Изобретение относится к способу изготовления трубчатого механического соединительного штока и соединительному штоку, изготавливаемому данным способом.
Трубчатые механические соединительные штоки, то есть пустотелые соединительные штоки, применяются, в частности, в отраслях, в которых существует постоянная потребность в снижении массы конструкций.
К таким отраслям относится, в частности, авиация: трубчатые механические соединительные штоки используются, например, в шасси (тормозные тяги), системах, предназначенных для удержания технических кожухов в открытом положении (например, кожухов двигателя и других подобных элементов), системах подвески двигателя (звенья передачи тяги между двигателем и пилоном крыла) и других системах.
Механический соединительный шток обычно содержит пустотелый корпус, на каждом конце которого имеется концевой соединительный элемент.
Каждый концевой соединительный элемент обычно выполняют в форме охватываемого или охватывающего звена с тем, чтобы скрепить соединительный шток с элементом, с которым он должен взаимодействовать, посредством штифта или любым другим способом.
Из уровня техники, в частности из документа ЕР 1870196, известен способ изготовления трубчатого соединительного штока, в соответствии с которым полый корпус соединительного штока и два концевых соединительных элемента соединительного штока изготавливают раздельно, после чего соединительные элементы крепят к каждому концу полого корпуса посредством сварки.
Недостаток указанного известного способа состоит в том, что необходимо осуществлять сварку на двух отдельных участках соединительного штока.
К тому же, такая конструкция исключает возможность проверки или механической обработки участков сварных швов, оказывающихся с внутренней стороны полого корпуса соединительного штока, по причине отсутствия доступа к ним.
Геометрические искажения от нижней части сварного шва также вызывают локальную концентрацию напряжений, что требует наличия локального утолщения в зоне сварного шва.
Следовательно, необходимо предусматривать локальное увеличение толщины (в зонах соединения) металлического сплава (обычно на основе никеля, титана или алюминия), из которого изготавливают соединительный шток. Таким образом, при наличии двух сварных швов образующийся при этом излишек массы удваивается.
Для устранения упомянутого недостатка, было решено производить сборку соединительного штока из двух цельных частей, каждая из которых имеет свой соответствующий соединительный элемент, используя одно сварное соединение. Такое решение, описанное в документе ЕР 0839593, позволило снизить общую массу соединительного штока по сравнению со штоком с двумя сварными швами, но не решило проблему проверки и механической обработки внутренней поверхности сварного шва.
Таким образом, задачей настоящего изобретения, в частности, является обеспечение способа изготовления трубчатого соединительного штока, состоящего из полого корпуса и соединительных элементов на его концах, включающего этапы, на которых:
a) изготавливают цельный элемент, содержащий указанный полый корпус и первый концевой участок, образующий или предназначенный для образования одного из указанных концевых соединительных элементов;
b) другой конец указанного полого корпуса соединяют (путем сварки, склеивания, привинчивания, штифтового соединения и другими подобными способами) со вторым участком, образующим или предназначенным для образования второго из указанных соединительных элементов, причем указанный второй участок имеет отверстие для осуществления доступа снаружи к внутренней стороне указанного полого корпуса;
c) выполняют проверку и/или механическую обработку зоны указанного соединения с внутренней стороны указанного полого корпуса через указанное отверстие.
Благодаря вышеуказанным признакам, предлагаемый способ позволяет по завершении соединения проверить качество соединения с внутренней стороны полого корпуса, путем введения соответствующих контрольных приборов через упомянутое отверстие.
Данное отверстие также позволяет осуществлять введение инструментов, обеспечивая возможность механической обработки соединения с внутренней стороны полого корпуса соединительного штока: это позволяет получить ровную внутреннюю поверхность или внутреннюю поверхность очень малых радиусов, позволяя минимизировать концентрацию напряжений в зоне соединения, насколько это возможно.
Согласно дополнительным признакам предлагаемого способа:
- тип указанного соединения выбирают из группы, включающей: сварку, свинчивание, штифтовое соединение, склеивание;
- этап этап а) включает подэтапы, на которых:
а1) выполняют сверление цельной цилиндрической заготовки,
а2) выполняют наружную и внутреннюю механическую обработку указанной цилиндрической заготовки для получения трубчатой преформы;
- этап а) включает подэтап а2), на котором выполняют наружную и внутреннюю механическую обработку полой цилиндрической заготовки, полученной посредством ковки, прокатки и/или выдавливания, с получением трубчатой преформы;
- этап а) также включает дополнительный подэтап а) включает дополнительный подэтап а3), следующий за этапом а2), на котором выполняют ротационную вытяжку указанной трубчатой преформы; ротационная вытяжка, заключающаяся в деформировании преформы на вращающейся оправке, с использованием одного или более роликов, позволяет просто, быстро и без снятия материала, получать желаемую внешнюю толщину полого корпуса соединительного штока;
- этап а) также включает подэтап а4), на котором элемент, получаемый путем ротационной вытяжки указанной трубчатой преформы, подвергают термической обработке для ослабления напряжений, образовавшихся в ходе ротационной вытяжки, что позволяет минимизировать деформации материала в процессе последующей сборки (например, сварки) и конечной обработки;
- этап а) также содержит подэтап а5), на котором выполняют механическую обработку указанного первого концевого участка для придания ему квазиконечной формы концевого соединительного элемента соединительного штока, при этом указанную форму выбирают из группы, включающей: форму охватывающего звена и форму охватываемого звена;
- после этапа с) выполняют этап, на котором выполняют механическую обработку указанного первого концевого участка для придания ему квазиконечной формы концевого соединительного элемента соединительного штока, при этом указанную форму выбирают из группы, включающей: форму охватывающего звена и форму охватываемого звена;
- перед этапом b) выполняют этап, на котором выполняют механическую обработку указанного второго концевого участка с целью придания ему квазиконечной формы концевого соединительного элемента штока, указанную форму выбирают из группы, включающей: форму охватывающего звена и форму охватываемого звена;
- после этапа с) выполняют этап, на котором выполняют механическую обработку указанного второго концевого участка для придания ему конечной формы концевого соединительного элемента соединительного штока, при этом указанную форму выбирают из группы, включающей: форму охватывающего звена и форму охватываемого звена;
- соединение, осуществляемое на этапе b) выполняют одним из способов, включающих:
- сварку с применением высокоэнергетических процессов, выбранных из группы, включающей: лазерную сварку и электронно-лучевую сварку, причем при необходимости внутрь полого корпуса соединительного штока через указанное отверстие вставляют защитный экран,
- сварку трением, выбранную из группы, включающей: инерционную сварку трением, контролируемую сварку трением, и сварку трением с перемешиванием,
- дуговую сварку, выбранную из группы, включающей: сварку вольфрамовым электродом в инертном газе и плазменную сварку,
- привинчивание указанного второго концевого участка к трубчатому полому корпусу,
- штифтовое соединение указанного второго концевого участка с трубчатым полым корпусом;
- проверку на этапе с) осуществляют методами неразрушающего контроля, выбранными из группы, включающей: исследование рентгеновскими лучами, капиллярный контроль, исследование ультразвуком, магнитную дефектоскопию, исследование токами Фуко;
- после указанной термической обработки выполняют этап отделочной обработки обоих концов соединительного штока;
- после всех вышеуказанных этапов следует завершающий этап конечной отделочной обработки поверхности соединительного штока;
- указанный этап отделочной обработки выполняют способом, выбранным из группы, включающей: пескоструйную обработку, дробеструйную обработку, зачистку, окрашивание или любую другую поверхностную обработку.
Настоящее изобретение также относится к трубчатому соединительному штоку, изготавливаемому вышеописанным способом (высверливанием трубчатого корпуса в кованом или катаном стержне).
Другие особенности и преимущества данного изобретения рассмотрены в дальнейшем описании и проиллюстрированы на прилагаемых чертежах, на которых:
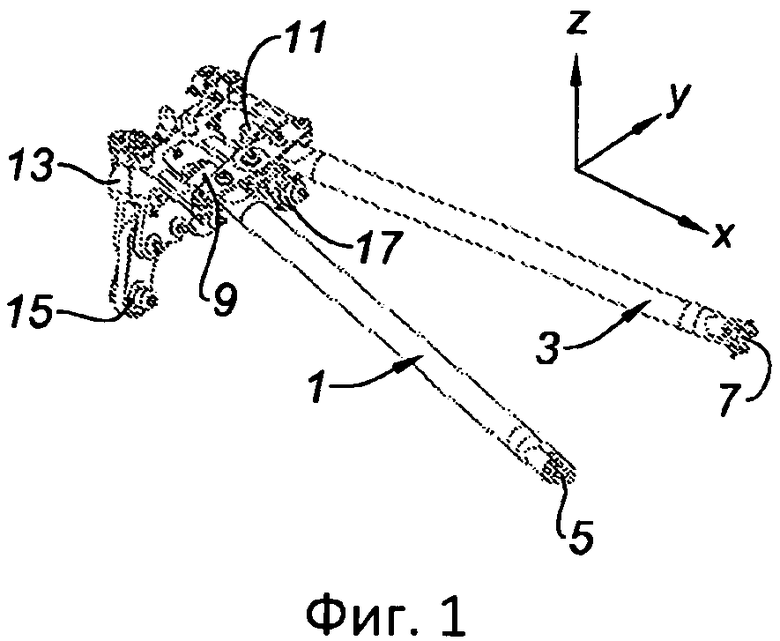
- на фиг.1 в аксономерии показана опорная конструкция турбореактивного двигателя с пилоном летательного аппарата, включающая два трубчатых соединительных штока в соответствии с изобретением,
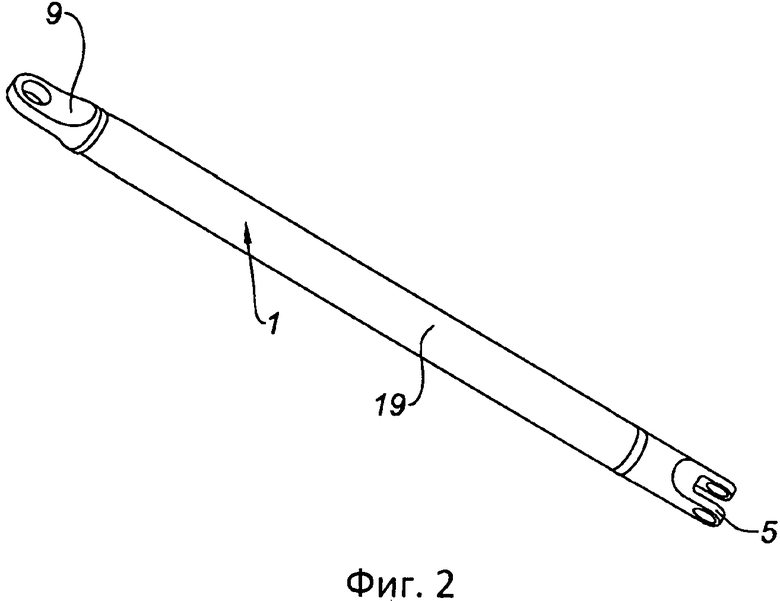
- на фиг.2 в аксонометрии в увеличенном виде показан один из двух трубчатых соединительных штоков устройства, показанного на фиг.1,
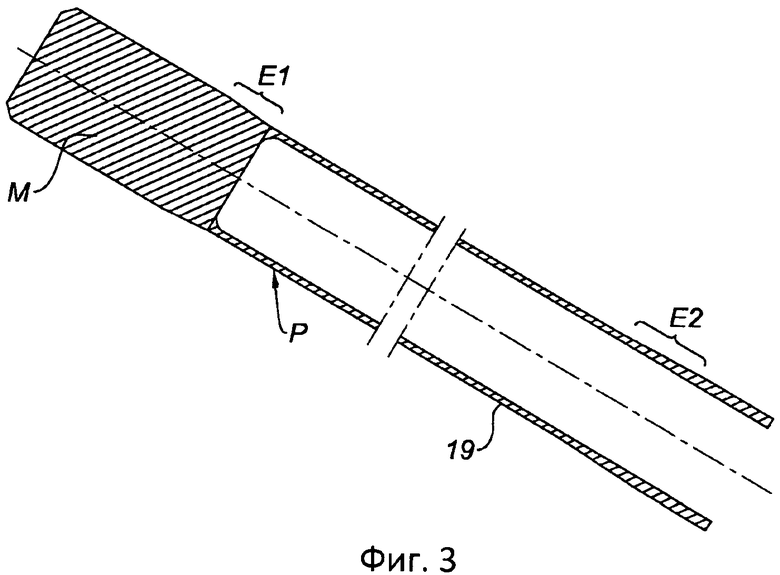
- на фиг.3 показано осевое сечение элемента, предназначенного для формирования трубчатого соединительного штока, показанного на фиг.2;
- на фиг.4 показано осевое сечение элемента с присоединенным концевым элементом в форме охватывающего звена,
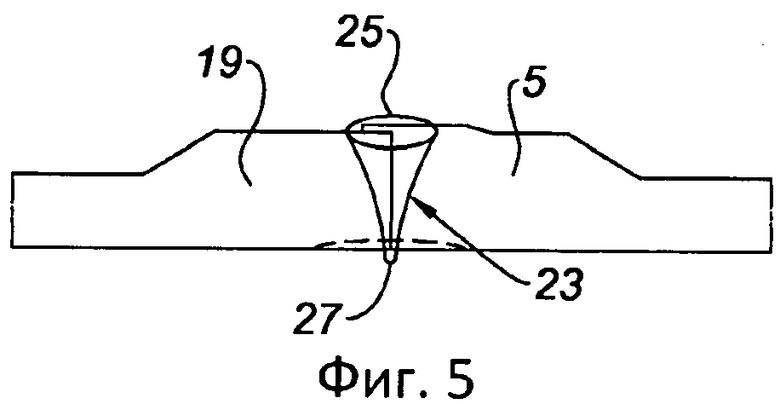
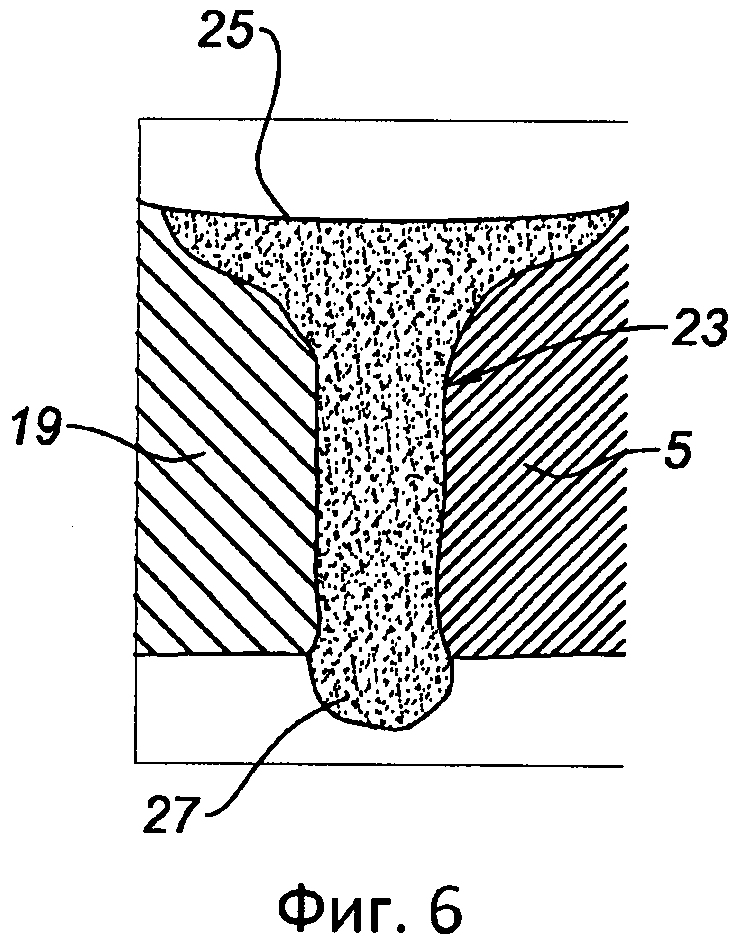
- на фиг.5 схематически показана зона V, обозначенная на фиг.4, иллюстрирующая сварной шов охватывающего звена на элементе, показанном на фиг.3;
- на фиг.6 в увеличенном виде показана зона V, обозначенная на фиг.4, что позволяет увидеть сварной шов концевого соединительного элемента штока, выполненного в виде охватывающего звена, на элементе, показанном на фиг.3.
На всех указанных чертежах, аналогичные элементы или узлы обозначены одинаковыми номерами позиций.
На фиг.1 координатные оси X, Y, Z соответствуют осевому, поперечному и вертикальному направлениям турбореактивного двигателя (не показан), взаимодействующего с опорной конструкцией, показанной на указанном чертеже.
Как видно из фиг.1, устройство подвески обычно включает два соединительных штока 1, 3, на передних концах 5, 7 которых находятся соединительные звенья (охватываемые или охватывающие), взаимодействующие с передней частью турбореактивного двигателя, а на задних концах 9, 11 которых находятся соединительные звенья (охватываемые или охватывающие), взаимодействующие с балкой подвески 13, взаимодействующей, в свою очередь, с пилоном турбореактивного двигателя (не показан), и с передней рамой кожуха вентилятора, посредством соответствующих соединительных штоков 15, 17.
Один из указанных соединительных штоков, а именно соединительный шток 1, показан в увеличенном виде на фиг.2.
Данный соединительный шток должен быть способным выдерживать значительные нагрузки, создаваемые тягой турбореактивного двигателя, и при этом иметь как можно меньшую массу, с тем, чтобы удовлетворять требованиям, действующим в авиационной отрасли.
Поэтому, важно, с одной стороны, чтобы сплав, используемый для изготовления соединительного штока, имел как можно более подходящие для данной отрасли свойства (отношение прочности к удельной массе), а с другой стороны соединительный шток должен быть трубчатым, то есть его основной корпус 19 должен быть полым.
Для изготовления соединительного штока подобного типа используют преимущественно сплавы на основе никеля, титана или алюминия.
Ниже более подробно описан предложенный способ изготовления соединительного штока 1.
На первом этапе изготавливают цельный элемент Р, показанный на фиг.3.
Элемент P, являющийся цилиндрическим, на одном из концов имеет сплошной участок М, предназначенный для формирования охватываемого (или охватывающего) звена 9, а на противоположном конце - трубчатый участок 19, формирующий полый корпус соединительного штока 1.
Элемент Р, показанный на фиг.3, может быть получен из цельной цилиндрической заготовки, в которой путем кольцевого сверления выполняют трубчатый участок 19.
После этого выполняют внешнюю и внутреннюю механическую обработку данного элемента, в результате получая преформу.
После этого данная преформа подвергается ротационной вытяжке, заключающейся в деформировании преформы на вращающейся оправке, с использованием одного или более роликов.
Ротационная вытяжка позволяет просто, быстро и без снятия материала, изменять толщину преформы по желанию, что проиллюстрировано с помощью обозначений Е1 и Е2 на фиг.3.
Элемент Р также может быть получен высверливанием (не сквозным) трубчатой части в кованом и/или катаном стержне.
Элемент Р также может быть получен путем выдавливания трубчатой части из кованого или катаного стержня.
После этого, с противоположной стороны от участка М, к элементу Р крепят другой концевой элемент 5 соединительного штока, придавая ему форму охватывающего звена, как показано на фиг.4.
Соединение концевого соединительного элемента 5 с элементом Р может быть выполнено:
- высокоэнергетической сваркой, предпочтительно лазерной или электронно-лучевой сваркой,
- сваркой трением, предпочтительно контролируемой сваркой трением, инерционной сваркой трением, или сваркой трением с перемешиванием,
- дуговой сваркой, предпочтительно сваркой вольфрамовым электродом в инертном газе (TIG) или плазменной сваркой,
- привинчиванием указанного второго концевого элемента к трубчатому полому элементу,
- присоединением указанного второго концевого элемента к трубчатому полому элементу с использованием штифтового соединения.
Как показано на фиг.4, на концевом соединительном элементе 5 соединительного штока имеется отверстие 21, позволяющее получить доступ к внутренней стороне полого корпуса 19.
Как показано на фиг.5 и 6, в результате приваривания концевого соединительного элемента 5 к полому корпусу 19 возникает конус 23 из расплавленного металла, широкая часть 25 которого появляется с наружной стороны полого корпуса 19, а узкая часть 27 появляется с внутренней стороны полого корпуса 19. Форма сварного соединения может отличаться в зависимости от выбранной технологии сварки.
После сварки важно иметь возможность произвести механическую обработку внешней части 25 и внутренней части 27 сварного конуса 23, чтобы получить безупречное состояние поверхности и избежать локальной концентрации напряжений, требующей утолщения зон соединительного штока.
Благодаря наличию отверстия 21 в концевом соединительном элементе 5 штока достигается возможность не только проверить качество сварки с внутренней стороны полого корпуса 19, но также обработать узкую часть 27 сварного конуса 23, с целью получения требуемого качества поверхности.
Следует отметить, что операции по контролю качества сварки с внутренней стороны полого корпуса 19 могут, в частности, включать исследование рентгеновскими лучами, а также операции, включающие распыление материала для капиллярного контроля для проверки состояния поверхности места сварки.
Также следует отметить, что отверстие 21 в концевом соединительном элементе 5 штока позволяет поместить защитный экран, то есть металлический элемент, защищающий внутреннюю сторону полого корпуса 19 от случайного воздействия энергетического луча, возможного при сварке.
Следует отметить, что изготовление соединительного штока 1 может предусматривать дополнительные этапы.
Указанные этапы могут, в частности, включать этап термической обработки элемента Р, показанного на фиг.3, позволяющей ослабить возникшие напряжения, до соединения указанного элемента с концевым соединительным элементом 5 соединительного штока.
Указанные этапы могут включать этапы термической обработки присоединенного элемента, показанного на фиг.5, дающие возможность придать желаемые прочностные свойства металлическим сплавам.
Указанные этапы могут включать этапы отделочной обработки концевых элементов собранного соединительного штока (фиг.5), с целью придания элементу конечной формы.
Указанные дополнительные этапы также могут включать этапы отделочной обработки поверхностей пескоструйного, дробеструйного типов, окрашивание и другие подобные операции.
Также следует отметить, что в контексте предлагаемого способа определенные этапы могут быть взаимозаменены.
Таким образом, в вышеописанном варианте осуществления изобретения предложено прикреплять механически обработанный концевой соединительный элемент 5 соединительного штока к элементу Р, содержащему на противоположном конце сплошной участок М, предназначенный для формирования охватываемого соединительного звена 9.
Однако также можно выполнить механическую обработку участка М, с целью придания ему конечной или псевдоконечной формы охватываемого звена 9, до присоединения охватывающего звена 5.
Также имеется возможность прикрепления к элементу Р концевого соединительного элемента 5 соединительного штока в виде заготовки с последующей механической обработкой после приваривания к полому корпусу 19.
Как следует из вышеизложенного, предлагаемый способ позволяет изготавливать трубчатый механический соединительный шток, в котором только один из концевых соединительных элементов присоединен при помощи сварки или иного способа соединения.
Наличие отверстия в присоединенном соединительном элементе позволяет проверить качество соединения с внутренней стороны полого корпуса соединительного штока, таким образом, позволяя обеспечить максимальное качество и надежность данного соединения.
Данное изобретение не ограничивается описанным и проиллюстрированным вариантом, который представлен только в качестве примера.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНСТРУКЦИОННАЯ ПОЛАЯ ТЯГА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И МОНТАЖНАЯ СИСТЕМА, СОДЕРЖАЩАЯ ТАКУЮ ТЯГУ | 2006 |
|
RU2372533C2 |
| Клапанный корпус с направляющей штока и способ его изготовления | 2014 |
|
RU2659944C2 |
| СОЕДИНИТЕЛЬНЫЙ УЗЕЛ | 2010 |
|
RU2529293C2 |
| СОЕДИНИТЕЛЬНЫЙ ЭЛЕМЕНТ | 1997 |
|
RU2156349C2 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ПЛАСТИКОВЫХ КОНТЕЙНЕРОВ | 2011 |
|
RU2556674C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ОСЕСИММЕТРИЧНЫХ КОРПУСОВ СОСУДОВ, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2015 |
|
RU2584622C1 |
| ВЫДУВНОЕ СОПЛО, РЕГУЛИРУЮЩЕЕ ПОДАЧУ ЖИДКОСТИ И СОДЕРЖАЩЕЕ СТЕРЖНЕВУЮ СБОРКУ ДЛЯ ПРЕДВАРИТЕЛЬНОЙ ВЫТЯЖКИ | 2011 |
|
RU2599291C2 |
| ВЫДАЧНОЙ УЗЕЛ И СОЕДИНИТЕЛЬНОЕ УСТРОЙСТВО, А ТАКЖЕ ЕМКОСТЬ И СПОСОБ РОЗЛИВА НАПИТКОВ | 2013 |
|
RU2683659C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННЫХ БАНОК И КОМБИНИРОВАННАЯ БАНКА, ИЗГОТОВЛЕННАЯ ПО ДАННОМУ СПОСОБУ | 2020 |
|
RU2808974C2 |
| ГОЛОВКА ДЛЯ ТЕПЛОВЫХ РАДИАТОРОВ И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОЙ ГОЛОВКИ | 2020 |
|
RU2798403C2 |
Изобретение относится к способу изготовления трубчатого механического соединительного штока и соединительному штоку, изготавливаемому данным способом. Способ изготовления трубчатого соединительного штока, содержащего полый корпус (1), на каждом конце которого имеется концевой соединительный элемент (5, 9), заключается в том, что изготавливают цельный элемент (Р), содержащий указанный полый корпус и первый концевой участок (М), образующий или предназначенный для образования одного из указанных концевых соединительных элементов, затем другой конец указанного полого корпуса (19) соединяют со вторым участком (5), образующим или предназначенным для образования второго из указанных соединительных элементов, причем указанный второй участок имеет отверстие (21) для осуществления доступа снаружи к внутренней стороне указанного полого корпуса (19), при этом окончательно выполняют проверку и/или механическую обработку зоны (23) указанного соединения с внутренней стороны указанного полого корпуса через указанное отверстие (21). Технический результат: изготовление трубчатого механического соединительного штока, в котором только один из концевых соединительных элементов присоединен при помощи сварки или иного способа соединения, тем самым уменьшить массу соединительного штока, при этом наличие отверстия позволяет проверить качество соединения с внутренней стороны, тем самым обеспечивая максимальное качество и надежность данного соединения. 2 н. и 14 з.п. ф-лы, 6 ил.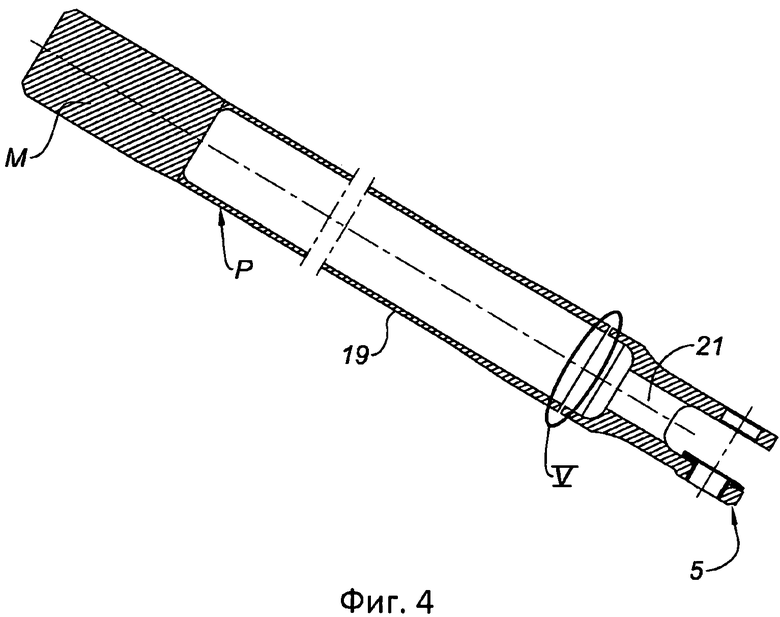
1. Способ изготовления трубчатого соединительного штока, содержащего полый корпус (1), на каждом конце которого имеется концевой соединительный элемент (5, 9), отличающийся тем, что включает этапы, на которых:
(a) изготавливают цельный элемент (Р), содержащий указанный полый корпус и первый концевой участок (М), образующий или предназначенный для образования одного из указанных концевых соединительных элементов,
(b) другой конец указанного полого корпуса (19) соединяют со вторым участком (5), образующим или предназначенным для образования второго из указанных соединительных элементов, причем указанный второй участок имеет отверстие (21) для осуществления доступа снаружи к внутренней стороне указанного полого корпуса (19),
(c) выполняют проверку и/или механическую обработку зоны (23) указанного соединения с внутренней стороны указанного полого корпуса через указанное отверстие (21).
2. Способ по п.1, отличающийся тем, что тип указанного соединения выбирают из группы, включающей: сварку, свинчивание, штифтовое соединение, склеивание.
3. Способ по п.1 или 2, отличающийся тем, что этап а) включает подэтапы, на которых:
а1) выполняют сверление цельной цилиндрической заготовки,
а2) выполняют наружную и внутреннюю механическую обработку указанной цилиндрической заготовки для получения трубчатой преформы.
4. Способ по п.1 или 2, отличающийся тем, что этап а) включает подэтап а2), на котором выполняют наружную и внутреннюю механическую обработку полой цилиндрической заготовки, полученной посредством ковки, прокатки и/или выдавливания, с получением трубчатой преформы.
5. Способ по п.3, отличающийся тем, что этап а) включает дополнительный подэтап а3), следующий за этапом а2), на котором выполняют ротационную вытяжку указанной трубчатой преформы.
6. Способ по п.5, отличающийся тем, что этап а) включает подэтап а4), на котором элемент (Р), получаемый путем ротационной вытяжки указанной трубчатой преформы, подвергают термической обработке для ослабления напряжений, образовавшихся в ходе ротационной вытяжки.
7. Способ по любому из пп.1, 2, 5 или 6, отличающийся тем, что этап а) включает подэтап а5), на котором выполняют механическую обработку указанного первого концевого участка (М) для придания ему квазиконечной формы концевого соединительного элемента (9) соединительного штока, при этом указанную форму выбирают из группы, включающей: форму охватывающего звена и форму охватываемого звена.
8. Способ по любому из пп.1, 2, 5 или 6, отличающийся тем, что после этапа с) выполняют этап, на котором выполняют механическую обработку указанного первого концевого участка (М) для придания ему квазиконечной формы концевого соединительного элемента (9) соединительного штока, при этом указанную форму выбирают из группы, включающей: форму охватывающего звена и форму охватываемого звена.
9. Способ по любому из пп.1, 2, 5 или 6, отличающийся тем, что перед этапом b) выполняют этап, на котором выполняют механическую обработку указанного второго концевого участка с целью придания ему квазиконечной формы концевого соединительного элемента (5) штока, указанную форму выбирают из группы, включающей: форму охватывающего звена и форму охватываемого звена.
10. Способ по любому из пп.1, 2, 5 или 6, отличающийся тем, что после этапа с) выполняют этап, на котором выполняют механическую обработку указанного второго концевого участка для придания ему конечной формы концевого соединительного элемента (5) соединительного штока, при этом указанную форму выбирают из группы, включающей: форму охватывающего звена и форму охватываемого звена.
11. Способ по любому из пп.1, 2, 5 или 6, отличающийся тем, что соединение, осуществляемое на этапе b) выполняют одним из способов, включающих:
- сварку с применением высокоэнергетических процессов, выбранных из группы, включающей: лазерную сварку и электронно-лучевую сварку, причем при необходимости внутрь полого корпуса соединительного штока через указанное отверстие вставляют защитный экран,
- сварку трением, выбранную из группы, включающей: инерционную сварку трением, контролируемую сварку трением и сварку трением с перемешиванием,
- дуговую сварку, выбранную из группы, включающей: сварку вольфрамовым электродом в инертном газе и плазменную сварку,
- привинчивание указанного второго концевого участка к трубчатому полому корпусу,
- штифтовое соединение указанного второго концевого участка с трубчатым полым корпусом.
12. Способ по любому из пп.1, 2, 5 или 6, отличающийся тем, что проверку на этапе с) осуществляют методами неразрушающего контроля, выбранными из группы, включающей: исследование рентгеновскими лучами, капиллярный контроль, исследование ультразвуком, магнитную дефектоскопию, исследование токами Фуко.
13. Способ по п.6, отличающийся тем, что после указанной термической обработки выполняют этап отделочной обработки обоих концов соединительного штока.
14. Способ по любому из пп.1, 2, 5, 6 или 13, отличающийся тем, что он включает этап конечной отделочной обработки поверхности соединительного штока.
15. Способ по п.14, отличающийся тем, что указанный этап отделочной обработки выполняют способом, выбранным из группы, включающей: пескоструйную обработку, дробеструйную обработку, зачистку, окрашивание или любую другую поверхностную обработку.
16. Трубчатый соединительный шток (1), изготовленный способом по любому из пп.1-15.
| Акустический распылитель жидкости | 1979 |
|
SU839593A1 |
| JP 2007076547 A, 29.03.2007 | |||
| US 2008118303 A1, 22.05.2008 | |||
| СПОСОБ ЛЕЧЕНИЯ МЕТАСТАЗОВ КОЛОРЕКТАЛЬНОГО РАКА В ПЕЧЕНИ | 2003 |
|
RU2241459C2 |
| ПОДВЕСКА ТРАНСПОРТНОГО СРЕДСТВА НА ПРОДОЛЬНЫХ РЫЧАГАХ | 2007 |
|
RU2340467C1 |

