Установка для отливки чушек относится к области литейного производства, в частности к литью чушек.
Известен аналог - карусельная машина для заливки литейных форм (источник информации А.С. №634841), содержащая основание и стойку, закрепленную неподвижно к основанию. В заявленном устройстве роль основания играет опора, а роль стойки играет рама. Так же, как и в заявленной установке для отливки чушек, имеются кокили (изложницы) и привод для вращения.
Недостатки заключаются в том, что
- отсутствует устройство извлечения отливок (чушек) из кокилей (изложниц);
- отсутствует устройство для покраски кокилей.
Из-за перечисленных выше недостатков невозможно получить технический результат.
Известен аналог - установка для отливки чушек (источник информации А.С.№1675028), содержащая, как и заявленном устройстве, раму, изложницы, вал, вокруг которого поворачиваются изложницы с устройством для выбивки чушек с приводом вращения изложниц.
Недостатки заключаются в том, что:
- в установке для отливки чушек нет устройства для покраски изложниц;
- отсутствует устройство для нагрева изложниц перед заливкой их расплавленным металлом;
- в установке для отливки чушек не предусмотрено устройство для охлаждения изложниц в процессе работы установки.
Ввиду указанных выше недостатков установка для отливки чушек не может обеспечить решение технической задачи.
Ближайшим аналогом (прототипом) заявленного изобретения является установка для отливки чушек, раскрытая в документе DE 482041 С, B22D 5/00, 05.09.1929. Совпадающими признаками заявленного изобретения с прототипом являются рама, изложницы, установленные с возможностью поворота вокруг вала, привод поворота изложниц.
Недостатки заключаются в том, что:
- в установке для отливки чушек нет устройства для покраски изложниц;
- отсутствует устройство для нагрева изложниц перед заливкой их расплавленным металлом;
- в установке для отливки чушек не предусмотрено устройство для охлаждения изложниц в процессе работы установки.
Ввиду указанных выше недостатков установка для отливки чушек, взятая за прототип, не может обеспечить решение технической задачи.
Задачей изобретения является создание простой по конструкции установки для отливки чушек, имеющей устройство для нагрева изложниц перед заливкой их расплавленным металлом, устройство нанесения противопригарной краски на изложницы, устройство охлаждения изложниц в процессе работы установки и устройство для транспортировки залитых изложниц к месту удаления чушек.
Технический результат - разработанная установка для отливки чушек является простой по конструкции, имеющей устройство для нагрева изложниц перед заливкой их расплавленным металлом, устройство нанесения противопригарной краски на изложницы, устройство охлаждения изложниц в процессе работы установки и устройство для транспортировки залитых изложниц к месту удаления чушек.
Указанный технический результат достигается за счет того, что в установку для отливки чушек, содержащую раму, изложницы, установленные с возможностью поворота вокруг вала, привод поворота изложниц, согласно предлагаемому изобретению введено устройство для нагрева изложниц перед заливкой их расплавленным металлом, состоящее из четырнадцатисмесительной газовой инжекционной горелки среднего давления, расположенной в обойме на кронштейне сбоку от установки для отливки чушек, над изложницами, причем четырнадцатисмесительная газовая инжекционная горелка наклонена к оси вращения изложниц под углом 30° с возможностью изменения угла наклона от 25° до 35° и фиксации гайками-барашками в выбранном положении. Одна газовая инжекционная горелка позволяет в течение 10-12 минут нагреть изложницы до температуры заливки 200-250°С.
Кроме того, в состав установки для отливки чушек вводится устройство нанесения противопригарной краски на изложницы, состоящее из сдвоенного пульверизатора, закрепленного на кронштейне с возможностью установки под разными углами к плоскости изложниц, крана управления и подводящего сжатый воздух гибкого шланга. Благодаря использованию в устройстве нанесения противопригарной краски на изложницы сдвоенного пульверизатора, закрепленного на кронштейне и имеющего возможность устанавливаться под разными углами к плоскости изложниц, противопригарная краска ложится на внутреннюю поверхность изложниц равномерным тонким слоем, что приводит к получению качественной поверхности отливаемых чушек. Использование сдвоенного пульверизатора облегчает трудоемкую операцию ручной покраски противопригарной краской изложниц.
Вместе с тем в состав установки для отливки чушек вводится устройство для охлаждения изложниц в процессе работы установки для отливки чушек, состоящее из кронштейна с шестнадцатью закрепленными на нем в обоймах осевыми вентиляторами. Четырнадцать осевых вентиляторов расположены параллельно оси вращения изложниц, а два расположены к ней под углом 35°. Каждый осевой вентилятор фиксируется в обойме двумя гайками-барашками. В процессе работы установки для отливки чушек изложницы нагреваются, что ухудшает выбивку чушек, приводит к повышенному пригару, а также повышенной ломкости чушек при их выбивке. Шестнадцать осевых вентиляторов позволяют охлаждать изложницы в процессе работы и устраняют указанные выше негативные явления.
Существенно отметить, что в состав установки для отливки чушек введено устройство для транспортировки залитых изложниц к месту удаления чушек, в которое входит тележка, электродвигатель, клиноременная передача, рельсы. Устройство для транспортировки залитых изложниц к месту удаления чушек позволяет осуществлять доставку залитых металлом изложниц к месту удаления чушек.
Наконец, в конструкцию установки для отливки чушек введен привод поворота изложниц, состоящий из электродвигателя, редуктора и двух муфт. Привод поворота изложниц обеспечивает поворот закрепленных на раме сверху шестнадцать и снизу шестнадцать изложниц.
Введение в конструкцию установки для отливки чушек электрофицированного привода поворота изложниц позволяет механизировать трудоемкий процесс извлечения чушек вручную. Предложенная конструкция установки для отливки чушек отличается простотой, потому что удаление чушек происходит из-за опрокидывания изложниц, при этом чушки выпадают из них под действием собственного веса.
На представленных чертежах изображена установка для отливки чушек, а также отдельные ее узлы.
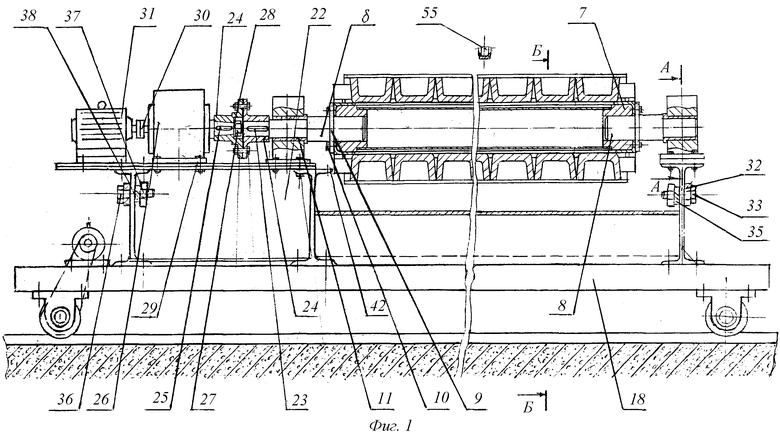
На фиг.1. Общий вид установки для отливки чушек.
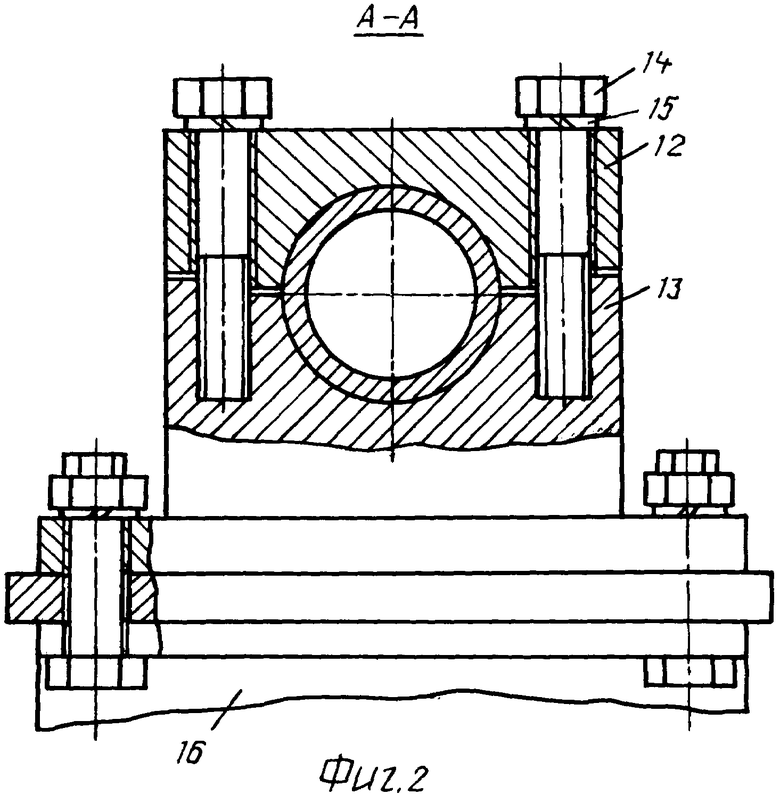
На фиг.2. Разрез А-А по подшипнику скольжения и правой опоре установки для отливки чушек.
На фиг.3. Вид сверху установки для отливки чушек.
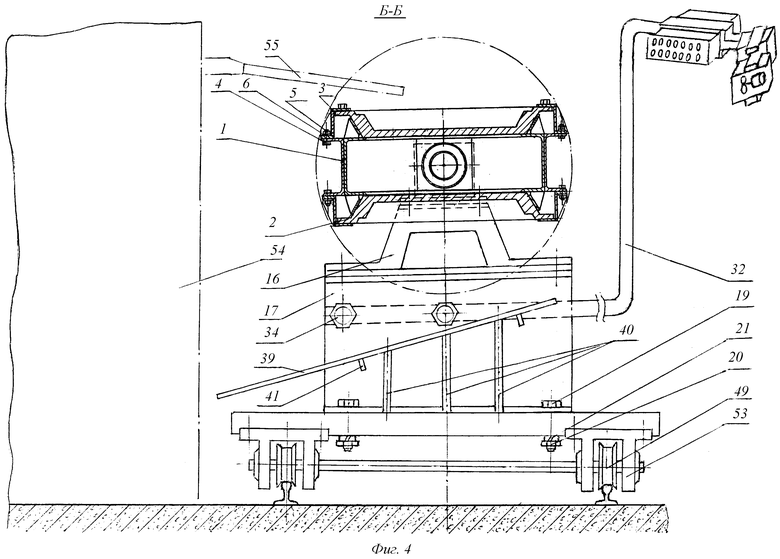
На фиг.4. Разрез Б-Б установки для отливки чушек.
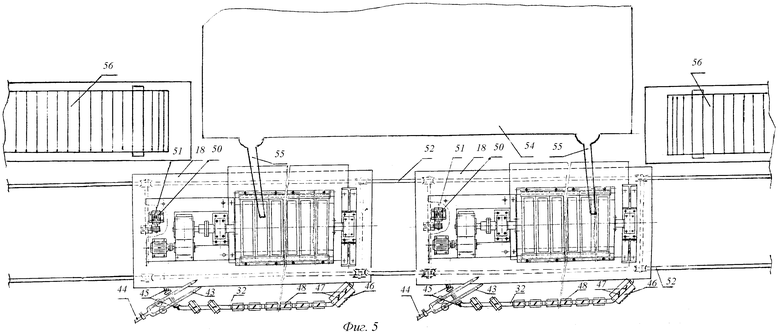
На фиг.5. План расположения установок для отливки чушек у плавильной печи.
Предлагаемая установка для отливки чушек состоит из сварной рамы 1, выполненной из швеллеров №20, на которой размещаются сверху шестнадцать изложниц 2 и снизу шестнадцать изложниц. Крепление изложниц 2 к раме 1 производится четырьмя прижимами 3, которые крепятся к внешней полке швеллера рамы 1 семидесятью восьмью болтами 4, гайками 5 и пружинными шайбами 6. В торцах рамы 1 имеются подшипники скольжения 7, в которых вращаются две оси 8 фиг.1. Подшипники скольжения 7 закрыты крышками 9, которые крепятся к подшипнику скольжения 7 четырьмя болтами 10. Каждая ось 8 с противоположной стороны имеет опорный подшипник скольжения, который состоит из бронзовой втулки 11, верхней крышки 12 и корпуса опорного подшипника 13. Верхняя крышка 12 крепится к корпусу опорного подшипника 13 четырьмя болтами 14 с пружинными шайбами 15 фиг.2. Правый корпус опорного подшипника 13 установки для отливки чушек крепится четырьмя болтами с гайками и пружинными шайбами (не показано) к опоре 16, а последняя также крепится к двутавру 17. Двутавр 17 крепится к тележке 18 четырьмя болтами 19, четырьмя гайками 20 и четырьмя пружинными шайбами 21. Левый корпус опорного подшипника 13 крепится к основанию 22 привода поворота изложниц. Левый конец оси 8 закреплен шпонкой 23 в правой полумуфте 24. Левая полумуфта 24 закреплена шпонкой 25 на валу червячного редуктора 26, а также закреплена болтом 27 с пружинной шайбой 28. Червячный редуктор 26 крепится к плите 29 основания 22 привода поворота изложниц. Передаточное число червячного редуктора 26 равно 22. Другой вал червячного редуктора 26 через муфту 30 соединен с электродвигателем 31. Основание 22 привода поворота изложниц сварено из четырех двутавров и крепится к тележке 18 восьмью болтами, восьмью гайками, восьмью пружинными шайбами (не показано). Заливщик металла, обслуживающий установку для отливки чушек, управляет приводом поворота изложниц с помощью выносного пульта управления. При достижении сварной рамы 1 с залитыми изложницами 2 нижнего положения чушки выпадают под действием собственного веса из изложниц. Важным элементом конструкции установки для отливки чушек является кронштейн 32, который крепится с одной стороны к двутавру 17 двумя болтами 33, двумя гайками 34, двумя пружинными шайбами 35, а с другой стороны к двутавру основания 22 привода вращения изложниц также двумя болтами 36, двумя гайками 37, двумя пружинными шайбами 38. В конструкции предусмотрен склиз 39, выполненный из стального листа толщиной 6 мм. Склиз 39 опирается на три продольные опоры 40 и четыре кронштейна 41, которые приварены к двутавру 17 и двутавру 42 основания 22 привода поворота изложниц.
Введено в конструкцию установки для отливки чушек устройство нанесения противопригарной краски на изложницы 2, состоящее из сдвоенного пульверизатора 43, закрепленного на кронштейне 32 с возможностью установки под разными углами к плоскости изложниц, крана управления (не показано) и подводящего сжатый воздух гибкого шланга 44 фиг.3. Наличие в устройстве для нанесения противопригарной краски на изложницы двух гаек-барашек 45 позволяет устанавливать под разными углами к плоскости изложниц 2 сдвоенный пульверизатор 43. Благодаря использованию в устройстве нанесения противопригарной краски на изложницы 2 сдвоенного пульверизатора 43, закрепленного на кронштейне 32 и имеющего возможность устанавливаться под разными углами к плоскости изложниц 2, противопригарная краска ложится на внутреннюю поверхность изложниц 2 равномерным тонким слоем, что приводит к получению качественной поверхности отливаемых чушек. Использование сдвоенного пульверизатора 43 облегчает трудоемкую операцию ручной покраски противопригарной краской изложниц 2.
В конструкцию установки для отливки чушек введено устройство для нагрева изложниц 2 перед заливкой их расплавленным металлом, состоящее из четырнадцатисмесительной газовой инжекционной горелки 46 среднего давления, расположенной в обойме на кронштейне 32 сбоку от установки для отливки чушек, над изложницами. Четырнадцатисмесительная газовая инжекционная горелка наклонена к оси вращения изложниц под углом 30°, с возможностью изменения угла наклона от 25 до 35° (и фиксации четырьмя гайками-барашками 47 в выбранном положении. Одна газовая четырнадцатисмесительная инжекционная горелка позволяет в течение 10-12 минут нагреть изложницы до температуры заливки 200-250°С.
В состав установки для отливки чушек вводится устройство для охлаждения изложниц в процессе работы установки для отливки чушек, состоящее из кронштейна 32 с шестнадцатью закрепленными на нем в обоймах осевыми вентиляторами 48. Четырнадцать осевых вентиляторов расположены параллельно оси вращения изложниц, а два расположены к ней под углом 35°. Каждый осевой вентилятор 48 типа ВО-14-320-4 фиксируется в обойме двумя гайками-барашками 47. В процессе работы установки для отливки чушек изложницы нагреваются, что ухудшает выбивку чушек, приводит к повышенному пригару, а также повышенной ломкости чушек при их выбивке. Шестнадцать осевых вентиляторов позволяют охлаждать изложницы в процессе работы и устраняют указанные выше негативные явления.
Существенно отметить, что в состав установки для отливки чушек 2 введено устройство для транспортировки залитых изложниц к месту удаления чушек, в которое входит тележка 18, опирающаяся на четыре катка 49, электродвигатель 50, клиноременная передача 51, рельсы 52. Тележка 18 имеет две оси, на концах которых имеются четыре катка 49 фиг.4. Катки 49 закреплены в кронштейнах 53. Устройство для транспортировки залитых изложниц к месту удаления чушек позволяет осуществлять доставку залитых металлом изложниц к месту удаления чушек.
В конструкцию установки для отливки чушек введен привод поворота изложниц 2, состоящий из электродвигателя 31, редуктора 26 муфты 30 и муфты (состоящей из двух полумуфт 24). Привод поворота изложниц обеспечивает поворот закрепленных на раме 1 сверху шестнадцать и снизу шестнадцать изложниц. Введение в конструкцию установки для отливки чушек электрофицированного привода поворота изложниц позволяет механизировать трудоемкий процесс извлечения чушек вручную. На фиг.5 показан эскиз планировки литейного участка, которая включает плавильную печь 54 с двумя поворотными желобами 55, две установки для отливки чушек 2, два пластинчатых транспортера 56. Пластинчатые транспортеры 56 предназначены для транспортировки выбитых чушек на склад готовой продукции. Габариты чугунной изложницы для отливки чушек 815×235×130 мм. Вес алюминиевой чушки 15 кг. Габариты установки для отливки чушек 4920×1680×1310 мм. Вес установки для отливки чушек без залитых изложниц 2210 кг. Вес установки для отливки чушек с залитыми шестнадцатью изложницами алюминиевым сплавом 2450 кг.
Работа установки для отливки чушек происходит следующим образом. В плавильной печи 54 плавится металл, и перед его разливкой в изложницы 2 берется проба на химический анализ. Перед сливом жидкого металла из печи 54 по поворотным желобам 55 в изложницы 2 установки для отливки чушек их все красят специальной противопригарной краской на графитовой основе. Покраску производят сдвоенным пульверизатором 43, установленным на кронштейне 32. Струя сжатого воздуха, подаваемого по шлангу 44, инжектирует краску из бачков сдвоенного пульверизатора 43 и распыляет краску на внутреннюю поверхность изложниц 2. Перед нанесением противопригарной краски все изложницы 2 нагревают до 200÷250°С четырнадцатисмесительной газовой инжекционной горелкой 46 среднего давления. Таким образом, в начале работы рабочий заливщик металла открывает кран подачи газа в четырнадцатисмесительную инжекционную горелку 46, зажигает газ и нагревает изложницы до 200÷250°С (по практическим данным за 10-12 минут). После подтверждения лабораторией требуемого химического состава сплава правый плавильщик металла и сплавов (по планировке) открывает правую летку печи 54. В покрашенные и нагретые изложницы 2 из печи 54 по правому желобу 55 течет металл и заполняет верхний ряд изложниц 2 правой установки для отливки чушек. После заливки жидким металлом верхнего ряда изложниц правый плавильщик металла затыкает правую летку. Залитый металл в изложницах 2 необходимо быстро охладить. Для этого рабочий плавильщик металла отводит правый желоб 55 вправо, а правый заливщик металла с пульта управления включает на правой установке для отливки чушек шестнадцать осевых вентиляторов, которые охлаждают металл в изложницах верхнего ряда. Далее заливщик металла включает с пульта управления привод устройства для транспортировки залитых изложниц к месту удаления чушек и транспортирует правую установку для отливки чушек к правому пластинчатому транспортеру 56. После необходимого охлаждения на месте удаления чушек заливщик металла с пульта включает привод поворота изложниц, при этом рама 1 с охлажденными изложницами и чушками верхнего ряда поворачивается, в нижнем положении чушки выпадают из изложниц 2 под действием собственного веса. Выпавшие чушки падают на склиз 39, скользят по нему и попадают на правый пластинчатый транспортер 56, который подает их на склад готовой продукции, где они увязываются в транспортные технологические пакеты и маркируются в соответствии с ГОСТ. Заливщик металла правой установки для отливки чушек возвращает ее к месту заливки жидким металлом (бывший нижний ряд изложниц стал под заливку).
Далее операции на правой установке для отливки чушек повторяются. Чушки увозятся на склад готовой продукции, где увязываются в транспортные технологические пакеты и маркируются в соответствии с ГОСТ.
Аналогичные операции проводятся параллельно левым плавильщиком металла и сплавов и левым заливщиком металла на левой установке для отливки чушек. Предложенная установка для отливки чушек отличается простотой конструкции, надежностью в работе, плавностью вращения и позволяет механизировать трудоемкие операции при выбивке чушек. Кроме того, она имеет высокую производительность.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для отливки чушек | 2020 |
|
RU2744726C1 |
| УСТАНОВКА ДЛЯ ОТЛИВКИ ЧУШЕК | 2010 |
|
RU2416484C1 |
| УСТАНОВКА ДЛЯ ОТЛИВКИ ЧУШЕК | 2014 |
|
RU2561540C2 |
| УСТАНОВКА ДЛЯ ОТЛИВКИ ЧУШЕК | 2018 |
|
RU2686174C1 |
| КАРУСЕЛЬНАЯ МАШИНА ДЛЯ ОТЛИВКИ ЧУШЕК | 2010 |
|
RU2417132C1 |
| Карусельная машина для отливки чушек | 2019 |
|
RU2701227C1 |
| КОМПЛЕКС ЗАЛИВКИ ЖИДКОГО МЕТАЛЛА В ИЗЛОЖНИЦЫ НА КОНВЕЙЕРЕ | 2014 |
|
RU2578272C1 |
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА МЕТАЛЛА | 2017 |
|
RU2656426C1 |
| Шахтно-отражательная печь для переплава металла | 2019 |
|
RU2727374C1 |
| ДВУХВАННАЯ ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА АЛЮМИНИЕВОГО ЛОМА | 2016 |
|
RU2617087C1 |
Установка содержит раму, изложницы, установленные с возможностью поворота вокруг вала, закрепленные на раме сверху и снизу, привод поворота изложниц, кронштейн. Перед заливкой расплавленным металлом изложницы нагревают газовой инжекционной горелкой среднего давления, расположенной в обойме на кронштейне над изложницами. Краску на изложницы наносят сдвоенным пульверизатором, закрепленным на кронштейне. Охлаждение изложниц осуществляют шестнадцатью закрепленными на кронштейне в обоймах осевыми вентиляторами. После заливки и охлаждения изложницы транспортируются к месту удаления чушек на тележке с электродвигателем и клиноременной передачей. Обеспечивается упрощение конструкции установки, повышение надежности работы установки. 2 з.п. ф-лы, 5 ил.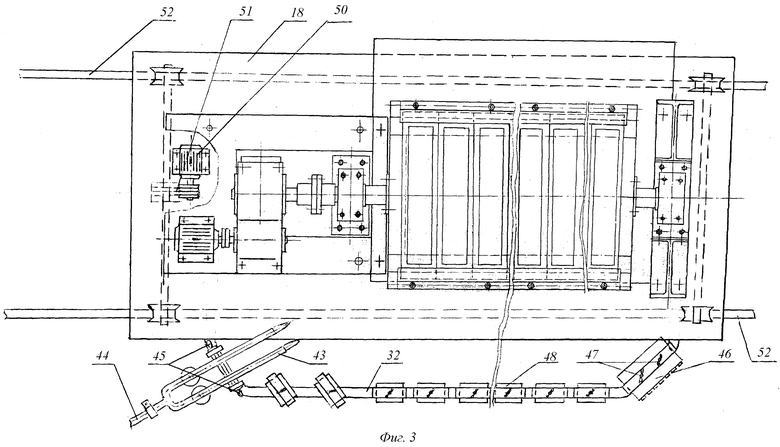
1. Установка для отливки чушек, содержащая раму, изложницы, установленные с возможностью поворота вокруг вала, привод поворота изложниц, отличающаяся тем, что она снабжена кронштейном, устройством для нагрева изложниц перед заливкой их расплавленным металлом, состоящим из газовой инжекционной горелки среднего давления, расположенной в обойме на кронштейне над изложницами, устройством нанесения противопригарной краски на изложницы, состоящим из сдвоенного пульверизатора, закрепленного на кронштейне с возможностью установки под разными углами к плоскости изложниц, крана управления и подводящего сжатый воздух гибкого шланга, устройством для охлаждения изложниц в процессе работы, состоящим из осевых вентиляторов, закрепленных в обойме на кронштейне, тележкой с электродвигателем и клиноременной передачей, при этом привод поворота изложниц состоит из электродвигателя, редуктора и двух муфт, а изложницы закреплены на раме сверху и снизу.
2. Установка для отливки чушек по п.1, отличающаяся тем, что газовая инжекционная горелка среднего давления расположена с возможностью изменения угла наклона к оси вращения изложниц от 25 до 35° и фиксации гайками-барашками в выбранном положении.
3. Установка для отливки чушек по п.1, отличающаяся тем, что два осевых вентилятора расположены под углом 35° к оси вращения изложниц, а остальные - параллельно ей, причем каждый осевой вентилятор фиксируется в обойме двумя гайками-барашками.
| Способ получения соединений эстрана | 1971 |
|
SU482041A3 |
| Устройство для литья чушек из типографского сплава | 1983 |
|
SU1278105A1 |
| Способ изготовления металлостружечного брикета | 1990 |
|
SU1731419A1 |
| КОКИЛЬ | 2002 |
|
RU2225775C2 |

