии со способами настоящего изобретения.
[0068] В некоторых неограничивающих вариантах осуществления осаждение бороникелевого покрытия по меньшей мере на часть внутренней поверхности металлического контейнера может, как правило, включать: расположение раствора для металлизации, содержащего бороникелевый материал, во внутренней части металлического контейнера; металлизацию бороникелевого материала по меньшей мере на часть внутренней поверхности металлического контейнера; откачивание раствора для металлизации из металлического контейнера, например как, через выходное отверстие; промывку металлического контейнера и сушку металлического контейнера, как например, путем нагревания металлического контейнера. Способ обеспечивает внутреннюю поверхность металлического контейнера с бороникелевым покрытием. Во время способа металлизации можно наблюдать и регулировать температуру и pH раствора для металлизации. В некоторых неограничивающих вариантах осуществления раствор для металлизации можно удерживать при постоянной температуре. В некоторых неограничивающих вариантах осуществления раствор для металлизации можно сначала нагревать для инициации способа каталитической металлизации. В некоторых неограничивающих вариантах осуществления продолжительность металлизации можно выбрать для получения покрытия с некоторой желаемой толщиной.
[0069] В некоторых неограничивающих вариантах осуществления раствор для металлизации может содержать растворитель, восстановитель и ионы одного или нескольких металлов для металлизации на внутреннюю поверхность металлического контейнера. Растворитель может включать воду и/или спирт, такой как, например, метанол и/или этанол. Ионы металлов могут быть получены с использованием, например, соли металлов, которая по меньшей мере частично растворима в растворителе. В некоторых неограничивающих вариантах осуществления соль металлов может включать хлориды никеля, сульфаты никеля, формиаты никеля, ацетаты никеля и/или любую другую подходящую соль никеля, которая растворима в растворителе. В некоторых неограничивающих вариантах осуществления соль может быть выбрана таким образом, что анионы солей не будут мешать способу нанесения покрытия методом химического восстановления или не будут вызывать нежелаемые свойства покрытия. В некоторых неограничивающих вариантах осуществления восстановитель может включать один или несколько из N-диметиламиноборана, H-диэтиламиноборана и боргидрида натрия.
[0070] В некоторых неограничивающих вариантах осуществления раствор для металлизации может содержать одну или несколько добавок для регулирования pH раствора, стабилизации ионов металлов, предотвращения выпадения в осадок солей металлов, регулирования концентрации свободных ионов металлов и/или регулирования некоторых физических свойств покрытия. В некоторых неограничивающих вариантах осуществления раствор для металлизации может содержать кислоту и/или основание для регулирования pH раствора. В некоторых неограничивающих вариантах осуществления раствор для металлизации может содержать комплексообразователь, такой как кислота, например, для регулирования концентрации свободных ионов никеля раствора для металлизации.
[0071] В некоторых неограничивающих вариантах осуществления раствор для металлизации может содержать твердое смазочное вещество и/или тяжелые частицы для получения некоторых физических свойств. Например, твердые смазочные вещества и/или тяжелые частицы могут быть выбраны для получения покрытия, характеризующегося некоторым коэффициентом трения или сопротивления износу. В некоторых неограничивающих вариантах осуществления твердое смазочное вещество может быть выбрано из политетрафторэтилена, графита и сульфида молибдена. В некоторых неограничивающих вариантах осуществления раствор для металлизации содержит тяжелые частицы, выбранные из карбида (например, карбида кремния и/или карбида хрома), нитридов, боридов, алмаза и/или оксидов. В некоторых неограничивающих вариантах осуществления твердые смазочные вещества и/или тяжелые частицы могут содержать порошок, суспендированный в растворе для металлизации. Во время способа осаждения некоторая часть суспендированного материала может быть включена в полученное в результате покрытие, таким образом, получая желаемые физические свойства. В некоторых неограничивающих вариантах осуществления твердое смазочное вещество и/или тяжелые частицы могут отдельно составлять вплоть до 20% объема покрытия. В некоторых неограничивающих вариантах осуществления бороникелевое покрытие может характеризоваться твердостью и/или износостойкостью большей, чем твердость или износостойкость легированной обрабатываемой детали.
[0072] В некоторых неограничивающих вариантах осуществления бороникелевое покрытие может содержать никель и от 1 до 10 весовых процентов бора, например как, от 2 до 7 весовых процентов бора или от 3 до 5 весовых процентов бора. В некоторых неограничивающих вариантах осуществления бороникелевое покрытие может содержать никель и от 3 до 5 весовых процентов бора. Бороникелевые покрытия также могут содержать случайные примеси. В некоторых неограничивающих вариантах осуществления бороникелевое покрытие состоит из или состоит, по существу, из от 1 до 10 весовых процентов бора, от 2 до 7 весовых процентов бора или от 3 до 5 весовых процентов бора, никеля и случайных примесей.
[0073] В некоторых неограничивающих вариантах осуществления толщина бороникелевого покрытия может составлять от 0,005 дюймов до 0,25 дюймов, например как, от 0,005 дюймов до 0,1 дюймов или от 0,005 дюймов до 0,01 дюймов.
[0074] В некоторых неограничивающих вариантах осуществления поверхность металлического контейнера может быть подготовлена, например, путем шлифования или зачистки внутренней поверхности металлического контейнера перед осаждением бороникелевого покрытия. В различных неограничивающих вариантах осуществления способа металлический контейнер может быть отшлифован абразивным материалом и/или отполирован. В некоторых неограничивающих вариантах осуществления поверхность металлического контейнера может быть отшлифована отделкой от #3 до #4 для улучшения связывания бороникелевого покрытия с внутренней поверхностью контейнера.
[0075] В некоторых неограничивающих вариантах осуществления бороникелевое покрытие можно наносить на металлический контейнер путем или термического распыления или холодного распыления, как описано выше. В некоторых неограничивающих вариантах осуществления при применении термического распыления для нанесения бороникелевого покрытия на внутреннюю стенку контейнера, расплавленный материал металлического покрытия может содержать бороникелевый сплав. В некоторых неограничивающих вариантах осуществления при применении холодного распыления для нанесения бороникелевого покрытия на внутреннюю стенку контейнера, твердые металлические частицы материала металлического покрытия могут содержать частицы бороникелевого сплава. В некоторых неограничивающих вариантах осуществления бороникелевый сплав, нанесенный термическим распылением или холодным распылением, может содержать сплав на основе никеля или боросодержащую нержавеющую сталь, содержащую вплоть до 3 весовых процентов бора. В некоторых неограничивающих вариантах осуществления бороникелевый сплав, нанесенный термическим распылением или холодным распылением, может содержать нержавеющую сталь типа 304B7 (номер согласно Универсальной системе обозначений металлов и сплавов S30467), содержащую от 1,75 до 2,25 весовых процентов бора.
[0076] В некоторых неограничивающих вариантах осуществления можно нагревать металлический контейнер после формирования бороникелевого покрытия по меньшей мере на часть внутренней поверхности металлического контейнера, но перед вставкой легированной обрабатываемой детали. Например, в различных вариантах осуществления металлический контейнер можно подвергать воздействию высоких температур, таких как, например, 1100°F-2500°F, для расширения металлического контейнера, и легированную обрабатываемую деталь можно вставлять в расширенный металлический контейнер. Металлический контейнер может сжиматься при охлаждении металлического контейнера таким образом, что бороникелевое покрытие может стягиваться в тесный контакт с легированной обрабатываемой деталью.
[0077] В некоторых неограничивающих вариантах осуществления способ настоящего изобретения может включать удаление газа из внутренней части затаренной сборки путем соединения с выходным отверстием, выполненным на контейнере, вакуумным насосом и применения вакуума для удаления по меньшей мере части газа и/или влаги из внутренней части затаренной сборки. В некоторых неограничивающих вариантах осуществления вакуум может генерировать давление сжатого воздуха для поддержки контакта между легированной обрабатываемой деталью и металлическим контейнером во время соединения за счет переходной жидкой фазы и/или гомогенизации. Не желая быть связанными соответствием конкретной теории, считают, что при нагревании затаренной сборки во внутренней части затаренной сборки может образовываться газ, что может негативно сказаться на образовании связей за счет переходной жидкой фазы и/или образовании металлургических связей за счет переходной жидкой фазы. В некоторых неограничивающих вариантах осуществления способ может включать одновременное применение вакуума для удаления газа и/или влаги из внутренней части затаренной сборки и нагревание затаренной сборки до температуры соединения за счет переходной жидкой фазы и/или температуры гомогенизации.
[0078] В некоторых неограничивающих вариантах осуществления нагревание затаренной сборки до соединения за счет переходной жидкой фазы легированной обрабатываемой детали с металлическим контейнером может включать помещение затаренной сборки в ковш или печь. В некоторых неограничивающих вариантах осуществления затаренную сборку можно нагревать по меньшей мере до одной из температуры соединения за счет переходной жидкой фазы и температуры гомогенизации. В некоторых неограничивающих вариантах осуществления температура соединения за счет переходной жидкой фазы может быть меньшей, чем температура гомогенизации, или равной ей. В некоторых неограничивающих вариантах осуществления температура соединения за счет переходной жидкой фазы может быть равной температуре плавления бороникелевого покрытия или больше ее. В некоторых неограничивающих вариантах осуществления температура плавления бороникелевого покрытия может быть меньшей, чем температура гомогенизации, или равной ей. В некоторых неограничивающих вариантах осуществления температура гомогенизации может составлять 2100°F-2200°F. В некоторых неограничивающих вариантах осуществления температура соединения за счет переходной жидкой фазы может составлять 1800°F-2000°F. В некоторых неограничивающих вариантах осуществления температура плавления бороникелевого покрытия может составлять 1850°F-1930°F.
[0079] В некоторых неограничивающих вариантах осуществления соединение за счет переходной жидкой фазы и гомогенизация могут происходить одновременно. Например, в некоторых неограничивающих вариантах осуществления температура соединения за счет переходной жидкой фазы может накладываться на температуру гомогенизации. Не желая быть связанными соответствием конкретной теории, считают, что во время соединения за счет переходной жидкой фазы и/или гомогенизации бороникелевое покрытие может плавиться и бор может диффундировать как в легированную обрабатываемую деталь, так и в металлический контейнер. При диффундировании бора из бороникелевого покрытия температура плавления бороникелевого покрытия может увеличиваться. При повторном затвердении бороникелевого покрытия может образовываться металлургическая связь, которая приваривает легированную обрабатываемую деталь к внутренней поверхности металлического контейнера, таким образом получая в результате соединение за счет переходной жидкой фазы. В некоторых неограничивающих вариантах осуществления может возникнуть соединение за счет переходной жидкой фазы перед гомогенизацией.
[0080] В некоторых неограничивающих вариантах осуществления затаренную сборку можно нагревать до температуры соединения за счет переходной жидкой фазы в течение первого периода времени и до температуры гомогенизации в течение второго периода времени. В некоторых неограничивающих вариантах осуществления первый период времени и второй период времени могут независимо быть выбранными из вплоть до 72 часов, вплоть до 48 часов, вплоть до 36 часов, вплоть до 24 часов, вплоть до 12 часов, вплоть до 5 часов, вплоть до 4 часов и вплоть до 2 часов, как например, от 24 до 72 часов, от 36 до 48 часов, от 6 до 24 часов, от 1 до 5 часов, от 2 до 4 часов или от 2 до 3 часов. В некоторых неограничивающих вариантах осуществления первый период времени может составлять вплоть до 5 часов, как например, вплоть до 4 часов, вплоть до 2 часов, от 1 до 5 часов, от 2 до 4 часов или от 2 до 3 часов. В некоторых неограничивающих вариантах осуществления второй период времени может составлять вплоть до 72 часов, как например, вплоть до 48 часов, вплоть до 36 часов, вплоть до 24 часов, вплоть до 12 часов, от 24 до 72 часов, от 36 до 48 часов или от 6 до 24 часов. В некоторых неограничивающих вариантах осуществления затаренную сборку можно нагревать до температуры 1850°F-1930°F в течение вплоть до двух часов для расплавления бороникелевого покрытия и получения в результате соединения за счет перехода жидкой фазы между легированной обрабатываемой деталью и металлическим контейнером перед нагреванием затаренной сборки до температуры гомогенизации 2100°F-2200°F в течение от 36 до 72 часов.
[0081] В некоторых неограничивающих вариантах осуществления затаренную сборку можно нагревать для получения соединения за счет переходной жидкой фазы между легированной обрабатываемой деталью и металлическим контейнером путем применения первого температурного градиента, и затем нагревания для гомогенизации легированной обрабатываемой детали путем применения второго температурного градиента. В некоторых неограничивающих вариантах осуществления первый температурный градиент может составлять по меньшей мере 0,50°F/мин., как например, по меньшей мере 0,75°F/мин., по меньшей мере 1°F/мин., по меньшей мере 2°F/мин., вплоть до 3°F/мин., вплоть до 2°F/мин., вплоть до 1,5°F/мин., вплоть до 1°F/мин., от 0,5 до 2°F/мин. или от 0,6 до 1,75°F/мин. В некоторых неограничивающих вариантах осуществления первый температурный градиент может находится при норме, достаточной для повышения температуры 1850°F-1930°F с течением времени вплоть до двух часов. В некоторых неограничивающих вариантах осуществления первый температурный градиент может составлять по меньшей мере 0,10°F/мин., как например, по меньшей мере 0,2°F/мин., по меньшей мере 0,5°F/мин., по меньшей мере 0,75°F/мин., вплоть до 1°F/мин., вплоть до 1°F/мин., вплоть до 0,9°F/мин., вплоть до 0,75°F/мин., от 0,1 до 0,9°F/мин. или от 0,2 до 0,5°F/мин. В некоторых неограничивающих вариантах осуществления второй температурный градиент может находится при норме, достаточной для повышения температуры 2100°F-2200°F с течением времени от 36 до 48 часов. Не желая быть связанными соответствием конкретной теории, считают, что снижение температурного градиента близко к температуре плавления бороникелевого покрытия и/или выдерживание при температуре плавления бороникелевого покрытия может уменьшать или предотвращать растекание большого радиуса расплавленного бороникелевого покрытия и обеспечивать более сильную металлургическую связь между легированной обрабатываемой деталью и металлическим контейнером. В некоторых неограничивающих вариантах осуществления нагревание могут замедлять при 1850°F-1930°F и удерживать в течение от 1 до 2 часов при 1900°F-1930°F.
[0082] В противоположность способу затаривания, описанному в данном документе, традиционная методика затаривания может характеризоваться более низкой эффективностью защиты, так как металлическая тара не является металлургически связанной с обрабатываемой деталью. Не желая быть связанными соответствием конкретной теории, считают, что соединение за счет переходной жидкой фазы между металлическим контейнером и легированной обрабатываемой деталью может пережить тяжелую горячую обработку для эффективной защиты обрабатываемой детали от образования трещин на поверхности вследствие охлаждающих эффектов штампа, и таким образом, улучшить выход штамповки. Например, авторы настоящего изобретения выявили, что соединение за счет переходной жидкой фазы, полученное согласно способу настоящего изобретения, выживает при очень жестких условиях прокатки. Бороникелевое покрытие поверхности может быть металлургически связанным с поверхностью легированной обрабатываемой детали и металлический контейнер может удерживаться на поверхности легированной обрабатываемой детали вплоть до горячей обработки и во время нее. Металлический контейнер, связанный с легированной обрабатываемой деталью, может уменьшать тепловые потери от легированной обрабатываемой детали и устранять или уменьшать число случаев образования трещин во время штамповки, прессования или другой обработки легированной обрабатываемой детали в сравнении с иной идентичной легированной обрабатываемой деталью при отсутствии такого связанного контейнера. Металлический контейнер может оставаться металлургически связанным с легированной обрабатываемой деталью после вращательной штамповки для того, чтобы произвести штампованные болванки и заготовки и/или после прокатки для того, чтобы произвести болванки и катушки.
[0083] В некоторых неограничивающих вариантах осуществления, согласно Фиг. 5, способ обработки легированной обрабатываемой детали для уменьшения образования горячих трещин может, как правило, включать: обеспечение 50 слитка; шлифование 52 слитка для образования слитка конической формы; обеспечение 54 металлического контейнера конической формы; осаждение 56 бороникелевого покрытия с помощью одного из: нанесения покрытия методом химического восстановления, распылительной штамповки или холодного распыления, по меньшей мере на часть внутренней поверхности металлического контейнера; промывку 58 и сушку 60 внутренней поверхности металлического контейнера; вставку 62 легированной обрабатываемой детали в металлический контейнер; заключение 64 легированной обрабатываемой детали в металлический контейнер для образования затаренной сборки; удаление 66 по меньшей мере части газа и/или влаги из внутренней части затаренной сборки под вакуумом; нагревание 68 затаренной сборки под вакуумом до соединения за счет переходной жидкой фазы легированной обрабатываемой детали с внутренней поверхностью металлического контейнера для образования 70 затаренной легированной обрабатываемой детали.
[0084] Согласно некоторым неограничивающим вариантам осуществления покрытая легированная обрабатываемая деталь или затаренная легированная обрабатываемая деталь, полученные согласно варианту осуществления способов, раскрытых в данном документе, могут быть обработаны в горячем состоянии. Горячая обработка покрытой или затаренной легированной обрабатываемой детали может включать применение силы к покрытой или затаренной обрабатываемой детали для деформации обрабатываемой детали. Силу можно применять с помощью, например, штампов и/или валков. В некоторых неограничивающих вариантах осуществления горячая обработка покрытой или затаренной легированной обрабатываемой детали может включать горячую обработку обрабатываемой детали при температуре 1500°F-2500°F. В некоторых неограничивающих вариантах осуществления горячая обработка покрытой или затаренной легированной обрабатываемой детали может включать операцию штамповки и/или операцию прессования. Например, обрабатываемая деталь, имеющая металлическое покрытие поверхности, осажденное по меньшей мере на область поверхности обрабатываемой детали согласно способам, раскрытым в данном документе, или легированная обрабатываемая деталь, которая была затарена, как раскрыто в данном документе, может быть штампована осадкой и/или штампована протяжкой. В различных неограничивающих вариантах осуществления способ может включать горячую обработку покрытой обрабатываемой детали путем штамповки после образования металлического покрытия поверхности на обрабатываемой детали. В различных неограничивающих вариантах осуществления способ может включать горячую обработку покрытой легированной обрабатываемой детали путем штамповки после образования металлического покрытия поверхности на обрабатываемой детали при температуре 1500°F-2500°F. В различных неограничивающих вариантах осуществления способ может включать горячую обработку покрытой легированной обрабатываемой детали путем прессования после образования покрытия поверхности на легированной обрабатываемой детали. В различных неограничивающих вариантах осуществления способ может включать горячую обработку покрытой легированной обрабатываемой детали путем прессования после образования металлического покрытия поверхности на легированной обрабатываемой детали при температуре 1500°F-2500°F.
[0085] Операция штамповки осадкой/протяжкой может включать одну или несколько последовательностей операции штамповки осадкой и одну или несколько последовательностей операции штамповки протяжкой. Во время операции штамповки осадкой торцевые поверхности обрабатываемой детали могут соприкасаться со штампами для штамповки, которые применяют силу к обрабатываемой детали, что сжимает длину обрабатываемой детали и увеличивает поперечное сечение обрабатываемой детали. Во время операции штамповки протяжкой боковые поверхности (например, окружная поверхность обрабатываемой детали цилиндрической формы) могут соприкасаться со штампами для штамповки, которые применяют силу к обрабатываемой детали, что сжимает поперечное сечение обрабатываемой детали и увеличивает длину обрабатываемой детали.
[0086] Согласно некоторым неограничивающим вариантам осуществления способ обработки легированного слитка или другой легированной обрабатываемой детали для уменьшения образования горячих трещин может, как правило, включать удаление по меньшей мере части металлического покрытия поверхности и/или остатков покрытия поверхности от обрабатываемой детали. В некоторых неограничивающих вариантах осуществления способ может включать удаление по меньшей мере части металлического покрытия поверхности из продукта, образованного путем горячей обработки обрабатываемой детали, после горячей обработки покрытой обрабатываемой детали. Удаление материала покрытия поверхности может включать, например, одно или несколько из обдувки металлической дробью, шлифования, зачистки и обточки. В некоторых неограничивающих вариантах осуществления зачистка обработанной в горячем состоянии покрытой обрабатываемой детали может включать обточку на токарном станке.
[0087] Согласно некоторым неограничивающим вариантам осуществления способ обработки легированного слитка или другой легированной обрабатываемой детали для уменьшения образования горячих трещин может, как правило, включать удаление по меньшей мере части металлического контейнера и/или остатков металлического контейнера от обрабатываемой детали. В некоторых неограничивающих вариантах осуществления способ может включать удаление по меньшей мере части металлического контейнера из продукта, образованного путем горячей обработки затаренной обрабатываемой детали, после горячей обработки затаренной обрабатываемой детали. Удаление материала контейнера поверхности может включать, например, одно или несколько из обдувки металлической дробью, шлифования, зачистки и обточки. В некоторых неограничивающих вариантах осуществления зачистка обработанной в горячем состоянии покрытой обрабатываемой детали может включать обточку на токарном станке.
[0088] В различных неограничивающих вариантах осуществления легированный слиток или другая легированная обрабатываемая деталь, которые подвергались обработке для получения металлического покрытия поверхности или которые были затарены, как описано в данном документе, могут подвергаться одной или нескольким операциям штамповки осадкой/протяжкой. Например, при трехкратной операции штамповки осадкой/протяжкой покрытая или затаренная обрабатываемая деталь может сначала быть штампована осадкой и затем штампована протяжкой. Последовательность осадки и протяжки можно повторять еще два раза для всех трех последовательных операций штамповки осадкой и протяжкой. В различных неограничивающих вариантах осуществления покрытая или затаренная обрабатываемая деталь может подвергаться одной или нескольким операциям прессования. Например, в операции прессования к покрытой или затаренной обрабатываемой детали, как правило, цилиндрической формы могут применять силу посредством кольцевого штампа, таким образом уменьшая диаметр и увеличивая длину обрабатываемой детали. Другие методики горячей обработки будут очевидны специалистам в данной области техники, и способы согласно настоящему раскрытию могут быть применимы для использования с одной или несколькими из таких других методик без необходимости неуместного проведения опытов.
[0089] В различных неограничивающих вариантах осуществления способы, раскрытые в данном документе, могут быть применимы для получения кованной заготовки из легированного слитка в форме литого, затвердевшего или образованного распылением слитка. Превращение штамповкой или превращение прессованием слитка в заготовку или другое обработанное изделие может обеспечивать более мелкозернистую структуру в изделии в сравнении с исходной обрабатываемой деталью. Способы и процессы, описанные в данном документе, для получения покрытых и затаренных легированных обрабатываемых деталей могут улучшить выход штампованной или прессованной продукции (такой как, например, заготовки) из обрабатываемых деталей, так как представленный материал на поверхности легированной обрабатываемой детали может уменьшать число случаев образования трещин на поверхности обрабатываемой детали во время операций штамповки и/или прессования. Например, было выявлено, что металлическое покрытие поверхности, обеспеченное на области поверхности легированной обрабатываемой детали согласно варианту осуществления способа настоящего раскрытия, допускает деформацию, вызванную рабочими штампами. Также было выявлено, что металлическое покрытие поверхности, обеспеченное согласно настоящему раскрытию, с большей готовностью допускает перепады температур между рабочими штампами и легированной обрабатываемой деталью во время горячей обработки. Таким образом, было выявлено, что металлическое покрытие поверхности согласно настоящему раскрытию может проявлять нулевое или минимальное образование трещин на поверхности, так как происходит предотвращение или уменьшение начала образования трещин на поверхности в лежащей в основе легированной обрабатываемой детали во время обработки.
[0090] В различных неограничивающих вариантах осуществления слитки или другие обрабатываемые детали из различных сплавов, имеющие покрытие поверхности или затаренные согласно настоящему раскрытию, могут подвергаться горячей обработке для получения продукции, которую можно использовать для изготовления различных изделий. Например, способы, описанные в данном документе, могут быть применимы в способах получения заготовок из сплавов на основе никеля, сплавов на основе железа, сплавов на основе никеля и железа, сплавов на основе титана, сплавов на основе титана и никеля, сплавов на основе кобальта, сверхпрочных сплавов на основе никеля и других сверхпрочных сплавов. Заготовки или другую продукцию, полученные из обрабатываемых в горячем состоянии слитков или других легированных обрабатываемых деталей, можно применять для изготовления изделий, в том числе без ограничения составляющих турбины, таких как, например, диски и кольца турбинных двигателей и различных наземных турбин. Другие изделия, изготовленные из легированных слитков или других легированных обрабатываемых деталей, обработанных согласно различным неограничивающим вариантам осуществления, описанным в данном документе, могут включать без ограничения клапаны, составляющие двигателя, валы и крепежные детали.
[0091] Легированные обрабатываемые детали, которые могут быть обработаны согласно различным вариантам осуществления в данном документе, могут быть в любой подходящей форме. В конкретных неограничивающих вариантах осуществления, например, легированные обрабатываемые детали могут включать или быть в форме слитков, заготовок, болванок, пластин, трубок, спеченных брикетов и т. п.
[0092] Все документы, упомянутые в данном документе, включены в данный документ посредством ссылки, если не указано иное. Упоминание любого документа не следует толковать как признание того, что оно касается предыдущего уровня техники в отношении настоящего изобретения. В той степени, в которой любое значение или определение термина в данном документе противоречит любому значению или определению того же термина в документе, включенном посредством ссылки, значение или определение, приписанное этому термину в данном документе, будет главенствовать.
[0093] Хотя показаны и описаны конкретные неограничивающие варианты осуществления настоящего изобретения, специалистам в данной области техники очевидно, что различные иные изменения и модификации могут быть произведены без отхода от сущности и объема изобретения. Поэтому оно предназначено для охвата в прилагаемой формуле изобретения всех подобных изменений и модификаций, находящихся в пределах объема настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ С ЦЕЛЬЮ ЕЕ ЗАЩИТЫ | 2006 |
|
RU2439200C2 |
| БУРОВОЕ ДОЛОТО ДЛЯ РОТОРНОГО БУРЕНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ БУРОВОГО ДОЛОТА С КОРПУСОМ ИЗ КОМПОЗИТА ИЗ СВЯЗУЮЩЕГО МАТЕРИАЛА С ДРУГИМИ ЧАСТИЦАМИ | 2006 |
|
RU2429104C2 |
| БУРОВОЕ ДОЛОТО ДЛЯ РОТОРНОГО БУРЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2412326C2 |
| НАПЛАВЛЕННОЕ ПОКРЫТИЕ С КАРБИДОМ ТИТАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2682738C2 |
| Способ обновления многослойной структуры | 2012 |
|
RU2607212C2 |
| ИЗДЕЛИЯ, СИСТЕМЫ И СПОСОБЫ ДЛЯ КОВКИ СПЛАВОВ | 2014 |
|
RU2640112C2 |
| УПРОЧНЕННАЯ СТРУКТУРА ТИТАНОВОГО СПЛАВА ДЛЯ ПРИМЕНЕНИЯ В ЗУБЧАТЫХ КОЛЕСАХ ТРАНСМИССИЙ | 2010 |
|
RU2529322C2 |
| БУРОВОЕ ДОЛОТО И ДРУГИЕ ИЗДЕЛИЯ, СОДЕРЖАЩИЕ ЦЕМЕНТИРОВАННЫЙ КАРБИД | 2009 |
|
RU2508178C2 |
| МНОГОСЛОЙНОЕ ЗАЩИТНОЕ ПОКРЫТИЕ ДЛЯ ПОДЛОЖКИ, РАСПОЛОЖЕННОЙ В ИЛИ НА ТРАНСПОРТНОМ СРЕДСТВЕ, ПОДЛОЖКА С УКАЗАННЫМ ПОКРЫТИЕМ И СПОСОБ ФОРМИРОВАНИЯ УКАЗАННОГО ПОКРЫТИЯ НА ПОДЛОЖКЕ | 2008 |
|
RU2471888C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ, СОСТОЯЩЕЙ, ПО МЕНЬШЕЙ МЕРЕ ЧАСТИЧНО, ИЗ МЕТАЛЛИЧЕСКОГО СПЛАВА, И СПОСОБ ОПТИМИЗАЦИИ | 2017 |
|
RU2737367C2 |
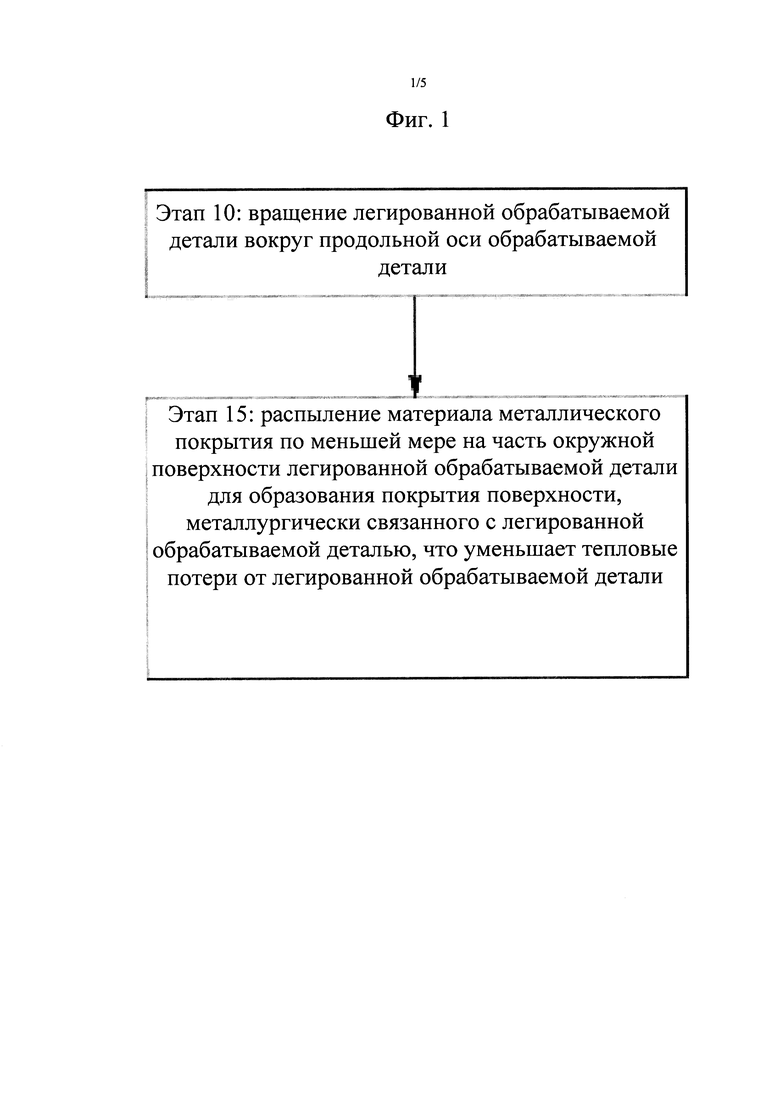
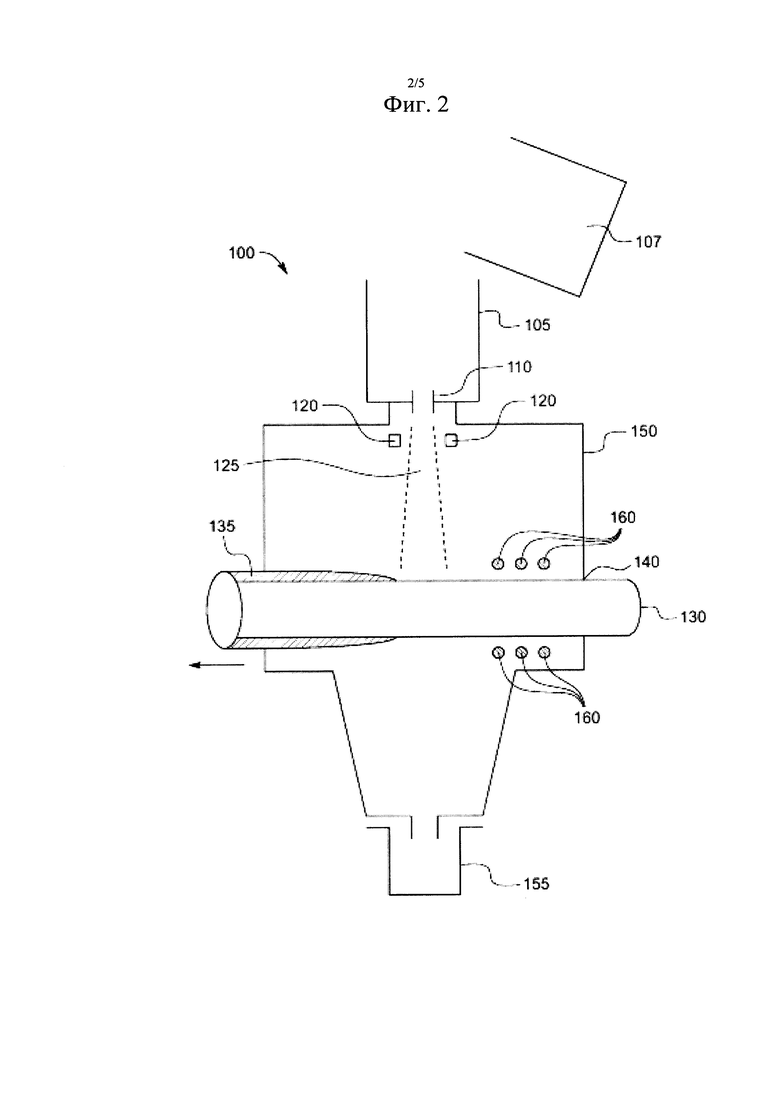
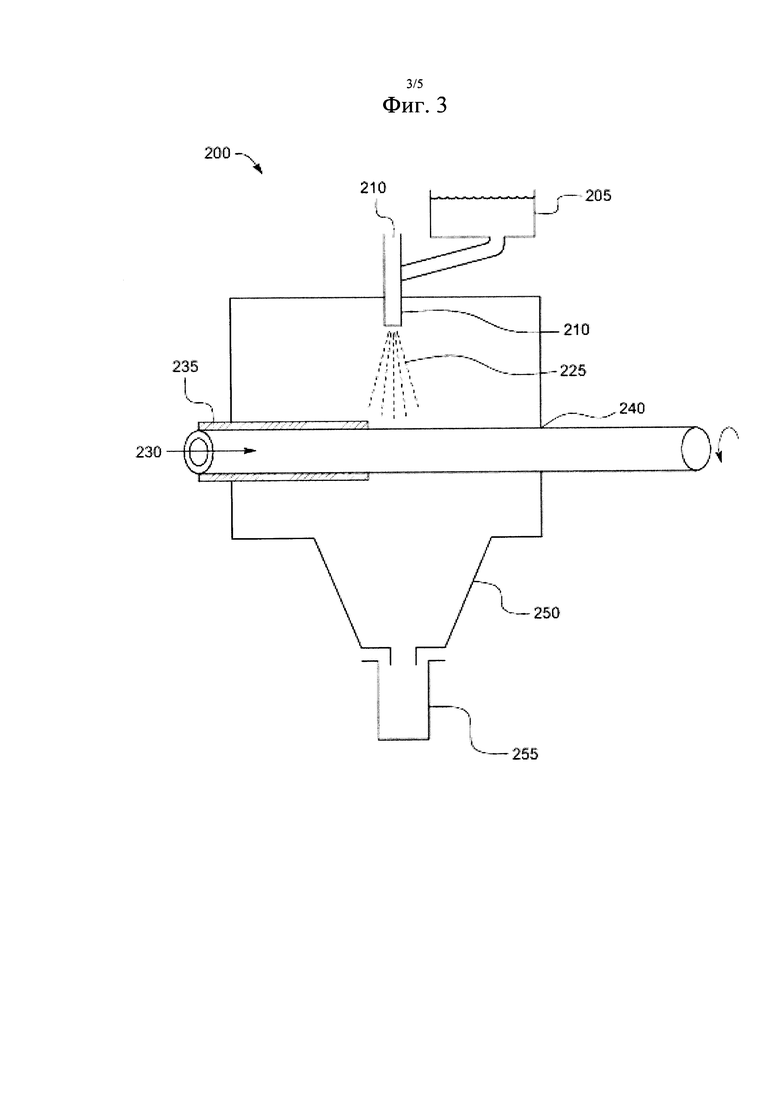
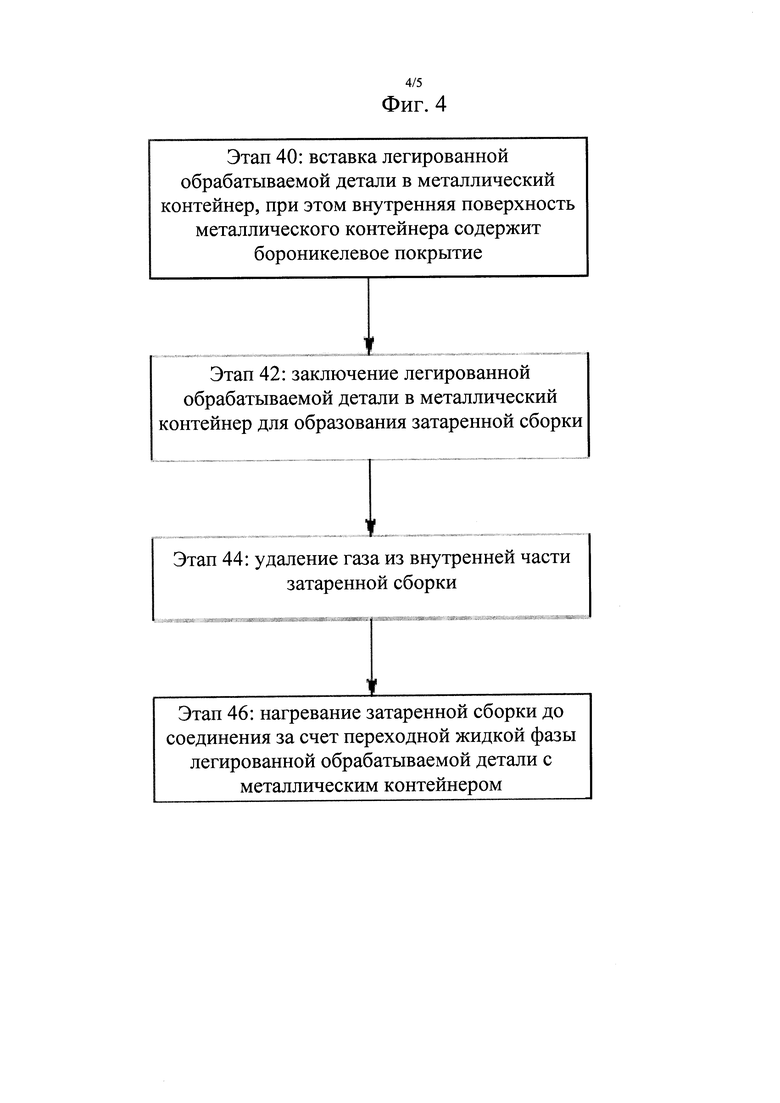
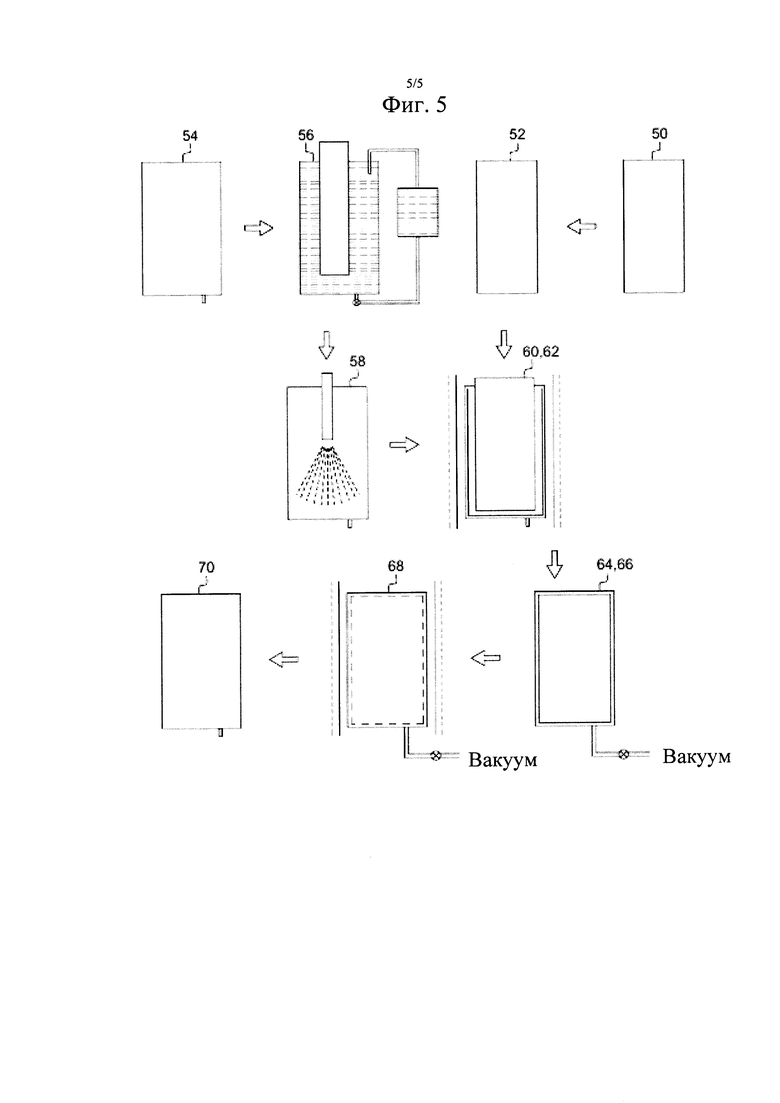
Изобретение относится к обработке деталей, выполненных из сплавов, чувствительных к образованию термических трещин, и может быть использовано при изготовлении деталей горячей обработкой давлением. Способ обработки обрабатываемой детали из сплава, чувствительного к образованию трещин, перед ее горячей обработкой включает распыление материала металлического покрытия по меньшей мере на часть окружной поверхности обрабатываемой детали для образования покрытия поверхности, металлургически связанного с обрабатываемой деталью, при этом обрабатываемая деталь выполнена из сплава, содержащего материал, выбранный из группы, состоящей из сплава на основе никеля, сверхпрочного сплава на основе никеля, сплава на основе железа, сплава на основе никеля и железа, сплава на основе титана, сплава на основе титана и никеля и сплава на основе кобальта, причем покрытие поверхности является более пластичным, чем обрабатываемая деталь, и покрытие поверхности уменьшает тепловые потери обрабатываемой детали. Техническим результатом изобретения является уменьшение образования трещин в процессе последующей горячей обработки давлением. 6 н. и 76 з.п. ф-лы, 5 ил.
1. Способ обработки обрабатываемой детали из сплава, чувствительного к образованию трещин, перед ее горячей обработкой, включающий:
распыление материала металлического покрытия по меньшей мере на часть окружной поверхности обрабатываемой детали из сплава, главным образом цилиндрической формы, для образования покрытия поверхности, металлургически связанного с указанной обрабатываемой деталью из сплава, при этом указанная обрабатываемая деталь из сплава содержит материал, выбранный из группы, состоящей из сплава на основе никеля, сверхпрочного сплава на основе никеля, сплава на основе железа, сплава на основе никеля и железа, сплава на основе титана, сплава на основе титана и никеля и сплава на основе кобальта;
при этом покрытие поверхности является более пластичным, чем указанная обрабатываемая деталь из сплава; и
при этом покрытие поверхности уменьшает тепловые потери от указанной обрабатываемой детали из сплава.
2. Способ по п. 1, отличающийся тем, что осуществляют вращение указанной обрабатываемой детали из сплава вокруг продольной оси обрабатываемой детали во время распыления материала металлического покрытия по меньшей мере на часть окружной поверхности обрабатываемой детали из сплава.
3. Способ по п. 1, отличающийся тем, что материал металлического покрытия содержит частицы, выбранные из частиц из нержавеющей стали и частиц из сплава на основе никеля.
4. Способ по п. 1, отличающийся тем, что материал металлического покрытия содержит частицы по меньшей мере из одной аустенитной нержавеющей стали, выбранной из группы, состоящей из нержавеющей стали типа 304 (номер согласно Универсальной системе обозначений металлов и сплавов S30400), нержавеющей стали типа 304L (номер согласно Универсальной системе обозначений металлов и сплавов S30403), нержавеющей стали типа 316 (номер согласно Универсальной системе обозначений металлов и сплавов S31600) и нержавеющей стали типа 316L (номер согласно Универсальной системе обозначений металлов и сплавов S31603).
5. Способ по п. 1, отличающийся тем, что материал металлического покрытия содержит частицы по меньшей мере из одного сплава на основе никеля, выбранного из группы, состоящей из сплава 600 (номер согласно Универсальной системе обозначений металлов и сплавов N06600) и сплава 625 (номер согласно Универсальной системе обозначений металлов и сплавов N06625).
6. Способ по п. 1, отличающийся тем, что распыление материала металлического покрытия по меньшей мере на часть окружной поверхности включает распыление материала металлического покрытия по меньшей мере на часть окружной поверхности обрабатываемой детали из сплава при температуре меньшей, чем температура плавления материала металлического покрытия и температура плавления обрабатываемой детали из сплава.
7. Способ по п. 6, отличающийся тем, что распыление материала металлического покрытия по меньшей мере на часть окружной поверхности включает распыление твердых металлических частиц на окружную поверхность.
8. Способ по п. 6, отличающийся тем, что материал металлического покрытия содержит твердые металлические частицы.
9. Способ по п. 1, отличающийся тем, что распыление материала металлического покрытия по меньшей мере на часть окружной поверхности включает:
распыление материала металлического покрытия по меньшей мере на часть окружной поверхности обрабатываемой детали из сплава при температуре большей, чем температура плавления материала металлического покрытия, или равной ей и меньшей, чем температура плавления обрабатываемой детали из сплава.
10. Способ по п. 9, отличающийся тем, что распыление материала металлического покрытия по меньшей мере на часть окружной поверхности включает распыление по меньшей мере одного из: полурасплавленных металлических частиц и расплавленных металлических капель на окружную поверхность.
11. Способ по п. 9, отличающийся тем, что материал металлического покрытия содержит по меньшей мере одно из полурасплавленных металлических частиц и расплавленных металлических капель.
12. Способ по п. 1, дополнительно включающий перед распылением материала металлического покрытия по меньшей мере на часть окружной поверхности
нагревание по меньшей мере части окружной поверхности обрабатываемой детали из сплава до температуры более 2000°F.
13. Способ по п. 1, отличающийся тем, что обрабатываемая деталь из сплава содержит материал, выбранный из группы, состоящей из сплава 718 (номер согласно Универсальной системе обозначений металлов и сплавов N07718), сплава 720 (номер согласно Универсальной системе обозначений металлов и сплавов N07720), сплава Rene 41™ (номер согласно Универсальной системе обозначений металлов и сплавов N07041), сплава Rene 88™, сплава Waspaloy® (номер согласно Универсальной системе обозначений металлов и сплавов N07001) и сплава Inconel® 100.
14. Способ по п. 1, отличающийся тем, что материал металлического покрытия и обрабатываемая деталь из сплава содержат основной металл, выбранный из группы, состоящей из кобальта, железа и никеля.
15. Способ по п. 14, отличающийся тем, что основной металл материала металлического покрытия является таким же, как и основной металл обрабатываемой детали из сплава.
16. Способ по п. 14, отличающийся тем, что основной металл материала металлического покрытия является отличным от основного металла обрабатываемой детали из сплава.
17. Способ по п. 1, дополнительно включающий перед распылением материала металлического покрытия по меньшей мере на часть окружной поверхности
зачистку по меньшей мере части окружной поверхности обрабатываемой детали из сплава.
18. Способ по п. 2, дополнительно включающий:
перемещение обрабатываемой детали из сплава в направлении вдоль продольной оси обрабатываемой детали из сплава после завершения по меньшей мере одного вращения обрабатываемой детали из сплава;
распыление материала металлического покрытия на следующую часть окружной поверхности обрабатываемой детали из сплава и повторное перемещение и распыление до достижения желаемой толщины металлического покрытия.
19. Способ по п. 1, дополнительно включающий:
распыление материала металлического покрытия по меньшей мере на часть продольного конца обрабатываемой детали из сплава для образования покрытия поверхности, металлургически связанного с обрабатываемой деталью из сплава.
20. Способ по п. 1, дополнительно включающий после распыления материала металлического покрытия по меньшей мере на часть окружной поверхности
прокатку обрабатываемой детали из сплава для затвердения металлического покрытия поверхности.
21. Способ по п. 1, дополнительно включающий после распыления материала металлического покрытия по меньшей мере на часть окружной поверхности
горячую обработку обрабатываемой детали из сплава по меньшей мере с помощью одной из операций штамповки и прессования для деформации обрабатываемой детали из сплава.
22. Способ по п. 21, дополнительно включающий после горячей обработки обрабатываемой детали из сплава
удаление по меньшей мере части металлического покрытия поверхности с обрабатываемой детали из сплава.
23. Способ обработки обрабатываемой детали из сплава, чувствительного к образованию трещин, перед ее горячей обработкой, включающий:
вставку легированной обрабатываемой детали в металлический контейнер, отличающийся тем, что металлический контейнер характеризуется более низким коэффициентом теплового расширения, чем у обрабатываемой детали из сплава, и содержит внутреннюю поверхность, содержащую бороникелевое покрытие по меньшей мере на части внутренней поверхности;
при этом указанная обрабатываемая деталь из сплава содержит материал, выбранный из группы, состоящей из сплава на основе никеля, сверхпрочного сплава на основе никеля, сплава на основе железа, сплава на основе никеля и железа, сплава на основе титана, сплава на основе титана и никеля и сплава на основе кобальта;
заключение обрабатываемой детали из сплава в металлический контейнер для обеспечения затаренной сборки;
удаление по меньшей мере части газа из внутренней части затаренной сборки и
нагревание затаренной сборки до соединения, за счет жидкой фазы, обрабатываемой детали из сплава с металлическим контейнером.
24. Способ по п. 23, отличающийся тем, что коэффициент теплового расширения металлического контейнера по меньшей мере на 20 процентов меньше, чем коэффициент теплового расширения обрабатываемой детали из сплава.
25. Способ по п. 23, отличающийся тем, что нагревание затаренной сборки до соединения, за счет жидкой фазы, обрабатываемой детали из сплава с металлическим контейнером металлургически связывает обрабатываемую деталь из сплава с металлическим контейнером.
26. Способ по п. 23, отличающийся тем, что заключение обрабатываемой детали из сплава в металлический контейнер включает сварку металлической крышки с открытым концом металлического контейнера.
27. Способ по п. 26, дополнительно включающий:
обеспечение выходного отверстия по меньшей мере в одном из: металлического контейнера и металлической крышке, и
применение вакуума к выходному отверстию для удаления по меньшей мере части газа из затаренной сборки.
28. Способ по п. 23, отличающийся тем, что нагревание затаренной сборки включает нагревание затаренной сборки до температуры гомогенизации, при которой обрабатываемая деталь из сплава гомогенизируется и которая больше температуры плавления бороникелевого покрытия или равна ей.
29. Способ по п. 28, отличающийся тем, что температура гомогенизации составляет 2100°F-2200°F и температура плавления бороникелевого покрытия составляет 1800°F-2000°F.
30. Способ по п. 28, отличающийся тем, что нагревание затаренной сборки включает:
нагревание затаренной сборки при температуре 1850°F-1930°F в течение до двух часов до плавления бороникелевого покрытия, и затем:
нагревание затаренной сборки до температуры гомогенизации 2100°F-2200°F.
31. Способ по п. 28, отличающийся тем, что нагревание затаренной сборки до температуры гомогенизации 2100°F-2200°F включает выдерживание затаренной сборки при температуре гомогенизации в течение от 36 часов до 48 часов.
32. Способ по п. 23, отличающийся тем, что обрабатываемая деталь из сплава содержит коническую, главным образом, цилиндрическую внешнюю поверхность и металлический контейнер содержит дополняющую коническую, главным образом, цилиндрическую внутреннюю поверхность.
33. Способ по п. 23, отличающийся тем, что металлический контейнер содержит материал, выбранный из группы, состоящей из сплава на основе никеля, сплава на основе железа и нержавеющей стали.
34. Способ по п. 33, отличающийся тем, что металлический контейнер содержит материал, выбранный из сплава 902 (номер согласно Универсальной системе обозначений металлов и сплавов N09902) и нержавеющей стали типа 430 (номер согласно Универсальной системе обозначений металлов и сплавов S43000).
35. Способ по п. 23, отличающийся тем, что обрабатываемая деталь из сплава содержит материал, выбранный из группы, состоящей из сплава 718 (номер согласно Универсальной системе обозначений металлов и сплавов N07718), сплава 720 (номер согласно Универсальной системе обозначений металлов и сплавов N07720), сплава Rene 41™ (номер согласно Универсальной системе обозначений металлов и сплавов N07041), сплава Rene 88™, сплава Waspaloy® (номер согласно Универсальной системе обозначений металлов и сплавов N07001) и сплава Inconel® 100.
36. Способ по п. 23, отличающийся тем, что металлический контейнер и обрабатываемая деталь из сплава содержат основной металл, выбранный из группы, состоящей из кобальта, железа и никеля.
37. Способ по п. 36, отличающийся тем, что основной металл металлического контейнера и основной металл обрабатываемой детали из сплава отличны друг от друга.
38. Способ по п. 23, дополнительно включающий перед вставкой обрабатываемой детали из сплава в металлический контейнер:
шлифование по меньшей мере одной области по меньшей мере одной из внешней поверхности обрабатываемой детали из сплава и внутренней поверхности металлического контейнера.
39. Способ по п. 23, дополнительно включающий перед вставкой обрабатываемой детали из сплава в металлический контейнер
нагревание металлического контейнера.
40. Способ по п. 23, отличающийся тем, что в затаренной сборке обрабатываемая деталь из сплава соприкасается по меньшей мере с частью бороникелевого покрытия.
41. Способ по п. 23, отличающийся тем, что в затаренной сборке отсутствует зазор между обрабатываемой деталью из сплава и металлическим контейнером.
42. Способ по п. 23, дополнительно включающий
одновременное удаление по меньшей мере части газа из внутренней части затаренной сборки и нагревание затаренной сборки до соединения, за счет жидкой фазы, обрабатываемой детали из сплава с металлическим контейнером.
43. Способ по п. 23, дополнительно включающий
осаждение бороникелевого покрытия по меньшей мере на части внутренней поверхности металлического контейнера путем нанесения покрытия методом химического восстановления для образования бороникелевого покрытия.
44. Способ по п. 43, отличающийся тем, что бороникелевое покрытие содержит 3-5 весовых процентов бора.
45. Способ по п. 43, отличающийся тем, что толщина бороникелевого покрытия составляет от 0,005 дюймов до 0,01 дюймов.
46. Способ по п. 23, дополнительно включающий после нагревания затаренной сборки до соединения, за счет жидкой фазы, обрабатываемой детали из сплава с металлическим контейнером
горячую обработку затаренной сборки по меньшей мере с помощью одной из операций штамповки и прессования, для деформации затаренной сборки.
47. Способ по п. 46, дополнительно включающий после горячей обработки затаренной сборки
удаление по меньшей мере части металлического контейнера из деформированной затаренной сборки.
48. Способ обработки обрабатываемой детали из сплава, чувствительного к образованию трещин, перед ее горячей обработкой, включающий:
распыление материала металлического покрытия по меньшей мере на часть поверхности обрабатываемой детали из сплава для образования покрытия поверхности, металлургически связанного с обрабатываемой деталью из сплава;
при этом покрытие поверхности является более пластичным, чем обрабатываемая деталь из сплава;
при этом указанная обрабатываемая деталь из сплава содержит материал, выбранный из группы, состоящей из сплава на основе никеля, сверхпрочного сплава на основе никеля, сплава на основе железа, сплава на основе никеля и железа, сплава на основе титана, сплава на основе титана и никеля и сплава на основе кобальта;
при этом покрытие поверхности уменьшает тепловые потери от обрабатываемой детали из сплава; и
при этом во время распыления материала металлического покрытия по меньшей мере на часть поверхности обрабатываемой детали из сплава осуществляют вращение обрабатываемой детали из сплава вокруг продольной оси обрабатываемой детали.
49. Способ по п. 48, отличающийся тем, что материал металлического покрытия содержит частицы, выбранные из частиц из нержавеющей стали и частиц из сплава на основе никеля.
50. Способ по п. 48, отличающийся тем, что материал металлического покрытия содержит частицы по меньшей мере из одной аустенитной нержавеющей стали, выбранной из группы, состоящей из нержавеющей стали типа 304 (номер согласно Универсальной системе обозначений металлов и сплавов S30400), нержавеющей стали типа 304 L (номер согласно Универсальной системе обозначений металлов и сплавов S30403), нержавеющей стали типа 316 (номер согласно Универсальной системе обозначений металлов и сплавов S31600) и нержавеющей стали типа 316L (номер согласно Универсальной системе обозначений металлов и сплавов S31603).
51. Способ по п. 48, отличающийся тем, что материал металлического покрытия содержит частицы по меньшей мере из одного сплава на основе никеля, выбранного из группы, состоящей из сплава 600 (номер согласно Универсальной системе обозначений металлов и сплавов N06600) и сплава 625 (номер согласно Универсальной системе обозначений металлов и сплавов N06625).
52. Способ по п. 48, дополнительно включающий перед распылением материала металлического покрытия по меньшей мере на часть поверхности
нагревание по меньшей мере части поверхности обрабатываемой детали из сплава до температуры более 2000°F.
53. Способ по п. 48, отличающийся тем, что обрабатываемая деталь из сплава содержит материал, выбранный из группы, состоящей из сплава 718 (номер согласно Универсальной системе обозначений металлов и сплавов N07718), сплава 720 (номер согласно Универсальной системе обозначений металлов и сплавов N07720), сплава Rene 41™ (номер согласно Универсальной системе обозначений металлов и сплавов N07041), сплава Rene 88™, сплава Waspaloy® (номер согласно Универсальной системе обозначений металлов и сплавов N07001) и сплава Inconel® 100.
54. Способ по п. 48, отличающийся тем, что распыление материала металлического покрытия по меньшей мере на часть поверхности включает распыление материала металлического покрытия по меньшей мере на часть поверхности обрабатываемой детали из сплава при температуре меньшей, чем температура плавления материала металлического покрытия и температура плавления обрабатываемой детали из сплава.
55. Способ по п. 48, отличающийся тем, что распыление материала металлического покрытия по меньшей мере на часть поверхности включает распыление твердых металлических частиц на поверхность.
56. Способ по п. 48, отличающийся тем, что распыление материала металлического покрытия по меньшей мере на часть поверхности включает:
распыление материала металлического покрытия по меньшей мере на часть поверхности обрабатываемой детали из сплава при температуре большей, чем температура плавления материала металлического покрытия, или равной ей и меньшей, чем температура плавления обрабатываемой детали из сплава.
57. Способ по п. 48, отличающийся тем, что распыление материала металлического покрытия по меньшей мере на часть поверхности включает распыление по меньшей мере одного из полурасплавленных металлических частиц и расплавленных металлических капель на поверхность.
58. Способ обработки обрабатываемой детали из сплава, чувствительного к образованию трещин, перед ее горячей обработкой, включающий:
распыление материала металлического покрытия по меньшей мере на часть поверхности обрабатываемой детали из сплава для образования покрытия поверхности, металлургически связанного с обрабатываемой деталью из сплава;
при этом покрытие поверхности является более пластичным, чем обрабатываемая деталь из сплава;
при этом указанная обрабатываемая деталь из сплава содержит материал, выбранный из группы, состоящей из сплава на основе никеля, сверхпрочного сплава на основе никеля, сплава на основе железа, сплава на основе никеля и железа, сплава на основе титана, сплава на основе титана и никеля и сплава на основе кобальта;
при этом покрытие поверхности уменьшает тепловые потери от обрабатываемой детали из сплава, и
при этом материал металлического покрытия содержит частицы, выбранные из частиц из нержавеющей стали и частиц из сплава на основе никеля.
59. Способ по п. 58, отличающийся тем, что материал металлического покрытия содержит частицы по меньшей мере из одной аустенитной нержавеющей стали, выбранной из группы, состоящей из нержавеющей стали типа 304 (номер согласно Универсальной системе обозначений металлов и сплавов S30400), нержавеющей стали типа 304 L (номер согласно Универсальной системе обозначений металлов и сплавов S30403), нержавеющей стали типа 316 (номер согласно Универсальной системе обозначений металлов и сплавов S31600) и нержавеющей стали типа 316L (номер согласно Универсальной системе обозначений металлов и сплавов S31603).
60. Способ по п. 58, отличающийся тем, что материал металлического покрытия содержит частицы по меньшей мере из одного сплава на основе никеля, выбранного из группы, состоящей из сплава 600 (номер согласно Универсальной системе обозначений металлов и сплавов N06600) и сплава 625 (номер согласно Универсальной системе обозначений металлов и сплавов N06625).
61. Способ по п. 58, отличающийся тем, что обрабатываемая деталь из сплава содержит материал, выбранный из группы, состоящей из сплава 718 (номер согласно Универсальной системе обозначений металлов и сплавов N07718), сплава 720 (номер согласно Универсальной системе обозначений металлов и сплавов N07720), сплава Rene 41™ (номер согласно Универсальной системе обозначений металлов и сплавов N07041), сплава Rene 88™, сплава Waspaloy® (номер согласно Универсальной системе обозначений металлов и сплавов N07001) и сплава Inconel® 100.
62. Способ по п. 58, отличающийся тем, что распыление материала металлического покрытия по меньшей мере на часть поверхности включает распыление материала металлического покрытия по меньшей мере на часть поверхности обрабатываемой детали из сплава при температуре меньшей, чем температура плавления материала металлического покрытия и температура плавления обрабатываемой детали из сплава.
63. Способ по п. 58, отличающийся тем, что распыление материала металлического покрытия по меньшей мере на часть поверхности включает распыление твердых металлических частиц на поверхность.
64. Способ по п. 58, отличающийся тем, что распыление материала металлического покрытия по меньшей мере на часть поверхности включает:
распыление материала металлического покрытия по меньшей мере на часть поверхности обрабатываемой детали из сплава при температуре большей, чем температура плавления материала металлического покрытия, или равной ей и меньшей, чем температура плавления обрабатываемой детали из сплава.
65. Способ по п. 58, отличающийся тем, что распыление материала металлического покрытия по меньшей мере на часть поверхности включает распыление по меньшей мере одного из полурасплавленных металлических частиц и расплавленных металлических капель на поверхность.
66. Способ по п. 58, дополнительно включающий перед распылением материала металлического покрытия по меньшей мере на часть поверхности
нагревание по меньшей мере части поверхности обрабатываемой детали из сплава до температуры более 2000°F.
67. Способ обработки обрабатываемой детали из сплава, чувствительного к образованию трещин, перед ее горячей обработкой, включающий:
распыление материала металлического покрытия по меньшей мере на часть поверхности обрабатываемой детали из сплава для образования покрытия поверхности, металлургически связанного с обрабатываемой деталью из сплава;
при этом покрытие поверхности является более пластичным, чем обрабатываемая деталь из сплава;
при этом указанная обрабатываемая деталь из сплава содержит материал, выбранный из группы, состоящей из сплава на основе никеля, сверхпрочного сплава на основе никеля, сплава на основе железа, сплава на основе никеля и железа, сплава на основе титана, сплава на основе титана и никеля и сплава на основе кобальта;
при этом покрытие поверхности уменьшает тепловые потери от обрабатываемой детали из сплава; и
при этом перед распылением материала металлического покрытия по меньшей мере на часть поверхности
по меньшей мере часть поверхности обрабатываемой детали из сплава нагревают до температуры более 2000°F.
68. Способ по п. 67, отличающийся тем, что материал металлического покрытия содержит частицы по меньшей мере из одной аустенитной нержавеющей стали, выбранной из группы, состоящей из нержавеющей стали типа 304 (номер согласно Универсальной системе обозначений металлов и сплавов S30400), нержавеющей стали типа 304 L (номер согласно Универсальной системе обозначений металлов и сплавов S30403), нержавеющей стали типа 316 (номер согласно Универсальной системе обозначений металлов и сплавов S31600) и нержавеющей стали типа 316L (номер согласно Универсальной системе обозначений металлов и сплавов S31603).
69. Способ по п. 67, отличающийся тем, что материал металлического покрытия содержит частицы по меньшей мере из одного сплава на основе никеля, выбранного из группы, состоящей из сплава 600 (номер согласно Универсальной системе обозначений металлов и сплавов N06600) и сплава 625 (номер согласно Универсальной системе обозначений металлов и сплавов N06625).
70. Способ по п. 67, отличающийся тем, что обрабатываемая деталь из сплава содержит материал, выбранный из группы, состоящей из сплава 718 (номер согласно Универсальной системе обозначений металлов и сплавов N07718), сплава 720 (номер согласно Универсальной системе обозначений металлов и сплавов N07720), сплава Rene 41™ (номер согласно Универсальной системе обозначений металлов и сплавов N07041), сплава Rene 88™, сплава Waspaloy® (номер согласно Универсальной системе обозначений металлов и сплавов N07001) и сплава Inconel® 100.
71. Способ по п. 67, отличающийся тем, что распыление материала металлического покрытия по меньшей мере на часть поверхности включает распыление материала металлического покрытия по меньшей мере на часть поверхности обрабатываемой детали из сплава при температуре меньшей, чем температура плавления материала металлического покрытия и температура плавления обрабатываемой детали из сплава.
72. Способ по п. 67, отличающийся тем, что распыление материала металлического покрытия по меньшей мере на часть поверхности включает распыление твердых металлических частиц на поверхность.
73. Способ по п. 67, отличающийся тем, что распыление материала металлического покрытия по меньшей мере на часть поверхности включает:
распыление материала металлического покрытия по меньшей мере на часть поверхности обрабатываемой детали из сплава при температуре большей, чем температура плавления материала металлического покрытия, или равной ей и меньшей, чем температура плавления обрабатываемой детали из сплава.
74. Способ по п. 67, отличающийся тем, что распыление материала металлического покрытия по меньшей мере на часть поверхности включает распыление по меньшей мере одного из полурасплавленных металлических частиц и расплавленных металлических капель на поверхность.
75. Способ обработки обрабатываемой детали из сплава, чувствительного к образованию трещин, перед ее горячей обработкой, включающий:
распыление материала металлического покрытия по меньшей мере на часть поверхности обрабатываемой детали из сплава для образования покрытия поверхности, металлургически связанного с обрабатываемой деталью из сплава;
при этом обрабатываемая деталь из сплава содержит материал, выбранный из группы, состоящей из сплава на основе никеля, сверхпрочного сплава на основе никеля, сплава на основе железа, сплава на основе никеля и железа, сплава на основе титана, сплава на основе титана и никеля и сплава на основе кобальта.
при этом покрытие поверхности является более пластичным, чем обрабатываемая деталь из сплава; и
при этом покрытие поверхности уменьшает тепловые потери от обрабатываемой детали из сплава.
76. Способ по п. 75, отличающийся тем, что обрабатываемая деталь из сплава содержит материал, выбранный из группы, состоящей из сплава 718 (номер согласно Универсальной системе обозначений металлов и сплавов N07718), сплава 720 (номер согласно Универсальной системе обозначений металлов и сплавов N07720), сплава Rene 41™ (номер согласно Универсальной системе обозначений металлов и сплавов N07041), сплава Rene 88™, сплава Waspaloy® (номер согласно Универсальной системе обозначений металлов и сплавов N07001) и сплава Inconel® 100.
77. Способ по п. 75, отличающийся тем, что материал металлического покрытия содержит частицы по меньшей мере из одной аустенитной нержавеющей стали, выбранной из группы, состоящей из нержавеющей стали типа 304 (номер согласно Универсальной системе обозначений металлов и сплавов S30400), нержавеющей стали типа 304 L (номер согласно Универсальной системе обозначений металлов и сплавов S30403), нержавеющей стали типа 316 (номер согласно Универсальной системе обозначений металлов и сплавов S31600) и нержавеющей стали типа 316L (номер согласно Универсальной системе обозначений металлов и сплавов S31603).
78. Способ по п. 75, отличающийся тем, что материал металлического покрытия содержит частицы по меньшей мере из одного сплава на основе никеля, выбранного из группы, состоящей из сплава 600 (номер согласно Универсальной системе обозначений металлов и сплавов N06600) и сплава 625 (номер согласно Универсальной системе обозначений металлов и сплавов N06625).
79. Способ по п. 75, отличающийся тем, что распыление материала металлического покрытия по меньшей мере на часть поверхности включает распыление материала металлического покрытия по меньшей мере на часть поверхности обрабатываемой детали из сплава при температуре меньшей, чем температура плавления материала металлического покрытия и температура плавления обрабатываемой детали из сплава.
80. Способ по п. 75, отличающийся тем, что распыление материала металлического покрытия по меньшей мере на часть поверхности включает распыление твердых металлических частиц на поверхность.
81. Способ по п. 75, отличающийся тем, что распыление материала металлического покрытия по меньшей мере на часть поверхности включает:
распыление материала металлического покрытия по меньшей мере на часть поверхности обрабатываемой детали из сплава при температуре большей, чем температура плавления материала металлического покрытия, или равной ей и меньшей, чем температура плавления обрабатываемой детали.
82. Способ по п. 75, отличающийся тем, что распыление материала металлического покрытия по меньшей мере на часть поверхности включает распыление по меньшей мере одного из полурасплавленных металлических частиц и расплавленных металлических капель на поверхность.
| US 4728448 A, 01.03.1988 | |||
| US 2012183708 A1, 19.07.2012 | |||
| СПОСОБ ЗАЩИТЫ ПОВЕРХНОСТИ СЛЯБОВ | 1998 |
|
RU2145982C1 |
| US 3122828 A, 03.03.1964 | |||
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ЗАГОТОВКАХ ИЗ МЕТАЛЛОВ И СПЛАВОВ | 2009 |
|
RU2415967C2 |

