Установка для отливки чушек относится к области литейного производства, в частности к литью чушек.
Известен аналог - карусельная машина (А.С. СССР №1622079), содержащая вращающуюся карусель, на которой установлены кокили (изложницы), в заявленном устройстве роль вращающейся карусели играет рама установки для отливки чушек. В заявленном устройстве на раме установки для отливки чушек установлены кокили (изложницы). Так же, как и в поданной заявке на предлагаемое изобретение, карусельная кокильная машина имеет привод, обеспечивающий вращение и устройство нагрева кокилей.
Недостатки заключаются в том, что:
- устройство нагрева кокилей электрическое (стоимость электрической энергии дороже стоимости природного газа);
- карусельная кокильная машина сложная в устройстве;
- наличие гидравлики делает устройство дорогим и достаточно сложным в эксплуатации и ремонте.
Ввиду указанных выше недостатков карусельная машина для отливки чушек не может обеспечить решение технической задачи.
Известен аналог - карусельная машина для заливки литейных форм (А.С.СССР №634841), содержащая основание и стойку, закрепленную неподвижно к основанию. В заявленном устройстве роль основания играет опора, а роль стойки играет рама. Так же как и в заявленной установке для отливки чушек, имеются кокили (изложницы) и привод для вращения.
Недостатки заключаются в том, что:
- отсутствует устройство извлечения отливок (чушек) из кокилей (изложниц);
- отсутствует устройство для покраски кокилей.
Из-за перечисленных выше недостатков невозможно получить технический результат.
Известен аналог (прототип) - установка для отливки чушек (патент DE 482041), содержащая, как и заявленном устройстве, раму, изложницы, установленные с возможностью поворота вокруг вала, привод поворота изложниц.
Недостатки заключаются в том, что:
- в установке для отливки чушек нет устройства для покраски изложниц;
- отсутствует устройство для нагрева изложниц перед заливкой их расплавленным металлом;
- в установке для отливки чушек не предусмотрено устройство для охлаждения изложниц в процессе работы установки.
Ввиду указанных выше недостатков установка для отливки чушек не может обеспечить решение технической задачи.
Задачей изобретения является создание простой по конструкции установки для отливки чушек, имеющей: устройство для нагрева изложниц перед заливкой их расплавленным металлом, устройство нанесения противопригарной краски на изложницы, устройство охлаждения изложниц в процессе работы установки.
Технический результат - разработанная установка для отливки чушек является простой по конструкции, имеющей устройство для нагрева изложниц перед заливкой их расплавленным металлом, устройство нанесения противопригарной краски на изложницы, устройство охлаждения изложниц в процессе работы установки.
Указанный технический результат достигается за счет того, что в установку для отливки чушек, содержащую раму, изложницы, установленные с возможностью поворота вокруг вала, привод поворота изложниц, введено устройство для нагрева изложниц перед заливкой их расплавленным металлом, состоящим из газовой инжекционной горелки среднего давления, расположенной сбоку от установки под изложницами, устройство нанесения противопригарной краски на изложницы, состоящее из пульверизатора, закрепленного на кронштейне с возможностью установки под разными углами к плоскости изложниц, крана управления и подводящего сжатый воздух гибкого шланга, устройство для охлаждения изложниц в процессе работы, состоящее из рельсового пути, трех осевых вентиляторов, закрепленных на кронштейне и размещенных на тележке, перемещающейся по рельсовому пути с помощью пневмоцилиндра, при этом изложницы закреплены на раме сверху и снизу, а привод поворота изложниц состоит из штурвала, конической передачи, червячного редуктора и муфты.
При этом одна газовая инжекционная горелка позволяет в течение 8-10 минут нагреть изложницы до температуры заливки 200-250°С.
Кроме того, благодаря использованию в установке для отливки чушек устройства нанесения противопригарной краски на изложницы в виде пульверизатора, закрепленного на кронштейне с возможностью установки под разными углами к плоскости изложниц, противопригарная краска ложится на внутреннюю поверхность изложниц равномерным тонким слоем, что приводит к получению качественной поверхности отливаемых чушек. Использование пульверизатора облегчает трудоемкую операцию ручной покраски противопригарной краской изложниц.
Вместе с тем введенное в состав установки для отливки чушек устройство для охлаждения изложниц в процессе работы улучшает удаление чушек, препятствует пригару, а также повышенной ломкости чушек при их удалении под действием собственного веса.
Наконец, конструкция установки для отливки чушек имеет привод, который позволяет при вращении рамы чушкам выпадать из изложниц под действием собственного веса. Простота конструкции обеспечивается отсутствием устройства для выбивки чушек.
На представленных пяти фигурах изображена установка для отливки чушек, а также отдельные ее узлы.
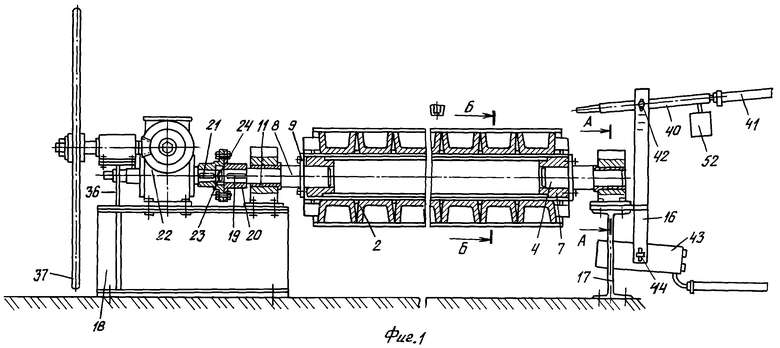
На фиг.1 - общий вид установки для отливки чушек.
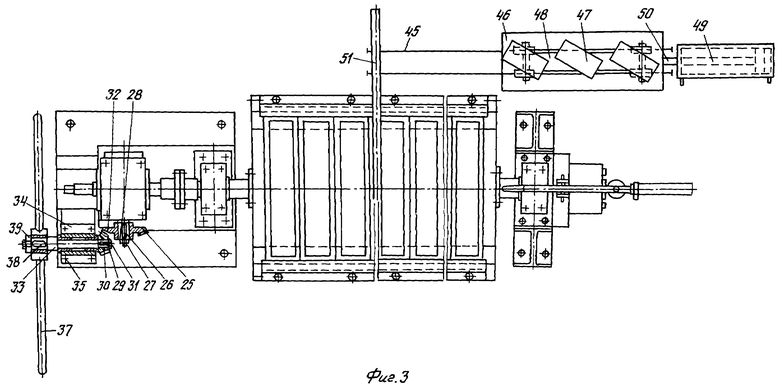
На фиг.2 - разрез А-А по подшипнику скольжения и правой опоре установки для отливки чушек.
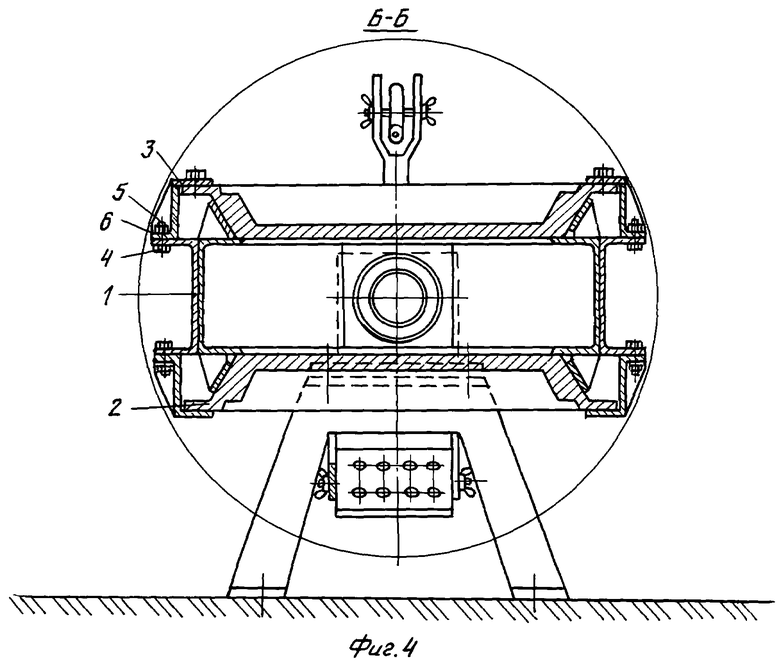
На фиг.3 - вид сверху установки для отливки чушек.
На фиг.4 - разрез Б-Б установки для отливки чушек.
Предлагаемая установка для отливки чушек состоит из сварной рамы 1, выполненной из швеллеров №18, на которой размещаются сверху девять изложниц 2 и снизу девять изложниц. Крепление изложниц 2 к раме 1 производится четырьмя прижимами 3, которые крепятся к внешней полке швеллера рамы 1 сорока восьмью болтами 4, гайками 5 и сорока восьмью пружинными шайбами 6. В торцах рамы 1 имеются подшипники скольжения 7, в которых вращаются две оси 8. Подшипники скольжения 7 закрыты крышками 9, которые крепятся к подшипнику скольжения 7 четырьмя болтами 10. Каждая ось 8 с противоположной стороны имеет опорный подшипник скольжения, который состоит из бронзовой втулки 11, верхней крышки 12 и корпуса опорного подшипника 13. Верхняя крышка 12 крепится к корпусу опорного подшипника 13 четырьмя болтами 14 с пружинными шайбами 15. Правый корпус опорного подшипника 13 установки для отливки чушек крепится четырьмя болтами с гайками и пружинными шайбами к кронштейну 16 и опоре 17, представляющую собой двутавр №60. Опора 17 крепится к фундаменту шестью фундаментными болтами. Левый корпус опорного подшипника 13 крепится к основанию 18 привода вращения. Левый конец оси 8 закреплен шпонкой 19 в полумуфте 20. Другая полумуфта закреплена шпонкой 21 на валу червячного редуктора 22, а также закреплена болтом 23 с пружинной шайбой 24. Передаточное число червячного редуктора равно 20. На другом валу червячного редуктора насажена коническая шестерня 25 и зафиксирована шпонкой 26, и закреплена болтом 27 с пружинной шайбой 28, входящая в зацепление с конической шестерней 29, которая зафиксирована на валу шпонкой 30 и крепится болтом 31 с пружинной шайбой 32. Вал 33 вращается в подшипнике скольжения, корпус 34 которого закреплен четырьмя болтами, четырьмя гайками 35 и пружинными шайбами к опоре 36, приваренной к основанию 18 привода. Рабочий, обслуживающий установку для отливки чушек, вращает штурвал 37, насаженный на вал 33, зафиксированный шпонкой 38 и закрепленный гайкой 39 с пружинной шайбой. Чушки в нижнем положении сварной рамы 1 с залитыми изложницами 2 выпадают под действием собственного веса из изложниц. Основание 18 привода крепится к фундаменту четырьмя фундаментными болтами.
Введено устройство нанесения противопригарной краски на изложницы 2, состоящее из пульверизатора 40, закрепленного на кронштейне 16 и имеющего возможность устанавливаться под разными углами к плоскости изложниц 2, крана управления (не показано) и подводящего сжатый воздух гибкого шланга 41. Благодаря использованию в устройстве нанесения противопригарной краски на изложницы 2 пульверизатора 40, закрепленного на кронштейне 16 и имеющего возможность устанавливаться при помощи двух гаек-барашков 42 под разными углами к плоскости изложниц 2, противопригарная краска ложится на внутреннюю поверхность изложниц равномерным тонким слоем, что приводит к получению качественной поверхности отливаемых чушек. Использование пульверизатора 40 облегчает трудоемкую операцию ручной покраски противопригарной краской изложниц.
В конструкцию установки для отливки чушек введено устройство для нагрева изложниц 2 перед заливкой их расплавленным металлом, состоящее из газовой инжекционной горелки среднего давления 43, расположенной сбоку установки для отливки чушек под изложницами, закрепленной на кронштейне 16. К газовой инжекционной горелке среднего давления 43 с двух сторон приварены оси, имеющие на концах резьбу для навинчивания на них гаек-барашков 44. Гайки-барашки 44 позволяют закрепить на кронштейне 16 инжекционную горелку среднего давления 43 под необходимым углом к плоскости изложниц. Одна газовая инжекционная горелка позволяет в течение 8-10 минут нагреть изложницы до температуры заливки 200-250°С.
В состав установки для отливки чушек вводится устройство для охлаждения изложниц в процессе работы установки, состоящее из рельсового пути 45, кронштейна 46 с тремя закрепленными осевыми вентиляторами 47, размещенного на тележке 48, которая перемещается по рельсовому пути 45 с помощью пневмоцилиндра 49 (устройство для охлаждения изложниц показано только на фиг.3). В процессе работы установки для отливки чушек изложницы 2 нагреваются, что ухудшает выбивку чушек, приводит к повышенному пригару, а также повышенной ломкости чушек при их выбивке. Осевые вентиляторы 47 позволяют охлаждать изложницы в процессе работы установки для отливки чушек и устраняют указанные выше негативные явления. Шток 50 пневмоцилиндра 49 жестко крепится к тележке 48.
В конструкции установки для отливки чушек отсутствует устройство для выбивки чушек из изложниц. Привод, состоящий из штурвала 37, конической передачи, червячного редуктора 22 и муфты, обеспечивает опрокидывание изложниц и удаление чушек под действием собственного веса. При разливке наплавленного в печи металла он течет по желобу 51 в изложницы 2.
Работа установки для отливки чушек происходит следующим образом.
В плавильной печи (не показано) плавится металл и перед его разливкой в изложницы 2 берется проба на химический анализ. Перед сливом жидкого металла по желобу 51 в изложницы 2 установки для отливки чушек их красят специальной противопригарной краской на графитовой основе. Покраску производят пульверизатором 40, установленным на кронштейне 16. Струя сжатого воздуха, подаваемого по шлангу 41, инжектирует краску из бачка 52 пульверизатора 40 и распыляет краску на внутреннюю поверхность изложниц 2 перед заливкой в них жидкого металла. Перед нанесением противопригарной краски изложницы 2 нагревают до 200÷250°С газовой инжекционной горелкой среднего давления 43. Таким образом, вначале работы рабочий заливщик металла открывает кран подачи газа в горелку 43, зажигает газ и нагревает изложницы до 200÷250°С (по практическим данным 8-10 минут). Далее рабочий заливщик металла штурвалом 37 поворачивает нижний ряд нагретых изложниц 2 под покраску. В покрашенные и нагретые изложницы 2 из печи по желобу 51 течет металл и заполняет верхний ряд изложниц 2. Залитый металл в изложницах необходимо быстро охладить. Для этого рабочий заливщик металла отводит желоб 51 (фиг.3) вправо (желоб поворотный) и включает подачу воздуха в правую полость пневмоцилиндра 49, при этом поршень со штоком 50 и тележка 48 движутся по рельсовому пути 45 влево на величину выхода штока 50. Далее включаются три осевых вентилятора 47, и поисходит охлаждение изложниц 2 и залитого в них металла. После охлаждения чушек включается подача сжатого воздуха в левую полость пневмоцилиндра 49 (правая соединена с атмосферой), при этом тележка 48 перемещается вправо. Одновременно с процессом заливки и охлаждения верхнего ряда изложниц нижний ряд изложниц 2 нагревается до 200÷250°C. Далее рабочий заливщик металла штурвалом 37 опрокидывает охлажденные изложницы на 180°С, они под действием собственного веса падают на пол цеха, верхний нагретый ряд изложниц красится. Далее процесс повторяется. Чушки увозятся на склад готовой продукции, где увязываются в транспортные технологические пакеты и маркируются в соответствии с ГОСТ.
Предложенная установка для отливки чушек отличается простотой конструкции, надежностью в работе, плавностью вращения и позволяет механизировать трудоемкие операции при выбивке чушек.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ОТЛИВКИ ЧУШЕК | 2011 |
|
RU2445186C1 |
| Установка для отливки чушек | 2020 |
|
RU2744726C1 |
| КАРУСЕЛЬНАЯ МАШИНА ДЛЯ ОТЛИВКИ ЧУШЕК | 2010 |
|
RU2417132C1 |
| УСТАНОВКА ДЛЯ ОТЛИВКИ ЧУШЕК | 2018 |
|
RU2686174C1 |
| Карусельная машина для отливки чушек | 2019 |
|
RU2701227C1 |
| УСТАНОВКА ДЛЯ ОТЛИВКИ ЧУШЕК | 2014 |
|
RU2561540C2 |
| КОМПЛЕКС ЗАЛИВКИ ЖИДКОГО МЕТАЛЛА В ИЗЛОЖНИЦЫ НА КОНВЕЙЕРЕ | 2014 |
|
RU2578272C1 |
| Роторная наклонная печь | 2020 |
|
RU2723854C1 |
| ЖЕЛОБ ДЛЯ РАЗЛИВКИ ЖИДКОГО МЕТАЛЛА | 2012 |
|
RU2490331C1 |
| Шахтно-отражательная печь для переплава металла | 2019 |
|
RU2727374C1 |
Установка содержит раму, изложницы, установленные с возможностью поворота вокруг вала, закрепленные на раме сверху и снизу, привод поворота изложниц. Перед заливкой расплавленным металлом изложницы нагревают газовой инжекционной горелкой среднего давления, расположенной сбоку от установки под изложницами. Краску на изложницы наносят пульверизатором, закрепленным на кронштейне. Охлаждение изложниц осуществляют тремя осевыми вентиляторами, закрепленными на кронштейне и размещенными на тележке, перемещающейся по рельсовому пути с помощью пневмоцилиндра. Обеспечивается упрощение конструкции установки. 4 ил.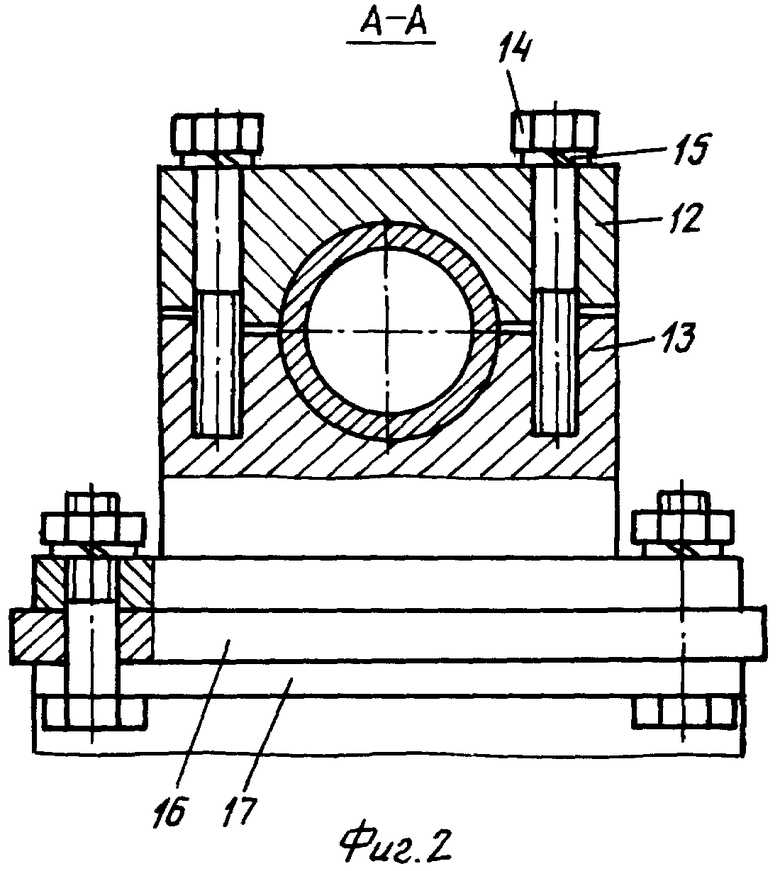
Установка для отливки чушек, содержащая раму, изложницы, установленные с возможностью поворота вокруг вала, привод поворота изложниц, отличающаяся тем, что она снабжена устройством для нагрева изложниц перед заливкой их расплавленным металлом, состоящим из газовой инжекционной горелки среднего давления, расположенной сбоку от установки под изложницами, устройством нанесения противопригарной краски на изложницы, состоящим из пульверизатора, закрепленного на кронштейне с возможностью установки под разными углами к плоскости изложниц, крана управления и подводящего сжатый воздух гибкого шланга, устройством для охлаждения изложниц в процессе работы, состоящим из рельсового пути, трех осевых вентиляторов, закрепленных на кронштейне и размещенных на тележке, перемещающейся по рельсовому пути с помощью пневмоцилиндра, при этом изложницы закреплены на раме сверху и снизу, а привод поворота изложниц состоит из штурвала, конической передачи, червячного редуктора и муфты.
| Способ получения соединений эстрана | 1971 |
|
SU482041A3 |
| Устройство для литья чушек из типографского сплава | 1983 |
|
SU1278105A1 |
| Способ изготовления металлостружечного брикета | 1990 |
|
SU1731419A1 |
| КОКИЛЬ | 2002 |
|
RU2225775C2 |

