Область техники
Предлагаемое изобретение относится к установке и способу непрерывного нанесения покрытий на отдельные плоские подложки.
Уровень техники
Под нанесением покрытия на отдельные плоские подложки в данном случае понимается нанесение покрытия на древесностружечные плиты, используемые для отделки стен и полов, а также в мебельной промышленности. Древесностружечные плиты могут представлять собой, например, панели МДФ, ХДФ или ДВП, а также панели из массива дерева и ориентированно-стружечные плиты. При промышленном нанесении покрытий на подобные подложки отдельные, то есть отдельные плоские, подложки непрерывно подаются на установку для нанесения покрытий при помощи, например, транспортеров или роликов конвейера. В установке для нанесения покрытий производится нанесение подходящего покрытия или лакокрасочного слоя, например износостойкого покрытия на основе феноловых или акриловых смол. Покрытие обычно наносится в жидком виде и отвердевает или высушивается на следующем технологическом этапе. На уровне техники известно множество способов нанесения покрытия, например покрытие может наноситься напылением или валиками.
Из заявки WO 90/15673 известна установка для нанесения покрытий, в которой на плоскую подложку из термопластичного полимера наносится покрытие, которое может отвердевать под действием излучения. После нанесения покрытия плоские подложки непрерывно подаются на устройство для отверждения. Это устройство для отверждения содержит перемещающуюся по кругу полимерную ленту, скорость движения которой соответствует скорости движения плоских подложек. Полимерная лента прижимается к еще влажному покрытию, препятствуя доступу воздуха к нему. После этого источник излучения, расположенный за полимерной лентой, облучает еще влажное покрытие через ленту с целью отверждения покрытия. После этого полимерная лента снимается с отвердевшего покрытия. Полимерная лента согласно заявке WO 90/15673 представляет собой бесконечную ленту с объемной текстурой, благодаря чему готовое покрытие приобретает соответствующую объемную текстуру поверхности.
В заявке WO 02/068189 A2 также описывается способ непрерывного нанесения покрытия на отдельные плоские подложки и установка для осуществления этого способа. Подложки представляют собой, например, древесноволокнистые плиты, на поверхности которых должно быть нанесено гладкое покрытие. Подложки последовательно транспортируются через различные ступени установки для нанесения покрытий при помощи системы транспортировочных роликов. На первой ступени на отдельные подложки наносится покрытие. На второй ступени на еще влажное покрытие подложки укладывается проницаемая для излучения пленка, после чего плоская подложка с этой пленкой продолжает двигаться в направлении транспортировки. Для этого проницаемая для излучения пленка перемещается при помощи ведущих и отклоняющих валиков. На этой второй ступени пленка укладывается на влажное покрытие и препятствует доступу воздуха к нему. Одновременно включается источник излучения, который отверждает покрытие на подложках через проницаемую для излучения пленку. После частичного или полного отвердения покрытия пленка снимается, а подложки направляются на следующие этапы обработки. Нанесение покрытия и отверждение выполняются непрерывно, то есть подложки транспортируются через установку для нанесения покрытий без задержек с постоянной скоростью.
Из DE 102005006084 A1 известен похожий способ нанесения покрытий на плиты, в частности на плиты для отделки полов. Плиты непрерывно, то есть без задержки, транспортируются на конвейере через установку для нанесения покрытий. На первом этапе на плиты наносится покрытие, которое может отвердевать под действием излучения. На втором этапе в контакт с еще влажным покрытием входит бесконечная лента. Для этого бесконечная лента перемещается в том же направлении и с той же скоростью, что и плиты с покрытием, так что между плитами с покрытием и покрывающей лентой отсутствует относительная скорость. Бесконечная лента прижимается к еще влажному покрытию при помощи подходящих прижимных устройств и облучается в таком положении излучением, проникающим сквозь пленку.
Недостаток вышеописанных устройств уровня техники заключается в том, что собственно нанесение покрытия на подложку представляет собой дополнительный технологический этап. Поэтому на уровне техники уже предпринимались попытки нанесения покрытия с помощью перемещающейся по кругу пленки или ленты. Для этого материал покрытия наносится на наружную поверхность ленты, после чего, когда лента с таким покрытием будет прижата к поверхности перемещающихся подложек или уложена на нее, переносится с ленты на подложку. Таким образом, лента служит одновременно для нанесения покрытия и для прекращения доступа воздуха в целях отвердения, которое выполняется непосредственно впоследствии. Однако при непрерывном нанесении покрытия на отдельные плоские подложки возникает проблема, связанная с тем, что в неизбежных зазорах между двумя следующими друг за другом подложками материал покрытия не может сниматься с пленки и, таким образом, остается на ней. При этом может образоваться клейкий, не полностью полимеризированный осадок. Следовательно, во избежание повреждения поверхности, пленку нельзя использовать повторно. На этапе отверждения этот остающийся на пленке материал отвердевает, что приводит к невозможности повторного использования пленки.
Раскрытие изобретения
Исходя из уровня техники, задачей изобретения является разработка установки для непрерывного нанесения покрытий, в которой будут устранены или уменьшены недостатки, присущие уровню техники. В частности, задачей является разработка установки, в которой покрывающая лента сможет использоваться многократно.
Эти и прочие задачи, которые могут быть названы при чтении нижеследующего описания или могут быть известны специалисту, решаются установкой с признаками, раскрываемыми в пунктах 1 и 9 формулы изобретения, а также способом.
Установка согласно изобретению позволяет многократно использовать покрывающую ленту. В частности, установка согласно изобретению пригодна для нанесения покрытий на плоские подложки, основной формой которых является четырехугольник, которые предпочтительно транспортируются через установку непрерывно и с переменным расстоянием между ними. В качестве материала покрытия рассматриваются обычно применяемые в уровне техники материалы, например различные акриловые смолы, которые предпочтительно наносятся и обрабатываются в жидком состоянии. Более подробные сведения о возможных материалах покрытия можно получить из вышеуказанных документов уровня техники, содержание которых включено в настоящую заявку путем ссылки. Предлагаемое изобретение особенно выгодно при нанесении покрытий на древесностружечные плиты, предназначенные для отделки полов или стен. Установка согласно предлагаемому изобретению содержит гибкую покрывающую ленту, которая способна переносить материал покрытия на поверхность плоской подложки, средства для перемещения гибкой покрывающей ленты, а также средства транспортировки плоских подложек. Гибкая покрывающая лента представляет собой, например, полимерную пленку, которая предпочтительно проницаема для излучения, в частности для ультрафиолетового и/или электронного облучения. Средства транспортировки плоских подложек могут представлять собой, например, роликовый транспортер, ленточный транспортер, конвейер и т.п. Покрывающая лента перемещается при работе установки в том же направлении, что и подложки, и предпочтительно с той же скоростью, что и подложки. Кроме того, установка содержит вращающийся накатный валик, способный переносить материал покрытия на одну сторону, например обратную сторону гибкой покрывающей ленты. Такой накатный валик выгодным образом позволяет равномерно наносить покрытие на покрывающую ленту. Особенно равномерное нанесение покрытия достигается за счет обрезинивания накатного валика. К накатному валику присоединены средства для подачи на него материала покрытия. На поверхности накатного валика имеется, по меньшей мере, одна выемка, которая выполнена так, что при переносе материала покрытия с накатного валика на покрывающую ленту на ленте образуется соответствующий пропуск в покрытии, в котором, по существу, не имеется материала покрытия, предпочтительно полностью отсутствует материал покрытия. Это достигается за счет того, что при протягивании покрывающей ленты мимо вращающегося накатного валика материал покрытия переносится с поверхности накатного валика на ленту, однако в месте, соответствующем, по меньшей мере, одной выемке, покрывающая лента остается (предпочтительно, полностью) свободной от материала покрытия. Иными словами, поверхность накатного валика покрывается подлежащим перенесению материалом покрытия полностью, за исключением выемки, так что при «прокатывании» валика по покрывающей ленте материал покрытия равномерно и без пропусков снимается с покрытой поверхности накатного валика, но в месте выемки на ленте образуется соответствующий пропуск в покрытии.
Поскольку описанная установка позволяет выполнить пропуски в покрытии покрывающей ленты в точно определенных положениях, становится возможным, соответственно настроив скорость подачи плоских подложек, на которые должно наноситься покрытие, и скорость перемещения ленты или скорость вращения накатного валика, в точности совместить пропуски в покрытии с зазорами между двумя следующими друг за другом подложками. Тем самым материал покрытия, переносимый на покрывающую ленту, полностью переносится с ленты на подложку. То есть на ленте не остается значительных остатков материала покрытия, и лента может использоваться многократно. При оптимальной настройке отдельных компонентов остаточное загрязнение ленты материалом покрытия настолько мало, что лента может использоваться более ста раз.
В следующем варианте исполнения изобретения покрывающая лента имеет объемную текстуру, благодаря чему при переносе материала покрытия с ленты на подложку перенесенное покрытие приобретает соответствующую объемную текстуру. В частности, это имеет место в том случае, когда материал покрытия отвердевает, пока лента еще лежит на подложке.
В следующем выгодном варианте исполнения лента проницаема для излучения, в частности для ультрафиолетового и/или электронного излучения. Кроме того, предпочтительно установка содержит средства для генерации излучения, в частности ультрафиолетового и/или электронного излучения, которые расположены с той стороны ленты, на которую не наносится покрытие накатным валиком. Иными словами, покрывающая лента находится между подложками, на которые должно наноситься покрытие, и средствами для генерации излучения. Излучение проходит сквозь покрывающую ленту, так что нанесенное покрытие может отвердевать под действием излучения, пока покрывающая лента еще лежит на перемещающихся подложках. Таким образом, отверждение может выполняться в отсутствие доступа воздуха. Разумеется, в таком случае используемый материал покрытия должен быть способен отвердевать под действием излучения, например ультрафиолетового и/или электронного излучения. После предпочтительно полного отверждения покрывающая лента снимается с подложек, причем отвержденное покрытие полностью отстает от ленты и остается жестко связанным с подложкой. Подходящие материалы покрытия и покрывающей ленты известны специалисту, например, из упомянутых ранее документов.
Предпочтительно установка содержит также средства перемещения покрывающей ленты, способные перемещать ленту синхронно с движущимися подложками. Соответственно, лента движется вместе с плоскими подложками с той же скоростью и в том же направлении, то есть предпочтительно относительная скорость между покрывающей лентой и подложкой отсутствует, по меньшей мере, пока покрывающая лента еще соприкасается с подложками.
Выемка в накатном валике предпочтительно выполнена в виде паза, ориентированного параллельно оси вращения накатного валика. В основе предлагаемого изобретения лежит тот неожиданный факт, что подобная выемка, имеющая, например, форму паза, способна относительно точно создавать пропуски в покрытии на покрывающей ленте. Специалист, знакомый с подобными накатными валиками, ожидал бы, напротив, что вследствие быстрого вращения накатного валика и покрывающей ленты такой простой выемки будет недостаточно для создания подходящих пропусков в покрытии на ленте. В выгодном варианте исполнения, по меньшей мере, одна из внешних кромок паза скошена. Заявитель неожиданно обнаружил, что такой скос выгодным образом способствует требуемой чистоте пропусков в покрытии на покрывающей ленте. Это удивительно тем более, поскольку скорее можно было бы ожидать, что особенно четко определенные пропуски в покрытии можно будет получить с помощью максимально острой кромки паза.
Кроме того, в предпочтительном варианте исполнения установка содержит средства управления, способные регулировать перемещение подложек средствами транспортировки подложек таким образом, чтобы пропуски в покрытии на покрывающей ленте совпадали с зазорами между двумя следующими друг за другом подложками. Для этого средства управления могут содержать, например, измерительные устройства, измеряющие расстояние между подложками, положение подложек относительно устройства нанесения покрытий и скорость подложек. Затем эти сведения обрабатываются устройством управления, например компьютером. В зависимости от расстояния и положения накатного валика подложки ускоряются или тормозятся, и/или скорость вращения накатного валика изменяется таким образом, чтобы пропуски в покрытии на покрывающей ленте совпадали с зазорами между двумя следующими друг за другом подложками.
В качестве альтернативы или дополнения установка может содержать средства управления, способные изменять скорость вращения накатного валика в зависимости от положения и скорости подложек, на которые должно наноситься покрытие, а также от текущего расстояния между ними. Кроме того, регулирование скорости вращения накатного валика позволяет изменять расстояние между пропусками в покрытии, создаваемыми выемкой на покрывающей ленте, благодаря чему установка может быть настроена на работу с подложками различной длины.
В предпочтительном варианте исполнения установка содержит средства управления, способные приводить область без покрытия в соответствие с объемной текстурой на покрывающей ленте. Предпочтительно предусматриваются дополнительные средства управления, способные синхронизировать подложки с этой объемной текстурой покрывающей ленты.
В альтернативном варианте изобретения установка содержит средства для наложения защитной ленты на обращенные друг к другу кромки подложек, следующих друг за другом, с целью перекрытия зазора между двумя этими подложками. В таком альтернативном варианте исполнения можно отказаться от выемки на накатном валике, поскольку материал покрытия, нанесенный на покрывающую ленту, переносится на защитную ленту и на покрывающей ленте не остается или почти не остается остатков покрытия, которые в обычном случае оставались бы в местах, соответствующих зазорам между двумя следующими друг за другом подложками. Также возможен вариант, в котором накатный валик все же будет снабжен выемкой, что позволит дополнительно повысить надежность и предотвратить нерациональное расходование материала покрытия. Материал покрытия, перенесенный на защитную ленту, в конце процесса нанесения покрытия удаляется с подложек вместе с защитной лентой и может быть утилизирован.
Поскольку плоские подложки транспортируются через установку для нанесения покрытий непрерывно, то есть без задержек, средства для наложения защитной ленты предпочтительно могут перемещаться в направлении движения подложек и синхронно с ними. Это может быть реализовано, например, за счет того, что средства для наложения защитной ленты перемещаются по системе направляющих параллельно направлению движения подложек.
В альтернативном варианте средства для наложения защитной ленты содержат стационарную систему направляющих, ориентированную под углом к направлению движения подложек. Вдоль этих направляющих может перемещаться устройство для выдачи защитной ленты с целью перекрытия зазора между двумя следующими друг за другом подложками во время перемещения подложек.
Кроме того, изобретение относится к способу непрерывного нанесения покрытий на отдельные плоские подложки, согласно которому подготавливают, по меньшей мере, один вращающийся накатный валик и, по меньшей мере, одну гибкую покрывающую ленту, которая предназначена для переноса материала покрытия на поверхности плоских подложек. При этом на первом этапе накатный валик и покрывающая лента приводят в контакт, благодаря чему материал покрытия переносится с накатного валика на покрывающую ленту. Затем покрывающая лента и подложки, на которые должно наноситься покрытие, движутся синхронно друг другу, и покрывающая лента соприкасается с плоскими подложками таким образом, что материал покрытия предпочтительно полностью переносится с покрывающей ленты на подложки. Согласно этому способу накатный валик имеет, по меньшей мере, одну выемку, которая при переносе материала покрытия с накатного валика на ленту позволяет формировать соответствующие пропуски в покрытии на ленте, которые, в целом, не содержат материала покрытия, как это было детально объяснено выше. При этом соприкосновение покрывающей ленты и плоских подложек регулируется таким образом, что пропуски в покрытии находятся в положении, предопределенном движущимися подложками. Предпочтительно это регулирование осуществляется таким образом, что пропуски в покрытии максимально точно совпадают с зазорами между двумя движущимися подложками, так что материал покрытия, перенесенный с накатного валика на ленту, в целом полностью переносится на подложки.
Краткое описание чертежей
Ниже приведено подробное описание фигур. На фигурах изображено следующее.
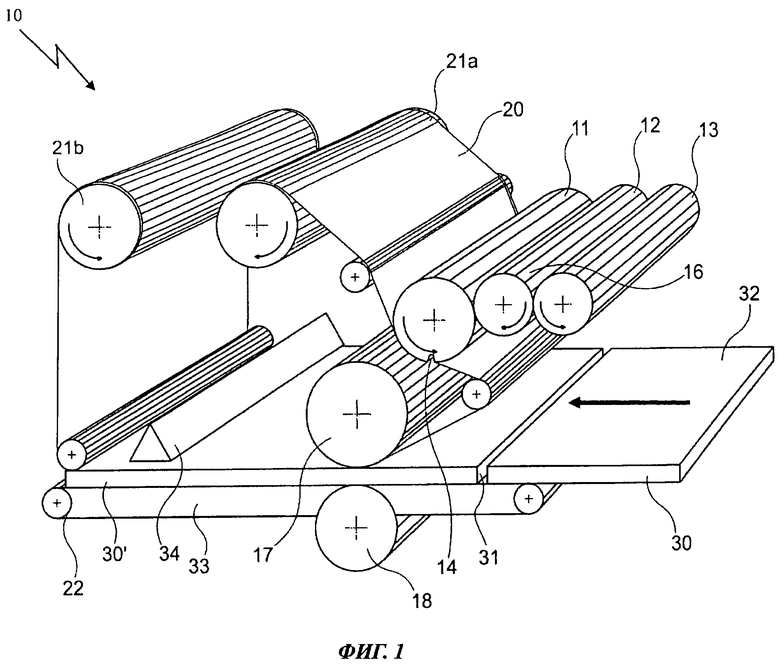
Фигура 1: схематичный вид фрагмента установки для нанесения покрытий согласно изобретению.
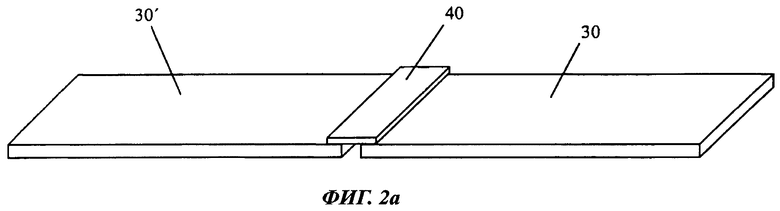
Фигура 2а: схематичный вид двух подложек с защитной лентой.
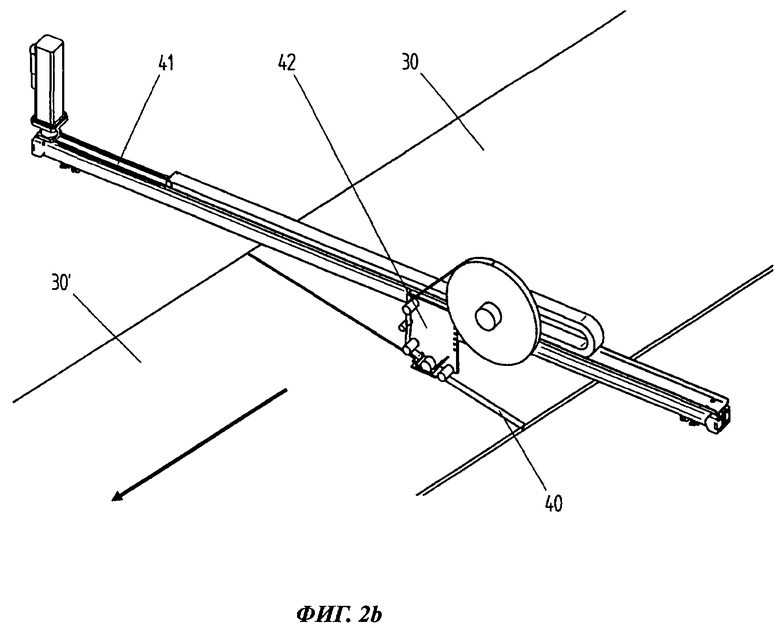
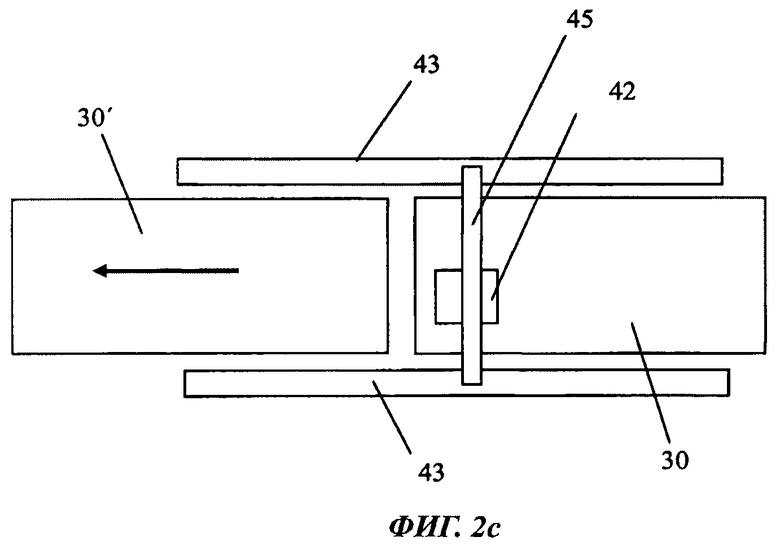
Фигуры 2b и 2с: схематичные виды устройств для наложения защитной ленты на кромки двух перемещающихся, следующих друг за другом подложек.
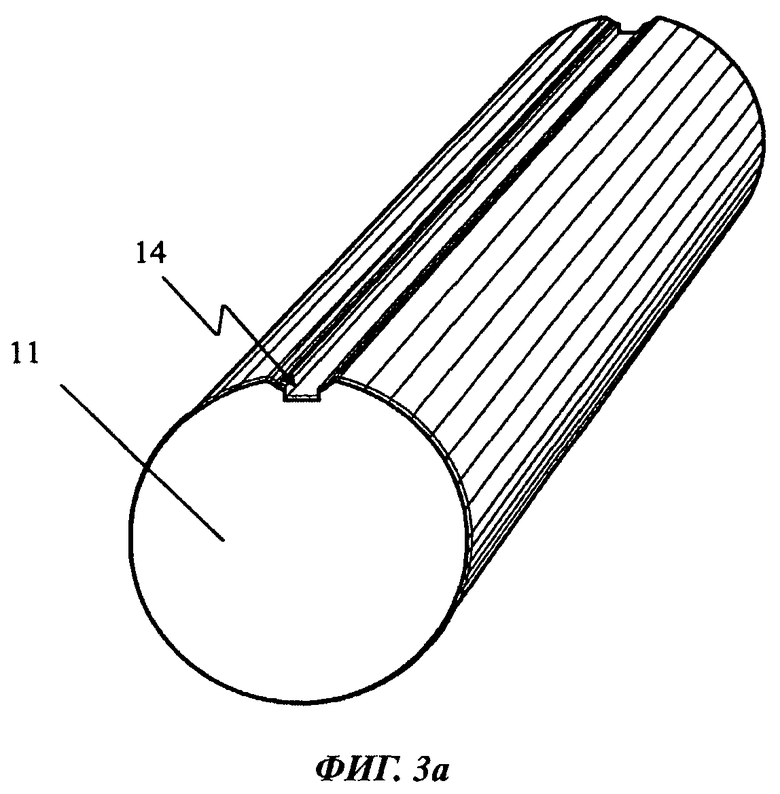
Фигура 3а: схематичный вид накатного валика с выемкой в виде паза.
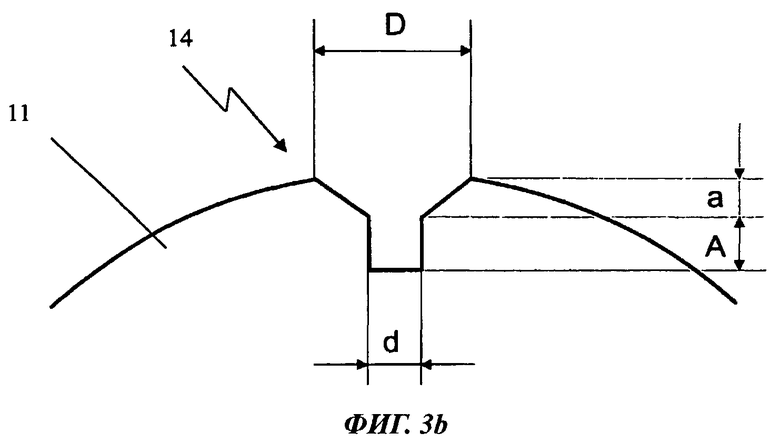
Фигура 3b: увеличенный схематичный вид выемки в виде паза на валике для нанесения покрытий с фиг.3а.
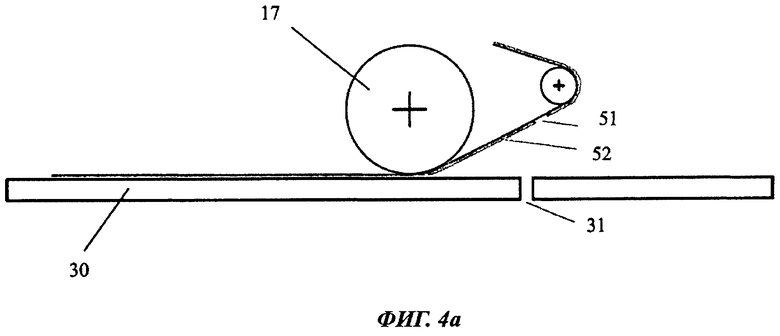
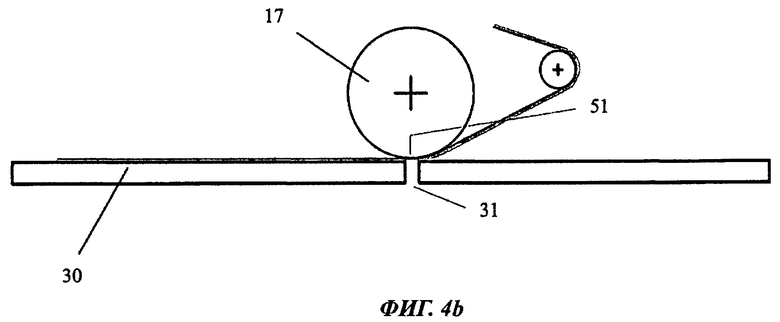
Фигуры 4а и 4b: схематичные виды покрывающей ленты при укладке на подложки, на которые должно наноситься покрытие.
Осуществление изобретения
На фиг.1 представлена установка для нанесения покрытий согласно изобретению, имеющая обозначение 10. При этом изогнутые стрелки на фигуре обозначают направление вращения различных вращающихся или способных вращаться валиков. Обрезиненный накатный валик 11 для нанесения предпочтительно жидкого материала покрытия содержит выемку 14 в форме паза, простирающуюся по всей длине валика. Два дозирующих валика 12, 13 расположены параллельно друг другу и оси вращения накатного валика 11, а между ними находится проем 16 дозатора. Материал покрытия подается сверху в проем 16 между двумя дозирующими валиками 12, 13 и равномерно распределяется по поверхности дозирующих валиков за счет вращения дозирующих валиков в противоположных направлениях. Дозирующий валик 12 аналогичным образом передает равномерно распределенный материал покрытия на соседний накатный валик 11, который расположен на подходящем для этого расстоянии от дозирующего валика 12. Применение двух дозирующих валиков 12, 13 позволяет переносить материал покрытия на накатный валик 11 особенно равномерным и тонким слоем. Заявитель неожиданно обнаружил, что применение двух дозирующих валиков 12, 13 позволяет формировать особенно чистые пропуски в покрытии на покрывающей ленте. Этот эффект можно объяснить улучшением контроля за подачей материала покрытия на накатный валик 11.
Как показано далее на фиг.1, покрывающая лента 20 при помощи транспортировочного средства 21а перемещается параллельно направлению движения (см. стрелку) плоских подложек 30 и снова наматывается на транспортировочное средство 21b. В области соприкосновения ленты 20 и накатного валика 11 материал покрытия переносится с накатного валика 11 на поверхность покрывающей ленты 20. Для этого накатный валик 11 вращается в направлении, показанном стрелкой. Благодаря выемке 14 в форме паза при переносе материала покрытия с накатного валика 11 на ленту 20 на покрывающей ленте образуются соответствующие пропуски, которые не содержат материала покрытия. Две плоские подложки 30, 30' непрерывно, то есть без задержек, транспортируются через установку 10 при помощи транспортера 33. Подложки 30, 30' движутся через установку 10 непрерывно и вводятся каландровым валом 17 в соприкосновение с покрывающей лентой 20. Покрывающая лента 20 перемещается вместе с подложками 30, 30', при этом она переносит на них материал покрытия. Между подложками 30, 30' имеет место зазор 31. Этот зазор обусловлен допусками и неравномерностью углов подложек. При этом скорость транспортировки через установку 10 устанавливается таким образом, чтобы пропуск в покрытии на покрывающей ленте совпадал с зазором 31 между двумя следующими друг за другом подложками 30, 30'. Это может быть достигнуто путем динамической регулировки скорости вращения валика для нанесения покрытий. При этом динамическая регулировка означает, что скорость вращения валика для нанесения покрытий регулируется в зависимости от положения соответствующих подложек, расстояния между ними и их скорости с целью получения точного соответствия пропуска в покрытии на покрывающей ленте с зазором между двумя следующими друг за другом подложками. Выгодным образом это может быть реализовано при помощи подходящего устройства управления, которым оснащается установка для нанесения покрытий. Ультрафиолетовые излучатели 34 расположены между каландровым валом 17 и валиком 22. Их излучение проходит сквозь покрывающую ленту, проницаемую для ультрафиолетовых лучей, с целью отверждения материала покрытия. Излучение ультрафиолетовых излучателей проходит через обратную сторону ленты 20, благодаря чему материал покрытия, перенесенный на подложки 30, 30', может отвердевать в то время, когда покрывающая лента еще находится на подложках. Таким образом, отвердение может происходить в отсутствие доступа воздуха. Когда покрывающая лента снимается валиком 22 с подложек, материал покрытия предпочтительно полностью перенесен на подложки и затвердел на них, так что снятая покрывающая лента предпочтительно не содержит остатков материала покрытия. Поэтому покрывающая лента 20 может использоваться многократно. Разумеется, вместо ультрафиолетовых излучателей 34 могут использоваться и другие средства для отверждения покрытия, в частности облучение электронами. Тем не менее предпочтительны ультрафиолетовые лучи.
В выгодном варианте исполнения покрывающая лента имеет объемную текстуру, благодаря чему при переносе материала покрытия с ленты на подложки на поверхности подложек образуется соответствующая объемная текстура. Лента с объемной текстурой особенно выгодна в связи с вышеописанным отвердением под действием излучения, так как отвердение может происходить, пока покрывающая лента еще прилегает к подложкам. Таким образом, сформированная объемная текстура может быть закреплена на покрытии.
На фиг.2а-2с представлены альтернативные или дополнительные варианты, позволяющие избежать ситуации, в которой избыточно большое количество материала покрытия остается на поверхности покрывающей ленты в области зазора 31 между двумя следующими друг за другом подложками, в результате чего покрывающая лента становится непригодной для повторного или многократного использования. Описанная выше установка 10 для нанесения покрытий может использоваться с устройствами, представленными на фиг.2b и 2с, без изменений, причем устройства, представленные на фиг.2b и 2с, располагаются перед установкой 10 для нанесения покрытий.
На фиг.2а схематично показано, как защитная лента 40 укладывается на обращенные друг к другу кромки двух следующих друг за другом подложек 30, 30' с целью перекрытия зазора между двумя этими подложками. Если теперь уложить покрывающую ленту на подложки 30, 30' и защитную ленту 40, то материал покрытия, подлежащий переносу с покрывающей ленты, может быть полностью перенесен. Там, где в обычном случае покрывающая лента накрывала бы зазор между подложками 30, 30' и потому в этом месте не могла бы происходить передача материала покрытия на подложки, теперь находится защитная лента 40, которая принимает на себя материал покрытия. Такая защитная лента 40 может использоваться для усовершенствования вышеописанного способа или установки 10. В этом случае накатный валик также может содержать выемку 14. Впрочем, специалисту ясно, что при надлежащей укладке защитной ленты 40 можно отказаться от выемки 14 на накатном валике, так как материал покрытия, нанесенный на покрывающую ленту, полностью переносится на подложки и защитную ленту, и потому покрывающая лента может использоваться многократно.
Поскольку подложки 30, 30' движутся через установку непрерывно, то есть без задержек, необходимо предпринять определенные технические меры, направленные на обеспечение корректного перекрытия защитной лентой 40 зазоров между двумя следующими друг за другом подложками. На фиг.2b схематично показана система 41 направляющих, которая ориентирована под углом к направлению движения подложек (см. стрелку) и вдоль которой может перемещаться устройство 42 для наложения защитной ленты. Если направление подачи устройства 42 настроено корректно относительно направления движения подложек 30, 30', то защитная лента 40 (как показано на фиг.2а, а именно параллельно покрываемым кромкам) может укладываться на движущиеся подложки.
На фиг.2с представлено альтернативное устройство для наложения защитной ленты. Устройство согласно фиг.2с содержит две направляющие 43, вдоль которых может перемещаться устройство 42 для наложения защитной ленты в направлении движения подложек. Устройство 42 способно одновременно перемещаться по дополнительной системе 45 направляющих перпендикулярно направлению движения подложек (см. стрелку). Устройство 42 перемещается по направляющим 43 в том же направлении и с той же скоростью, что и подложки, и при перемещении перпендикулярно направлению движения подложек укладывает защитную ленту 40 на зазоры между подложками.
На фиг.3а-3b схематично показано сечение накатного валика 11 с выемкой 14 в форме паза. Разумеется, накатный валик 11 может содержать более одной выемки 14. На фиг.3b показано увеличенное сечение паза. Как показано на чертеже, внешние кромки паза скошены. Предпочтительно скосы выполнены таким образом, что отношение ширины (d) дна паза к максимальной ширине (D) просвета паза составляет от 1:4 до 1:2. Предпочтительно отношение составляет 1:3,5≤d:D≤1:2,5, а особенно предпочтительно - примерно 1:3. Опыт показывает, что такое соотношение размеров позволяет выполнять особенно чистые пропуски в покрытии на покрывающей ленте. В предпочтительном варианте исполнения величина d составляет примерно 9 мм, а величина D - примерно 29 мм, что соответствует отношению d:D примерно 0,31.
Отношение высоты (А) вертикальной стенки паза к высоте (а), измеренной от перехода вертикальной стенки паза в скошенную кромку паза до перехода в поверхность валика (см. фигуру 3b), составляет предпочтительно 1÷4, еще предпочтительнее 1,25÷2,5, и наиболее предпочтительно 1,5. В предпочтительном варианте исполнения величина А составляет примерно 8 мм, величина а - примерно 5 мм, что соответствует отношению А/а ок. 1,6.
На фиг.4а и 4b еще раз схематично показана подгонка пропуска в покрытии на покрывающей ленте к зазору между двумя следующими друг за другом подложками. На фигурах 4а и 4b показан увеличенный фрагмент установки 10 с двумя следующими друг за другом подложками 30, которые на фигуре движутся влево. На поверхности покрывающей ленты 20, обращенной к подложкам, имеется предварительно нанесенный накатным валиком 11 еще жидкий или влажный материал 52 покрытия. Пропуск 51 в покрытии на ленте 20 представляет собой свободный от материала покрытия участок, простирающийся на всю ширину ленты. Пропуск в покрытии был сформирован с помощью выемки 14 накатного валика 11 (см. фиг.1). На фиг.4b показана та же ситуация после того, как подложка 30 и покрывающая лента 20 передвинулись на некоторое расстояние влево. Как показано на фигуре 4b, установка отрегулирована таким образом, что пропуски в покрытии в точности попадают между двумя кромками двух следующих друг за другом подложек. Покрытие 52, напротив, полностью укладывается на поверхность подложки 30, так что покрывающая лента, которая может сниматься с подложки после отвердения покрытия, не содержит достойных упоминания остатков покрытия, которые могли бы сделать невозможным повторное использование ленты.
Изобретение относится к установке и способу непрерывного нанесения покрытий на отдельные плоские подложки. Установка (10) для непрерывного нанесения покрытий на отдельные плоские подложки (30), в особенности имеющие базовую четырехугольную форму, содержит: одну гибкую покрывающую ленту (20), которая способна переносить материал покрытия на поверхность плоской подложки; средства (21a, 2lb) для перемещения гибкой покрывающей ленты; средства (33) транспортировки плоских подложек; один вращающийся накатный валик (11), выполненный с возможностью переносить материал покрытия на гибкую покрывающую ленту (20); средства (12, 13, 16) подачи материала покрытия на вращающийся накатный валик, причем на поверхности накатного валика (11) имеется, по меньшей мере, одна выемка (14), которая выполнена так, что при переносе материала покрытия с накатного валика (11) на покрывающую ленту (20) на покрывающей ленте образуется соответствующий пропуск в покрытии, который, по существу, свободен oт материала покрытия, при этом выемка (14) в накатном валике (11) выполнена в виде паза, ориентированного параллельно оси вращения валика, причем, по меньшей мере, одна из внешних кромок паза скошена. Установка может содержать также средства (41, 42; 42, 43, 45) для наложения защитной ленты (40) на обращенные друг к другу кромки двух подложек (30, 30'), следующих друг за другом, с целью перекрытия зазора между двумя этими подложками. Изобретение позволяет многократно использовать покрывающую ленту. 2 н. и 10 з.п. ф-лы, 4 ил.
1. Установка (10) для непрерывного нанесения покрытий на отдельные плоские подложки (30), в особенности имеющие базовую четырехугольную форму, которая содержит:
по меньшей мере, одну гибкую покрывающую ленту (20), которая способна переносить материал покрытия на поверхность плоской подложки;
средства (21a, 2lb) для перемещения гибкой покрывающей ленты; средства (33) транспортировки плоских подложек;
по меньшей мере, один вращающийся накатный валик (11), выполненный с возможностью переносить материал покрытия на гибкую покрывающую ленту (20);
средства (12, 13, 16) подачи материала покрытия на вращающийся накатный валик, причем на поверхности накатного валика (11) имеется, по меньшей мере, одна выемка (14), которая выполнена так, что при переносе материала покрытия с накатного валика (11) на покрывающую ленту (20) на покрывающей ленте образуется соответствующий пропуск в покрытии, который, по существу, свободен от материала покрытия, отличающаяся тем, что выемка (14) в накатном валике (11) выполнена в виде паза, ориентированного параллельно оси вращения валика, причем, по меньшей мере, одна из внешних кромок паза скошена.
2. Установка по п.1, отличающаяся тем, что покрывающая лента (20) имеет объемную текстуру, благодаря чему при переносе материала покрытия с ленты (20) на подложку (30) перенесенное покрытие приобретает соответствующую объемную текстуру.
3. Установка по п.1, отличающаяся тем, что лента (20) проницаема для излучения, в особенности для ультрафиолетового и/или электронного излучения.
4. Установка по п.3, отличающаяся тем, что:
имеются также средства (34) для генерации излучения, в особенности ультрафиолетового и/или электронного излучения;
эти средства размещены так, что их излучение направлено на ту сторону ленты (20), на которую не нанесено покрытие накатным валиком.
5. Установка по п.1, отличающаяся тем, что лента выполнена в виде бесконечной ленты.
6. Установка по одному из пп.1-5, отличающаяся тем, что средства (21а, 21b) перемещения ленты (20) выполнены с возможностью перемещать ленту (20) синхронно движущимся подложкам (30).
7. Установка по п.1, отличающаяся тем, что скос выполнен так, что отношение ширины (d) дна паза к максимальной ширине (D) просвета паза составляет 1:4≤d:D≤1:2, а предпочтительно 1:3,5≤d:D≤1:2,5.
8. Установка по одному из пп.1-5, 7, отличающаяся тем, что поверхность накатного валика (11) покрыта резиной.
9. Установка для непрерывного нанесения покрытий на отдельные плоские подложки (30), в частности имеющие базовую четырехугольную форму, которая содержит:
по меньшей мере, одну гибкую покрывающую ленту (20), выполненную с возможностью переносить материал покрытия на поверхность плоской подложки;
средства (21a, 21b) для перемещения гибкой покрывающей ленты;
средства (33) транспортировки плоских подложек;
по меньшей мере, один вращающийся накатный валик (11), выполненный с возможностью переносить материал покрытия на гибкую покрывающую ленту (20);
средства (12, 13, 16) подачи материала покрытия на вращающийся накатный валик (11),
отличающаяся тем, что установка содержит также средства (41, 42; 42, 43, 45) для наложения защитной ленты (40) на обращенные друг к другу кромки двух подложек (30, 30'), следующих друг за другом, с целью перекрытия зазора между двумя этими подложками.
10. Установка по п.9, отличающаяся тем, что средства (42, 45) для наложения защитной ленты (40) выполнены с возможностью перемещения в направлении движения подложек (30, 30') синхронно с ними, для наложения защитной ленты на движущиеся подложки.
11. Установка по п.10, отличающаяся тем, что средства (41, 42) для наложения защитной ленты (40) содержат систему (41) направляющих, ориентированную под углом к направлению движения подложек (30, 30'), вдоль которой может перемещаться устройство (42) для выдачи защитной ленты (40), с целью перекрытия зазора между двумя следующими друг за другом подложками (30, 30') во время перемещения подложек.
12. Установка по одному из пп.9-11, отличающаяся тем, что средства (12, 13, 16) для подачи материала покрытия на вращающийся накатный валик (11) содержат первый (13) и второй (12) дозирующие валики, расположенные параллельно оси вращения накатного валика (11), а между ними образуется дозирующий проем (16), причем материал покрытия подается сверху между двумя дозирующими валиками (12, 13), и причем второй дозирующий валик (12) расположен относительно накатного валика (11) так, что материал покрытия переносится с его поверхности на поверхность накатного валика.
| Способ получения 5,5,7,7-тетраметилфуро(3,4-е)-асимм-триазинов | 1975 |
|
SU578886A3 |
| DE 1020055006084, 10.08.2006 | |||
| ВСЕСОЮЗНАЯ | 0 |
|
SU372778A1 |
| Устройство для нанесения покрытия на ленту | 1977 |
|
SU735656A1 |
| Устройство для нанесения прерывистых покрытий на ленточный материал | 1980 |
|
SU895536A1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ | 1997 |
|
RU2199400C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ДВИЖУЩУЮСЯ МЕТАЛЛИЧЕСКУЮ ПОЛОСУ | 2001 |
|
RU2270727C2 |
| US 6673391 B1, 06.01.2004 | |||
| EP 1543888 A1, 22.06.2005 | |||
| Зубчатое колесо | 1991 |
|
SU1825929A1 |

