Область изобретения
Изобретение касается способа каширования плиты-подложки полимерной пленкой, при котором выполняются следующие этапы:
a) предварительная обработка полимерной пленки с ее задней стороны, обращенной к поверхности плиты-подложки, посредством коронирования в установке для коронирования;
b) бесконтактное нанесение клея посредством форсуночного нанесения на заднюю сторону полимерной пленки;
c) каширование полимерной пленки на плиту-подложку посредством кашировального валика и валика противодавления, расположенного напротив кашировального валика с задней стороны плиты-подложки.
Уровень техники
Из DE 102006007869 A1 известен способ и устройство для каширования полимерной пленкой плиты-подложки, например древесной плиты, в частности, для получения зеркально-блестящей поверхности. При этом полимерная пленка, например ПЭТ (полиэтилентерефталат)-пленка, на своей обращенной к плите-подложке задней стороне подвергается коронированию. Затем клей, например, посредством форсуночного нанесения бесконтактно наносится на предварительно обработанную пленку. Затем на следующем этапе происходит каширование полимерной пленки на плиту-подложку посредством кашировального валика и валика противодавления, расположенного напротив кашировального валика на задней стороне плиты-подложки.
Оказалось, что в этом известном способе, в частности, при применении плит-подложек из древесных материалов с полимерной поверхностью при кашировании зеркально-блестящими ПЭТ-пленками получается относительно высокая доля брака с дефектами поверхности.
Кроме того, из DE 102005055295 A1 известен способ и устройство для покрытия или, соответственно, каширования металлического материала подложки полотнообразным материалом покрытия, например ориентированной полипропиленовой пленкой. Материал подложки или, соответственно, плита-подложка посредством устройства подачи подается в станцию для нанесения покрытия, в которой она направляется через зазор, образованный между валиком противодавления и валиком для нанесения покрытия или, соответственно, кашировальным валиком, и под действием усилий давления, создаваемых валиками, посредством клея склеивается с полотнообразным материалом покрытия. Клей при этом наносится бесконтактно посредством щелевой форсунки на заднюю сторону пленки. При этом под закраиной щелевой форсунки расположена пара валиков, через зазор между которыми протягивается материал покрытия, при этом одновременно происходит нанесение клея. Эта пара валиков действует так же, как отводящий каландр, и состоит из первого, неприводного валика с регулируемым давлением и второго выпускного валика. При этом выпускной валик работает с опережением, составляющим примерно от 3 до 10% относительно валика для нанесения покрытия.
Недостаток при этом заключается в том, что покрытая клеем сторона полотнообразного материала покрытия частично охватывает выпускной валик. При этом должно предотвращаться растягивающее или деформирующее напряжение растяжения.
Для резки выступающих частей пленки после процесса каширования предусмотрен вращающийся отрезной нож. Перед процессом каширования в станции чистки предусмотрена чистка металлических плит. При этом чистка может осуществляться механическим, термическим методом или посредством жидких чистящих средств.
Недостаток при этом заключается в том, что ни одним из этих методов чистки не достигается достаточная чистка, в частности, древесных плит-подложек или древесных плит-подложек с полимерной поверхностью, которые должны покрываться зеркально-блестящими пленками.
Из DE 19546272 C1 известен способ каширования печатной и другой продукции, при котором клей посредством широкой щелевой форсунки наносящего устройства наносится на заднюю сторону кашировальной пленки. При этом известно, что полотно кашировальной пленки между вытяжным валиком и кашировальным валиком держится под постоянным натяжением.
Кроме того, из DE 2022562 A известен способ, при котором на плиты-подложки кашируется бумага. Чтобы держать бумагу под натяжением, частота вращения каландра или, соответственно, кашировального валика несколько выше, чем частота вращения находящихся перед ним роликов.
Из DE 3227769 A1 известно устройство для каширования плиты-подложки пленкой, посредством которого полотно пленки при поддержании заданного растягивающего напряжения непрерывно может стягиваться с накопительного ролика.
Из DE 2544307 A1 известен способ непрерывного покрытия или, соответственно, каширования стеклянных подложек гибкой пленкой. При этом перед станцией каширования расположена станция подготовки или, соответственно, чистки, в которой стеклянные подложки моются, чистятся щетками и сушатся.
Из DE 102007009030 A1 известно ламинирование элемента, защищающего от осколков, на стеклянную панель или, соответственно, подложка. При этом перед процессом ламинирования соединительные поверхности дополнительно чистятся посредством ионизированного потока газа или, соответственно, посредством контакта с ионным облаком.
Постановка задачи
Поэтому задачей настоящего изобретения является усовершенствовать известные способы так, чтобы, в частности, древесные плиты-подложки с достаточным качеством могли покрываться зеркально-блестящими ПЭТ-пленками. Также должны предотвращаться дефекты поверхностей вследствие загрязнений или других недостатков при процессе каширования.
Сущность изобретения
Задача решается в соответствии с ограничительной частью п.1 формулы изобретения за счет того, что полимерная пленка во время всего способа до каширования держится под натяжением и что скорость транспортировки плит-подложек на 0,001-0,3 м/мин выше, чем скорость кашировального валика.
Неожиданным образом оказалось, что особенно высокое качество поверхности получается, когда полимерная пленка во всей установке удерживается под натяжением. Этому особенно способствует, когда плита-подложка перемещается под натяжением, то есть с более высокой скоростью по сравнению с кашировальным валиком.
По одному из предпочтительных вариантов осуществления изобретения между коронированием пленки и нанесением клея соблюдается временная разность, равная по меньшей мере 10 с. Предпочтительно при этом соблюдается временная разность, равная примерно 20 с. Временная разность, равная 20 с, соответствует при этом длине пленки между местом коронирования и местом нанесения клея. При этом регулируется относительная влажность. Относительная влажность контролируется, т.е. измеряется как фактическое значение и приводится в соответствие с заданным номинальным значением.
По другому предпочтительному варианту осуществления изобретения между нанесением полимеризующегося при поглощении влаги плавкого клея (клея-расплава) и кашированием соблюдается временная разность, равная по меньшей мере 5 с. Предпочтительно соблюдается временная разность, равная примерно 15 с. Временная разность, равная 15 с, примерно соответствует участку пленки между нанесением клея и кашированием, равному примерно 3000 мм. В этой области полимеризующийся при поглощении влаги плавкий ПУР (полиуретановый)-клей должен впитывать влагу для реакции. Благодаря этому уменьшается риск неправильного склеивания.
В соответствии с другим предпочтительным вариантом осуществления изобретения температура нагреваемого кашировального валика устанавливается на значение, которое превышает температуру перехода полимерной пленки в стеклообразное состояние.
Температура (TG) перехода в стеклообразное состояние или размягчения представляет собой ту температуру, при которой способность стекла к деформации изменяется в большей степени. Этот так называемый переход в стеклообразное состояние отделяет находящуюся ниже хрупкую энергоупругую область (то есть область стекла) от находящейся выше мягкой энтропийно упругой области (то есть области, обладающей упругостью резины). Переход в текучую область аморфного полимерного материала является плавным. Вообще температура перехода в стеклообразное состояние повышается с плотностью полимеризации полимерного материала.
В соответствии с одним из предпочтительных вариантов осуществления изобретения перед кашировальным валиком плавкий клей реактивируется посредством источника тепла, например нагревательных панелей или излучателей. В качестве плавкого клея применяется предпочтительно полимеризующийся при поглощении влаги плавкий ПУР-клей (полиуретановый плавкий клей) или ПО-плавкий клей (полиолефиновый плавкий клей).
По одному из предпочтительных вариантов осуществления изобретения боковые части пленки, выступающие относительно ширины плиты-подложки, перед кашированием отрезаются.
Это имеет то преимущество, что предотвращается загрязнение кашировального валика.
В соответствии с другим предпочтительным вариантом осуществления изобретения плита-подложка в направлении транспортировки перед кашировальным валиком в станции чистки на первом этапе с помощью чистящих поперек друг к другу щеток при подаче вдуваемого воздуха со снятым статическим напряжением посредством ионного стержня и отсасывании отработавшего воздуха, содержащего мелкую пыль, подвергается сухой чистке, а во втором этапе подвергается влажной чистке с помощью органических растворителей и не содержащей силикона ткани.
Чистящие поперек друг к другу по всей ширине плиты-подложки щетки уже улучшают механический результат чистки. Именно при применении древесных подложек оказалось, что щетки в сочетании с отсосом, который осуществляет вдувание и отсасывание, приводят к хорошим результатам чистки. Особое значение имеет при этом, что подаваемый вдуваемый воздух очищается от статического напряжения посредством ионного стержня, благодаря чему результат отсоса значительно улучшается.
Последующая влажная чистка с помощью органических растворителей и не содержащей силикона ткани позволяет очищать загрязнения, такие как, например, отпечатки присосок и отпечатки пальцев.
По одному из предпочтительных вариантов осуществления изобретения на третьем этапе поверхностное загрязнение плиты-подложки посредством переносящего ролика переносится на чистящий ролик с клейкой поверхностью.
По другому предпочтительному варианту осуществления изобретения перед кашированием предназначенная для каширования поверхность плиты-подложки обрабатывается посредством плазмы, выходящей из по меньшей мере одной плазменной форсунки.
Неожиданным образом выяснилось, что даже в иных случаях только с трудом или не поддающиеся кашированию поверхности из меламина или, соответственно, меламиновой смолы благодаря предшествующей кашированию чистке и/или активированию плазмой атмосферного давления, которая посредством по меньшей мере одной, предпочтительно посредством нескольких форсунок, расположенных рядом друг с другом по ширине плиты-подложки, подается на поверхность плиты-подложки, могут кашироваться с очень хорошим результатом. Поскольку применяются вращающиеся форсунки, они могут покрывать площадь соответственно большего размера.
По одному из предпочтительных вариантов осуществления изобретения на первом этапе расположенная поперек направления транспортировки подложки круглая щетка чистит при подаче вдуваемого воздуха с одновременным отсасыванием. Дополнительно к круглой щетке предусмотрена мечевидная щетка, которая чистит с помощью щеточной ленты, циркулирующей поперек направления транспортировки подложки, поперек направления транспортировки. Благодаря тому, что чистка осуществляется с помощью круглой щетки в продольном направлении плиты-подложки и с помощью мечевидной щетки поперек продольного направления, имеется значительно улучшенный эффект чистки.
По другому предпочтительному варианту осуществления изобретения на втором этапе не содержащая силикона ткань спрыскивается растворителем и посредством контактирующего с поверхностью плиты-подложки валика наматывается с накопительного ролика на расходный ролик. Благодаря этому обеспечивается непрерывная чистка чистой влажной поверхностью ткани. Дополнительно или же альтернативно над поверхностью подложки поперек к направлению транспортировки может закрепляться балка, обтянутая не содержащей силикона тканью, перед которой на равных расстояниях распыляется органический растворитель. Благодаря равномерному распределению органического растворителя достигают гомогенной и равномерной очищенной поверхности.
По другому предпочтительному варианту осуществления изобретения на третьем этапе друг за другом с соседним чистящим роликом расположены по два переносящих ролика, которые, с целью непрерывной чистки, чистят попеременно. Соответственно, не используемый в данный момент чистящий ролик может тогда заменяться или по меньшей мере может обновляться обкладка его поверхности.
В соответствии с другим предпочтительным вариантом осуществления изобретения боковые обрезные кромки плиты-подложки чистятся контактным валиком. Выкрашивающиеся компоненты обрезных кромок при этом удаляются. Вследствие статического заряда при склеивании эти частицы всасывались бы на пленку и могли бы приводить к дефектам.
Другие подробности изобретения содержатся в последующем подробном описании и прилагаемых чертежах, на которых предпочтительные варианты осуществления изобретения наглядно пояснены в качестве примера.
Краткое описание чертежей
На чертежах показано:
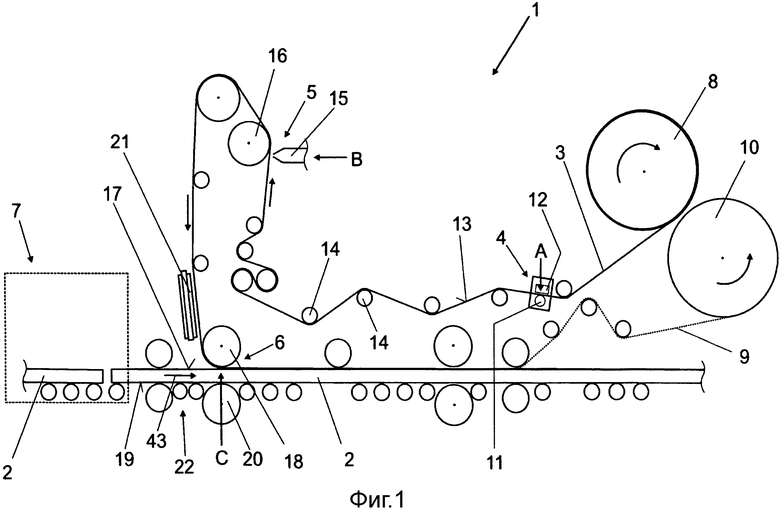
фиг.1: схематичное изображение устройства для каширования плиты-подложки полимерной пленкой;
фиг.2: схематичное изображение станции чистки, находящейся перед кашировальным валиком против направления транспортировки;
фиг.3: изображение круглой щетки, показанной на фиг.2, из направления II с открытой крышкой корпуса;
фиг.4: вид мечевидной щетки, показанной на фиг.2, из направления III с открытой крышкой корпуса;
фиг.5: схематичное изображение другой станции чистки, находящейся перед кашировальным валиком против направления транспортировки, снабженной плазменной установкой и
фиг.6: изображение станции чистки, показанной на фиг.2, рассеченной по линии VI-VI, снабженной форсунками плазменной установки, расположенными со смещением в два ряда друг за другом.
Описание примеров осуществления
Устройство 1 для каширования плиты-подложки 2 полимерной пленкой 3 состоит по существу из установки 4 для коронирования, устройства 5 для нанесения клея, станции 6 каширования и станции 7 чистки.
В качестве плит-подложек 2 применяются, в частности, плиты-подложки в виде древесно-стружечных плит, прессованных стружечных плит или плит МДФ (древесноволокнистая плита средней плотности), которые по меньшей мере на одной стороне имеют полимерную поверхность. Такие плиты-подложки, в частности, применяются в мебельной промышленности.
Для достижения зеркально-блестящей поверхности плиты-подложки 2 кашируются полимерной пленкой 3 в устройстве 1.
Для получения зеркально-блестящей поверхности при этом, в частности, применяются зеркально-блестящие ПЭТ-пленки, то есть пленки из полиэтилентерефталата. При этом применяются двухосно вытянутые ПЭТ-пленки с толщинами от 10 до 300 мкм. Предпочтительно применяются толщины пленок, равные 75 мкм. При этом возможны следующие виды пленок:
a) двухосно вытянутые ПЭТ-пленки, прозрачные или с легкой мутностью, без применения адгезивов;
b) облагороженные поверхности пленок, износостойкие и зеркально-блестящие;
c) пленки с нанесенной печатью;
d) пленки с напылением, таким как зеркало, хром или металлическое;
e) дублированные пленки, т.е. многослойные материалы различных толщин и видов.
Полимерная пленка 3 разматывается с ролика 8 для пленки и через установку 4 для коронирования и устройство 5 для нанесения клея подается в станцию 6 каширования. Поскольку полимерная пленка 3 на своей наружной стороне снабжена защитной пленкой 9, защитная пленка 9 после процесса каширования наматывается на ролик 10 для защитной пленки.
Установка 4 для коронирования представляет собой известную специалисту установку для поверхностной модификации полимерных материалов в электрохимическом процессе. При обработке коронированием полимерная пленка 3 подвергается воздействию электрического высоковольтного разряда. Этот разряд возникает между заземленным полированным валиком 11 из стали или алюминия и плотно прилегающим изолированным электродом 12. Полимерная пленка 3 прилегает при этом к полированному валику 11, так что обрабатывается только задняя сторона 13 полимерной пленки, обращенная к электроду 12. По разным ходовым роликам 14 полимерная пленка 3 подается в устройство 5 для нанесения клея.
В устройстве 5 для нанесения клея через форсунку 15 клей бесконтактно наносится на внутреннюю сторону 13 полимерной пленки 3. Форсунка 15 выполнена в виде щелевой форсунки со щелевидным выпуском, который распространяется по всей ширине полотна пленки. Чтобы достичь равномерного нанесения по ширине полотна пленки или, соответственно, полимерной пленки 3, клей подается к щелевидному выпуску форсунки 15 через множество расположенных в ряд (не изображенных дополнительно) отдельных форсунок или, соответственно, клапанов. Между форсункой 15 и полимерной пленкой 3 образуется при этом пленка из клея. Форсунка бесконтактно наносит клей только на натянутую полимерную пленку 3. При этом оказалось непредпочтительным нанесение клея на ролике, создающем противодавление. Это значит, что клей наносится в области, в которой полимерная пленка 3 еще не контактирует с роликом 16, находящимся рядом с устройством 5 для нанесения клея.
В качестве клея применяется полимеризующийся при поглощении влаги плавкий ПУР-клей (ПУР-клей-расплав, полиуретановый плавкий клей) или плавкий ПО-клей (ПО-клей-расплав на основе полиолефинов). Клей должен быть при этом оптически прозрачным так, чтобы до слоя, составляющего 100 мкм, он был практически бесцветным. Применяются клеи, которые приблизительно через 60 с достигают твердости, определяемой вдавливанием шарика, равной 3,0 Н, измеренной с помощью тестера устойчивости к царапанию по Эстерле, модель 435 ф. Эриксен. Это возможно благодаря кристаллизации или УФ-отверждению. Кристаллический клей обладает при этом тем преимуществом, что нет необходимости в применении дополнительного источника тепла.
Твердость, определяемая вдавливанием шарика, должна быть соответственно высокой, так как приблизительно через 60 с полимерная пленка 3 кашируется. Приблизительно через 90 с слой клея должен обладать прочностью, пригодной для штабелирования. Это значит, что, например, 50 плит-подложек 2 с толщиной, равной 19 мм, с удельным весом, равным 800 кг/м3, могут укладываться в штабель. При этом не допускается проявление признаков нагрузки давлением.
Расстояние между точкой A, местом обработки коронированием, и точкой B, местом нанесения клея, составляет примерно 4000 мм длины пленки, что примерно соответствует временной разности (время движения пленки из A в B), равному 20 с. В то время как в установке 4 для коронирования у полимерной пленки 3 отбирается влага, на участке до нанесения клея в точке B влага снова впитывается. Для контролируемого впитывания влаги относительная влажность воздуха измеряется и соответственно регулируется или, соответственно, приводится в соответствие.
В находящейся после устройства 5 для нанесения клея станции 6 каширования полимерная пленка 3 своей внутренней стороной 13 наносится или, соответственно, кашируется на поверхность 17 плиты-подложки 2 посредством кашировального валика 18 и валика 20 противодавления, расположенного напротив кашировального валика 18 на задней стороне 19 плиты-подложки 2.
Кашировальный валик 18 состоит из стали, является хромированным и нагреваемым. Валик 20 противодавления из полимерного материала с твердостью по Шору, равной приблизительно от 70 до 90 Шор. Давление каширования составляет от 1 до 7 бар.
Температура кашировального валика может устанавливаться на значение, предпочтительно на 140°C, которое превышает температуру (TG) перехода в стеклообразное состояние или размягчения полимерной пленки 3.
Перед станцией 3 каширования расположен источник 21 тепла, в примере осуществления фиг.1 в виде нагревательной панели, для реактивации клея, нанесенного на полимерную пленку 3.
Расстояние между точкой B, местом нанесения клея, и точкой C, местом каширования, составляет примерно 3000 мм длины пленки, что примерно соответствует временной разности (время движения пленки из B в С), равному 15 с. В этой области ПУР-клей впитывает влагу для реакции.
Перед станцией 6 каширования предусмотрено не изображенное режущее устройство, в котором части полимерной пленки 3, выступающие относительно ширины плит-подложек 2, перед кашированием отрезаются или отделяются.
Посредством устройства 22 транспортировки плиты-подложки 2 перемещаются или, соответственно, транспортируются в устройстве 1. Плиты-подложки 2 в устройстве 1 перемещаются на расстоянии. Это расстояние составляет от 3 до 10 мм. Благодаря этому не возникает трения плит друг о друга. Тем самым предотвращается перенос мелкой стружки. Устройство 22 транспортировки имеет приводные валики для втягивания плит-подложек 2, боковая поверхность которых выполнена из полимерного материала, например силикона.
Плиты-подложки 2 нагружаются на растяжение. Это значит, что скорость транспортировки плит-подложек 2 приблизительно на 0,001-0,3 м/мин выше, чем скорость кашировального валика 18.
Неожиданным образом оказалось, что для желаемого качества поверхности особое значение имеет нагружение полимерной пленки 3 на растяжение во всем устройстве 1.
Станция 6 каширования расположена перед станцией 7 чистки для чистки поверхности 17 плит-подложек 2. Станция 7 чистки для механической чистки имеет две действующие поперек друг к другу щетки 23, 24.
Расположенная поперек направления 43 транспортировки плит-подложек 2 круглая щетка 23 чистит в продольном направлении, то есть в направлении 43 транспортировки плит-подложек 2, а расположенная после круглой щетки 23 мечевидная щетка 24 с помощью щеточной ленты 25, циркулирующей поперек направления транспортировки плит-подложек 2, чистит поперек направления 43 транспортировки плит-подложек 2.
Обе щетки 23, 24 охвачены открытым к плите-подложке 2 корпусом 26, 27, при этом к щеткам 23, 24 через их корпуса 26, 27 не изображенным устройством отсоса с одной стороны подается вдуваемый воздух 28, который был очищен от статического напряжения посредством ионного стержня, расположенного в потоке вдуваемого воздуха, и отсасывается с другой стороны в виде загрязненного отработавшего воздуха.
Кроме того, предусмотрена станция 30 влажной чистки, которая имеет распылительное устройство 31 для опрыскивания органическими растворителями и устройство 32 для чистки поверхности 17 плит-подложек 2 не содержащей силикона тканью 33 или полотнищем. При этом не содержащая силикона ткань 33 опрыскивается с помощью распылительного устройства 31 растворителем и посредством валика 34, контактирующего с поверхностью 17 плит-подложек 2, наматывается с накопительного ролика 35 на расходный ролик 36.
Дополнительно (или же альтернативно) поперек направления транспортировки над поверхностью 17 плит-подложек 2 закреплена балка 38, обтянутая не содержащей силикона тканью 37, перед которой на равных расстояниях с помощью распылительного устройства 39 распыляется органический растворитель.
После станции 30 влажной чистки в направлении 43 транспортировки расположены две станции 40 сухой чистки, которые работают попеременно с целью непрерывной чистки.
Станция 40 сухой чистки имеет контактирующий с поверхностью 17 плиты-подложки 2 переносящий ролик 41 для переноса поверхностных загрязнений или, соответственно, поверхностных загрязнений с поверхности 17 на чистящий ролик 41 с клейкой поверхностью, находящийся в контакте с переносящим роликом 41. Переносящий ролик 41 состоит по меньшей мере по своему периметру из полимерного материала, например из силикона. Такие переносящие и чистящие ролики 41, 42 для чистки фотографических пленок известны из EP 214741 A2.
Вместо станции 40 сухой чистки или дополнительно станция 7 чистки может иметь плазменную установку 44, снабженную форсунками 45 (см. фиг.5). В форсунке 45 посредством высоковольтного разряда (например, при 5-15 кВ, 10-100 кГц) создается импульсная электрическая дуга. Технологический газ, который протекает через участок разряда, возбуждается и переходит в плазменное состояние. Плазма 46 через форсуночную головку 47 попадает на поверхность 17 плиты-подложки 2. Чтобы покрыть ширину плиты-подложки 2, в примере осуществления, показанном на фиг.5 и 6, применяются два ряда форсунок 45, расположенных со смещением друг за другом, находящихся рядом с поверхностью 17 плиты-подложки 2 на расстоянии. Принадлежащий к плазменной установке 44 генератор не изображен.
После станции 6 каширования предусмотрена также не изображенная дополнительно станция охлаждения, в которой в зависимости от применяемого клея плита-подложка 2 с кашированной полимерной пленкой 3 может охлаждаться для ускорения затвердевания.
Список ссылочных обозначений
1 Устройство
2 Плита-подложка
3 Полимерная пленка
4 Установка для коронирования
5 Устройство для нанесения клея
6 Станция каширования
7 Станция чистки
8 Ролик с пленкой
9 Защитная пленка
10 Ролик с защитной пленкой
11 Валик
12 Электрод
13 Внутренняя сторона у поз.3
14 Ходовые ролики
15 Форсунка
16 Ролик у поз.5
17 Поверхность у поз.2
18 Кашировальный валик у поз.6
19 Задняя сторона у поз.2
20 Валик противодавления у поз.6
21 Источник тепла
22 Устройство транспортировки
23 Круглая щетка
24 Мечевидная щетка
25 Щеточная лента
26 Корпус у поз.23
27 Корпус у поз.24
28 Вдуваемый воздух
29 Отработавший воздух
30 Станция влажной чистки
31 Распылительное устройство у поз.30
32 Устройство у поз.30
33 Ткань
34 Валик у поз.32
35 Накопительный ролик у поз.32
36 Расходный ролик у поз.32
37 Ткань
38 Балка
39 Распылительное устройство
40 Станция сухой чистки
41 Переносящий ролик у поз.40
42 Чистящий ролик у поз.40
43 Устройство транспортировки
44 Плазменная установка
45 Форсунка
46 Плазма
47 Форсуночная головка





Изобретение относится к легкой промышленности и касается способа каширования плиты-подложки полимерной пленкой. Включает следующие этапы: a) предварительная обработка полимерной пленки с ее задней стороны, обращенной к поверхности плиты-подложки, посредством коронирования в установке для коронирования; b) бесконтактное нанесение клея посредством форсуночного нанесения на заднюю сторону полимерной пленки; с) каширование полимерной пленки на плиту-подложку посредством кашировального валика и валика противодавления, расположенного напротив кашировального валика с задней стороны плиты-подложки. Полимерная пленка во время всего способа до каширования удерживается под натяжением. Скорость транспортировки плит-подложек на 0,001-0,3 м/мин выше, чем скорость кашировального валика. Между коронированием полимерной пленки и нанесением клея соблюдается временная разность, равная по меньшей мере 10 с. Между нанесением плавкого клея и кашированием соблюдается временная разность, равная по меньшей мере 5 с. На всех этапах регулируют относительную влажность. Изобретение обеспечивает усовершенствование технологии покрытия плит-подложек зеркально-блестящими ПЭТ пленками. 11 з.п. ф-лы, 6 ил., 1 пр.
1. Способ каширования плиты-подложки (2) полимерной пленкой (3), при котором выполняют следующие этапы:
a) предварительная обработка полимерной пленки (3) с ее задней стороны (13), обращенной к поверхности плиты-подложки (2), посредством коронирования в установке (4) для коронирования;
b) бесконтактное нанесение клея посредством форсуночного нанесения на заднюю сторону (13) полимерной пленки (3);
с) каширование полимерной пленки (3) на плиту-подложку (2) посредством кашировального валика (18) и валика (20) противодавления, расположенного напротив кашировального валика (18) с задней стороны (19) плиты-подложки (2),
отличающийся тем,
что полимерную пленку (13) во время всего способа до каширования удерживают под натяжением,
что скорость транспортировки плит-подложек (2) на 0,001-0,3 м/мин выше, чем скорость кашировального валика (18),
что между коронированием полимерной пленки (3) и нанесением клея соблюдают временную разность, равную по меньшей мере 10 с,
что между нанесением плавкого клея и кашированием соблюдают временную разность, равную по меньшей мере 5 с, и
что регулируют относительную влажность.
2. Способ по п.1, отличающийся тем,
что между коронированием полимерной пленки (3) и нанесением клея соблюдают временную разность, равную по меньшей мере 20 с, и что между нанесением клея и кашированием соблюдают временную разность, равную по меньшей мере 15 с.
3. Способ по п.1 или 2, отличающийся тем, что температуру нагреваемого кашировального валика (18) устанавливают на значение, которое превышает температуру перехода полимерной пленки (3) в стеклообразное состояние.
4. Способ по п.1, отличающийся тем, что перед кашировальным валиком (18) клей реактивируют посредством источника (21) тепла.
5. Способ по п.1, отличающийся тем, что части полимерной пленки (3), выступающие относительно ширины плиты-подложки, перед кашированием отрезают.
6. Способ по п.1, отличающийся тем, что плиту-подложку (2) подвергают сухой чистке в направлении (43) транспортировки перед кашировальным валиком (18) в станции (7) чистки на первом этапе с помощью чистящих поперек друг к другу щеток (23, 24) при подаче вдуваемого воздуха (28) со снятым статическим напряжением посредством ионного стержня и отсасывании отработавшего воздуха (29), содержащего мелкую пыль, и
что на втором этапе осуществляют влажную чистку с помощью органических растворителей и не содержащей силикона ткани (33, 37).
7. Способ по п.6, отличающийся тем, что на третьем этапе поверхностное загрязнение плиты-подложки (2) переносят посредством переносящего ролика (41) на чистящий ролик (42) с клейкой поверхностью.
8. Способ по п.6, отличающийся тем, что на первом этапе чистит круглая щетка (23), расположенная поперек направления (43) транспортировки плиты-подложки (2), и
что расположенная после круглой щетки (23) мечевидная щетка (24) чистит с помощью щеточной ленты (25), циркулирующей поперек направления (43) транспортировки плиты-подложки (2), поперек направления (43) транспортировки.
9. Способ по п.6, отличающийся тем, что на втором этапе не содержащую силикона ткань (33) спрыскивают растворителем и посредством валика (34), контактирующего с поверхностью (17) плиты-подложки (2), наматывают с накопительного ролика (35) на расходный ролик (26) и/или что над поверхностью (17) плиты-подложки (2) поперек направления (43) транспортировки закрепляют обтянутую тканью (37) балку (38), перед которой на равных расстояниях распыляют органический растворитель.
10. Способ по п.6, отличающийся тем, что на третьем этапе друг за другом с соседним чистящим роликом (42) расположены по два переносящих ролика (41), которые, с целью непрерывной чистки, чистят попеременно.
11. Способ по п.1 или 2, отличающийся тем, что перед кашированием предназначенную для каширования поверхность (17) плиты-подложки (2) обрабатывают посредством плазмы (46), выходящей по меньшей мере из одной форсунки (45).
12. Способ по п.1, отличающийся тем, что боковые обрезные кромки плиты-подложки (2) чистятся контактным валиком.
| WO 2012079714, 21.06.2012 | |||
| DE 102005055295 A1, 24.05.2007 | |||
| EP 0214741 A2, 18.03.1987 | |||
| Устройство для электрического освещения при подводных работах | 1925 |
|
SU10937A1 |

